1
Изобретение может применяться лри изготовлении полотнищ путем соединения рулонных -полос сваркой.
Известно устройство для изготовления сварных заготовок из рулонной полосы, содержащее раэматыватель, профилегибочную установку 1C рабочимИ валками, каждый из которых СОСТОИТ из смонтированных на общей оси формующей и прижиимной частей, и сварочную установку.
Однако такое устройство не позволяет получать по краям полосы гофры переменной высоты.
Предлагаемое устройство не имеет этого недостатка и отличается от известного тем, что формующая часть каждого валка свободно установлена на оси и снабжена приводом вертикального перемещения, управляемым от предусмотренного в устройстве датчика серповидности, взаимодействующего с кромкой полосы.
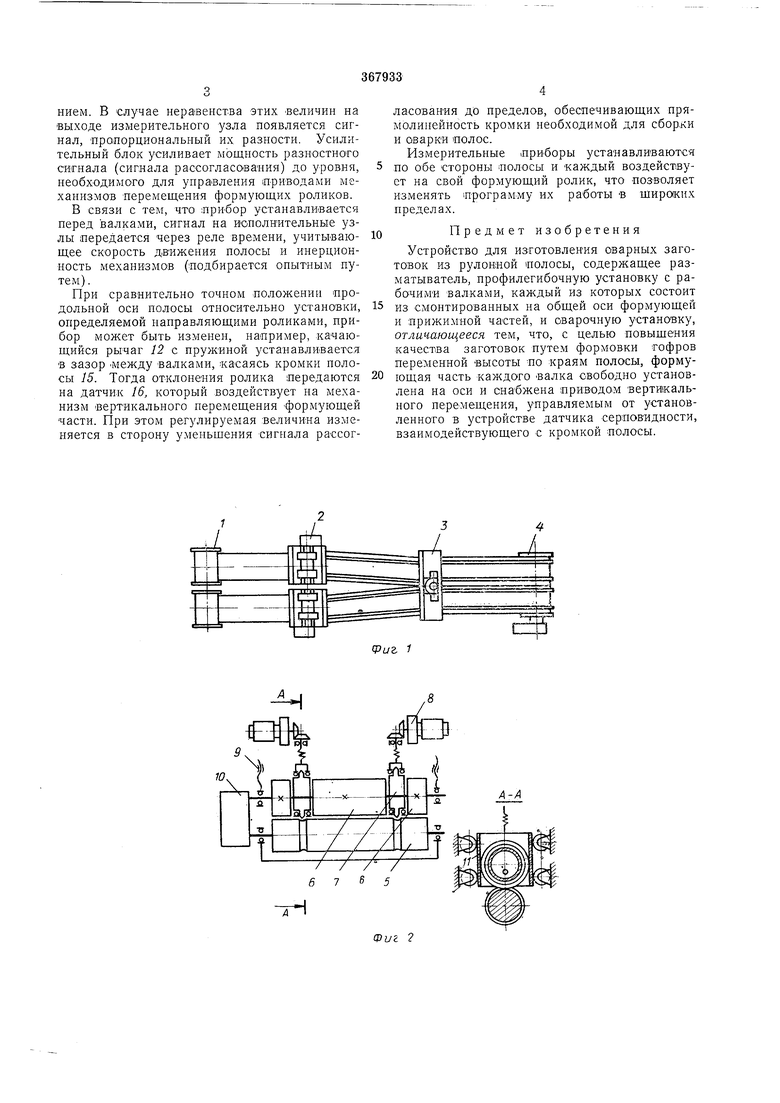
Па фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - профилегибочная установка с разрезом; на фиг. 3 - схема взаимодействия полосы с датчиком серповидности в двух проекциях.
Устройство содержит разматыватель /, две или более профилегибочные установки 2, сварочный пост 3 и наматыватель 4. Профилегибочная установка выполнена в виде нижнего валка 5, имеющего передвижные кольца с выемками, настраивающиеся на ширину полосы, и верхнего валка, имеющего прилсимную часть 6 и формующую часть 7, которые с помощью механизмов 5 перемещаются в вертикальном
направлении.
Для настройки валков на необходимую толщину металла предусмотрены регулировочные винты 9. Привод валков 10 осуществляется электродвигателем и редуктором со сменными
шестернями. Формующая часть, расположенная в корпусе //, производит гофры различной формы и позволяет воздействовать на полосу с переменным усилием, вызывая ее деформацию в Нужном направлении.
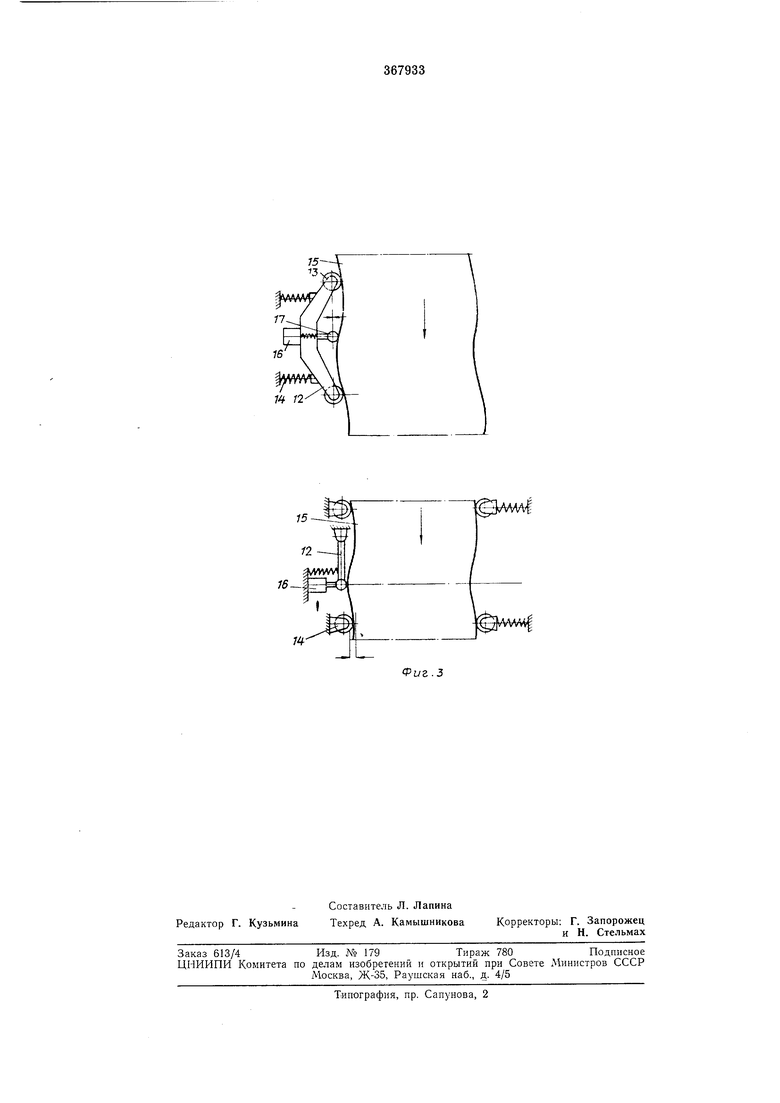
Узел автоматики управляет механизмом передвижения формующей части. Основным элементом узла автоматики (фиг. 3) является прибор, представляющий собой качающийся рычаг 12 с двумя опорными роликами 13, прижимающийся пружинами 14 к кромке полосы 15 рулонной стали. Датчик 16 (например, конденсатор переменной емкости, потенциометр и т. п.) смонтирован посередине рычага. Он изменяет свои параметры в зависимости от положения ролика 17, прижатого К кромке полосы. Эти изменения не зависят от точного полол ения продольной оси полосы относительно установки.
В измерительном узле происходит сравнение
регулируемой величины с ее заданным значением. В случае неравенства этих величин на выходе измерительного узла появляется сигнал, -пролорциональный их разности. Усилительный блок усиливает мощность разностного сигнала (сигнала рассогласования) до уровня, необходимого для управления приводами механизмов перемещения формующих роликов.
В связи с тем, что лрибор устанавливается перед валками, сигнал на исполнительные узлы передается через реле времени, учитывающее скорость движения полосы и инерционность механизмов (подбирается опытным путем).
При сравнительно точном положении продольной оси полосы относительно установки, определяемой направляющими роликами, прибор может быть изменен, например, качающийся рычаг 12 с пружиной устанавливается в зазор Между валками, касаясь кромки полосы 15. Тогда отклонения ролика передаются на датчик 16, который воздействует на механизм вертикального перемещения формующей части. При этом регулируемая величина изменяется в сторону уменьщения сигнала рассогласования до пределов, обеспечивающих прямолинейность кромки необходимой для сбор,ки и сварки полос.
Измерительные приборы устанавливаются по обе стороны полосы и каждый воздействует на свой формующий ролик, что позволяет изменять программу их работы в щироких пределах.
Предмет изобретения
Устройство для изготовления сварных заготовок из рулонной полосы, содержащее разматыватель, профилегибочную установку с рабочими валками, каждый из которых состоит
из смонтированных на общей оси формующей и прижимной частей, и сварочную установку, отличающееся тем, что, с целью повыщения качества заготовок путем формовки гофров переменной высоты по краям полосы, формующая часть каждого валка свободно установлена на оси и снабжена приводом вертикального перемещения, управляемым от установленного в устройстве датчика серпов-идности, взаимодействующего с кромкой полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| УСТАНОВКА ДЛЯ СНЯТИЯ РУЛОНОВ С НАКОПИТЕЛЯ И УСТАНОВКИ ИХ НА РАЗМАТЫВАТЕЛЬ | 2011 |
|
RU2476284C1 |
| Профилегибочный стан | 1990 |
|
SU1736657A1 |
| УСТРОЙСТВО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВАЛКОВЫХ АГРЕГАТОВ | 2006 |
|
RU2335360C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Профилегибочный стан | 1981 |
|
SU988407A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЕЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2362644C2 |
| Профилегибочный стан | 1987 |
|
SU1433541A1 |
3
W 12
W
Фиг.З
