Изобретение относится к способу изготовления выполненных по индивидуальным требованиям металлических полос, в котором по меньшей мере одну металлическую полосу, которая имеет по существу плоскую поверхность, соединяют вдоль ее продольного края по меньшей мере с одной другой полосовой заготовкой из металла с замыканием по материалу, при этом по меньшей мере одна другая полосовая заготовка отличается относительно по меньшей мере одного из своих свойств от упомянутой по меньшей мере одной металлической полосы, и при этом упомянутую по меньшей мере одну металлическую полосу и упомянутую по меньшей мере одну другую полосовую заготовку непрерывно подают по меньшей мере на один участок соединения. Кроме того, изобретение относится к устройству для изготовления выполненных по индивидуальным требованиям металлических полос, содержащему по меньшей мере один участок соединения, по меньшей мере одно подающее приспособление для подачи по меньшей мере одной металлической полосы на участок соединения, по меньшей мере одно другое подающее приспособление для подачи по меньшей мере одной другой полосовой заготовки из металла на участок соединения, при этом на участке соединения осуществляется соединение с замыканием по материалу упомянутой по меньшей мере одной металлической полосы вдоль ее продольной кромки с упомянутой по меньшей мере одной другой полосовой заготовкой.
При использовании конструктивных элементов из металла, в частности в автомобилестроении, особое значение имеет небольшой вес конструктивного элемента при выполнении в соответствии с нагрузкой. Это достигается обычно за счет использования так называемых выполненных по индивидуальным требованиям заготовок (tailored blanks). При этом речь идет о выполненных по индивидуальным требованиям металлических пластинах, которые составлены из сваренных друг с другом раскроев пластин различной толщины, качества материала и/или состояния поверхности. Такие заготовки обеспечивают возможность согласования различных мест будущего конструктивного элемента с локальными нагрузками, для чего в противном случае требуются дополнительные усилительные части. Преимуществами этих заготовок является снижение веса и экономия затрат на изготовление. Однако для экономичного изготовления выполненных в соответствии с нагрузкой конструктивных элементов не всегда удовлетворительной является прерывистая обработка выполненных по индивидуальным требованиям пластин. Соответствующие виды обработки известны из ЕР 0508102 А1. Поэтому разработаны выполненные по индивидуальным требованиям металлические полосы (tailored strips), которые можно обрабатывать в последовательно установленных соединительных инструментах соответственно, из которых можно изготавливать профилированные конструктивные элементы посредством роликовой формовки. Для изготовления таких полос обычно непрерывно сваривают друг с другом две или три металлических полосы различной толщины, качества и/или состояния поверхности вдоль их продольной кромки. Для этого отдельные металлические полосы (нарезанные полосы, полученные продольным роспуском широкополосного проката), которые поставляются в виде рулонов, после процесса размотки выпрямляют в правильном станке. Затем выполняют обработку кромок для подготовки подлежащих сварке друг с другом кромок металлического листа. Затем металлические полосы сваривают поточно на участке лазерной сварки. После соединения полученную так, выполненную по индивидуальным требованиям металлическую полосу сматывают в рулон или с помощью режущего приспособления разрезают на множество пластин. Подобные устройства известны например, из De 102008060467 А1 или ЕР 0888843 А1 или DE 1288548 Ф.
Выполненные по индивидуальным требованиям полосы («Tailored Strips») представляют хорошо зарекомендовавшую себя технологию. Однако делаются постоянно попытки усовершенствования этой технологии, так чтобы для изготовления из таких полос конечных изделий требовалось меньше стадий дальнейшей обработки. В частности, происходит поиск решений, которые позволяют изготавливать выполненные по индивидуальным требованиям конструктивные элементы из металла с меньшими затратами.
Поэтому в основу данного изобретения положена задача создания способа и устройства указанного в начале вида, с помощью которых можно изготавливать выполненные по индивидуальным требованиям металлические полосы, которые для изготовления конечного изделия должны проходить меньше стадий последующей обработки.
Эта задача решена с помощью способа с признаками пункта 1 формулы изобретения и с помощью устройства с признаками пункта 14 формулы изобретения.
Способ, согласно изобретению, характеризуется тем, что в качестве упомянутой по меньшей мере одной другой полосовой заготовки, которая подается на участок соединения, применяют полосовую заготовку, которая имеет трехмерную структуру, полый профиль и/или множество следующих друг за другом вдоль своей продольной кромки выемок и/или отверстий.
Поскольку подлежащие соединению части подаются в процесс соединения в виде полос, то можно экономично изготавливать заготовку (выполненную по индивидуальным требованиям полосу), которая в последующей обработке для изготовления выполненного в соответствии нагрузкой конструктивного элемента должна проходить меньше стадий процесса (стадий обработки), чем это необходимо при имеющихся до настоящего времени заготовках для изготовления соответствующих конструктивных элементов. Таким образом, с помощью способа, согласно изобретению, соответственно устройства, согласно изобретению, можно изготавливать выполненные по индивидуальным требованиям полосы, дальнейшая обработка которых для изготовления соответствующего нагрузке и/или функции конструктивного элемента требует меньше стадий обработки и тем самым является более дешевой.
Предпочтительные варианты выполнения способа, согласно изобретению, указаны в зависимых пунктах формулы изобретения.
Предпочтительный вариант выполнения способа, согласно изобретению, характеризуется тем, что в качестве по меньшей мере одной другой полосовой заготовки, которая подается на участок соединения, применяют полосовую заготовку, которая выполнена в виде профиля и имеет желоб или несколько проходящих параллельно друг другу желобов. Таким образом, можно изготавливать выполненные по индивидуальным требованиям полосы, которые при относительно небольшом весе имеют относительно высокую прочность на изгиб на основании присоединенной в процессе соединения профилированной заготовки.
Предпочтительная модификация этого варианта выполнения способа характеризуется тем, что по меньшей мере одну другую полосовую заготовку подают на участок соединения так, что по меньшей мере один желоб закрывается по меньшей мере одной полосой стального листа и образует вместе с ней после соединения закрытый полый профиль.
В другом варианте выполнения способа предусмотрено, что полый профиль после соединения заполняют теплоизоляционным материалом или вспененным теплоизоляционным материалом. Таким образом, можно дешево изготавливать панелеобразные изолирующие конструктивные элементы, в частности теплоизоляционные панели для облицовки фасадов зданий и т. п.
В одном варианте выполнения способа предусмотрено, что по меньшей мере один желоб перед соединением заполняют или покрывают теплоизоляционным материалом. Тем самым можно также дешево изготавливать панелеобразные изолирующие конструктивные элементы для зданий.
Другой предпочтительный вариант выполнения способа, согласно изобретению, характеризуется тем, что в качестве по меньшей мере одной другой полосовой заготовки, которая подается на участок соединения, применяют полосовую заготовку, которая имеет по меньшей мере два проходящих параллельно друг другу ряда отверстий. Таким образом, можно экономично изготавливать выполненные по индивидуальным требованиям заготовки, в частности, для изготовления стоек или опор, в частности, для складских полок, или для изготовления кабельных каналов (кабельных желобов).
Другой предпочтительный вариант выполнения способа, согласно изобретению, характеризуется тем, что в качестве по меньшей мере одной другой полосовой заготовки, которая подается на участок соединения, применяют полосовую заготовку, которая имеет вдоль своей продольной кромки заданную с помощью следующих друг за другом выемок зубчатую структуру. Таким образом, можно также экономично изготавливать выполненные по индивидуальным требованиям заготовки, в частности, для изготовления стоек или опор, в частности, для складских полок, или для изготовления кабельных каналов (кабельных желобов). Для этого по меньшей мере одну другую полосовую заготовку подают на участок соединения так, что выемки обращены по меньшей мере к одной металлической полосе и образует с ней после соединения окнообразные отверстия.
В другом предпочтительном варианте выполнения способа, согласно изобретению, предусмотрено, что в качестве по меньшей мере одной другой полосовой заготовки, которая подается на участок соединения, применяют полосовую заготовку, которая состоит или образована из прессованного профиля, в частности, полого прессованного профиля. При этом в качестве прессованного профиля применяют состоящий из относительно мягкого металла прессованный профиль. Например, прессованный профиль может быть изготовлен из меди и/или алюминия или соответствующего металлического сплава. Таким образом, можно экономично изготавливать выполненные по индивидуальным требованиям заготовки, в частности, для изготовления охлаждающих тел, направляющих планок, планок для сидений, профилей дверных порогов, оконных профилей, осветительных тел, солнцезащитных пластин, а также пластинчатых стенок.
В другом предпочтительном варианте выполнения способа, согласно изобретению, предусмотрено, что по меньшей мере одну другую полосовую заготовку подают на участок соединения так, что она после соединения образует выступающую из плоской поверхности по меньшей мере одной металлической полосы перемычку. Таким образом, можно экономично изготавливать выполненные по индивидуальным требованиям заготовки, в частности, для изготовления фасадных панелей для зданий, а также стенные, напольные и/или потолочные панели для полых стен, полых полов соответственно, полых потолков транспортных средств для перевозки грузов и пассажиров, судов и/или самолетов.
В другом предпочтительном варианте выполнения способа, согласно изобретению, предусмотрено, что по меньшей мере из одной полосы стального листа и по меньшей мере одной другой полосовой заготовки возможно посредством добавления по меньшей мере одной другой металлической полосы, которая имеет по существу плоскую поверхность, и/или по меньшей мере одной другой профилированной полосовой заготовки образовать полый профиль, который после соединения подвергают изменению формы с помощью высокого внутреннего давления. Таким образом, можно экономично изготавливать выполненные по индивидуальным требованиям полые конструктивные элементы со сложными формами и небольшим весом, например, части шасси и/или трубы для отработавших газов для автомобилей, соответственно соответствующие заготовки для изготовления таких полых конструктивных элементов. За счет изменения формы с помощью высокого внутреннего давления можно, в частности, согласовывать и выполнять толщину стенки полых конструктивных элементов в определенных местах соответствующего конструктивного элемента в соответствии с потребностью.
Указанные выше варианты выполнения способа, согласно изобретению, содержат, в частности, также вариант выполнения, в котором по меньшей мере одна металлическая полоса, которая имеет по существу плоскую поверхность, и по меньшей мере одна другая полосовая заготовка, которая соединяется с полосой стального листа вдоль ее продольной кромки, отличаются друг от друга своей толщиной, качеством материала и/или выполнением поверхности.
Устройство, согласно изобретению, по существу характеризуется тем, что перед участком соединения в направлении прохождения полосовой заготовки расположен по меньшей мере один обрабатывающий участок, который предназначен для профилирования другой полосовой заготовки и/или вырезания в ней множества следующих друг за другом отверстий и/или выемок.
Предпочтительный вариант выполнения устройства, согласно изобретению, характеризуется тем, что после участка соединения в направлении прохождения полосовой заготовки расположено режущее приспособления для разрезания изготовленной, выполненной по индивидуальным требованиям металлической полосы, при этом режущее приспособление установлено на опорном приспособлении, которое выполнено с возможностью перемещения вперед и назад параллельно выполненной по индивидуальным требованиям полосе в направлении прохождения полосы. За счет этого достигается непрерывный процесс соединения.
Между обрабатывающими участками, на которых профилируют полосовую заготовку и/или вырезают в ней множество следующих друг за другом отверстий и/или выемок, и участком соединения предпочтительно расположен по меньшей мере один участок для обработки кромок, который предназначен для обработки подлежащей соединению по меньшей мере с одной металлической полосой кромки полосовой заготовки посредством шлифования и/или фрезерования.
Ниже приводится более подробное пояснение изобретения на основе нескольких примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 и 2 - первый и второй пример выполнения устройства, согласно изобретению, для изготовления выполненных по индивидуальным требованиям металлических полос стального листа, в изометрической проекции;
фиг. 3 - поперечный разрез изготовленной в соответствии с изобретением металлической полосы;
фиг. 4-6 - участки трех других примеров выполнения изготовленных в соответствии с изобретением металлических полос в изометрической проекции с поперечным разрезом;
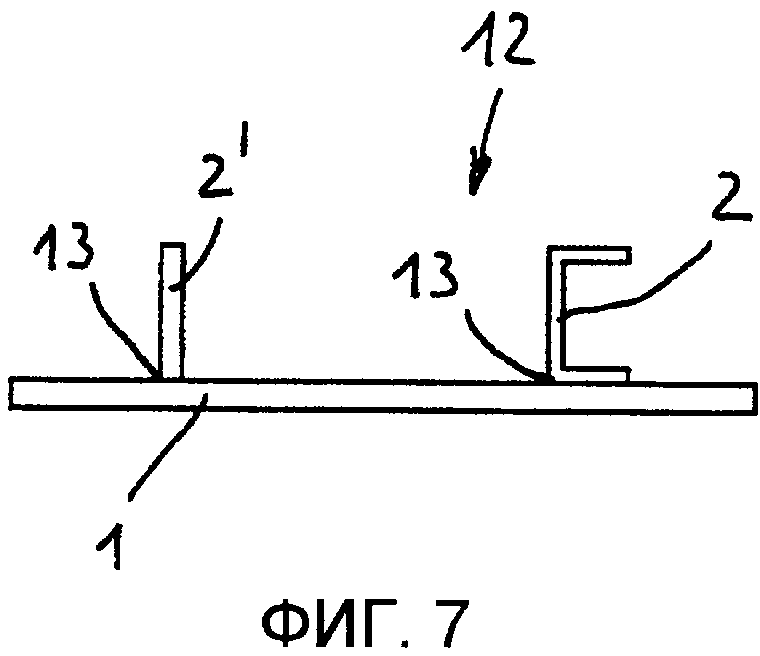
фиг. 7 - поперечный разрез выполненной по индивидуальным требованиям металлической полосы из фиг. 6;
фиг. 8-10 - участки трех других примеров выполнения изготовленных в соответствии с изобретением полос стального листа в изометрической проекции с поперечным разрезом;
фиг. 11 - деталь по фиг. 10 в увеличенном масштабе с поперечным разрезом; и
фиг. 12 - выполненная по индивидуальным требованиям металлическая полоса стального листа по фиг. 10 после изменения формы с помощью внутреннего высокого давления.
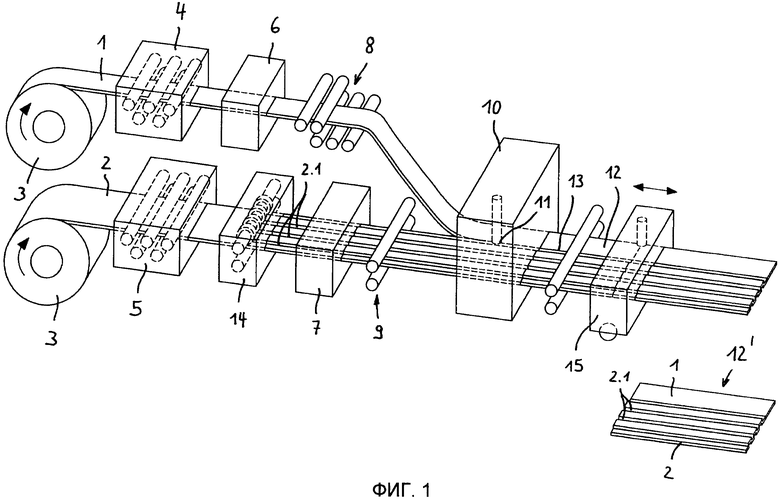
На фиг. 1 показан первый пример выполнения устройства, соответственно установки, согласно изобретению, для изготовления выполненных по индивидуальным требованиям металлических полос («Tailored Strips») 12. В устройстве по меньшей мере две полосы 1, 2 различной толщины, качества поверхности и/или состояния поверхности соединяются друг с другом на продольной стороне с замыканием по материалу, предпочтительно свариваются. Нарезанные полосы 1, 2 обычно изготовлены из металлических полос различной толщины и/или различного качества поверхности. Точно также выполненные по индивидуальным требованиям полосы 12 могут быть также изготовлены из полос листа цветного металла, например из алюминиевых и/или магниевых полос различного качества и/или толщины. Кроме того, выполненные по индивидуальным требованиям металлические полосы 12 могут быть образованы также из комбинации различных материалов, например из комбинации стальной полосы и полосы цветного металла, комбинации алюминия и магния и т. д. Однако подлежащие соединению друг с другом с замыканием по материалу нарезанные полосы могут быть в рамках данного изобретения также нарезанными полосами одинаковой толщины, качества поверхности и/или состояния поверхности.
Подлежащие сварке друг с другом нарезанные полосы 1, 2 поставляются в виде рулонов 3. Отдельные нарезанные или металлические полосы 1, 2 сначала после сматывания с соответствующего рулона 3 подвергаются выпрямлению в отдельных правильных станках 4, 5. Затем соответственно на следующем участке происходит предпочтительно обработка кромок, при этом по меньшей мере подлежащие соединению, соответственно сварке, кромки нарезанных полос 1, 2 обрабатываются с помощью фрезерных и/или шлифовальных станков 6, 7 для последующего процесса соединения, предпочтительно процесса сварки.
Нарезанные полосы 1, 2 подаются с помощью раздельных транспортировочных средств (приводных блоков) 8, 9 и направляющих полосу приспособлений, например направляющих полосу роликов, в одно или, при более чем двух нарезанных полосах 1, 2, в соответственно большее, каждый раз уменьшенное на 1 количество расположенных друг за другом соединительных устройств и там поточно соединяются друг с другом с замыканием по материалу, предпочтительно свариваются. При этом нарезанные полосы обычно соединяются вместе так, что их обращенные друг к другу продольные кромки могут быть соединены друг с другом с замыканием по материалу встык. Однако в рамках данного изобретения возможно также соединение нарезанных полос 1, 2 или, при более чем двух нарезанных полосах, по меньшей мере двух нарезанных полос друг с другом с наложением друг на друга или с параллельным стыком, Т-образным стыком или перекрестным стыком с замыканием по материалу.
Нарезанные полосы 1, 2 можно непрерывно соединять друг с другом, в частности сваривать. При этом в качестве способа сварки предпочтительно используется лазерная сварка. Однако в качестве альтернативного решения можно использовать также высокочастотную сварку или фрикционную сварку (Friction Stir Welding = FSW) при выполнении способа, согласно изобретению.
Фрикционная сварка является способом соединения легких металлов. В этом способе соединения вращающийся штифт с большой силой прижимают к стыку двух заготовок металлического листа соответственно нарезанных полос и перемещают вдоль линии соединения. Деталь в зоне линии соединения нагревается и за счет вращения штифта перемешивается, так что стальные листы соединяются. При этом не требуется специальная обработка шва и сварочные добавки. Поскольку возникающие при фрикционной сварке температуры в противоположность обычным способам сварки с расплавлением лежат ниже точки плавления сплавов легких металлов, то предотвращаются нежелательные изменения структуры. За счет этого можно сваривать также плохосвариваемые с расплавлением, имеющие более высокую прочность сплавы легких металлов без дополнительного материала (дополнительной проволоки) и без больших снижений прочности.
В рабочую точку 11 сварочного, соответственно лазерного, луча или штифта для фрикционной сварки предпочтительно подается защитный газ (инертный газ), например азот, с целью предотвращения окисления сварного шва. Кроме того, по меньшей мере один сварной шов 13 предпочтительно локально подвергают термообработке посредством повторного нагревания, с целью устранения или по меньшей мере уменьшения возможных пиков напряжений.
В качестве альтернативного решения или дополнительно к повторному нагреванию шва выполненную по индивидуальным требованиям металлическую полосу 12 временно нагревают по всей ее ширине или по ширине одной из ее металлических полос (нарезанных полос) 1, 2 с целью гомогенизации структуры металлической полосы 12. При этом полосу 12 нагревают до температуры в диапазоне от 200ºC до 500ºC. Временное нагревание происходит предпочтительно в атмосфере инертного газа.
Направляющие полосу приспособления 4, 4, 8, 9 и по меньшей мере один соединительный участок 10 образуют производственную линию. В показанную на фиг. 1 производственную линию интегрирован по меньшей мере один обрабатывающий участок 14, который подвергает деформации, соответственно профилированию, по меньшей мере одну из нарезанных полос (2), в то время как другая нарезанная полоса 1, соответственно по меньшей мере одна из нарезанных полос, подается в процесс соединения в виде плоской, пространственно недеформированной нарезанной полосы. Обрабатывающий участок 14 для деформации, соответственно профилирования нарезанной полосы 2, предпочтительно расположен между правильным станком 5 и участком 7 обработки кромок.
Пространственная структура, которая формируется с помощью обрабатывающего участка 14 в полосовой заготовке (нарезанной полосе) 2, может содержать множество имеющих форму чашки углублений и/или по меньшей мере одно, имеющее форму желоба углубление 2.1. В показанном на фиг. 1 примере выполнения в нарезанной полосе 2 посредством роликового формирования создают несколько имеющих форму желоба углублений 2.1. После этого профилированную нарезанную полосу 2 подают на участок 7 обработки кромок, а затем на соединительный участок 10.
Предпочтительно выполненную по индивидуальным требованиям полосу 12 после соединительного участка 10 сматывают в рулон. Это возможно также в случае образованной из профилированной металлической полосы 2, выполненной по индивидуальным требованиям металлической полосы 12, если профилированная металлическая полоса, соответственно нарезанная полоса 2, состоит из относительно мягкого металла, и/или пространственная структура деформированной металлической полосы 2 имеет относительно небольшую глубину профилирования.
Однако в качестве альтернативного решения или при необходимости выполненную по индивидуальным требованиям металлическую полосу 12 можно после соединительного участка 10 разрезать на пластины 12′. Полученные так пластины, соответственно панели 12′, имеют, например, длину по меньшей мере 1,5 м, предпочтительно по меньшей мере 2,5 м и особенно предпочтительно по меньшей мере 5 м. Такие относительно длинные панели 12′ можно при подходящей подаче, соответственно при последовательной подаче, также обрабатывать в последующих соединительных инструментах.
В показанном на фиг. 1 примере выполнения за соединительным участком 10 расположено режущее приспособление 15 для разрезания изготовленной, выполненной по индивидуальным требованиям полосы 12. При этом режущее приспособление 15 установлено на опорном приспособлении, которое выполнено с возможностью перемещения, предпочтительно смещения вперед и назад параллельно полосе 12 в направлении движения полосы, так что нет необходимости в прерывании непрерывного процесса соединения в соединительном участке 10 во время разрезания выполненной по индивидуальным требованиям полосы 12. Таким образом, режущее приспособление 15 выполнено в виде так называемой «летающей пилы».
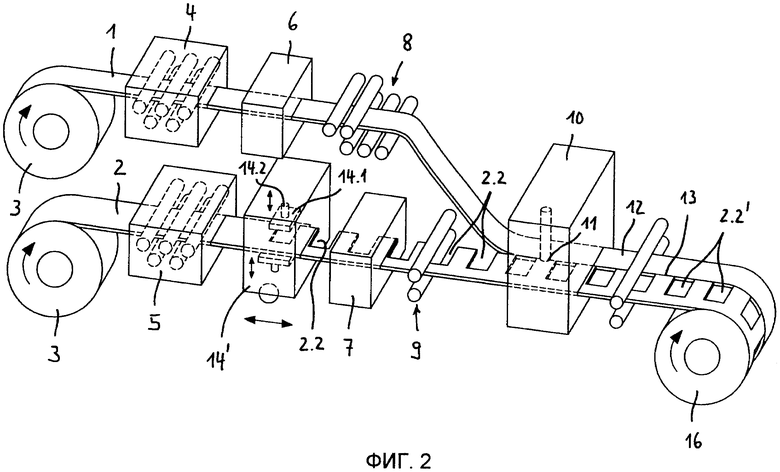
Показанный на фиг. 2 пример выполнения устройства, соответственно установки, согласно изобретению, для изготовления выполненных по индивидуальным требованиям металлических полос 12 отличается от показанного на фиг. 1 примера выполнения тем, что между правильным станком 2, в котором выпрямляется одна (2) из по меньшей мере двух нарезанных полос 1, 2, и приспособлением 7 для обработки кромок расположен обрабатывающий участок 14′, в котором нарезанная полоса, соответственно полосовая заготовка 2, снабжается поточно отверстиями и/или выемками 2.2. Для этого обрабатывающий участок 14′ снабжен по меньшей мере одним штампующим отверстия или режущим инструментом 14.1. Штампующий отверстия или режущий инструмент 14.1 может быть установлен на поднимаемом и опускаемом штампе 14.2 или на вращающемся валике (не изображен).
Дополнительно к этому несущий, штампующий отверстия или режущий инструмент 14.1, поднимаемый и опускаемый штамп 14.2 или вращающийся валик предпочтительно расположены на выполненной с возможностью перемещения опоре, которая может перемещаться вперед и назад параллельно направлению движения полосы, так что нет необходимости в прерывании непрерывной подачи полосы и/или процесса соединения во время вырезания отверстий, соответственно выемок 2.2. В качестве альтернативного решения полосовая заготовка 2 может проходить в направлении прохождения полосы перед и позади обрабатывающего участка 14′ в виде петель полосы (не изображены), которые в качестве буфера материала обеспечивают возможность прерывистой подачи в зоне штампующего отверстия или режущего инструмента 14.1 проходящей непрерывно вне обрабатывающего участка 14′ заготовки 2.
Как показано на фиг. 2, входящая на соединительный участок 10 полосовая заготовка, соответственно нарезанная полоса 2, разрезается так, что она перед соединительным участком 10 получает имеющую следующие друг за другом выемки 2.2 зубчатую структуру. Кроме того, на фиг. 2 показано, что полосовая заготовка 2 подается в соединительный участок 10 так, что выемки 2.2 обращены к разглаженной металлической полосе 1 и образуют с ней после соединения окнообразные отверстия 2.2′. Изготовленная так, выполненная по индивидуальным требованиям металлическая полоса 12 после соединительного участка 15 сматывается в рулон 16.
На фиг. 3-10 показаны различные примеры выполнения изготовленных в соответствии с изобретением металлических полос 12.
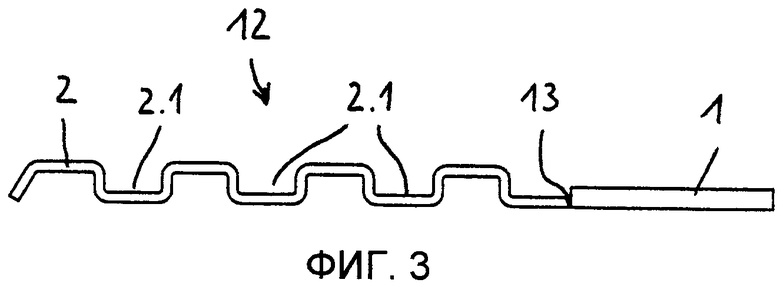
Показанная на фиг. 3, выполненная по индивидуальным требованиям металлическая полоса 12 изготовлена, например, с помощью показанной на фиг. 1 установки. Полоса 12 составлена из полосовых заготовок, соответственно нарезанных полос 1, 2, различной толщины, которые сварены друг с другом встык вдоль одной продольной кромки. В то время как металлическая полоса 1 имеет по существу плоскую поверхность, в металлической полосе 2 перед процессом соединения сформирована трехмерная структура в виде имеющего проходящие параллельно друг другу желоба 2.1 профиля.
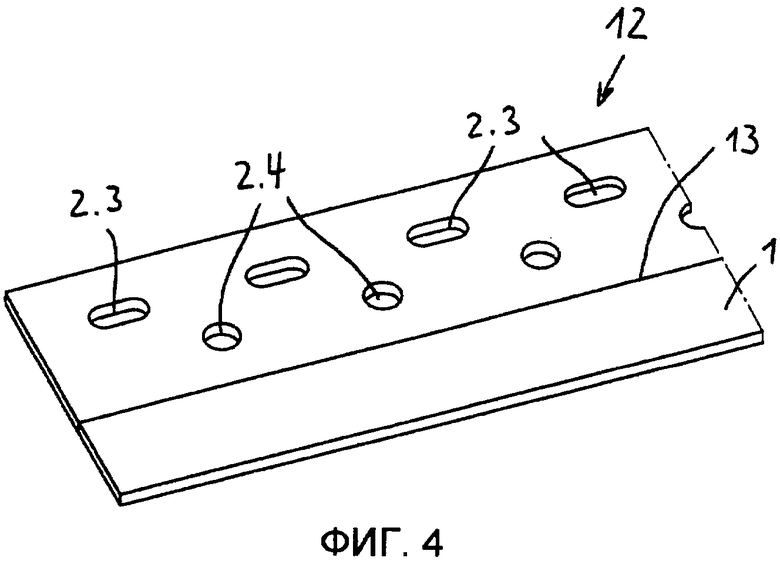
Показанная на фиг. 4 металлическая полоса 12 изготовлена, например, с помощью показанной на фиг. 2 установки. Металлическая полоса 12 составлена из полосовых заготовок, соответственно нарезанных полос 1, 2, одинаковой или различной толщины, которые сварены друг с другом встык вдоль одной продольной кромки. В то время как металлическая полоса 1 имеет полностью замкнутую, плоскую поверхность, металлическая полоса 2 перед процессом соединения перфорирована. Металлическая полоса 2 и тем самым выполненная по индивидуальным требованиям металлическая полоса 12 имеет ряды отверстий из удлиненных отверстий 2.3 и круглых отверстий 2.4.
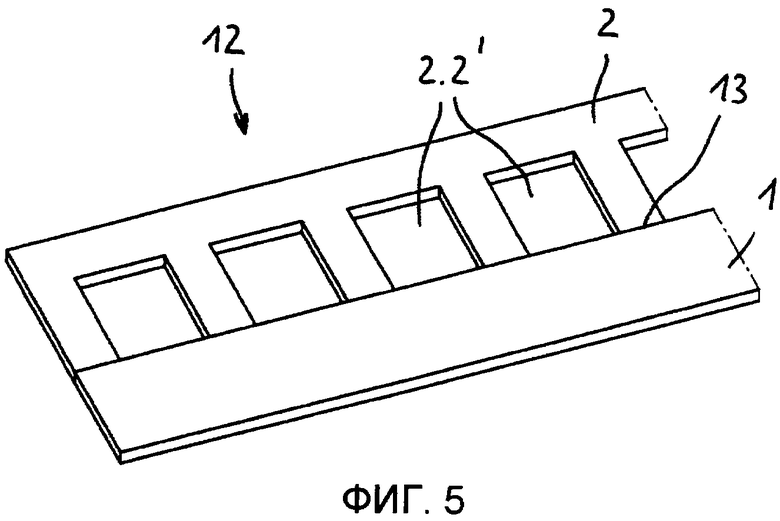
Показанная на фиг. 5, выполненная по индивидуальным требованиям металлическая полоса 12 также изготовлена с помощью показанной на фиг. 2 установки. При этом полосовые заготовки, соответственно нарезанные полосы 1, 2, имеют одинаковую или различную толщину. Для создания прерываемого выемками 2.2 сварного шва 13 сварочный или лазерный луч работает прерывисто. Предпочтительно соединение металлических полос 1, 2 в этой выполненной по индивидуальным требованиям металлической полосе 12 осуществляется с помощью лазерной сварки.
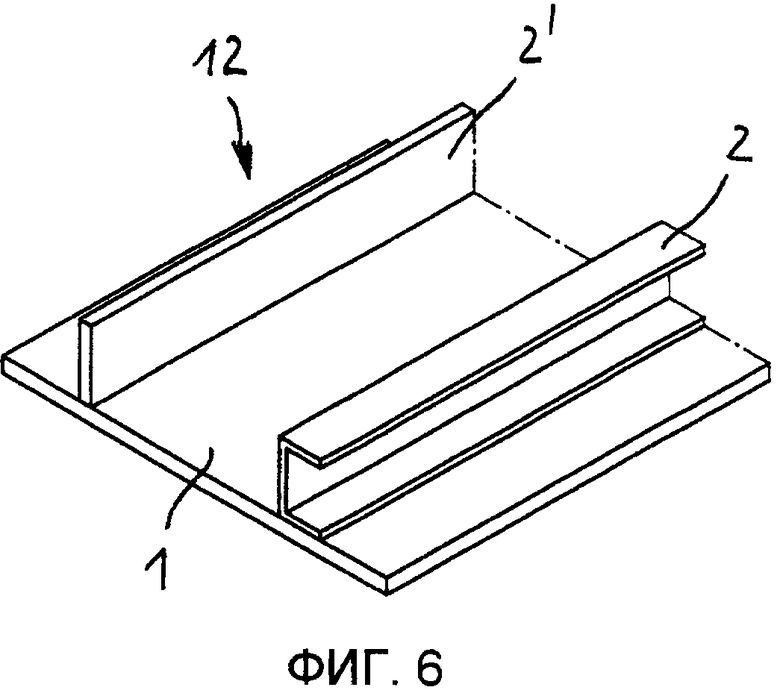
Показанная на фиг. 6 и 7 полоса 12 может быть изготовлена с помощью модифицированной относительно фиг. 1 установки. В этом случае металлическая полоса 1 и другие полосовые заготовки 2, 2′ соединены с замыканием по материалу вдоль их продольной кромки, при этом по меньшей мере одна (2) из полосовых заготовок (2, 2′) с помощью расположенного в направлении движения полосы обрабатывающего участка 14 деформирована в профиль, например U-образный профиль. Металлическая полоса 1 и полосовые заготовки 2, 2′ имеют здесь различную толщину и соединены с замыканием по материалу с Т-образным стыком, соответственно параллельным стыком.
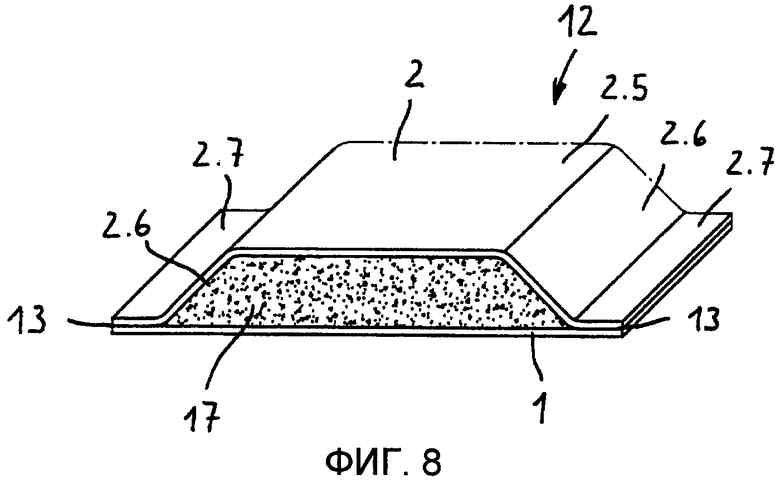
Показанная на фиг. 8, выполненная по индивидуальным требованиям металлическая полоса 12 может быть также изготовлена с помощью модифицированной относительно фиг. 1 установки. Для этого металлическая полоса 2 перед процессом соединения деформирована посредством роликового формования на обрабатывающем участке 14 в имеющий форму желоба профиль. При этом желобообразный профиль имеет донный участок 2.5, примыкающие к нему боковые стороны 2.6 и примыкающие к ним фланцы 2.7. Выполненная в виде желобообразного профиля полосовая заготовка 2 подается затем в соединительный участок 10 так, что желоб закрывается разглаженной полосой 1 и образует с ней после соединения замкнутый полый профиль. Кроме того, полый профиль после соединения может быть заполнен вспененным теплоизоляционным материалом 17.
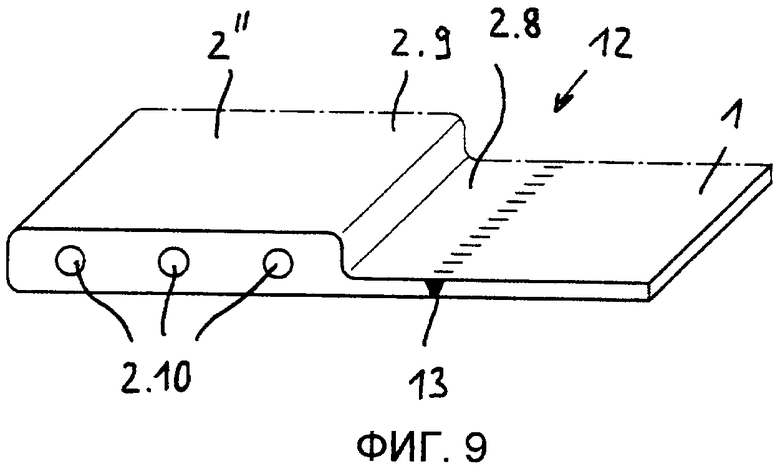
Показанная на фиг. 9, выполненная по индивидуальным требованиям металлическая полоса 12 изготовлена из плоской металлической полосы 1 и прессованного профиля 2′′, при этом полосовые заготовки 1, 2′′ сварены встык вдоль их продольной кромки. Прессованный профиль 2′′ предпочтительно состоит из относительно мягкого металлического сплава, например медного или алюминиевого сплава. Он содержит имеющие различную толщину участки 2.8, 2.9 поперечного сечения. При этом в прессованном профиле 2′′ могут быть образованы один или несколько полых каналов 2.10, в частности закрытых полых каналов 2.10.
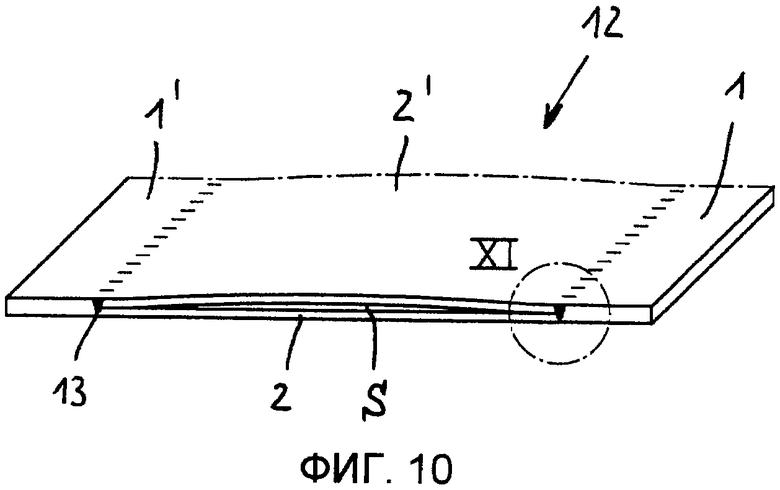
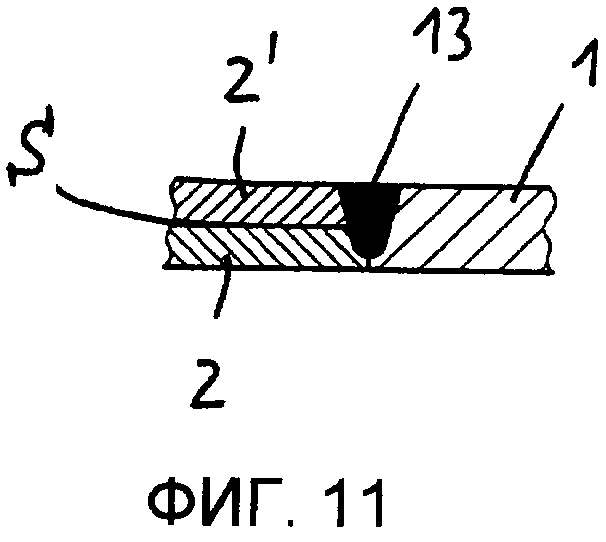
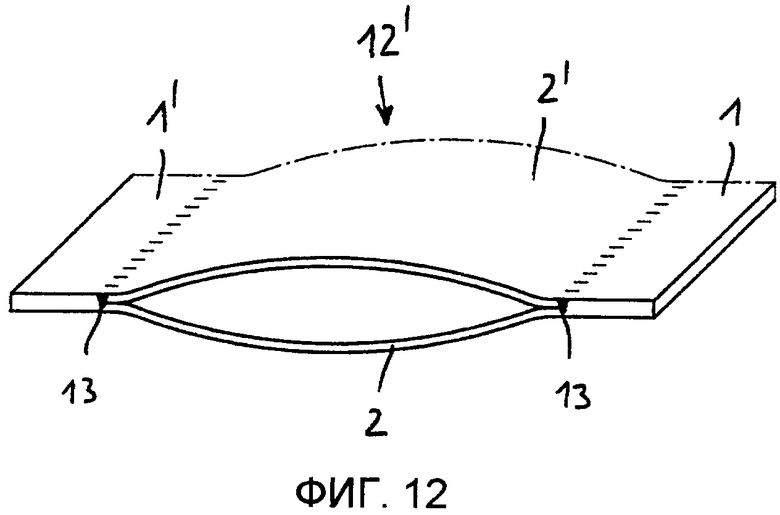
На фиг. 10-12 показана выполненная по индивидуальным требованиям металлическая полоса 12, которая составлена из полосовых заготовок 2, 2′ из металла и разглаженных металлических полос 1, 1′, при этом по меньшей мере одна (2) из заготовок (2, 2′) слегка изогнута при рассматривании в поперечном сечении. Кривизна по меньшей мере одной полосовой заготовки 2′ создана перед процессом соединения с помощью расположенного в направлении движения полосы перед соединительным участком 10 обрабатывающего участка 14 посредством роликового формования. Полосовые заготовки 2, 2′ имеют по существу одинаковую ширину и толщину. Они накладываются друг на друга так, что их продольные кромки можно сваривать встык по шву 13 с наружными плоскими металлическими полосами 1, 1′. При этом сварной шов 13 соединяет обе полосовые заготовки (металлические полосы) 2, 2′ с приставленной к ним встык плоской металлической полосой 1, соответственно 1′. При этом толщина разглаженной металлической полосы 1, 1′ может быть примерно в два раза больше толщины соответствующей полосовой заготовки 2, 2′. После соединительного участка 10 выполненная по индивидуальным требованиям металлическая полоса 12 разрезается, как показано на фиг. 10. Затем в каждой отделенной пластине 12′ полосы в имеющийся на основании кривизны между полосовыми заготовками 2, 2′ зазор S вдавливают с высоким давлением рабочую жидкость с целью деформации выполненной по индивидуальным требованиям металлической полосы 12, соответственно пластины 12′, с приданием сложной формы посредством деформации с помощью высокого внутреннего давления.
Металлические полосы 1, 1′, 2, 2′ показанных на фиг. 1-10 металлических полос 12 могут дополнительно различаться качеством своего материала и/или состоянием поверхности.
Выполнение данного изобретения не ограничивается показанными на чертежах примерами выполнения. Возможно множество вариантов, в которых также при отклоняющемся от показанных примеров выполнения выполнении используется определяемое формулой изобретение. Способ, согласно изобретению, а также устройство, согласно изобретению, включают в себя, в частности, также не показанные на чертежах варианты выполнения, которые могут быть результатом различных комбинаций указанных в формуле изобретения признаков. Так, например, в рамках изобретения находится также выполненная по индивидуальным требованиям металлическая полоса 12 по меньшей мере из одной плоской нарезанной полосы 1, по меньшей мере одной снабженной пространственной структурой (2.1) полосовой заготовки 2 и по меньшей мере одной полосовой заготовки 2, которая имеет множество следующих друг за другом в продольном направлении выемок 2.2 и/или отверстий 2.3 и/или 2.4. В частности, в установке, согласно изобретению, можно использовать в комбинации обрабатывающие участки, согласно фиг. 1 и 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОЧНЫЙ ЖЕЛОБ ДЛЯ ДУША НА УРОВНЕ ПОЛА | 2011 |
|
RU2535736C2 |
| СТОЧНЫЙ ЖЕЛОБ ДЛЯ ДУША, РАСПОЛОЖЕННЫЙ НА ОДИНАКОВОМ УРОВНЕ С ПОЛОМ | 2012 |
|
RU2569064C1 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2337837C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2016 |
|
RU2690580C2 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПОЛОСОВЫХ ИЛИ ЛЕНТОЧНЫХ ЗАГОТОВОК ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛАСТМАССЫ, А ТАКЖЕ СПОСОБ ЭКСТРУЗИИ ТАКОЙ ЗАГОТОВКИ | 2008 |
|
RU2433041C2 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| МЕХАНИЧЕСКАЯ ЗАПИРАЮЩАЯ СИСТЕМА ДЛЯ ДОСОК НАСТИЛА | 2003 |
|
RU2302498C2 |
| СПОСОБ ОБРАБОТКИ КРЫШКИ, ИЗГОТОВЛЕННОЙ ИЗ ЛИСТОВОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРЫШКИ, ИЗГОТОВЛЕННОЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1993 |
|
RU2111820C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА И СООТВЕТСТВУЮЩАЯ ЗАГОТОВКА | 2014 |
|
RU2684997C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1994 |
|
RU2113303C1 |
Изобретение относится к способу изготовления металлических полос (12) с использованием одной производственной линии. По меньшей мере одну металлическую полосу (1), имеющую по существу плоскую поверхность, соединяют с замыканием по материалу непрерывно вдоль ее продольной кромки по меньшей мере с одной другой полосовой заготовкой (2) из металла. Заготовка (2) отличается от полосы (1) по меньшей мере одним из своих свойств. Полосу (1) и заготовку (2) непрерывно подают по меньшей мере на один участок (10) соединения. Заготовку (2), подаваемую на участок (10) соединения, деформируют в обрабатывающем участке (14) внутри производственной линии для получения трехмерной структуры (2.1), полого профиля и/или множества следующих друг за другом вдоль ее продольной кромки выемок (2.2) и/или отверстий (2.3, 2.4). Обеспечивается получение полос требуемой формы и качества. 2 н. и 13 з.п. ф-лы, 12 ил.
1. Способ изготовления металлических полос (12, 12′) в одной производственной линии, в котором по меньшей мере одну металлическую полосу (1, 1′), которая имеет по существу плоскую поверхность, соединяют с замыканием по материалу непрерывно вдоль ее продольной кромки по меньшей мере с одной другой полосовой заготовкой (2, 2′, 2″) из металла, при этом упомянутая по меньшей мере одна другая полосовая заготовка (2, 2′, 2″) отличается относительно по меньшей мере одного из своих свойств от упомянутой по меньшей мере одной металлической полосы (1, 1′), и при этом упомянутую по меньшей мере одну металлическую полосу (1, 1′) и упомянутую по меньшей мере одну другую полосовую заготовку (2, 2′, 2″) непрерывно подают по меньшей мере на один участок (10) соединения, отличающийся тем, что упомянутую по меньшей мере одну другую полосовую заготовку (2, 2′, 2″), которая подается на участок (10) соединения, деформируют в обрабатывающем участке (14) внутри производственной линии таким образом, что она имеет трехмерную структуру (2.1), полый профиль и/или множество следующих друг за другом вдоль ее продольной кромки выемок (2.2) и/или отверстий (2.3, 2.4).
2. Способ по п. 1, отличающийся тем, что в качестве упомянутой по меньшей мере одной другой полосовой заготовки (2), которая подается на участок (10) соединения, применяют полосовую заготовку (2, 2′), которая выполнена в виде профиля и имеет желоб (2.1) или несколько проходящих параллельно друг другу желобов (2.1).
3. Способ по п. 2, отличающийся тем, что по меньшей мере одну другую полосовую заготовку (2) подают на участок (10) соединения так, что по меньшей мере один желоб (2.1) закрывают упомянутой по меньшей мере одной металлической полосой (1) и образуют вместе с ним после соединения закрытый полый профиль, причем предпочтительно полый профиль после соединения заполняют или запенивают теплоизоляционным материалом (17), и/или упомянутый по меньшей мере один желоб (2.1) перед соединением заполняют или покрывают теплоизоляционным материалом (17).
4. Способ по п. 1, отличающийся тем, что в качестве по меньшей мере одной другой полосовой заготовки (2), которая подается на участок (10) соединения, применяют полосовую заготовку (2), которая имеет по меньшей мере два, проходящих параллельно друг другу ряда отверстий (2.3, 2.4).
5. Способ по п. 1, отличающийся тем, что в качестве по меньшей мере одной другой полосовой заготовки (2), которая подается на участок (10) соединения, применяют полосовую заготовку (2), которая имеет вдоль своей продольной кромки заданную с помощью следующих друг за другом выемок (2.2) зубчатую структуру.
6. Способ по п. 5, отличающийся тем, что по меньшей мере одну другую полосовую заготовку (2) подают на участок (10) соединения так, что выемки (2.2) обращены к упомянутой по меньшей мере одной металлической полосе (1) и образуют с ней после соединения окнообразные отверстия (2.2′).
7. Способ по п. 1, отличающийся тем, что в качестве по меньшей мере одной другой полосовой заготовки, которая подается на участок (10) соединения, применяют полосовую заготовку, которая состоит или образована из прессованного профиля (2″), в частности полого прессованного профиля.
8. Способ по п. 1, отличающийся тем, что по меньшей мере одну другую полосовую заготовку подают на участок соединения так, что она после соединения задает выступающую из плоской поверхности упомянутой по меньшей мере одной металлической полосы перемычку.
9. Способ по п. 1, отличающийся тем, что по меньшей мере из одной металлической полосы и по меньшей мере одной другой полосовой заготовки, при необходимости, посредством добавления по меньшей мере одной другой металлической полосы, которая имеет по существу плоскую поверхность, и/или по меньшей мере одной другой профилированной полосовой заготовки образуют полый профиль, который после соединения подвергают изменению формы с помощью высокого внутреннего давления.
10. Способ по п. 1, отличающийся тем, что по меньшей мере одна металлическая полоса (1, 1′), которая имеет по существу плоскую поверхность, и по меньшей мере одна другая полосовая заготовка (2, 2′, 2″), которая соединяется с замыканием материала с металлической полосой (1, 1') вдоль ее продольной кромки, отличаются друг от друга своей толщиной, качеством материала и/или состоянием поверхности.
11. Способ по п. 1, отличающийся тем, что подлежащую соединению по меньшей мере с одной металлической полосой (1, 1′) кромку по меньшей мере одной другой полосовой заготовки (2, 2′, 2″), которая имеет трехмерную структуру (2.1), полый профиль и/или множество следующих друг за другом вдоль ее продольной кромки выемок (2,2) и/или отверстий, перед соединением обрабатывают посредством шлифования и/или фрезерования.
12. Устройство для изготовления металлических полос, содержащее по меньшей мере один участок (10) соединения, по меньшей мере одно подающее полосу приспособление (4, 8) для подачи по меньшей мере одной металлической полосы (1, 1′) на участок (10) соединения, по меньшей мере одно другое подающее приспособление (5, 9) для подачи по меньшей мере одной другой полосовой заготовки (2, 2′, 2″) из металла на участок (10) соединения, при этом на участке (10) соединения осуществляется непрерывное соединение с замыканием по материалу упомянутой по меньшей мере одной металлической полосы (1, 1′) вдоль ее продольной кромки с упомянутой по меньшей мере одной другой полосовой заготовкой (2, 2′, 2″), отличающееся тем, что перед участком (10) соединения в направлении прохождения полосовой заготовки (2, 2′, 2″) расположен по меньшей мере один обрабатывающий участок (14, 14′), который предназначен для профилирования упомянутой другой полосовой заготовки (2, 2′, 2″) и/или вырезания в ней следующих друг за другом отверстий (2.3, 2.4) и/или выемок (2.2).
13. Устройство по п. 12, отличающееся тем, что после участка (10) соединения в направлении прохождения полосовой заготовки (2, 2′, 2″) расположено режущее приспособление (15) для разрезания изготовленной металлической полосы (12), при этом режущее приспособление (15) установлено на опорном приспособлении, которое выполнено с возможностью перемещения вперед и назад параллельно металлической полосе (12) в направлении прохождения полосы.
14. Устройство по п. 12, отличающееся тем, что после участка (10) соединения расположено наматывающее приспособление (16) для намотки изготовленной металлической полосы (12).
15. Устройство по п. 12, отличающееся тем, что между обрабатывающими участками (14, 14′), на которых профилируют (2.1) полосовую заготовку (2, 2′, 2″) и/или вырезают в ней следующие друг за другом отверстия (2.3, 2.4) и/или выемки (2.2), и участком (10) соединения расположен по меньшей мере один участок (7) для обработки кромок, который предназначен для обработки подлежащей соединению по меньшей мере с одной металлической полосой (1, 1′) кромки полосовой заготовки (2, 2′, 2″) посредством шлифования и/или фрезерования.
| EP 0508102 A1, 14.10.1992 | |||
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СВАРНЫХ ЗАГОТОВОКиз рулониой полосы | 0 |
|
SU367933A1 |
| DE 102008060467 A1, 10.06.2010 | |||
| WO 2010094538 A1, 26.08.2010. | |||

