Изобретение относится к области получения суперпрочных легких композиционных материалов плотностью до 1,1 г/см3 на основе полимерных наполнителей. В частности, многофиламентных высокопрочных высокомодульных полиэтиленовых волокон (ВВПЭ-волокон) и тканей на их основе, например, сатинового переплетения и полимерных связующих - эпоксидиановой смолы, и может быть использовано в различных отраслях промышленности, например судостроении, авиастроении, химической промышленности, в том числе для изготовления материалов баллистической защиты.
Известен способ обработки хирургических шовных нитей с целью повышения их прочности (патент RU 2104036 С1, 1991 (на 3.01.2009 г. прекратил действие)), предполагающий обработку низкотемпературной плазмой в среде аргона, разработанный с участием одного из авторов данной заявки.
Известен способ (патент RU 2343235 С1) получения высокопрочных, высокомодульных углеродных волокон с улучшенными физико-мехническими характеристиками, в котором на первой стадии термообработки производят окисление волокон в неравновесной низкотемпературной плазме до получения волокон с показателем плотности 1,38-1,43 г/см. На второй стадии термообработку ведут в инертной среде при давлении от 20 до 750 торр или в вакууме с давлением ниже 10-2 торр, при этом нагревают окисленное волокно до 400-450°С. На третьей стадии волокно нагревают до температуры 600-650°С. На четвертой стадии термообработки волокно обрабатывают при температуре 1100-4500°С. Полученное высокопрочное, высокомодульное углеродное волокно обладает прочностью 400-510 кг/мм2 и модулем упругости 39000-49000 кг/мм2. Однако способ является многостадийным, трудоемким и энергозатратным, не предполагает создания композиционных материалов (КМ).
Известен ряд способов по созданию композиционных материалов для бронепанелей и средств баллистической защиты на основе полимерных волокон и полимерных матриц, в том числе:
- тканевая бронепанель, включающая последовательно расположенные слои ткани их арамидного волокна, ткани из полиамидного волокна, пропитанной полимерным связующим, где слои ткани из полиамидного волокна, пропитанные полимерным связующим, установлены между слоями ткани из арамидного волокна, при этом все слои ткани из арамидного волокна соединены между собой по контуру прочной синтетической нитью, (RU №2001108824 А),
- защитная композитная структура, содержащая множество слоев ткани, содержащей полибензоксазольные и полибензотиазольные волокна, множество слоев плотнотканой ткани, стойкой к прониканию, множество слоев сетки из волокон ткани, защищающей от баллистического удара пули, в которой композитная структура имеет наружную поверхность и внутреннюю поверхность, и множество плотнотканых стойких к прониканию слоев, расположенных ближе к наружной поверхности, чем множество слоев, защищающих от баллистического удара пули, при этом по п.4 патента волокна являются полиэтиленовыми (RU №2001120340 А).
- баллистически стойкий композит включает несколько слоев ткани, имеющей однонаправленные баллистически стойкие нити в виде, по меньшей мере, двух слоев, где нити характеризуются пределом прочности на разрыв, по меньшей мере, равным 15 граммам на одно денье, и модулем упругости, по меньшей мере, равным 400 граммам на одно денье. Между каждой парой таких нескольких слоев расположен слой смолы, прилипшей к баллистически стойким нитям, но не инкапсулирующей их и не проникающей в слой ткани. Смола характеризуется модулем упругости, по меньшей мере, равным 48260 кПа. Изобретение направлено на повышение баллистической стойкости композита. (RU №2346226 С2).
- изделие устойчивое к баллистическому воздействию, представляющее собой предварительно сформованный лист, содержащий два и более монослоя, содержащих по п.3 волокна из высокопрочного высокомодульного полиэтиленового волокна, и связующее по п.3 из термопластичного эластомера и разделяющую пленку на обоих внешних поверхностях (RU 2006127896 А).
Недостатком вышеперечисленных способов создания композиционных материалов является сложность технологии (необходимость использования множества слоев тканей различного происхождения, состава, плотности переплетения), что приводит к утяжелению изделий и повышению стоимости конечной продукции, а также инертность полиэтиленовой такни к связующему, как следствие низкая адгезия волокна и ткани к матрице, что затрудняет получение монолитных композиционных материалов.
Для повышения адгезионной прочности высокомолекулярных полиолефиновых филаментов к полимерной матрице (полиамидные, полиэфирные, эпоксидные смолы) применяется обработка коронным разрядом (US 4911867, 1990).
Известен способ получения композиционных материалов высокой прочности на основе стекловолокна и эпоксидного связующего (Патент RU 2270208 С2), заключающийся в том, что для повышения адгезии стеклянного волокна к матрице его обрабатывают в тлеющим разрядом переменного тока с частотой 50 Гц, силой тока 50-100 мА.
Недостатком обработки коронным и тлеющим разрядом является поверхностный эффект обработки, не позволяющий достигнуть высокой адгезионной прочности волокна и полимерного связующего.
Преимуществом заявленного способа получения суперпрочных легких композиционных материалов является:
- повышение адгезионной прочности многофиламентных высокопрочных высокомодульных волокон (ВВПЭ-волокон) или ткани из этих волокон, например, сатинового переплетения к полимерному связующему (матрице) - эпоксидиановой смоле.
Задачей заявленного изобретения является создание такого способа получения композиционного материала КМ, который позволил бы повысить прочность соединения между многофиламентным высокопрочным высокомодульным волокном или ткани из этих волокон, например, сатинового переплетения и полимерным связующим (матрицей) путем увеличения адгезии между многофиламентными высокопрочными высокомодульными волокнами или ткани из этих волокон, например сатинового переплетения и полимерным связующим (матрицей). Полимерным связующим (матрицей) является эпоксидиановая смола.
Задача решается тем, что разработан новый способ получения КМ, заключающийся в том, что высокопрочные высокомодульные многофеламентные полиэтиленовые волокна или ткань на их основе, например, сатинового переплетения, обрабатывают высокочастотным разрядом в среде плазмообразующего газа - аргона, с частотой тока 13,56 МГц, энергией ионов 10-100 эВ, плотностью ионного тока 0,3-0,6 А/м2, при давлении 13-133 Па и продолжительности экспозиции 0,5-3 мин, после чего пропитывают полимерным связующим на основе эпоксидиановой смолы.
Под воздействием ВЧ-разряда происходят изменения в энергетических свойствах поверхности волокон, структуре поверхности волокон, которые позволяют повысить адгезионную прочность соединения между высокопрочным высокомодульным многофеламентным полиэтиленовым волокном или тканью на его основе, например, сатинового переплетения и полимерным связующим - эпоксидиановой смолой.
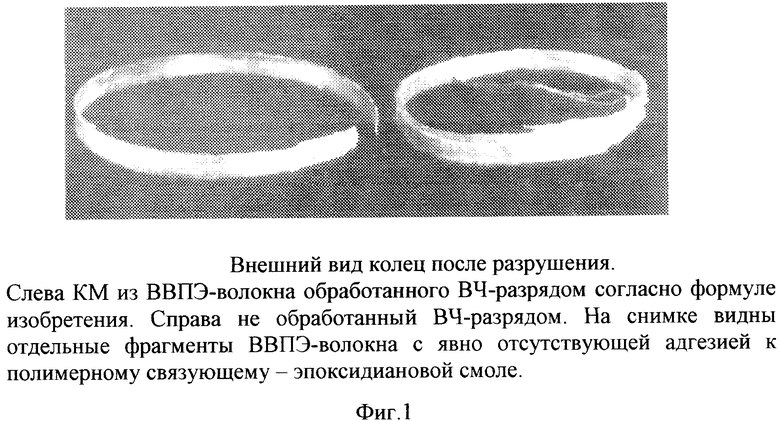
Подтверждением этому является существенное изменение прочностных характеристик, при сравнении, модифицированного таким способом и не модифицированного композиционного материала (табл.1) и сравнительный характер разрушения композиционного материала (фиг.1).
В отличие от известных способов в заявляемом способе обработки многофиламентных тел происходит возникновение электрических разрядов в межфиламентном пространстве пучка ВВПЭ-волокон. Воздействие ВЧ-разряда приводит к активации поверхности волокон в результате выделения энергии при рекомбинации ионов, а также за счет бомбардировки низкоэнергетическими ионами с энергией 10-100 эВ. Активация ВЧ-разрядом вызывает появление химически активных центров на поверхности волокна, в которых происходит образование прочного соединении между волокном и матрицей.
При меньших значениях энергии не происходит активации волокна. Более высокая энергия ионов приводит к снижению прочности волокна.
Технология получения КМ включает следующие операции:
1. Высокопрочные высокомодульные многофиламентные полиэтиленовые волокна или ткань на их основе, например, сатинового переплетения, обрабатываются в ВЧ-разряде в среде плазмообразующего газа - аргона, с частотой тока 13,56 МГц, энергией ионов 10-100 эВ, плотностью ионного тока 0,3-0,6 А/м2, при давлении 13-133 Па и продолжительности экспозиции 0,5-3 мин.
2. Обработанные высокопрочные высокомодульные многофиламентные полиэтиленовые волокна или ткань на их основе, например, сатинового переплетения, пропитываются полимерным связующим на основе эпоксидиановой смолы.
Обработку ВВПЭ-волокна и ткани на его основе, например сатинового переплетения в ВЧ-разряде осуществляют следующим образом.
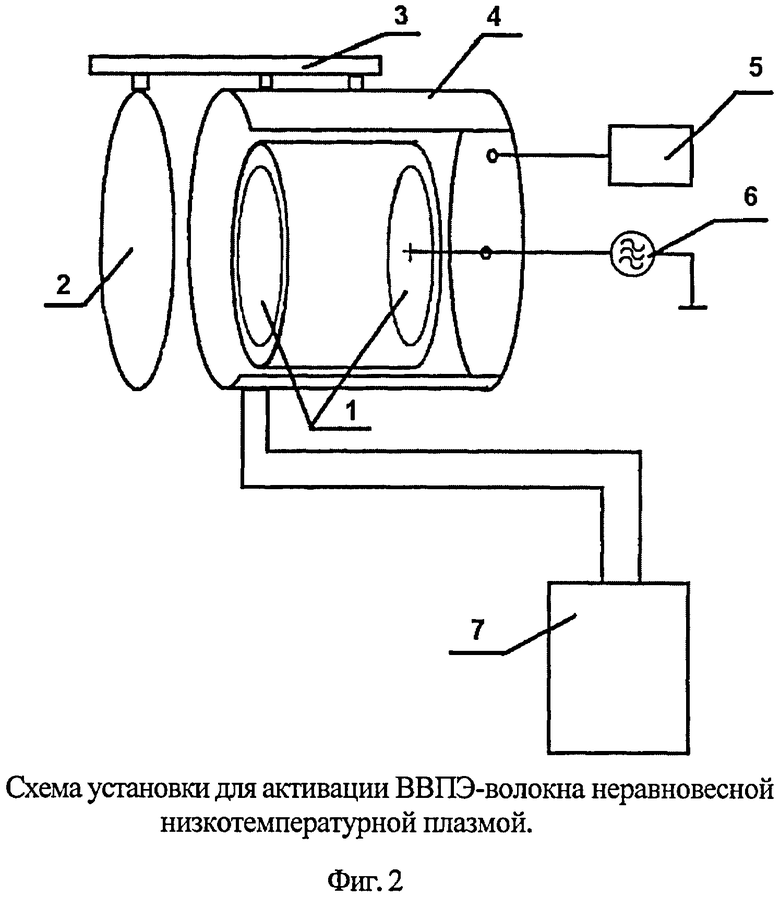
В изображенную на фиг.2 камеру (4) между двумя электродами (1) помещают обрабатываемый образец волокон или ткани, с помощью откачной системы (7) создается вакуум, через систему (5) подается рабочий газ, с помощью генератора (6) подают на электроды напряжение и зажигают ВЧ-разряд с рабочей силой тока.
ВВПЭ-волокна и ткани на его основе, например, сатинового переплетения обрабатывают высокочастотным разрядом в среде плазмообразующего газа - аргона, с частотой тока 13,56 МГц, энергией ионов 10-100 эВ, плотностью ионного тока 0,3-0,6 А/м2, при давлении 13-133 Па и продолжительности экспозиции 0,5-3 мин. Затем из данных волокон получают ткань, например сатинового переплетения. При использовании готовой ткани ее подвергают обработке в среде ВЧ-разряда при тех же параметрах процесса.
В работе использовали волокна фирмы DSM, Голландия, марки Dyneema® SK-60, SK-75. Ткань применяли производства ФГУП ВНИИСК, г.Тверь, марки П-1.
В качестве полимерного связующего (матрицы) использовали эпоксидиановую смолу ЭД-20. Состав и температурный режим отверждения представлен в табл.2.
Микрофотографии получали с помощью электронного микроскопа JSM-5300LV.
Оценка физико-механических свойств КМ проводили по разрушающим напряжениям при изгибе (ГОСТ 4649-96), при растяжении и при сдвиге (РТМ PC-743-86).
Изобретение может быть проиллюстрировано следующими примерами:
Пример 1. Влияние обработки ВЧ-разрядом и технологии пропитки на прочность соединения высокопрочного высокомодульного многофиламентного полиэтиленовые волокна (ВВПЭ-волокно) или ткани из этих волокон, например, сатинового переплетения с полимерным связующим эпоксидиановой смолой (матрицей) при получении композиционных материалов.
В работе использовали ВВПЭ-волокно Dyneema SK-60 после 10 лет хранения (табл.3). Волокно SK-60 за время хранения снизило свои качества, поэтому практический интерес представляла, возможность восстановления его утраченных свойств, с помощью активации ВЧ-разрядом.
Волокна SK-60 состояли из 1000 филаментов, диаметр одного филамента - 15 мкм. Многофиламентные высокопрочные высокомодульные волокна представляют собой фибриллы, включающие кристаллиты с выпрямленными цепями и расположенными параллельно им аморфными и складчатыми кристаллическими областями. Волокна характеризуются параллельной ориентацией, превышающей 95% и высоким уровнем кристалличности до 85%.
В вакуумную камеру (4) (фиг.2) между электродами (1) помещают образец волокна. Камеру вакуумируют с помощью системы (7), затем через систему пуска (5) подают рабочий газ до давления 13-133 Па. От блока питания (6) на электроды подают напряжение и зажигают ВЧ-разряд с частотой тока 13,56 МГц и плотностью ионного тока 0,3-06 А/м2. Продолжительность экспозиции в разряде составляет 0,5-3 мин. Энергия ионов 10-100 эВ. После обработки образцов подачу напряжения прекращают, реакционную камеру соединяют с атмосферой и вынимают обработанный образец волокна.
В качестве полимерного связующего (матрицы) применяли эпоксидиановую смолу ЭД-20 на основе диглицедилового эфира бисфенола А, отвержденную полиэтиленполиамином (ПЭПА) (табл.2). Для изготовления микрообразцов КМ, матрицу заливали в чашечки из алюминиевой фольги, в центре которых находилось натянутое волокно. Диаметр залитой смолы составлял 7-8 мм. Величину l заделки волокна (т.е. длину участка волокна, погруженного в полимер) изменяли, стачивая или ошлифовывая верхнюю часть образца после его отверждения. Заливку смолы в чашечки проводили как на воздухе, так и в вакууме. Заливка в вакууме освобождала межфиламентное пространство от воздуха, что улучшало и стабилизировало пропитку волокна матрицей.
Для вакуумирования применяли форвакуумный насос, который поддерживал давление в экспериментальной камере при пропитке на уровне 50 Па. Волокно выдерживали в вакууме 15-20 мин для дегазации. Затем заливали смолу в чашечки и в течение 30-40 мин пропитывали волокно в вакууме. После пропитки камеру заполняли воздухом. Благодаря атмосферному давлению на еще жидкую смолу происходило ее уплотнение. Далее оставляли образцы на сутки при комнатной температуре, затем проводили термообработку в течение 4 часов при 80°С для окончательного отверждения матрицы.
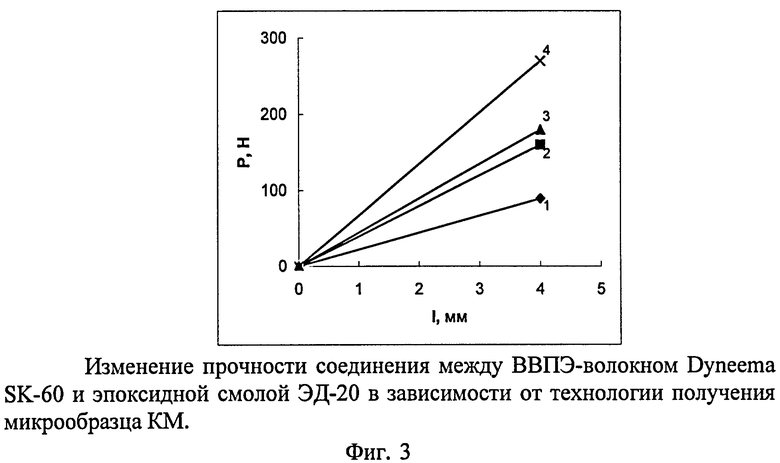
Получили следующее изменение прочности соединения между ВВПЭ-волокном Dyneema SK-60 и эпоксидиановой матрицей ЭД-20 в зависимости от технологии изготовления микрообразцов КМ (табл.4, фиг.3).
Пример 2. Влияние обработки ВВПЭ-волокон ВЧ-разрядом на смачиваемость полимерным связующим (матрицей).
Исследовали смачиваемость многофиламентных высокопрочных высокомодульных волокон (ВВПЭ-волокон) марки Dyneema SK-75 материалом полимерного связующего эпоксидной смолой ЭД-20. Волокна со стандартными свойствами использовали в качестве армирующих наполнителей при получении элементарной ячейки КМ. Волокна SK-75 имели следующие свойства (табл.3): плотность - 0,97 г/см3; прочность при растяжении - 3,4 ГПа; модуль упругости - 110 ГПа; удлинение - 3,8%, кристалличность - 95-98%, размеры кристаллитов - 20-50 нм. Волокна применяли как в исходном состоянии поставки, так и после активации их плазмой. В качестве матрицы использовали эпоксидиановую смолу ЭД-20 на основе диглицедилового эфира бисфенола А, отверженную ПЭПА.
Активирование волокон проводили аналогично Примеру 1 на высокочастотной установке, фиг.2.
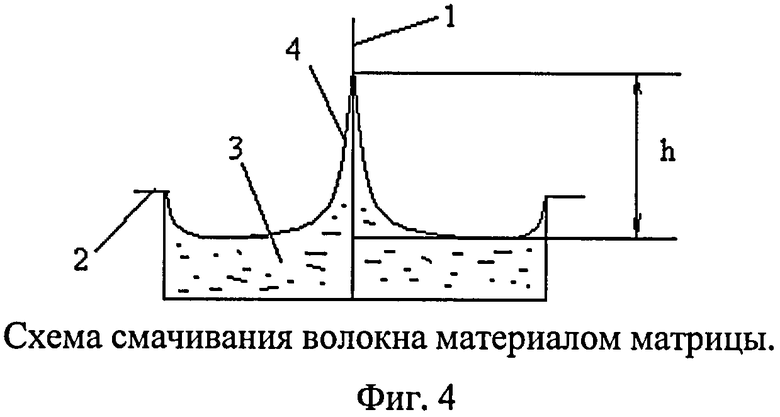
Смачиваемость волокон оценивали по высоте h капиллярного поднятия материала матрицы по волокну.
Эксперименты по смачиванию проводили следующим образом: волокно 1 (фиг.4) закрепляли в центре чашечки из алюминиевой фольги 2, в которую заливали материал исследуемой матрицы 3.
После затвердевания матрицы измеряли высоту ее поднятия h по волокну 4. Диаметр чашечки составлял 8-9 мм. Заливку матрицы в чашечки проводили на воздухе и в вакууме.
Для вакуумирования использовали форвакуумный насос, который поддерживал давление в экспериментальной камере при пропитке на уровне 50 Па. В вакууме волокно выдерживали 15-20 мин для дегазации и затем заливали смолу в чашечки.
Смола смачивала волокно и поднималась по нему до определенной высоты h. Через 40-50 мин эксперимент прекращали, поскольку вязкость смолы возрастала, и ее поднятие прекращалось. Камеру заполняли воздухом, образцы вынимали и после термообработки, при 80°С в течение 4 час, измеряли высоту h поднятия смолы по волокну (табл.5).
Применение плазменной обработки ВВПЭ-волокна SK-75 улучшает его смачиваемость на воздухе эпоксидиановой матрицей ЭД-20 и повышает значение h с 2,2 до 4,1 мм, т.е. на 86%. Это указывает на увеличение поверхностной энергии обработанных волокон.
Применение вакуумной пропитки исходного необработанного ВВПЭ-волокна SK-75 матрицей ЭД-20 повышает значение h с 2,2 до 4,6 мм, что составляет 109% (табл.5). Вакуум убирает из межволоконного пространства воздух и тем самым процесс смачивания облегчается и ускоряется, поскольку смоле нет необходимости вытеснять воздух из межфиламентного пространства.
Наибольшее поднятие h матрицы по волокну происходит при совместном действии плазменной обработки и пропитки в вакууме. В этом случае h увеличивается с 2,2 до 5,3 мм, т.е. на 141%.
Пример 3 Исследование прочности кольцевых КМ
Для армирования использовали два типа ВВПЭ-волокна: 1) Dyneema SK-75, 2) Dyneema SK-60 после 10 лет хранения. Волокно SK-75 имело прочность 3,4 ГПа и модуль упругости 110 ГПа. Волокно SK-60 по паспорту DSM, 10 лет назад имело прочность 2,7 ГПа и модуль упругости - 87 ГПа (табл.3).
Активация волокна проводилась аналогично примеру 1.
Матрицей служила эпоксидиановая смола ЭД-20 с отвердителем ПЭПА.
Применяли два режима отверждения матрицы: I) режим - 80°С, 2 час и II) режим - 100°С, 44 часа. Режим II) использовали для оценки влияния температуры и длительности ее воздействия на свойства волокон в КМ.
Образцы КМ получали методом однонаправленной намотки с одновременной пропиткой волокна матрицей.
Следующие виды однонаправленных намоточных образцов КМ были получены: микропластики, кольцевые образцы диаметром 150 мм и толщиной 1; 1,5-1,7 и 3,5-4 мм для испытаний соответственно на растяжение, изгиб и сдвиг; а также образцы в виде сегментов колец толщиной 1,5 мм и длиной 111-115 мм для расчета межслоевой энергии разрушения GIC двухконсольной балки.
Прочность КМ при растяжении σраст. получали при испытании колец на растяжение на испытательной машине ZDM 5/91 в диапазоне нагрузки 0-5 тонн с помощью жестких полудисков (NOL - Ring метод, стандартизированный в США: ASTM D 2291-67), измеряли увеличение зазора между полудисками Δl при увеличении нагрузки Р (кг).
Модуль упругости определяли по формуле:

где σ - прочность; ε - деформация; Sсеч.=bh - площадь сечения;
Р - нагрузка на образец; h - толщина кольца; b - ширина кольца;
d - диаметр кольца; Δl - удлинение.
Прочность при растяжении определяли по формуле:

где Рmax - максимальная разрывающая нагрузка.
Прочность при изгибе σизг. и прочность при межслоевом сдвиге σсдвиг. измеряли по трехточечной схеме нагружения образцов. Толщина сегментов колец при испытаниях на изгиб и сдвиг составила 1,5-1,7 мм и 3,5-4 мм, соответственно. Ширина b образцов равнялась 10 мм. Испытания на изгиб и сдвиг проводились на испытательной машине ZDM в диапазоне нагрузок 0-500 кг. Расчет прочности при изгибе σизг. и прочности при межслоевом сдвиге σсдвиг. проводили по следующим формулам:


где Р - приложенная сила; h - толщина, b - ширина образца; l - расстояние между опорами.
При исследовании КМ на трещиностойкость определяли энергию межслоевого разрушения G1C (табл.6) на испытательной машине WPM в диапазоне нагрузки 0-500 кг по методу углов при расщеплении двухконсольной балки.
Вязкость разрушения оценивается величиной G1C, вычисляемой по формуле:

где Fc - сила, при которой начинается движение трещины; b - ширина образца; α1 и α2 - углы изгиба первой и второй консолей соответственно. Для консолей с равной толщиной и с равными углами изгиба α1 и α2 формула (3) принимает следующий вид:

где α - угол изгиба консолей (α=α1+α2).
Если α1=α2=90°, формула (6) упрощается и принимает вид:

Вязкость разрушения G1C вычисляли по формуле (7).
Обработка ВЧ-разрядом, волокна SK-60 повышает прочность КМ на его основе при растяжении на 27% (с 0,65 до 0,83 ГПа), а модуль упругости Е на 37% (с 19 до 26 ГПа) (табл.6). Эти данные подтверждаются испытаниями образцов микропластиков, на которых получены аналогичные результаты (табл.7).
Обработка ВЧ-разрядом ВВПЭ-волокна действует различно на волокно SK-75 и на волокно SK-60, изготовленное 10 лет назад. Обработка волокна SK-60 немного повышает его свойства: модуль упругости Е на 5%, прочность при растяжении σ на 6%.
Поскольку на прочность волокна оказывает влияние его натяжение в процессе плазменной обработки, можно предположить, что повышение прочности связано с некоторой ориентацией фибриллярной структуры волокна.
Улучшение взаимодействия на границе раздела и повышение свойств КМ показали испытания на изгиб и сдвиг. После обработки волокна SK-60 и получения КМ его прочность при изгибе повысилась в 3 раза (с 150 до 454 МПа), табл.6.
Сдвиговая прочность σсдвиг. при тех же условиях получения КМ для SK-60 возросла в 2,65 раза (с 4,7 до 12,5 МПа), табл.6.
Полученный композиционный материал из SK-60 и SK-75 обладает физико-механическими характеристиками, представленными в табл.1.
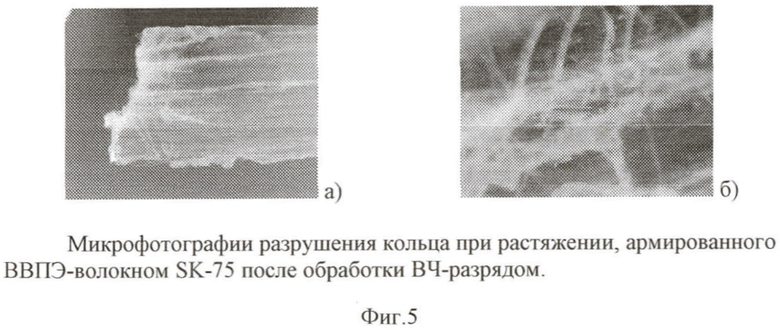
На фиг.5 представлены микрофотографии внешнего вида колец КМ из активированного плазмой наполнителя, ВВПЭ-волокна и изготовленного КМ из необработанного ВВПЭ-волокна. Кольцо, упрочненное наполнителем, обработанным в ВЧ-разряде, разрушается как единое целое. Кольцо, упрочненное не обработанным наполнителем, разрушается с образованием ярко выраженных продольных и поперечных трещин в результате отслаивания наполнителя от матрицы.
Поперечные трещины указывают на большую по сравнению с наполнителем деформацию матрицы, которая не способна полностью передать нагрузку на наполнитель. В местах, где произошел разрыв нагруженных волокон, они выдергиваются из матрицы и разрушаются. Накопившиеся отслоения матрицы, сливаясь, приводят к расщеплению кольца вдоль армирования.
После обработки ВВПЭ-волокна ВЧ-разрядом принципиально изменяются свойства и характер разрушения при растяжении КМ. Композиционный материал становится монолитным (фиг.5а). На его поверхности перед разрушением возникают поперечные и продольные трещины, однако эти трещины не ведут к ярко выраженному продольному разрушению и отслоению матрицы от волокна, т.е. происходит вязкое разрушение поперек волокон под углом, близким к 45°, отслоение матрицы отсутствует.
При бóльшем увеличении (фиг.5б) видны две системы пересекающихся трещин: продольные и перпендикулярные им независимые микротрещины, которые обеспечивают появление полос сдвига. Наличие таких взаимно пересекающихся трещин, задерживающих образование основной трещины, а также отсутствие отслоения матрицы от наполнителя, указывают на то, что получена высокая прочность КМ - полиэтиленпластика.
Пример 4. Свойства KM на основе ткани
В качестве армирующего материала использовали ткань сатинового переплетения из ВВПЭ-волокна, марки П-1, производства ФГУП «ВНИИСВ», г.Тверь.
Ткань сатинового переплетения из волокна П-1 обрабатывалась в ВЧ-разряде аналогично примеру 1. Для пропитки в качестве матрицы применялась эпоксидиановая смола, состав и режим отверждения которой аналогичен примеру 3 (табл.2, пример 3).
Далее из этого КМ - полиэтиленпластик, изготовлены пластины размером 170×240×3. Из этих пластин вырезали стандартные образцы для испытаний на σизг и τсдв.
В табл.8 представлены результаты испытаний КМ полиэтиленпластика на основе ткани П-1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА ДЛЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2516526C2 |
| ВЫСОКОПРОЧНЫЙ ВОДОСТОЙКИЙ ОРГАНОКОМПОЗИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2604621C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА, В СОСТАВ КОТОРОГО ВХОДИТ СВЕРХВЫСОКОМОЛЕКУЛЯРНОЕ ПОЛИЭТИЛЕНОВОЕ ВОЛОКНО | 2016 |
|
RU2663287C2 |
| ЛЕГКИЙ ВЫСОКОПРОЧНЫЙ ВОДОСТОЙКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2618882C2 |
| СПОСОБ УМЕНЬШЕНИЯ ПОЛЗУЧЕСТИ И УВЕЛИЧЕНИЯ МОДУЛЯ УПРУГОСТИ СВЕРХВЫСОКОМОЛЕКУЛЯРНЫХ ВЫСОКОПРОЧНЫХ ВЫСОКОМОДУЛЬНЫХ ПОЛИЭТИЛЕНОВЫХ ВОЛОКОН | 2011 |
|
RU2467101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ ОРГАНОПЛАСТОВ | 1992 |
|
RU2044747C1 |
| Способ получения препрегов для высокопрочных композитов | 2022 |
|
RU2788749C1 |
| ГРАДИЕНТНЫЙ МЕТАЛЛОСТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2014 |
|
RU2565215C1 |
| ЗАЩИТНАЯ ТКАНЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2435878C2 |
| Способ получения композиционного высокомодульного материала на основе бутадиенового эластомера с гибким армирующим элементом | 2022 |
|
RU2793691C1 |
Изобретение относится к области получения суперпрочных легких композиционных материалов (КМ) на основе полимерных наполнителей, в частности многофиламентных высокопрочных высокомодульных полиэтиленовых (ВВПЭ) волокон и полимерных связующих, которые могут быть использованы в судостроении, авиастроении, химической промышленности, в том числе для изготовления материалов баллистической защиты. Способ заключается в том, что многофиламентные ВВПЭ волокна или ткань сатинового переплетения из этих волокон обрабатывают высокочастотным разрядом в среде плазмообразующего газа - аргона с частотой переменного тока 13,56 МГц, энергией ионов 10-100 эВ, плотностью ионного тока, 0,3-0,6 А/м2, при давлении 13-133 Па и продолжительности экспозиции 0,5-3 мин. Затем ткань пропитывают полимерным связующим на основе эпоксидиановой смолы. Изобретение позволяет получить суперпрочный легкий композиционный материал с прочностью на изгиб, в зависимости от исходных характеристик волокна - 314-450 МПа. 8 табл., 5 ил.
Способ получения суперпрочного легкого композиционного материала, заключающийся в том, что высокопрочные высокомодульные многофиламентные полиэтиленовые волокна или ткань из этих волокон сатинового переплетения обрабатывают высокочастотным разрядом в среде плазмообразующего газа - аргона с частотой тока 13,56 МГц, энергией ионов 10-100 эВ, плотностью ионного тока 0,3-0,6 А/м2 при давлении 13-133 Па и продолжительностью экспозиции 0,5-3 мин, после чего пропитывают полимерным связующим на основе эпоксидиановой смолы.
| US 4911867 A, 27.03.1990 | |||
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО И ВЫСОКОМОДУЛЬНОГО УГЛЕРОДНОГО ВОЛОКНА | 2007 |
|
RU2343235C1 |
| СПОСОБ ОБРАБОТКИ ХИРУРГИЧЕСКИХ ШОВНЫХ НИТЕЙ | 1995 |
|
RU2104036C1 |
| БАЛЛИСТИЧЕСКИ СТОЙКИЙ КОМПОЗИТ | 2004 |
|
RU2346226C2 |
| СПОСОБ МОДИФИКАЦИИ, ПО МЕНЬШЕЙ МЕРЕ, ЧАСТИ ПОВЕРХНОСТИ ПОЛИМЕРА | 1996 |
|
RU2163246C2 |
| JP 4202537 A, 23.07.1992 | |||
| Глубинный ручной вибратор | 1984 |
|
SU1449652A1 |

