ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится, в общем, к огнеупорному изделию, содержащему перепускной лоток для стекла и блок формования стекла путем переливания.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Щелочные алюмосиликатные стекла, содержащие оксид магния, находят применение в случаях, когда более важными являются механические характеристики. Эти стекла могут производиться способом вытягивания расплава, в котором жидкое стекло течет через сливные пороги блока формования стекла путем переливания, изготовленного из цирконового материала, и плавится на дне блока формования стекла путем переливания, образуя лист. В контакте со щелочными алюмосиликатными стеклами циркон (ZrSiO4) диссоциирует на ZrO2 и SiO2 при температурах, близких к температуре стеклообразования. Более высокое содержание SiO2 может приводить к образованию пузырьков газа при его растворении в стекло. ZrO2 может создавать на поверхности сопряжения твердые зерна ZrO2, которые могут затем высвобождаться в стекло, создавая дефекты. Соответственно, блок формования стекла путем переливания имеет уменьшенный срок службы, поскольку цирконовый материал эродирует из тела блока формования стекла путем переливания, при этом изготавливаемое стекло загрязняется нежелательным элементом, что пагубно отражается на его свойствах.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее изобретение может быть понятнее, а его многочисленные признаки и преимущества - очевиднее специалистам в данной области техники при обращении к прилагаемым графическим материалам.
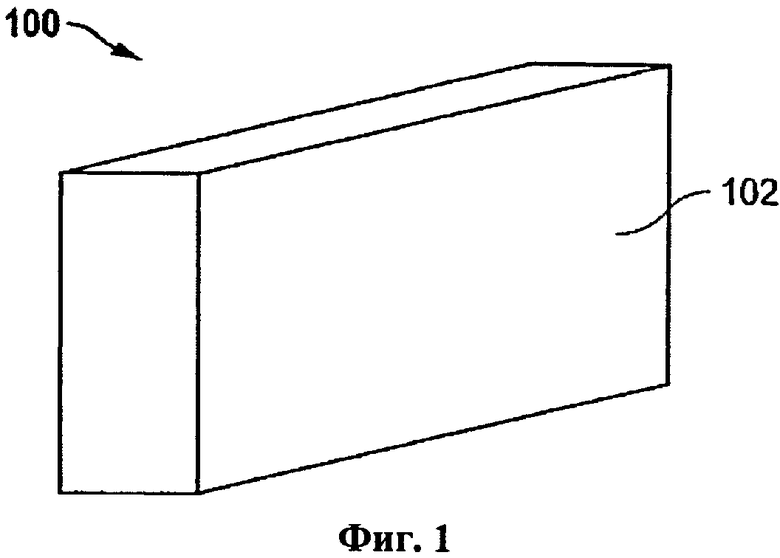
ФИГ.1 представляет собой схему, иллюстрирующую конкретный вариант осуществления огнеупорного изделия.
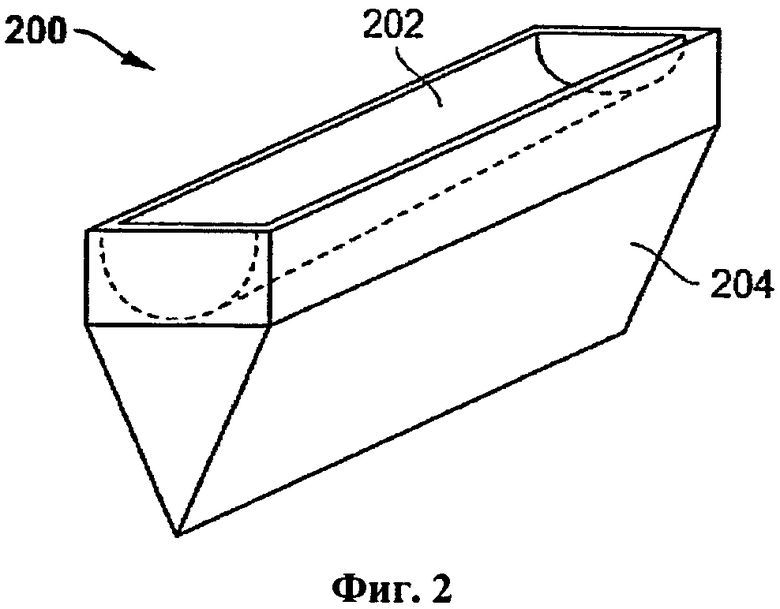
ФИГ.2 представляет собой схему, иллюстрирующую конкретный вариант осуществления перепускного лотка для стекла.
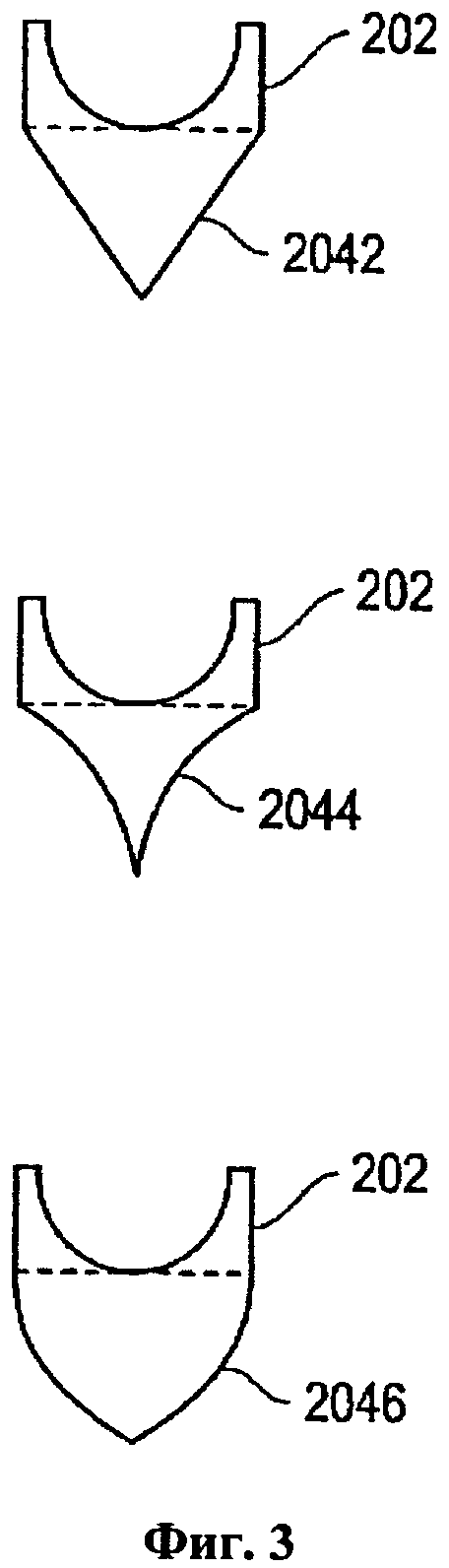
ФИГ.3 представляет собой схему, иллюстрирующую конкретный набор различных поперечных сечений перепускных лотков для стекла.
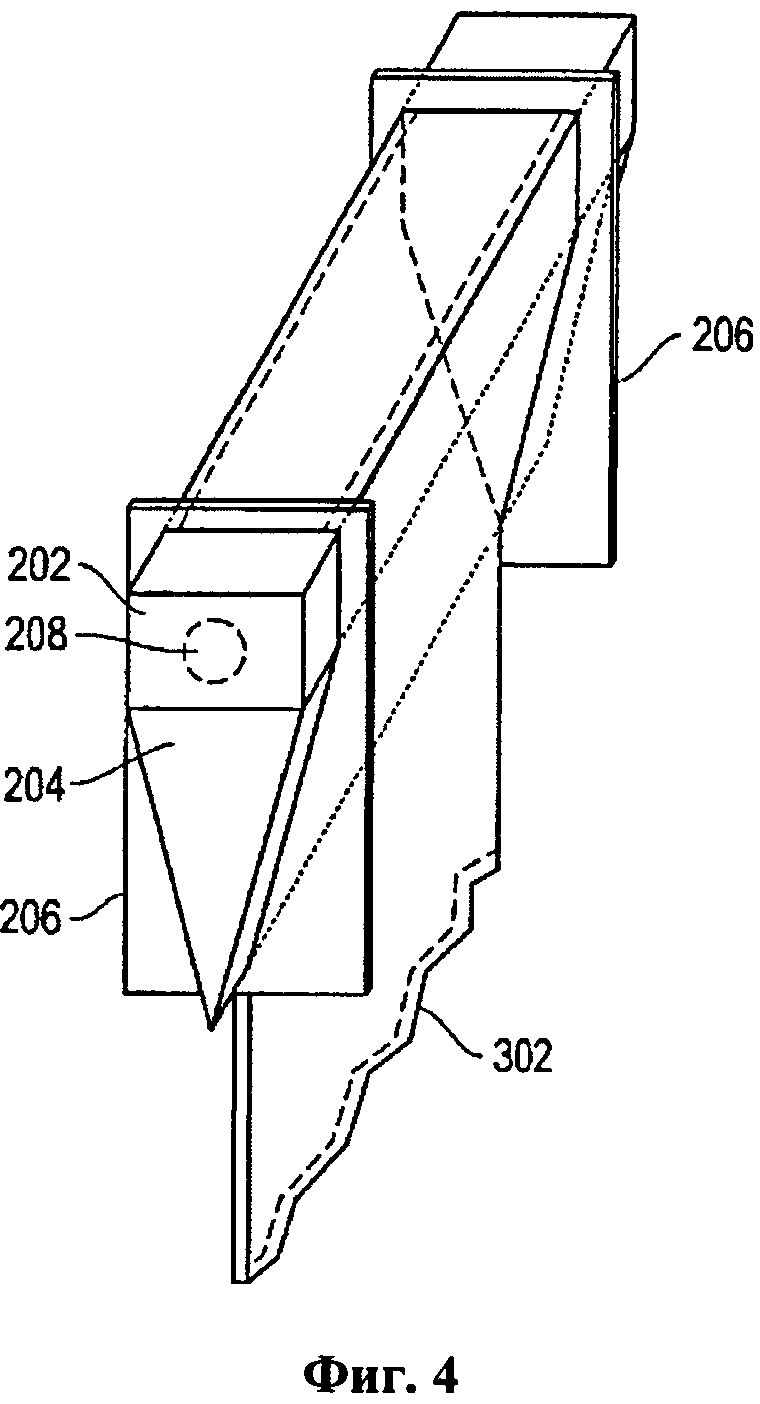
ФИГ.4 представляет собой схему, иллюстрирующую формирование конкретного листа стекла из перепускного лотка для стекла.
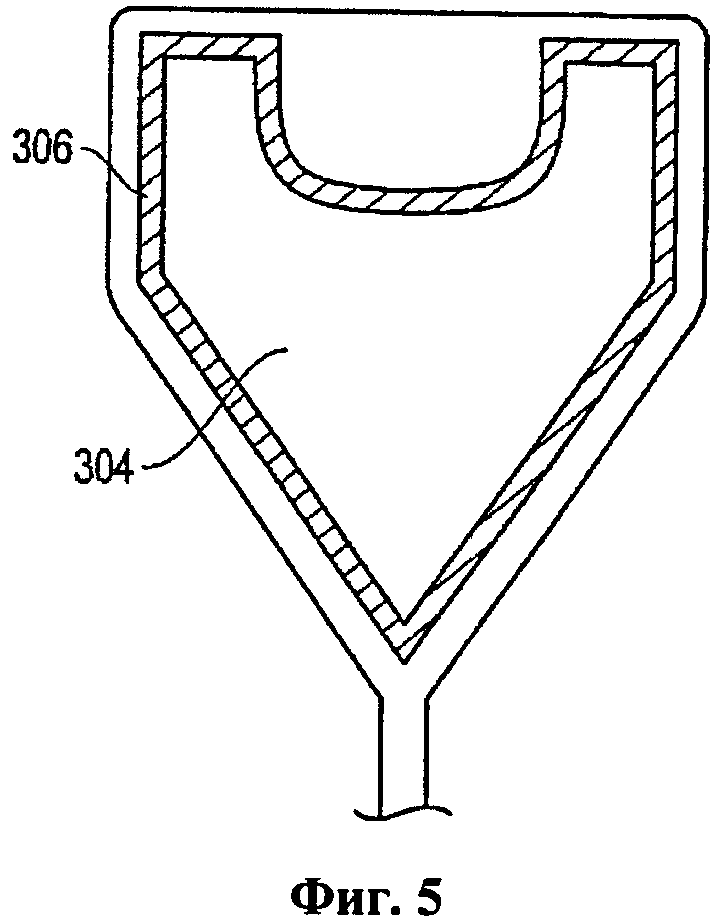
ФИГ.5 представляет собой схему, иллюстрирующую поперечное сечение перепускного лотка для стекла при производстве стекла.
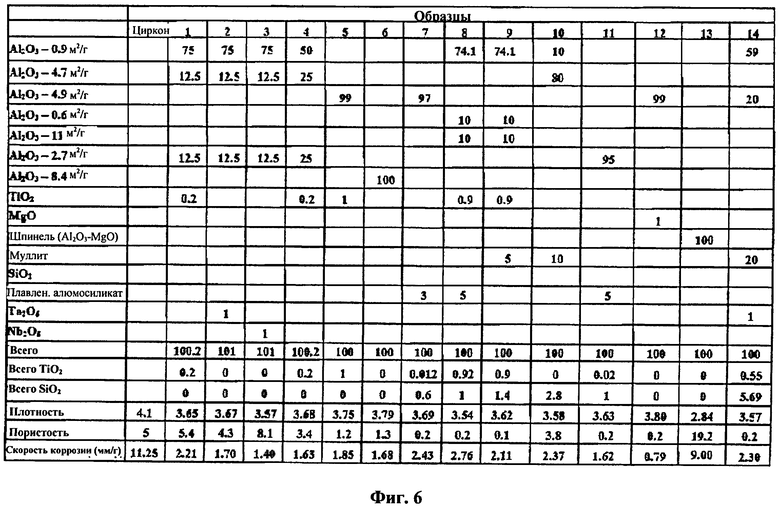
ФИГ.6 представляет собой таблицу, которая содержит данные о составе, физических свойствах и коррозионных для разных составов огнеупорных изделий.
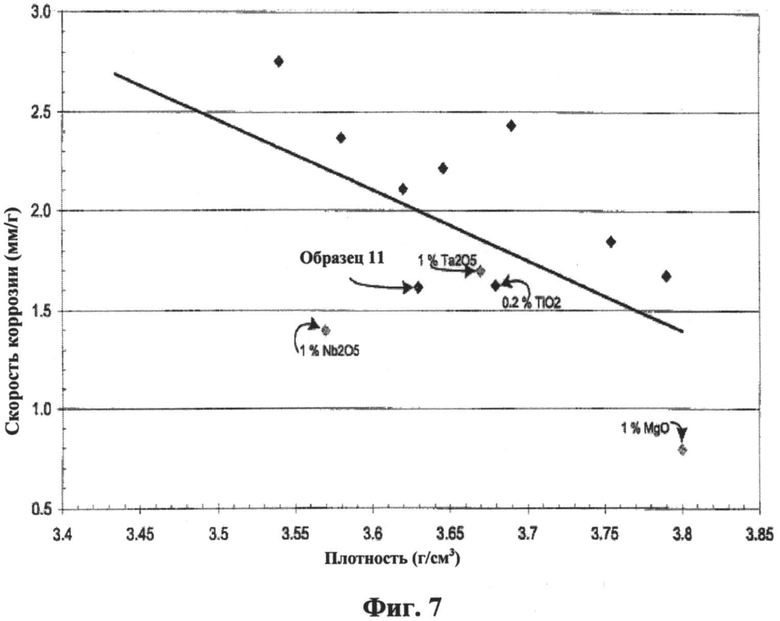
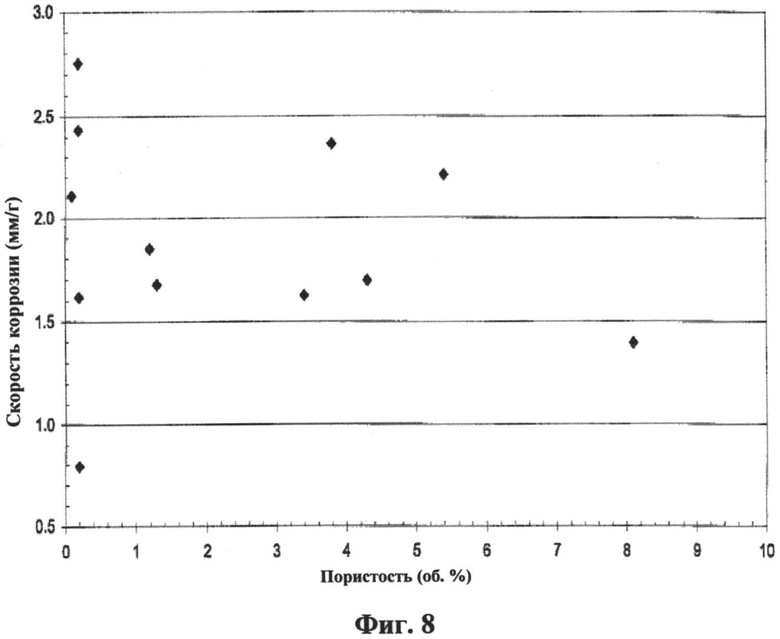
Фиг.7-10 представляют собой графики скорости коррозии как функции разных переменных.
Использование одинаковых ссылочных позиций на разных чертежах указывает на подобные или идентичные части.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Последующее описание в сочетании с фигурами призвано помочь в понимании идей, раскрытых в настоящем документе. В последующем рассмотрении основное внимание будет уделено конкретным реализациям и вариантам осуществления этих идей. Уделение основного внимания этим аспектам призвано лишь помочь в описании идей и не должно интерпретироваться как ограничение объема или применимости этих идей.
В значении, в каком они используются в настоящем описании, термины «содержит», «содержащий», «включает», «включающий», «имеет», «имеющий» или их любые другие варианты предназначены для охвата, не исключающего включения. Например, процесс, способ, изделие или устройство, которые содержат некий перечень признаков, не обязательно ограничивается лишь этими признаками, а может включать и другие признаки, четко не перечисленные или присущие данному процессу, способу, изделию или устройству. Кроме того, если явно не указано иного, «или» означает включающее или, а не исключающее или. Например, условие А или В выполняется любым одним из следующего А истинно (или присутствует), а В ложно (или не присутствует), А ложно (или не присутствует) и В истинно (или присутствует), и оба А и В истинны (или присутствуют).
Использование неопределенных артиклей «a» или «an» предназначено для описания элементов или компонентов, описываемых в настоящем документе. Это делается просто для удобства и для обеспечения общего восприятия объема изобретения. При чтении настоящего описания следует понимать, что оно включает одно или по меньшей мере одно, и единственное число включает также множественное число или vice versa, если из контекста не очевидно другое. Например, если в настоящем документе описывается одиночное устройство, вместо этого одиночного устройства могут использоваться более одного устройств. Аналогичным образом, если в настоящем документе описываются более одного устройств, это одно устройство может быть заменено одиночным устройством.
Термин «усредненный», используемый в отношении величины, предназначен означать среднее, геометрическое среднее или срединное значение.
Для номеров групп, соответствующих столбцам в периодической таблице элементов, используется новая система обозначений, описанная в CRC Handbook of Chemistry и Physics, 81-е изд. (2000-2001).
При отсутствии иного определения все технические и научные термины, используемые в тексте настоящего описания, имеют такое же значение, в каком их обычно понимает специалист в области техники, к которой относится настоящее изобретение. Материалы, способы и примеры являются лишь иллюстративными и не предназначены для ограничения. В степени, не описанной в настоящем документе, многие детали, касающиеся конкретных материалов и технологических действий, являются обычными и могут быть найдены в справочниках и иных источниках, посвященных керамическим материалам, используемым в качестве огнеупоров.
В соответствии с вариантами осуществления, описанными в настоящем документе, может формоваться огнеупорное изделие на основе глинозема, имеющее одно или несколько свойств, которые лучше подходят для формования стекла, содержащего алюминий, кремний и магний («Al-Si-Mg стекло»). Кроме того, огнеупорное изделие может в меньшей степени подвергаться коррозии. Меньшая подверженность коррозии может позволить дольше использовать огнеупорное изделие. Например, меньшая подверженность коррозии может уменьшить вероятность образования долин и, соответственно, уменьшить вероятность различий толщины слоя стекла, которые могут оказаться не совместимыми со способом производства стекла. Кроме того, меньшая подверженность коррозии может также помочь поддерживать механическую целостность огнеупорного изделия. Кроме того, если огнеупорное изделие включает блок формования стекла путем переливания, меньшая подверженность коррозии может уменьшить количество материала из блока формования стекла путем переливания, мигрирующего в стекло, формуемое с использованием блока формования стекла путем переливания, и обеспечить лучший контроль состава листов стекла, формуемых с использованием блока формования стекла путем переливания, и, по существу, предотвратить образование дефектов, таких как свили или угловые свили. После прочтения настоящего описания специалисты поймут, что не все свойства требуются во всех вариантах осуществления, и, следовательно, описание свойств приведено для иллюстрации, а не для ограничения концепций, описанных в настоящем описании.
Огнеупорное изделие может представлять собой спеченный керамический материал, содержащий по меньшей мере 10% по массе (далее по тексту «масс.%») Al2O3. Спеченный керамический материал может иметь по меньшей мере приблизительно 50 масс.%, приблизительно 60 масс.%, приблизительно 70 масс.%, приблизительно 80 масс.%, приблизительно 85 масс.%, приблизительно 90 масс.%, приблизительно 93 масс.%, приблизительно 95 масс.%, приблизительно 97 масс.%, приблизительно 98 масс.%, приблизительно 99 масс.% или даже приблизительно 99,5 масс.% Al2O3.
Кроме того, огнеупорное изделие может содержать конкретную легирующую добавку, причем легирующая добавка включает оксид титана (Ti), магния (Mg), тантала (Ta), ниобия (Nb) или их любое сочетание. Например, указанная конкретная легирующая добавка может представлять собой TiO2, MgO, Ta2O5, Nb2O3 или их любое сочетание. Альтернативно, любой из вышеупомянутых элементов может добавляться как борид, карбид, карбонат, нитрат, галоид, фосфат, сульфат и т.п., в отличие от оксида металла. Кроме того, одна или несколько легирующих добавок могут добавляться как оксид в сочетании с боридом, карбидом, карбонатом, нитратом, галоидом, фосфатом, сульфатом и т.п.
Огнеупорное изделие может содержать еще одну легирующую добавку, такую как спекающая добавка. В одном конкретном примере спекающая добавка может помочь уменьшить пористость, что может помочь повысить стойкость к коррозии, если огнеупорное изделие впоследствии будет подвергаться воздействию агрессивной среды. Одна примерная спекающая добавка может представлять собой Ta2O5, Nb2O3, Nb2O5, TiO2, Fe2O3, MnO, CuO, другую подходящую спекающую добавку или их любое сочетание. В одном конкретном варианте осуществления отдельная спекающая добавка не используется, если конкретная легирующая добавка, описанная выше, может действовать также как спекающая добавка, такая как MgO Ta2O5, Nb2O3 или Nb2O5.
В одном варианте осуществления огнеупорное изделие может иметь менее приблизительно 6 масс.% SiO2. Как будет подробнее рассмотрено позже в настоящем описании, при увеличении содержания SiO2 в огнеупорном изделии коррозия увеличивается. В другом варианте осуществления содержание SiO2 может быть менее приблизительно 4 масс.%, менее приблизительно 3 масс.%, менее приблизительно 0,9 масс.% SiO2, менее приблизительно 0,5 масс.%. В другом варианте осуществления это содержание может быть менее приблизительно 0,09 масс.%, менее приблизительно 0,05 масс.% или менее приблизительно 0,009 масс.%. В исходном материале, таком как Al2O3, как нежелательная примесь могут присутствовать кремний или железо; однако при объединении порошков перед формованием соответствующего сырца для огнеупорного изделия SiO2 может не добавляться как отдельный компонент.
В одном варианте осуществления количество любой легирующей добавки, включая конкретную легирующую добавку, может составлять по меньшей мере приблизительно 0,02 масс.%, по меньшей мере приблизительно 0,11 масс.%, по меньшей мере приблизительно 0,2 масс.% или по меньшей мере приблизительно 0,5 масс.%. В еще одном варианте осуществления это количество может быть не более приблизительно 5 масс.%, не более приблизительно 4 масс.%, не более приблизительно 3 масс.%, не более приблизительно 2 масс.% или не более приблизительно 1,5 масс.%.
В еще одном варианте осуществления в отношении конкретной легирующей добавки Ti, Mg, Ta, Nb или их любого сочетания количество этой конкретной легирующей добавки может выбираться достаточным для поддерживания скоростей коррозии огнеупорного изделия приемлемо низкими.
Огнеупорное изделие может формоваться с использованием оксидов металлов, описанных выше. В одном варианте осуществления исходные материалы могут включать порошки оксидов металлов. Порошок Al2O3 может быть в виде частиц, имеющих усредненный размер частиц не более приблизительно 100 мкм. В одном варианте осуществления усредненный размер частиц составляет не более приблизительно 30 мкм, в другом варианте осуществления усредненный размер частиц составляет не более приблизительно 20 мкм, и в еще одном варианте осуществления усредненный размер частиц составляет не более приблизительно 15 мкм. В одном варианте осуществления усредненный размер частиц составляет по меньшей мере приблизительно 0,5 мкм, в другом варианте осуществления усредненный размер частиц составляет по меньшей мере приблизительно 1,0 мкм, и в еще одном варианте осуществления усредненный размер частиц составляет по меньшей мере приблизительно 5,0 мкм.
В одном конкретном варианте осуществления может использоваться сочетание порошков Al2O3, имеющих разные размеры частиц. Число порошков Al2O3, имеющих разные размеры частиц, может равняться двум, трем, четырем или более. В одном более конкретном варианте осуществления могут использоваться порошки Al2O3, имеющие два разных размера частиц. В одном конкретном варианте осуществления один из порошков Al2O3 может иметь усредненный размер частиц, составляющий менее приблизительно 50%, менее приблизительно 40% или менее приблизительно 30% усредненного размера частиц другого порошка Al2O3. Например, один из порошков Al2O3 может иметь номинальный размер частиц 2 мкм, а другой порошок Al2O3 может иметь номинальный размер частиц 10 мкм. Порошки Al2O3, имеющие разные размеры частиц, могут смешиваться в любом соотношении. Например, порошки Al2O3, имеющие два разных размера частиц, могут смешиваться в соотношении приблизительно 1:99, приблизительно 2:98, приблизительно 3:97, приблизительно 10:90, приблизительно 20:80, приблизительно 50:50, приблизительно 80:20, приблизительно 90:10, приблизительно 97:3, приблизительно 98:2, или приблизительно 99:1. Подобным образом, смесь порошков Al2O3, имеющих три или более разных размеров частиц, может приготавливаться в соотношении, отвечающем требованиям или запросам для конкретного применения.
Химически активный Al2O3 может помочь повысить плотность и уменьшить пористость огнеупорного изделия. В значении, в каком он используется в настоящем описании, термин «химически активный Al2O3» означает, что конкретный порошок Al2O3 имеет площадь поверхности по меньшей мере два квадратных метра на грамм (≥2 м2/г), а термин «химически неактивный Al2O3» означает, что конкретный порошок Al2O3 имеет площадь поверхности менее двух квадратных метров на грамм (<2 м2/г). В одном варианте осуществления химически активного Al2O3 как части общего порошка Al2O3, используемого для образования огнеупорного изделия, может включать по меньшей мере приблизительно 1% и может составлять до 100% общего используемого порошка Al2O3. Может использоваться сочетание химически активного порошка Al2O3 и химически неактивного порошка Al2O3. В одном конкретном варианте осуществления по меньшей мере приблизительно 2%, по меньшей мере приблизительно 5%, по меньшей мере приблизительно 11% или по меньшей мере приблизительно 20% Al2O3, используемого для образования огнеупорного изделия, могут быть в виде химически активного Al2O3. В другом варианте осуществления в виде химически активного Al2O3 могут быть не более приблизительно 99%, не более приблизительно 90%, не более приблизительно 80%, не более приблизительно 70%, не более приблизительно 60% или не более приблизительно 50% Al2O3, используемого для образования огнеупорного изделия.
Другой исходный материал может включать порошок, включающий молекулярное соединение, включающее Ti, Mg, Ta, Nb или их любое сочетание, как эти оксиды описаны в отношении огнеупорного изделия. Исходные материалы легирующих добавок могут иметь оксид в любой стадии окисления, например, M2+, M3+, M4+, M5+ или их любое сочетание, где M - Ti, Mg, Ta или Nb. Легирующая добавка может добавляться как оксид, борид, карбид, карбонат, нитрат, сульфат, галоид, фосфат или их любое сочетание. В одном варианте осуществления порошок может быть в виде частиц, имеющих усредненный размер частиц не более приблизительно 30 мкм, в другом варианте осуществления усредненный размер частиц составляет не более приблизительно 20 мкм, и в еще одном варианте осуществления усредненный размер частиц составляет не более приблизительно 15 мкм. В одном варианте осуществления усредненный размер частиц составляет по меньшей мере приблизительно 0,1 мкм, в другом варианте осуществления усредненный размер частиц составляет по меньшей мере приблизительно 0,5 мкм, и в еще одном варианте осуществления усредненный размер частиц составляет по меньшей мере приблизительно 1 мкм.
Дополнительный материал, который может использоваться, может включать вяжущее, растворитель, диспергатор, сгуститель, дефлокулянт, иной подходящий ингредиент или их любое сочетание. В одном варианте осуществления дополнительный материал может включать неметаллические соединения. В другом варианте осуществления дополнительный материал может включать органическое соединение, воду и т.п.
Порошки и дополнительный материал объединяются и формуются для формования сырца в требуемую форму. Формование может выполняться с использованием таких способов, как шликерное литье, одноосное прессование, изостатическое прессование, литье геля, вибрационное литье или их любое сочетание. Форма может быть прямолинейной, цилиндрической, сферической, эллипсоидальной или почти любой иной формой. В одном конкретном варианте осуществления сырец может быть в форме прямолинейного блока, именуемого заготовкой, который впоследствии может подвергаться механической обработке для получения блока формования стекла путем переливания. В другом варианте осуществления сырец может выполняться таким образом, чтобы ближе соответствовать окончательному огнеупорному изделию для уменьшения степени любой дополнительной механической обработки. Например, если огнеупорное изделие представляет собой блок формования стекла путем переливания, форма сырца может ближе напоминать блок формования стекла путем переливания для уменьшения степени последующей механической обработки и количества керамического материала, уходящего в отходы. В частности, сырец может иметь прямолинейную часть, прилегающую к сужающейся части. Прямолинейная часть имеет область, соответствующую месту, где будет выполнен перепускной лоток для стекла. В другом варианте осуществления сырец может формоваться имеющим перепускной лоток для стекла, прилегающий к сужающейся части.
После того как сырец сформован, сырец нагревается в печи, нагревателе, горне и т.п., для получения огнеупорного изделия, содержащего спеченный керамический материал. Процесс нагревания может включать начальное нагревание, при котором испаряется влага, растворитель или иной летучий компонент, выпаривается органический материал или происходит любое сочетание этого. Начальное нагревание может осуществляться при температуре в пределах от приблизительно 100°C до приблизительно 300°C в течение периода времени в пределах от приблизительно 10 часов до приблизительно 200 часов. После начального нагревания может выполняться спекание при температуре в пределах от приблизительно 1400°C до приблизительно 1700°C в течение периода времени в пределах от приблизительно 10 часов до приблизительно 100 часов для получения огнеупорного изделия.
Форма огнеупорного изделия обычно соответствует форме сырца. Таким образом, огнеупорное изделие может иметь любую из форм, описанных выше в отношении сырца. Во время спекания может произойти некоторая усадка, и огнеупорное изделие может быть меньше сырца. В варианте осуществления, проиллюстрированном на ФИГ.1, огнеупорное изделие 100 может представлять собой огнеупорный блок 102, имеющий прямолинейную форму, имеющую длину (l), ширину (w) и высоту (h). В одном варианте осуществления любой из размеров 1, w, или h может быть по меньшей мере приблизительно 0,02 м, по меньшей мере приблизительно 0,05 м, по меньшей мере приблизительно 0,11 м, по меньшей мере приблизительно 0,5 м, по меньшей мере приблизительно 1,1 м, по меньшей мере приблизительно 2,0 м, по меньшей мере приблизительно 4,0 м или более. В варианте осуществления, проиллюстрированном на ФИГ.1, огнеупорный блок 102 может быть заготовкой, из которой может быть выполнен блок формования стекла путем переливания.
Огнеупорное изделие может подвергаться механической обработке для получения разной формы, более гладкой поверхности, а также и того, и другого. Огнеупорный блок 102 может подвергаться механической обработке для получения блока 200 формования стекла путем переливания, проиллюстрированного на ФИГ.2. Блок 200 формования стекла путем переливания, который также является огнеупорным изделием, имеет тело, содержащее часть 202 перепускного лотка для стекла и сужающуюся часть 204. Часть 202 перепускного лотка для стекла содержит лоток, имеющий глубину, уменьшающуюся по длине блока 200 формования стекла путем переливания. На ФИГ.3 приведен вид в поперечном сечении примерных форм сужающейся части 204. В частности, сужающаяся часть может иметь клиновидную форму 2042, вогнутую форму 2044 или выпуклую форму 2046. Могут использоваться и другие формы, отвечающие требованиям или запросам для конкретного применения.
Огнеупорное изделие может обладать одним или несколькими свойствами, заслуживающие особо упоминания. Указанные свойства могут включать плотность, пористость и скорость коррозии.
Плотность и пористость огнеупорного изделия можно определить стандартным методом испытания ASTM C20-00 (пересмотренному в 2005 году). В одном варианте осуществления плотность может быть по меньшей мере приблизительно 3,55 г/см3, по меньшей мере приблизительно 3,60 г/см3 или по меньшей мере приблизительно 3,65 г/см3. В другом варианте осуществления плотность может быть не более приблизительно 3,90 г/см3, не более приблизительно 3,85 г/см3, не более приблизительно 3,80 г/см3, не более 3,75 г/см3 или не более приблизительно 3,70 г/см3. Пористость выражается как объемный процент («об.%»). В одном варианте осуществления пористость огнеупорного изделия составляет по меньшей мере приблизительно 0,05 об.%, по меньшей мере 0,2 об.%, по меньшей мере 0,4 об.%, по меньшей мере приблизительно 0,8 об.%, по меньшей мере приблизительно 1,1 об.%, по меньшей мере приблизительно 1,5 об.%, по меньшей мере приблизительно 2,0 об.%, по меньшей мере приблизительно 3,0 об.% или по меньшей мере приблизительно 4 об.%.
Коррозия - это показатель того, сколько огнеупорного изделия эродирует при воздействии конкретного агрессивной среды при предопределенной температуре в течение предопределенного периода времени. Объем материала, подвергшегося коррозии, определяется по представленной ниже формуле:
Vкор=Vнач-Vкон
где
Vкор - объем огнеупорного изделия, удаленный при испытании на коррозию;
Vнач - объем огнеупорного изделия до испытания на коррозию (с помощью ртутного пикнометра); и
Vкон - объем огнеупорного изделия после испытания на коррозию (с помощью ртутного пикнометра).
В одном конкретном варианте осуществления часть огнеупорного изделия погружается в щелочное Al-Mg-Si стекло при температуре 1400°C на 90 часов с вращением огнеупорного изделия так, что наружная поверхность огнеупорного изделия перемещается со скоростью 27 см/мин. В частности, стекло содержит 61,9 масс.% SiO2, 17,5 масс.% Al2O3, 12,6 масс.% Na2O, 3,5 масс.% K2O и 3,5 масс.% MgO.
Скорость коррозии - это показатель того, сколько огнеупорного изделия изнашивается при использовании. Если огнеупорное изделие используется при формовании листов стекла, то при коррозии огнеупорного изделия измененная форма огнеупорного изделия может отражаться на качестве листов стекла, изготавливаемого им. Скорость коррозии выражается в единицах длины за единицу времени, а в данном случае выражается в мм/год. Скорость коррозии может определяться по следующим формулам:
Cut=Vкор/SAнач
где
Vкор - разрушенный коррозией объем, рассчитанный по приведенной ранее формуле;
Cut - уменьшение толщины огнеупорного изделия при испытании на коррозию; и
SAнач - начальная площадь поверхности огнеупорного изделия до испытания на коррозию.
Cut rate=(Cut/Tисп)×8760 часов/год
где
Tисп - время испытания на коррозию, часы.
Скорость коррозии обычно выражается при нормальной рабочей температуре огнеупорного блока, которая в одном конкретном варианте осуществления составляет 1150°C, или близкой к ней. Как отмечалось ранее, испытание на коррозию может проводиться при температуре 1400°C и выше. Однако из-за очень высокой вязкости стекла (35000 пуаз) динамические испытания на коррозию при рабочей температуре 1150°C не проходят. Кроме того, при этой низкой температуре скорость коррозии очень низка, и объемы коррозии очень малы, что отражается на точности испытания и, следовательно, его показательности. Поэтому выбрана более высокая температура, ближе соответствующая вязкости 3000 пуаз для расплавленного стекла.
Следует отметить, что величина коррозии является показательной функцией температуры и степенной функцией скорости огнеупорного изделия относительно расплавленного стекла, поэтому скорость коррозии при температуре 1150°C можно экстраполировать, исходя из данных о коррозии при другой температуре и скорости расплавленного стекла. Коррозия при температуре 1400°C значительно выше, чем коррозия при температуре 1150°C, и, аналогично, коррозия при скорости 160 см/мин значительно выше, чем коррозия при скорости 27 см/мин. Таким образом, скорости уменьшения толщины огнеупорного изделия при испытании на коррозию можно оценивать для различных температур и скоростей. Соответственно, скорость коррозии получается путем приведения данных о коррозии к скорости 27 см/мин и температуре 1150°C для получения откорректированной скорости уменьшения толщины огнеупорного изделия при испытании на коррозию, далее по тексту именуемой «скоростью коррозии», и затем путем изменения скорости коррозии к толщине за год. В одном варианте осуществления скорость коррозии в огнеупорное изделие составляет не более приблизительно 2,7 мм/год, не более приблизительно 2,4 мм/год, не более приблизительно 1,9 мм/год или не более приблизительно 1,6 мм/год. Скорость коррозии обычно превышает 0,00 мм/год.
Огнеупорное изделие, если выполнено в виде блока формования стекла путем переливания, может быть полезным при формовании листа стекла процессом плавления. Фиг.4 и 5 представляют собой вид в перспективном изображении и вид в разрезе соответственно блока формования стекла путем переливания при формовании листа 302 стекла. Блок формования стекла путем переливания нагревается до температуры в пределах от приблизительно 1050°C до приблизительно 1300°C. Блок формования стекла путем переливания содержит уже описанные часть 202 перепускного лотка для стекла и сужающуюся часть 204. В проиллюстрированном варианте осуществления блок формования стекла путем переливания содержит также торцевые ограждения 206, которые обычно определяют ширину формуемого листа стекла 302. Кроме того, блок формования стекла путем переливания содержит впускной канал 208, принимающий состав расплавленного стекла. Лоток в части 202 перепускного лотка для стекла принимает состав расплавленного стекла, пока лоток не наполнится. После этого состав расплавленного стекла переливается через противоположные сливные пороги части 202 перепускного лотка для стекла. Затем состав расплавленного стекла протекает по противоположным наружным поверхностям части 202 перепускного лотка для стекла и сужающейся части 204. На конце сужающейся части 204, которая противоположна части 202 перепускного лотка для стекла, состав расплавленного стекла, протекающий по противоположным наружным поверхностям, сливается для формования листа 302 стекла. В другом варианте осуществления может формоваться другой тип изделия из стекла.
В одном варианте осуществления лист 302 стекла может иметь толщину по меньшей мере приблизительно 20 мкм, по меньшей мере приблизительно 30 мкм или по меньшей мере приблизительно 50 мкм. В другом варианте осуществления лист 302 стекла может иметь толщину не более приблизительно 5 мм, не более приблизительно 3 мм или не более приблизительно 1,1 мм. В отношении ширины способ позволяет устанавливать торцевые ограждения 206 таким образом, чтобы обеспечить любую требуемую ширину листа 302 стекла. Например, лист 302 стекла может иметь ширину по меньшей мере приблизительно 0,5 м, по меньшей мере приблизительно 1,1 м, по меньшей мере приблизительно 2,0 м, по меньшей мере приблизительно 4,0 и или больше.
В одном конкретном варианте осуществления состав расплавленного стекла содержит Al-Mg-Si стекло. В одном более конкретном варианте осуществления состав расплавленного стекла, по существу, идентичен описанному. Как показано на ФИГ.5, в процессе формования стекла Mg из состава расплавленного стекла может образовывать слой 306 на поверхностях тела 304 блока формования стекла путем переливания. Этот слой может содержать оксид Mg-Al. В одном более конкретном варианте осуществления этот слой может содержать MgxAlyOz, где z=x+1,5y. В другом более конкретном варианте осуществления слой 306 содержит шпинель Mg-Al.
Возможны многочисленные аспекты и варианты осуществления. Некоторые из этих аспектов и вариантов осуществления описаны в настоящем документе. После прочтения настоящего описания специалисты в данной области техники поймут, что эти аспекты и варианты осуществления являются лишь иллюстративными и не ограничивают объем настоящего изобретения.
В первом аспекте огнеупорное изделие - может использоваться при формовании стеклянного изделия, причем огнеупорное изделие может содержать по меньшей мере 10 масс.% Al2O3. Огнеупорное изделие может содержать менее приблизительно 6 масс.% SiO2, первую легирующую добавку, включающую оксид Ti, Mg, Ta, Nb или их любое сочетание, или любое сочетание вышеупомянутого.
Во втором аспекте огнеупорное изделие может использоваться при формовании стеклянного изделия, причем огнеупорное изделие может содержать по меньшей мере 10 масс.% Al2O3. Огнеупорное изделие может иметь плотность по меньшей мере приблизительно 3,55 г/см3, скорость коррозии не более 2,69 мм/год или любое сочетание вышеуказанного.
В третьем аспекте способ формования стеклянного изделия может включать стадию, на которой предусматривают огнеупорное изделие, содержащее перепускной лоток для стекла, которое содержит по меньшей мере 10 масс.% Al2O3; и по меньшей мере одно из следующего: менее приблизительно 6 масс.% SiO2 или первую легирующую добавку, содержащую оксид Ti, Mg, Ta, Nb или их любое сочетание. Кроме того, способ может включать стадию, на которой обеспечивают протекание стеклянного материала, содержащего оксид Al-Si-Mg, в перепускной лоток для стекла и через порог перепускного лотка для стекла для определения площади контакта стекла. Кроме того, способ может включать стадию, на которой стеклянный материал охлаждают для формования стеклянного изделия.
В одном варианте осуществления третьего аспекта стеклянное изделие представляет собой лист стекла. В одном конкретном варианте осуществления лист стекла имеет толщину по меньшей мере приблизительно 20 мкм, по меньшей мере приблизительно 30 мкм или по меньшей мере приблизительно 50 мкм. В другом конкретном варианте осуществления лист стекла имеет толщину не более приблизительно 5 мм, не более приблизительно 3 мм или не более приблизительно 1,1 мм. В еще одном другом конкретном варианте осуществления лист стекла имеет ширину по меньшей мере приблизительно 0,2 м, по меньшей мере приблизительно 0,5 м, по меньшей мере приблизительно 0,7 м, по меньшей мере приблизительно 1,1 м, по меньшей мере приблизительно 2,0 м, по меньшей мере приблизительно 2,4 м или по меньшей мере приблизительно 2,8 м. В еще одном варианте осуществления стеклянное изделие представляет собой щелочное стекло.
В четвертом аспекте способ формования огнеупорного изделия может включать стадию, на которой приготавливают тело, содержащее по меньшей мере 10 масс.% Al2O3, причем тело содержит менее приблизительно 6 масс.% SiO2 или первую легирующую добавку, включающую соединение Ti, Mg, Ta, Nb или их любое сочетание. Кроме того, способ может включать стадию, на которой тело спекают для формования огнеупорного изделия.
В одном варианте осуществления четвертого аспекта способ дополнительно включает стадию, на которой огнеупорное изделие формируют в блок формования стекла путем переливания. В другом варианте осуществления тело имеет форму блока формования стекла путем переливания.
В одном конкретном варианте осуществления любого из вариантов осуществления или аспектов, описанных в настоящем документе, огнеупорное изделие имеет плотность по меньшей мере приблизительно 3,55 г/см3, скорость коррозии не более 2,69 мм/год или любое сочетание вышеупомянутого. В другом конкретном варианте осуществления первая легирующая добавка представляет собой TiO2, MgO, Ta2O5, Nb2O5 или их любое сочетание. В еще одном другом конкретном варианте осуществления содержание первой легирующей добавки составляет не более приблизительно 5 масс.%, не более приблизительно 4 масс.%, не более приблизительно 3 масс.%, не более приблизительно 2 масс.% или не более приблизительно 1,5 масс.%. В еще одном другом конкретном варианте осуществления содержание первой легирующей добавки составляет по меньшей мере приблизительно 0,02 масс.%, по меньшей мере приблизительно 0,11 масс.%, по меньшей мере приблизительно 0,2 масс.% или по меньшей мере приблизительно 0,5 масс.%. В еще одном конкретном варианте осуществления Al2O3 присутствует в количестве по массе по меньшей мере приблизительно 80%, приблизительно 90% или приблизительно 95%. В еще одном конкретном варианте осуществления по меньшей мере приблизительно 1%, по меньшей мере приблизительно 2%, по меньшей мере приблизительно 5%, по меньшей мере приблизительно 11% или по меньшей мере приблизительно 20% Al2O3 в огнеупорном изделии предусмотрены как химически активный Al2O3. В еще одном конкретном варианте осуществления не более приблизительно 99%, не более приблизительно 90%, не более приблизительно 80%, не более приблизительно 70%, не более приблизительно 60% или не более приблизительно 50% Al2O3 в огнеупорном изделии предусмотрены как химически активный Al2O3. В другом конкретном варианте осуществления огнеупорное изделие имеет менее приблизительно 6 масс.% SiO2, менее приблизительно 4 масс.% SiO2, менее приблизительно 3 масс.% SiO2, менее приблизительно 0,9 масс.% SiO2, менее приблизительно 0,5 масс.% SiO2, менее приблизительно 0,09 масс.% SiO2, менее приблизительно 0,05 масс.% SiO2 или менее приблизительно 0,009 масс.% SiO2.
В одном конкретном варианте осуществления любого из вариантов осуществления или аспектов, описанных в настоящем документе, скорость коррозии равна не более приблизительно 2,69 мм/год, не более приблизительно 2,4 мм/год, не более приблизительно 1,9 мм/год или не более приблизительно 1,6 мм/год. В другом конкретном варианте осуществления огнеупорное изделие дополнительно включает вторую легирующую добавку, представляющую собой спекающую добавку. В еще одном другом конкретном варианте осуществления огнеупорное изделие дополнительно включает вторую легирующую добавку, представляющую собой спекающую добавку, отличающуюся от первой легирующей добавки.
В одном конкретном варианте осуществления любого из вариантов осуществления или аспектов, описанных в настоящем документе, плотность равна по меньшей мере приблизительно 3,55 г/см3, по меньшей мере приблизительно 3,60 г/см3 или по меньшей мере приблизительно 3,65 г/см3. В еще другом конкретном варианте осуществления плотность равна не более приблизительно 3,90 г/см3, не более приблизительно 3,85 г/см3, не более приблизительно 3,80 г/см3, не более 3,75 г/см3 или не более приблизительно 3,70 г/см3. В еще одном другом конкретном варианте осуществления пористость составляет по меньшей мере приблизительно 0,05 об.%, по меньшей мере приблизительно 0,1 об.%, по меньшей мере приблизительно 0,2 об.%, по меньшей мере 0,4 об.%, по меньшей мере приблизительно 0,8 об.%, по меньшей мере приблизительно 1,1 об.%, по меньшей мере приблизительно 1,5 об.%, по меньшей мере приблизительно 2,0 об.%, по меньшей мере приблизительно 3,0 об.% или по меньшей мере приблизительно 4 об.%. В еще одном конкретном варианте осуществления огнеупорное изделие имеет пористость не более приблизительно 9,0 об.%, не более приблизительно 7,0 об.% или не более приблизительно 5,0 об.%.
В одном конкретном варианте осуществления любого из вариантов осуществления или аспектов, описанных в настоящем документе, огнеупорное изделие содержит по меньшей мере приблизительно 95 масс.% Al2O3, из которых по меньшей мере приблизительно 75% Al2O3 представляют собой химически активный Al2O3, менее приблизительно 4 масс.% SiO2, первую легирующую добавку, включающую оксид Ti, Mg, Ta, Nb или их любое сочетание, и имеет плотность по меньшей мере приблизительно 3,60 г/см3. В одном более конкретном варианте осуществления первая легирующая добавка включает оксид Ti, Mg, Ta, Nb или их любое сочетание. В другом более конкретном варианте осуществления первая легирующая добавка присутствует в пределах от приблизительно 0,11 масс.% до 2,0 масс.%.
В другом конкретном варианте осуществления любого из вариантов осуществления или аспектов, описанных в настоящем документе, огнеупорное изделие содержит часть перепускного лотка для стекла. В еще одном другом конкретном варианте осуществления огнеупорное изделие содержит блок формования стекла путем переливания. В одном более конкретном варианте осуществления блок формования стекла путем переливания имеет поперечное сечение, форма которого сужается от дна блока формования стекла путем переливания. В другом более конкретном варианте осуществления блок формования стекла путем переливания имеет клиновидное поперечное сечение.
В еще одном конкретном варианте осуществления любого из вариантов осуществления или аспектов, описанных в настоящем документе, огнеупорное изделие имеет длину по меньшей мере приблизительно 0,5 м, приблизительно 1,1 м, по меньшей мере приблизительно 2,0 м или по меньшей мере приблизительно 4,0 м.
ПРИМЕРЫ
Концепции, описанные в настоящем документе, будут дополнительно описаны на следующих примерах, не ограничивающих объем изобретения, описанный в формуле изобретения. Численные значения в этом разделе «Примеры» для удобства могут быть приближенными или округленными.
Огнеупорные изделия, включающие самые разнообразные спеченные керамические материалы, приготавливают с помощью следующего способа и с использованием следующего сырья. В таблице 1 приведены составы образцов, все из которых являются, в основном, глиноземсодержащими. Следовые уровни примесей могут присутствовать, но не указываются, поскольку эти примеси обычно не оказывают значительного влияния на характеристики этих образцов.
На первой стадии порошки глинозема и легирующие добавки смешивают с дефлокулянтами и водой для получения суспензии порошков. Затем смесь сырья высушивают распылением для получения партии, которую затем формуют в сырец (100×100×150 мм) посредством изостатического прессования. Эту суспензию можно было бы использовать и для формования сырца с использованием шлинкерного литья, вибрационного литья или других способов литья. Кроме того, сырье можно было бы смешивать в сухом состоянии и затем формовать в блок, используя другой способ формования, такой как однонаправленное прессование, трамбование или другие способы сухого формования. На последней стадии сырец обжигают при температуре по меньшей мере 1400°C и до 1700°C, чтобы получить плотный огнеупорный блок.
Образцы испытывали для определения плотности, пористости и коррозии. Плотность и пористость определяют с помощью методик, описанных выше.
Коррозию определяют путем частичного погружения образцов в состав расплавленного стекла, содержащий 61,9 масс.% SiO2, 17,5 масс.% Al2O3, 12,6 масс.% Na2O и 3,5 масс.% K2O и 3,5 масс.% MgO. Температуру поддерживают на уровне 1400°C в течение 90 часов, и образцы вращают с частотой вращения 6 об/мин, или 160 см/мин. Результаты испытаний подытожены в таблице 2.
Дополнительные образцы изготовлены с использованием способов, описанных ранее, и имеют составы, приведенные в таблице 3. Испытания повторяют на некоторых составах предыдущих образцов, и поэтому эти составы в таблице 3 не описаны. В таблице 3 приведены составы, ранее не описанные.
Образцы испытывают для определения плотности, пористости и коррозии, причем некоторые из составов и условия испытания на коррозию изменяют. Плотность и пористость определяют, используя методики, описанные выше. Для испытания на коррозию температуру поддерживают на уровне 1400°C на протяжении 120 часов при вращении образцов с частотой вращения 0,036 об/мин, или 1 см/мин. Результаты испытаний подытожены в таблице 4.
Дополнительные образцы изготовлены с использованием способов, описанных ранее. Испытания повторяют на некоторых составах предыдущих образцов, и поэтому эти составы в таблице 5 не описаны. В таблице 5 приведены составы, ранее не описанные.
Образцы испытывают для определения плотности, пористости и коррозии. Для испытания на коррозию температуру поддерживают на уровне 1400°C на протяжении 120 часов при вращении образцов с частотой вращения 1 об/мин. или 27 см/мин. Результаты испытаний подытожены в таблице 6.
На ФИГ.6 приведена таблица, в которой подытожена информация, касающаяся образцов. Порошки, использованные для получения составов, указаны в массовых процентах. Используются различные порошки Al2O3, и, следовательно, включены площади поверхности порошков Al2O3. Указывается общее содержание TiO2 и SiO2, поскольку эти материалы могут присутствовать как примеси в исходных материалах, которые не являются, в основном, TiO2 или SiO2. Из-за ошибок округления некоторые из массовых процентов в сумме не составляют точно 100 масс.%. Кроме того, скорость коррозии для образца 14 рассчитана, исходя из его состава и данных для других образцов, описанных в настоящем документе.
При выборе состава важным фактором являются характеристики огнеупорного изделия при нормальной эксплуатации. Типичный цирконовый состав имеет скорость коррозии 11,3 мм/год. Шпинель (образец 13) имеет скорость коррозии 9,0 мм/год. Таким образом, относительно коррозии щелочного Al-Mg-Si стекла характеристики шпинели аналогичны характеристикам циркона. Все составы на основе глинозема, содержащие по меньшей мере приблизительно 80 масс.% глинозема («80+ % глинозема»), обладают лучшими характеристиками по сравнению с цирконом и шпинелью. Следовательно, типичный цирконовый состав и шпинель не вполне подходят для того, чтобы быть блоком формования стекла путем переливания, предназначенным для формования листов расплавленного стекла, имеющего конкретный состав щелочного Al-Mg-Si стекла, использованный для испытания на коррозию.
Как можно видеть на ФИГ. 6, многие образцы с содержанием глинозема 80+ % имеют скорости коррозии ниже 2,7 мм/год. Образец 12 (1 масс.% MgO, остальное - химически активный Al2O3) имеет скорость коррозии 0,8 мм/год, являющуюся самой низкой среди испытанных образцов. Образец 8 (5 масс.% плавленого алюмосиликата, остальное - Al2O3, 10% которого - химически активный Al2O3) имеет скорость коррозии 2,8 мм/год. Таким образом, образец 8 имеет самую высокую скорость коррозии среди образцов с содержанием глинозема 80+ %.
Сравнение образцов 8 и 12 дает некоторые интересные наблюдения. Образец 12 содержит приблизительно 1 масс.% MgO, практически не содержит TiO2 или SiO2, и весь Al2O3 из порошка химически активного Al2O3. Образец 8 практически не содержит MgO, содержит приблизительно 1 масс.% SiO2 (из 5 масс.% исходного порошка плавленого алюмосиликата), 0,9 масс.% TiO2 и лишь 10% Al2O3 из порошка химически активного Al2O3. Образец 12 имеет плотность 3,80 г/см3 и пористость 0,2 об.%, а образец 8 имеет плотность 3,54 г/см3 и пористость 0,2 об.%. В отношении плотности образец 12 имеет наивысшую плотность, а образец 8 имеет самую низкую плотность среди образцов с содержанием глинозема 80+ %.
На ФИГ.7-10 проиллюстрированы графики скорости коррозии как функции различных параметров с учетом различий между образцами 8 и 12. ФИГ.7 представляет собой график плотностей и соответствующих скоростей коррозии для образцов с содержанием глинозема 80+ %. При увеличении плотности скорость коррозии снижается, как показано линией на ФИГ.7. На ФИГ.7 помечены некоторые конкретные образцы. Образец 12 (1 масс.% MgO) и образец 3 (1 масс.% Nb2O5) имеют, по существу, низкие скорости коррозии для их конкретных плотностей. Образцы 4 (1 масс.% Ta2O5), 5 (0,2 масс.% TiO2) и 12 имеют скорости коррозии, которые ниже, чем ожидалось бы для их плотностей.
ФИГ.8 представляет собой график пористостей и соответствующих скоростей коррозии для образцов с содержанием глинозема 80+ %. Эти данные позволяют предположить отсутствие значимой корреляции между пористостью и скоростью коррозии.
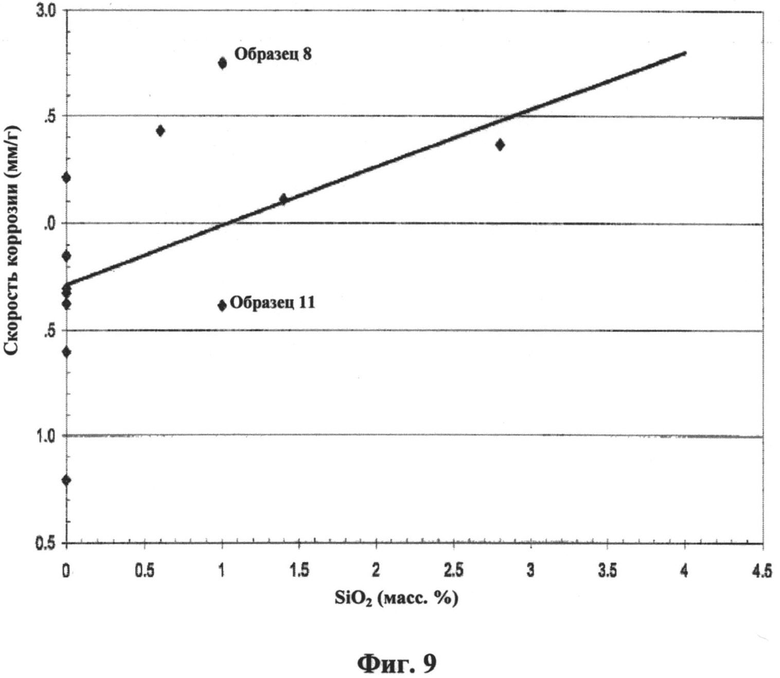
ФИГ.9 представляет собой график содержания SiO2 и соответствующих скоростей коррозии для образцов с содержанием глинозема 80+ %. При повышении содержания SiO2 скорость коррозии повышается, как показано линией на ФИГ.9. Образцы 8 и 11 имеют практически одинаковое содержание SiO2. Образцы 8 и 11 отличаются количеством химически активного Al2O3 и TiO2 в образцах. Количество химически активного Al2O3, использованного для приготовления образца 8, составляет 10%, а количество химически активного Al2O3, использованного для приготовления образца 11, составляет 100%. Таким образом, количество химически активного Al2O3, использованного в исходном порошке Al2O3, и количество TiO2 могут быть значительными.
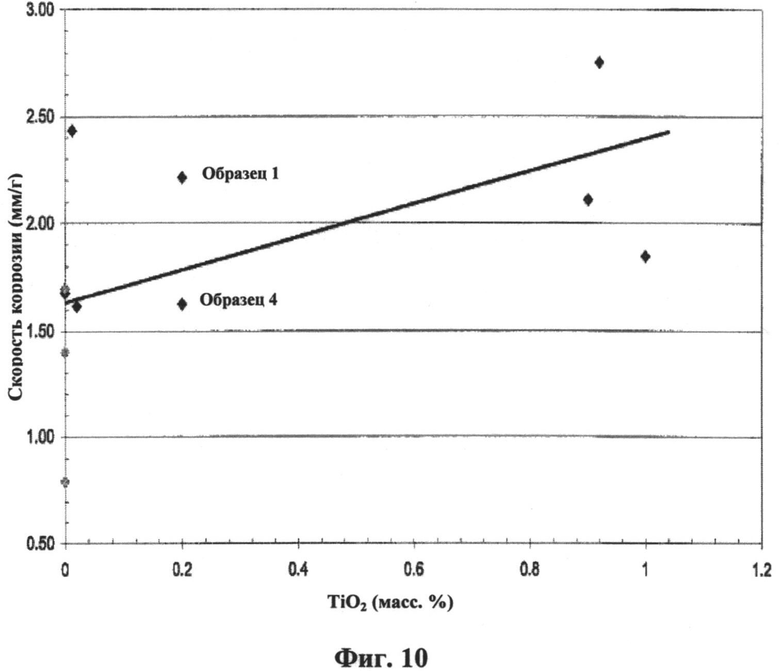
ФИГ.10 представляет собой график содержания TiO2 и соответствующих скоростей коррозии для образцов с содержанием глинозема 80+ %. При повышении содержания TiO2 скорость коррозии повышается, как показано линией на ФИГ.10; однако, влияние TiO2 может быть сложным, и, следовательно, может потребоваться более подробное исследование TiO2 для лучшего понимания влияния TiO2 на скорость коррозии. Образцы 1 и 4 имеют практически одинаковое содержание TiO2. Образцы 1 и 4 отличаются количеством химически активного Al2O3 в образцах. Количество химически активного Al2O3, использованного для приготовления образца 1, составляет 25%, а количество химически активного Al2O3, использованного для приготовления образца 4, составляет 100% Al2O3. Подобно образцам 8 и 11, количество химически активного Al2O3, использованного в исходном порошке Al2O3, оказывается значительным.
Следует отметить, что требуются не все действия, описанные выше в общем описании или примерах, что часть конкретных действий может не понадобиться и что в дополнение к описанным действиям могут выполняться одно или несколько дополнительных действий. Кроме того, порядок, в котором перечислены эти действия, не обязательно является порядком, в котором эти действия выполняются.
Выгоды, иные преимущества и решения проблем описаны выше в отношении конкретных вариантов осуществления. Однако эти выгоды, преимущества, решения проблем и любой признак (признаки), который может обусловить возникновение или становление более выраженной любой выгоды, преимущества или решения, не должны интерпретироваться как критический, требуемый или существенный признак в любом или во всех пунктах формулы изобретения.
Описание и иллюстрации вариантов осуществления, приведенные в настоящем документе, призваны дать общее представление об устройстве различных вариантов осуществления. Описание и иллюстрации не предназначены служить исчерпывающим и всеобъемлющим описанием всех элементов и признаков устройства и систем, в которых используются устройства или способы, описанные в настоящем документе. Кроме того, отдельные варианты осуществления могут предусматриваться в сочетании в одном варианте осуществления, и, наоборот, различные признаки, описанные для краткости в контексте одного варианта осуществления, могут также предусматриваться отдельно или в любой субкомбинации. Кроме того, ссылка на значения, указанные пределами, включает каждое значение в этих пределах. Многие другие варианты осуществления могут стать очевидными специалистам в данной области техники лишь после прочтения описания. Другие варианты осуществления могут использоваться или выводиться из настоящего описания, так что возможны конструктивная замена, логическая замена или иное изменение без отклонения от объема настоящего изобретения. Соответственно, настоящее описание следует рассматривать скорее как иллюстративное, а не как ограничивающее.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕУПОРНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ БЕТА-ГЛИНОЗЁМ | 2012 |
|
RU2656647C1 |
| ОГНЕУПОРНОЕ ИЗДЕЛИЕ И СПОСОБ ФОРМИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2012 |
|
RU2563506C2 |
| ЛЕГИРОВАННОЕ СПЕЧЕННОЕ ИЗДЕЛИЕ НА ОСНОВЕ ЦИРКОНА И ДИОКСИДА ЦИРКОНИЯ | 2007 |
|
RU2456254C2 |
| СТЕКЛО С ПОВЫШЕННЫМ МОДУЛЕМ, НЕ СОДЕРЖАЩЕЕ ЛИТИЯ | 2010 |
|
RU2564886C2 |
| СТЕКЛЯННЫЕ КОМПОЗИЦИИ И ИЗГОТОВЛЕННЫЕ ИЗ НИХ ВОЛОКНА | 2013 |
|
RU2660687C2 |
| КОРРОЗИОННО-СТОЙКИЙ ПЕНОКЕРАМИЧЕСКИЙ ФИЛЬТР С НИЗКИМ КОЭФФИЦИЕНТОМ РАСШИРЕНИЯ ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННОГО АЛЮМИНИЯ | 2007 |
|
RU2380136C1 |
| СПЕЧЕННЫЙ ЦИРКОНОВЫЙ МАТЕРИАЛ ДЛЯ МАТРИЦЫ ПРЕСС-ФОРМЫ | 2015 |
|
RU2663756C2 |
| ОГНЕУПОРНЫЙ ПРОДУКТ С ВЫСОКИМ СОДЕРЖАНИЕМ ДИОКСИДА ЦИРКОНИЯ | 2009 |
|
RU2499784C2 |
| ВНУТРЕННЕЕ ПОКРЫТИЕ РЕАКТОРА - ГАЗИФИКАТОРА | 2009 |
|
RU2537621C2 |
| ВЫСОКОКАЧЕСТВЕННАЯ СТЕКЛОВОЛОКОННАЯ КОМПОЗИЦИЯ | 2018 |
|
RU2777258C2 |
Изобретение относится к огнеупорному изделию. Технический результат изобретения заключается в повышении стойкости огнеупора к коррозии. Огнеупорное изделие содержит по меньшей мере 90 масс. % Al2O3; менее 3 масс. % SiO2 и первую легирующую добавку, содержащую оксид Та, Nb или их любое сочетание. 2 н. и 12 з.п. ф-лы, 10 ил.
1. Огнеупорное изделие, используемое при формовании стеклянного изделия, содержащее:
по меньшей мере 90 масс. % Al2O3;
менее приблизительно 3 масс. % SiO2; и
первую легирующую добавку, содержащую оксид Та, оксид Nb или их любое сочетание.
2. Огнеупорное изделие по п. 1, отличающееся тем, что первая легирующая добавка представляет собой Ta2O5, Nb2O5 или их любое сочетание.
3. Огнеупорное изделие по любому из пп. 1-2, отличающееся тем, что содержание первой легирующей добавки составляет по меньшей мере приблизительно 0,02 масс. % и не более чем приблизительно 5 масс. %.
4. Огнеупорное изделие по любому из пп. 1-2, отличающееся тем, что Al2O3 присутствует в количестве по массе по меньшей мере приблизительно 95%.
5. Огнеупорное изделие по любому из пп. 1-2, отличающееся тем, что по меньшей мере приблизительно 1% Al2O3 в огнеупорном изделии представляет собой химически активный Al2O3.
6. Огнеупорное изделие по любому из пп. 1-2, отличающееся тем, что величина пористости составляет приблизительно 0,05 об. % и не более приблизительно 9,0 об. %.
7. Огнеупорное изделие по любому из пп. 1-2, отличающееся тем, что огнеупорное изделие дополнительно содержит вторую легирующую добавку, представляющую собой спекающую добавку и отличающуюся от первой легирующей добавки.
8. Способ формования стеклянного изделия, включающий:
использование огнеупорного изделия, содержащего перепускной лоток для стекла, содержащего:
по меньшей мере 90 масс. % Al2O3;
менее приблизительно 3 масс. % SiO2; и
первую легирующую добавку, содержащую оксид Та, оксид Nb или их любое сочетание;
обеспечение протекания стеклянного материала, содержащего оксид Al-Si-Mg, в перепускной лоток для стекла и через порог перепускного лотка для стекла для определения площади контакта стекла; и
охлаждение стеклянного материала для формования стеклянного изделия.
9. Способ по п. 8, отличающийся тем, что первая легирующая добавка представляет собой Ta2O5, Nb2O5 или их любое сочетание.
10. Способ по любому из пп. 8-9, отличающийся тем, что содержание первой легирующей добавки составляет по меньшей мере приблизительно 0,02 масс. % и не более чем приблизительно 5 масс. %.
11. Способ по любому пп. 8-9, отличающийся тем, что Al2O3 присутствует в количестве по массе по меньшей мере приблизительно 95%.
12. Способ по любому из пп. 8-9, отличающийся тем, что по меньшей мере приблизительно 1% Al2O3 в огнеупорном изделии представляет собой химически активный Al2O3.
13. Способ по любому из пп. 8-9, отличающийся тем, что величина пористости составляет приблизительно 0,05 об. % и не более приблизительно 9,0 об. %.
14. Способ по любому из пп. 8-9, отличающийся тем, что огнеупорное изделие дополнительно содержит вторую легирующую добавку, представляющую собой спекающую добавку и отличающуюся от первой легирующей добавки.
| US 3808013 A, 30.04.1974 | |||
| DE 3725170 A1, 09.02.1989 | |||
| JP 52129714 A, 31.10.1977 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| КЕРАМИЧЕСКАЯ СМЕСЬ ДЛЯ ПРИМЕНЕНИЯ В ПРОИЗВОДСТВЕ ОГНЕУПОРОВ И СООТВЕТСТВУЮЩИЙ ПРОДУКТ | 2005 |
|
RU2386604C2 |

