Изобретение относится к области фрезерования.
Наиболее близким по технической сущности к заявляемому объекту является станок по патенту РФ №22442, который содержит основание, на котором закреплен неподвижно стол для размещения на нем обрабатываемой заготовки, на основании горизонтально закреплены направляющие перемещения по координате Y, по которым перемещаются стойки, на которых над столом закреплены направляющие перемещения по координате X, по которым перемещается корпус с установленной в нем фрезерной головкой.
Использование в устройствах перемещения шаро-винтовых пар винт-гайка, состоящих из ходовых винтов с полукруглой резьбой и гаек с перекатывающимися внутри замкнутого контура шарикоподшипниками, требует периодической замены смазки и защиты от попадания пыли и стружки, а также такая конструкция приводит к возникновению люфта в процессе эксплуатации за счет развальцовки каналов шариками, что снижает точность прецизионного перемещения инструмента. Также этот станок не обеспечивает регулировку глубины фрезерования в процессе работы. Таким образом все вышеуказанные недостатки прототипа приводят к низкому качеству изделий ,изготавливаемых на таком станке.
Кроме того, при работе станка необходимо постоянное использование средств сбора пыли и стружки, что создает повышенный шум при работе, а загрязнение узлов станка нарушает процесс работы.
Известен способ фрезерования поверхности заготовки со сложным контуром, состоящим из двух или более участков разной формы, включающий относительное перемещение концевой фрезы и заготовки по патенту РФ №2422251, в котором при обработке фасонного и пересекающегося с ним прямолинейного участков контура перемещение концевой фрезы осуществляют непрерывно по одной общей траектории, которую определяют уравнением:
где х, у - координаты в плоскости, перпендикулярной оси фрезы, в которой осуществляют перемещение фрезы; А=0,1, В=-1,5·10-4, m=4, n=2.
Технически достижимый результат - повышение эффективности обработки за счет исключения различных траекторий движения заготовки при обработке различных участков контура, а также исключение дополнительных, переходных участков траектории движения заготовки при обработке фрезерованием различных участков контура детали, в том числе фасонного и прямолинейного; т.е. более плавное, без резкого изменения направления, движение заготовки, путем применения дополнительного высокоточного двухкоординатного поворотно-качающегося стола.
Это достигается тем, что во фрезерном станке с ЧПУ, содержащем основание с установленным на нем рабочим столом, который имеет возможность перемещения по направляющим по координате Y, расположенным горизонтально на основании станка, при этом перпендикулярно направляющим по координате Y и над столом установлены направляющие по координате X, которые закреплены на основании с помощью стоек, на которых с возможностью перемещения по ним закреплена плита с размещенными на ней направляющими по координате Z, на которых с возможностью перемещения установлен корпус с фрезерной головкой, причем устройства для перемещения по координатам X, Y, Z соответственно выполнены в виде пар винт-гайка, винты которых соединены с валами приводных электродвигателей, а гайки соединены с плоскостями перемещаемых узлов, рабочий стол выполнен в виде поворотно-качающегося двухкоординатного стола, состоящего из основания стола с вертикальными проушинами, поворотного корпуса и планшайбы для закрепления заготовки, при этом планшайба размещена в поворотном корпусе на упорно-радиальном подшипнике с возможностью вращения относительно вертикальной оси посредством прямого привода со встроенным моментным двигателем, абсолютным датчиком угла поворота планшайбы и тормозным устройством для ее фиксации в заданном положении, состоящим из муфты, выполненной в виде упруго-деформируемой оболочки, причем ротор моментного двигателя поворота планшайбы установлен на приводном валу планшайбы на муфте тормозного устройства планшайбы, размещенной с возможностью взаимодействия со втулкой, жестко соединенной с планшайбой и стаканом гидроцилиндра планшайбы, размещенным соосно поворотному корпусу, при этом поворотный корпус размещен в упомянутом основании посредством опорного вала, установленного в роликовом двухрядном радиальном подшипнике, и приводного вала, установленного в роликовом упорно-радиальном подшипнике, а упомянутые подшипники установлены в вертикальных проушинах основания, причем поворотный корпус установлен с возможностью качания относительно горизонтальной оси, перпендикулярной оси шпинделя станка, посредством прямого привода со встроенным моментным двигателем, абсолютным датчиком угла поворота и тормозным устройством для его фиксации в заданном положении, состоящим из муфты, выполненной в виде упруго-деформируемой оболочки, при этом ротор моментного двигателя привода поворотного корпуса установлен на его приводном валу на упомянутой муфте тормозного устройства поворотного корпуса, размещенной с возможностью взаимодействия со втулкой, жестко соединенной с поворотным корпусом и стаканом гидроцилиндра поворотного корпуса, причем упомянутые двухкоординатный стол и держатель фрезы выполнены с возможностью обеспечения перемещения фрезы непрерывно по одной общей траектории, определяемой уравнением:
где х, у - координаты в плоскости, перпендикулярной оси фрезы, в которой осуществляется перемещение фрезы; А=0,1, В=-1,5·10-4, m=4, n=2.
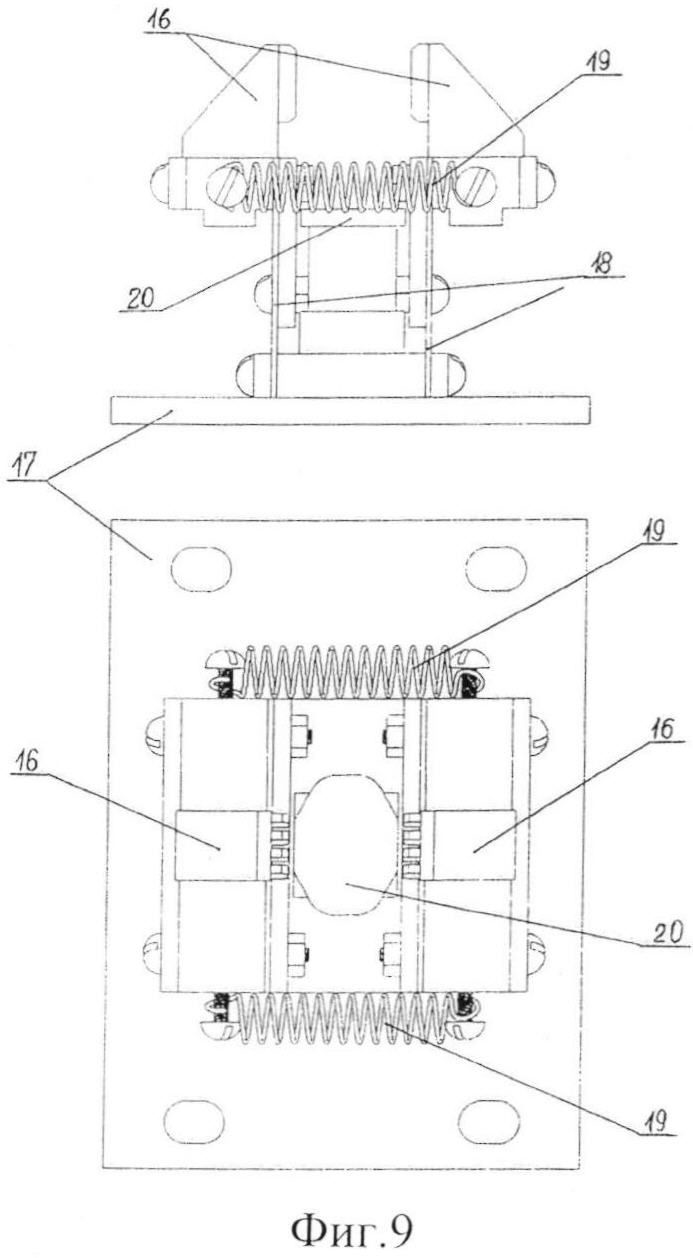
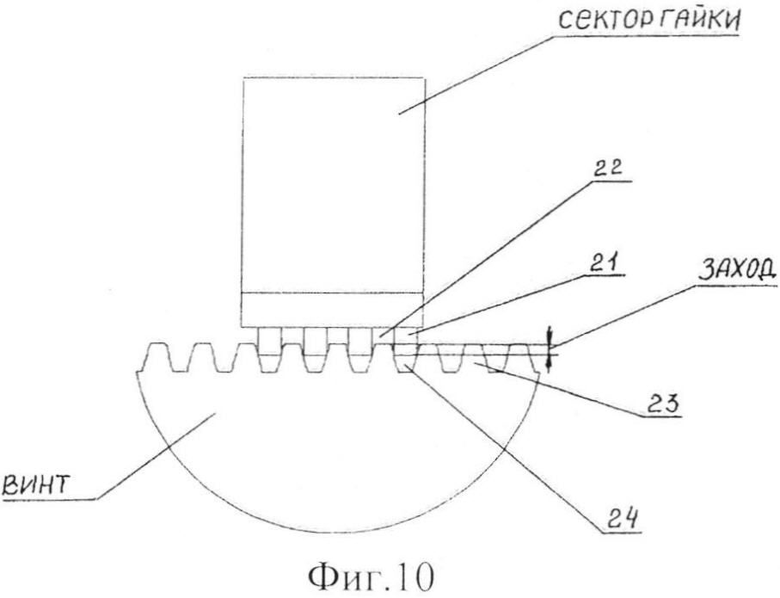
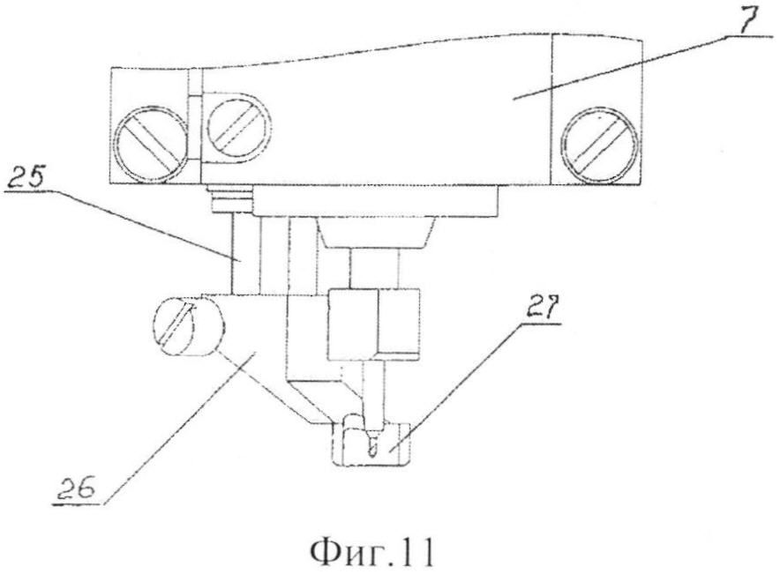
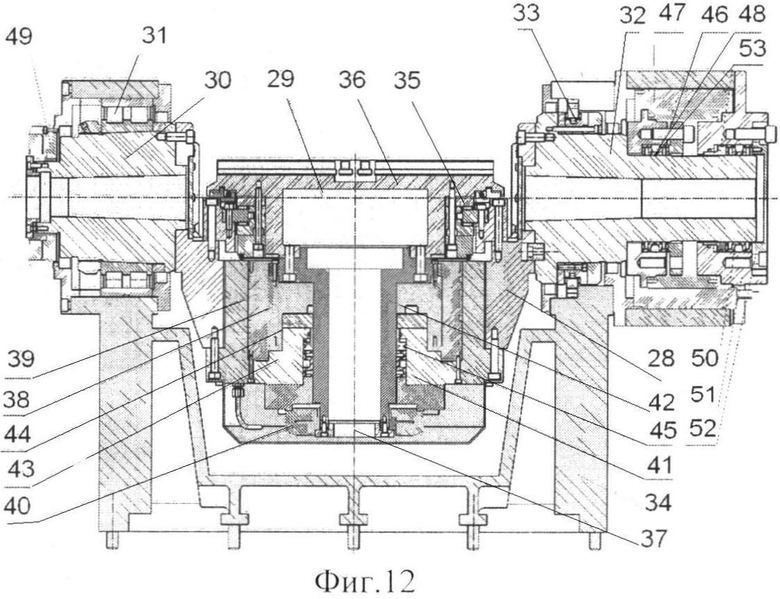
На фиг. 1-7 показаны различные траектории перемещения фрезы относительно заготовки, на фиг. 8 показан общий вид обрабатывающего центра с ЧПУ, на фиг. 9 показана конструкция гайки устройств перемещения по координатам X и Y, на фиг. 10 показана схема взаимодействия резьбы винта с резьбой секторов гайки в устройствах перемещения по координатам X и Y, на фиг. 11 показана конструкция прижимного устройства, на фиг. 12 - схема высокоточного двухкоординатного поворотно-качающегося стола.
Обрабатывающий центр с ЧПУ (фиг. 8-11) содержит основание 1 с установленным на нем рабочим столом 2, который имеет возможность перемещаться по направляющим перемещения 3 по координате Y, расположенным горизонтально на основании станка 1. Перпендикулярно направляющим перемещения 3 по координате Y и над столом 2 установлены направляющие перемещения 4 по координате X. Эти направляющие закреплены на основании 1 с помощью стоек 5. На этих направляющих с возможностью перемещения по ним закреплена плита 6, на которой установлены направляющие перемещения 9 по координате Z, по которым может перемещаться корпус 7 с установленной на нем фрезерной головкой 8. Устройства для перемещения по координатам X, Y, Z соответственно 10, 11, 12 выполнены в виде пар винт-гайка, винты которых соединены с валами приводных электродвигателей, а гайки соединены с плоскостями перемещаемых узлов. Устройство для прижима 13 обрабатываемой заготовки к поверхности рабочего стола закреплено на корпусе 7 фрезерной головки 8. Станок снабжен блоком управления 14, расположенным на основании 1 станка, который содержит микроконтроллер и контроллеры управления электродвигателями по каждой из координат и имеет канал связи с ЭВМ 15.
Гайка устройств перемещения по координатам X, Y (фиг. 9) выполнена составной из двух секторов 16, имеющих внутреннюю резьбу для взаимодействия с винтом с трапециевидной резьбой (см. фиг. 10). Эти сектора закреплены на основании 17 гайки на упругих пластинах 18 и стянуты витыми пружинами 19, закрепленными на нижней части секторов 16. Между секторами установлен эксцентрик 20, поворотом которого сектора гайки могут быть раскрыты.
Резьба гайки имеет вид (фиг. 11) прямоугольных выступов 21 и впадин 22, шаг и наклон которых равен шагу и наклону трапециевидных выступов 23 и впадин 24 резьбы винта, а величина захода резьбы гайки в резьбу секторов винта первоначально составляет 1/3 часть величины глубины резьбы винта.
Устройство перемещения 12 по оси Z выполнено в виде типовой пары винт-гайка.
Устройство для прижима обрабатываемой заготовки к поверхности рабочего стола (фиг. 4) выполнено в виде подпружиненного штока 25, закрепленного на корпусе фрезерной головки, а на конце штока установлена съемная лапка 26, нижняя часть 27 которой обеспечивает охват инструмента.
Рассмотрим работу станка на примере изготовления печатной платы.
Пользователь проектирует топологию печатной платы на компьютере, а затем с помощью специального программного обеспечения подготавливает управляющий файл для станка, содержащий набор команд и координаты точек, в которые осуществляется перемещение инструмента при создании контуров проводников печатной платы и сверлении отверстий.
После того как компьютер 15 включен, и операционная система компьютера загружена, пользователь включает питание станка, а затем запускает программу управления станком, при этом компьютер через канал связи со станком посылает в последний команду на выполнение настройки начала отсчета координат. Посланная команда исполняется микроконтроллером станка (электронный блок управления 14), который выдает управляющие импульсы на контроллеры электродвигателей станка (электронный блок управления 14), формирующие силовые импульсы питания двигателей, в результате исполнения команды включается электродвигатель координаты, вращение которого приводит в движение винт устройства перемещения 12 по координате Z, закрепленный в подшипниках, взаимодействующая с ним гайка жестко соединена с корпусом 7 с фрезерной головкой 8, который перемещается по направляющим 9.
Фрезерная головка 8 поднимается по координате Z до крайнего верхнего положения, затем фрезерная головка 8 и рабочий стол 2 одновременно совершают перемещение по координатам X и Y (соответственно) за счет вращения электродвигателей и винтов узлов перемещения по координатам X, Y и взаимодействующих с ними гаек, жестко соединенных с площадкой 6 и рабочим столом 2, перемещающихся по направляющим 4 и 3 так, что фрезерная головка 8 устанавливается в крайнее левое (по координате X) и крайнее переднее (по координате Y) положение, затем фрезерная головка 8 опускается вниз до крайнего нижнего положения и снова поднимается вверх до крайнего верхнего положения. После этого станок готов к дальнейшей работе. Пользователь закрепляет заготовку из фольгированного стеклотекстолита на штифтах и с помощью прижимных планок на поверхности рабочего стола 2.
Установка инструмента производится, когда фрезерная головка 8 находится в верхнем по координате Z положении, а поверхность рабочего стола 2 под ней находится в чистом состоянии. С помощью ключей отворачивают на несколько витков гайку крепления цанги фрезерной головки 8. После этого в цангу вставляют инструмент и, удерживая его пальцем руки от выпадения, нажимают функциональную кнопку на панели управления станком. При этом фрезерная головка опускается вниз до крайнего нижнего положения, а инструмент опускается до поверхности рабочего стола. В этом положении заворачивают гайку крепления цанги и нажимают любую из кнопок клавиатуры панели управления станком. При этом фрезерная головка 8 поднимается вверх до крайнего верхнего положения.
На подпружиненном штоке 25 устанавливается прижимная лапка 26, так что нижняя торцевая поверхность лапки располагается ниже режущей части инструмента. На станке в автоматическом режиме измеряется толщина заготовки и неравномерность материала по толщине, а также устанавливается местоположение рисунка исполняемого файла на заготовке.
Далее пользователь с помощью клавиатуры и манипулятора мыши ЭВМ выполняет в программе управления станком на экране монитора следующие настройки: вызывает управляющий файл; задает значения скорости фрезерования по координатам X, Y и Z; задает значения скорости холостого хода по координатам X, Y и Z; устанавливает значение глубины фрезерования; высоту подъема фрезерной головки над заготовкой при перемещениях на холостой скорости между элементами рисунка исполняемого файла.
Обрабатывающий центр с ЧПУ работает следующим образом.
После того как все параметры обработки заданы, из программы управления станком с компьютера дается команда старта исполнения файла. При этом фрезерная головка 8 с инструментом поднимается вверх до крайнего верхнего положения, включается электродвигатель фрезерной головки, приводящий во вращение инструмент, и фрезерная головка 8 на холостой скорости перемещаются в начальную координату исполняемого файла, затем опускается на холостой скорости до заданной высоты подъема над заготовкой. При дальнейшем опускании фрезерной головки уже на рабочей скорости происходит прижатие заготовки к поверхности рабочего стола прижимной лапкой и затем углубление инструмента в заготовку до заданной глубины фрезерования. Дальнейшее взаимное перемещение фрезерной головки по координате X и рабочего стола с закрепленной на нем заготовкой по координате Y приводит к фрезерованию рисунка, содержащегося в управляющем файле. В процессе фрезерования вводятся поправки на перемещения головки с инструментом по координате Z с учетом измеренных значений неравномерности материала по толщине и линейного закона аппроксимации между измеренными точками, при этом достигается с достаточной точностью одинаковая глубина фрезерования по всей поверхности заготовки. По завершении фрезерования отдельных фрагментов рисунка исполняемого файла фрезерная головка поднимается на заданную высоту подъема и на холостой скорости перемещения осуществляется перемещение инструмента в точку с координатами начала следующего фрагмента рисунка. Пользователь имеет возможность в любое время остановить процесс фрезерования и продолжить исполнение с места останова. По окончании исполнения файла фрезерная головка поднимается на холостой скорости вверх до крайнего верхнего положения и выключается фрезерная головка, рабочий стол и фрезерная головка на холостой скорости перемещаются в точку с координатами, из которой был дан старт на исполнение файла. После чего станок находится в режиме ожидания дальнейших действий пользователя.
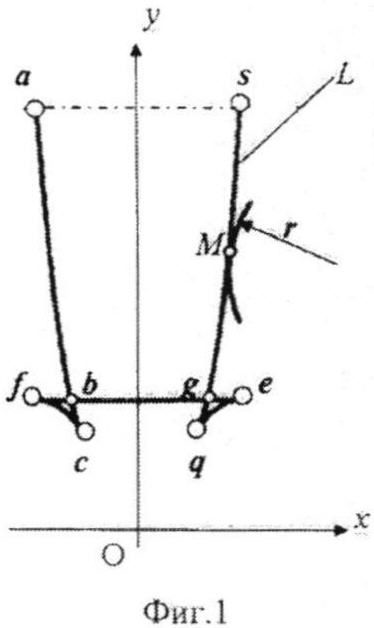
Перемещение заготовки осуществляют по траектории (1), при этом контур L обработанной поверхности образуется как огибающая семейства окружностей фрезы с радиусом r, равным половине диаметра фрезы, - в виде линии acfeqs с рядом особых точек (возврата и взаимопересечения) (фиг. 1). Реальный контур детали ограничен фасонными линиями ab, sg и прямолинейным участком bg. Два фасонных и прямолинейный участки контура L пересекаются в точках b и g. Участки gq, qe, eg и be, cf, fb выполняют роль переходных между обработкой фасонных и прямолинейного участков и обеспечивают врезание и перебег фрезы. Эти участки образуются не за счет дополнительных траекторий движения заготовки, как в известном способе, а за счет перемещения формообразующей точки М на окружности фрезы при ее относительном движении по упомянутой траектории. Поэтому дополнительных, промежуточных траекторий при данном способе не требуется. Движение при обработке всех участков контура осуществляют по одной общей траектории. Параметры уравнения А, В, n, m и диаметр фрезы назначают с учетом формы и размеров заданного контура.
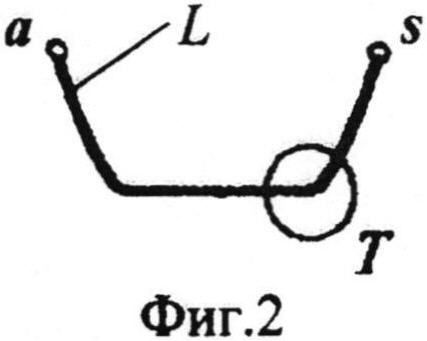
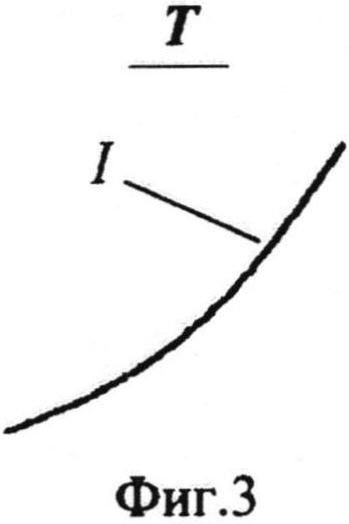
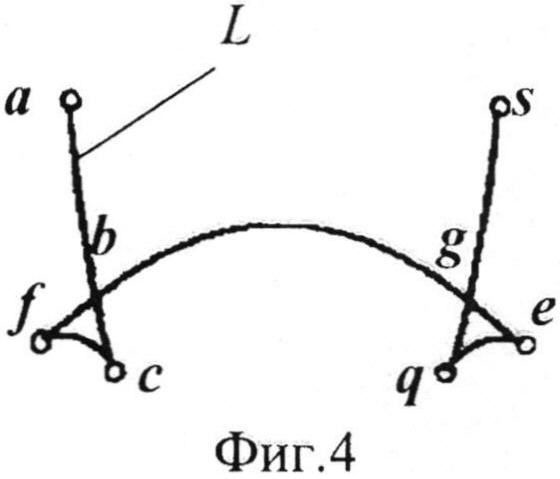
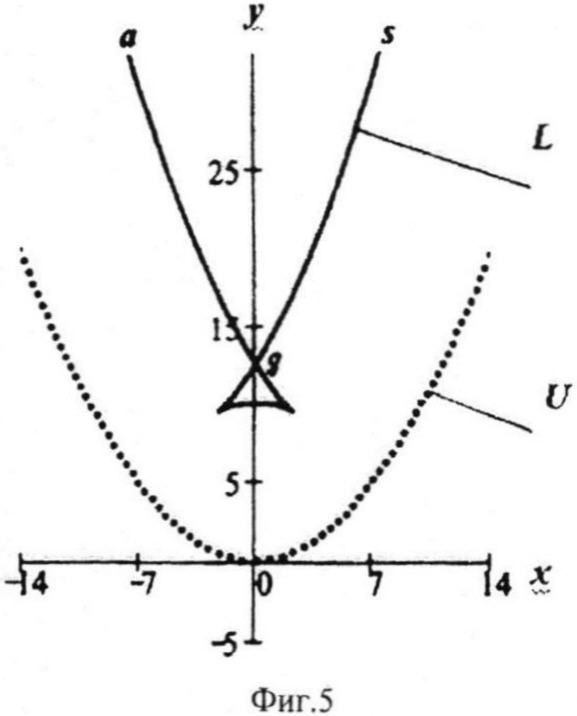
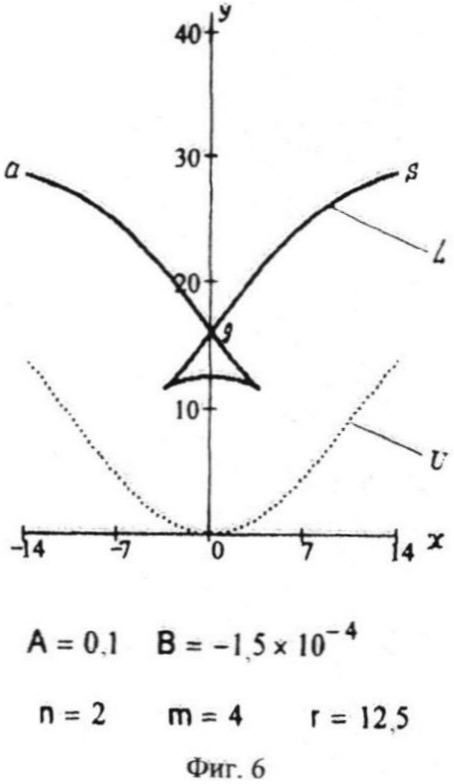
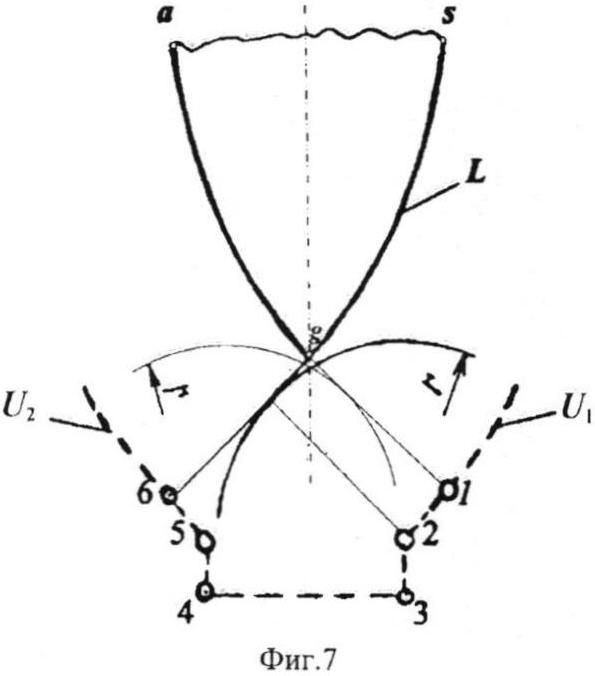
Выбирая соответствующий радиус г фрезы и параметры в уравнении траектории, обеспечивают не только пересечение разных участков контура L (как на фиг. 1), но, если это требуется, также их плавное сопряжение по кривой линии L (как на фиг. 2 и фиг. 3). Можно также обеспечить обработку фрезой контура L с тремя фасонными участками, - ab, bg и gs. - пересекающимися под острым углом в точках bug (фиг. 4). Реальный контур детали в этом случае ограничен линиями ab, bg и gs. Фасонные участки контура (например, линии ab и sg, фиг. 1) могут быть заданы уравнением, координатами точек, одной или несколькими дугами окружностей разного радиуса. Прямолинейный участок, в частности, перпендикулярный оси у, задается длиной отрезка bg. Методами математического моделирования рассчитывают фактическую поверхность, полученную при обработке фрезой заданного диаметра при ее перемещении по описанной выше траектории. Проведенные расчеты показали, что способ обеспечивает отклонение от прямолинейности на участке bg длиной 3-20 мм (фиг. 1) в пределах 0,2-2 мкм. На фиг. 5 показан контур L, полученный при одной общей траектории и состоящий из двух фасонных выпуклых участков sg и ga, пересекающихся в точке g. Внутри контура sga находится «тело» детали. Линия U (показана точками) является траекторией. Приведены параметры (А, В и др.) траектории. Диаметр фрезы 20 мм (r=10). Размеры на осях х, у даны в мм. На фиг. 6 приведен аналогичный контур L, но при других параметрах траектории и диаметре фрезы (параметры А, В и др. даны на фиг. 6). Диаметр фрезы 25 мм (r=12,5). «Тело» детали здесь также находится внутри контура sga. Участки sg и ga имеют вогнутую внутрь «тела» детали форму. На фиг. 7, для сравнения, приведена траектория фрезы при обработке контура L (состоящего из участков sg и ga) по известному способу. Центр окружности фрезы с радиусом r перемещается по двум различным траекториям - эквидистантам U1 и U2 контура L. Кроме того, при этом необходимы дополнительные участки траектории фрезы на перебег, врезание и соединение точек: участки 1-2 (перебег), 2-3 (отвод, чтобы не срезать точку g контура), 3-4 (соединение), 4-5 (подвод), 5-6 (врезание).
Таким образом, высокоскоростное фрезерование поверхности заготовки со сложным контуром, состоящим из двух или более участков разной формы, включающий относительное перемещение концевой фрезы и заготовки, при обработке фасонного и пересекающегося с ним прямолинейного участков контура, концевая фреза непрерывно движется по одной общей траектории, которую определяют уравнением:
где х, у - координаты в плоскости, перпендикулярной оси фрезы, в которой осуществляют перемещение фрезы; А=0,1, В=-1,5·10-4, m=4, n=2.
При этом параметры общей для разных участков траектории и диаметр фрезы задают такими, что они обеспечивают обработку фасонного участка контура, очерченного по одной или двум дугам окружностей.
На рабочем столе 2 дополнительно установлен стол поворотно-качающийся двухкоординатный (фиг. 12), который, в свою очередь, состоит из поворотного стола 28, закрепленного с возможностью качания относительно горизонтальной оси 29, перпендикулярной оси шпинделя станка (на чертеже не показан) с помощью опорного вала 30, установленного в роликовом двухрядном радиальном подшипнике 31, и приводного вала 32, установленного в роликовом упорно-радиальном подшипнике 33. Подшипники 31 и 33 установлены в отверстиях вертикальных проушин основания 34. В поворотном столе 28 на упорно-радиальном подшипнике 35 установлена планшайба 36, вращающаяся относительно вертикальной оси 37. Вращение планшайбы 36 обеспечивается прямым приводом со встроенным моментным двигателем, состоящим из ротора 38 и статора 39. Ротор 38 установлен на приводном валу 32 на муфте 41, выполненной в виде упруго-деформируемой оболочки. Контроль угла поворота планшайбы и ее фиксация в заданном положении обеспечивается датчиком 40 и тормозным устройством, состоящим из муфты 41, выполненной в виде упруго-деформируемой оболочки. Муфта взаимодействует с втулкой 42, жестко соединенной с планшайбой 36 и стаканом 43 гидроцилиндра, образованного стаканом 43, крышкой 44 и поршнем 45, размещенными соосно корпусу поворотного стола 28.
Качание стола 28 вокруг горизонтальной оси 29 обеспечивается прямым приводом со встроенным моментным двигателем, состоящим из ротора 38 и статора 39. Контроль угла поворота стола 28 при качании и его фиксация в заданном положении обеспечивается датчиком 49 и тормозным устройством, состоящим из муфты 41, выполненной в виде упруго-деформируемой оболочки. Муфта взаимодействует с приводным валом 32 и стаканом 51 гидроцилиндра, образованного стаканом 51, крышкой 52 и поршнем 53.
Стол поворотно-качающийся двухкоординатный работает следующим образом.
На планшайбе 36 поворотного стола 28 устанавливается и закрепляется заготовка (на чертеже не показана), которая вращается вокруг вертикальной оси 37 прямым приводом со встроенным моментным двигателем, состоящим из статора 38 и ротора 39. Угол поворота и скорость вращения определяются управляющим сигналом устройства числового программного управления (УЧПУ) (на чертеже не показано), вырабатываемым на основании сигнала обратной связи от датчика поворота 40. В заданном угловом положении заготовка фиксируется относительно оси 37 муфтой 41, взаимодействующей с втулкой 42, жестко соединенной с планшайбой 36 и стаканом 43 гидроцилиндра, образованного стаканом 43, крышкой 44 и поршнем 45, размещенными соосно корпусу поворотного стола 28. Качание заготовки относительно горизонтальной оси 29 реализуется прямым приводом со встроенным моментным двигателем, состоящим из статора 47 и ротора 46. Угол поворота и скорость вращения определяются управляющим сигналом устройства числового программного управления (УЧПУ) (на чертеже не показано), вырабатываемым на основании сигнала обратной связи от датчика поворота 49. В заданном угловом положении заготовка фиксируется относительно оси 29 муфтой 50, выполненной в виде упруго-деформируемой оболочки. Муфта взаимодействует с приводным валом 32 и стаканом 51 гидроцилиндра, образованного стаканом 51, крышкой 42 и поршнем 43.
Следует заметить, что прямой привод качания заготовки относительно горизонтальной оси 29 также выполнен со встроенным моментным двигателем, датчиком и тормозным устройством, аналогичными приводу вращения планшайбы 36.
Работа гидроцилиндров и встроенных моментных двигателей обеспечивается соответствующими гидравлическими и электрическими блоками (на чертеже не показаны) под управлением УЧПУ. Стол поворотно-качающийся двухкоординатный, предназначенный для угловых поворотов установленной на нем заготовки, применяется на станках сверлильно-фрезерно-расточной группы при выполнении операций многокоординатной механической обработки деталей с требуемой точностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ГИБРИДНОЙ КИНЕМАТИКОЙ | 2013 |
|
RU2572112C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2521557C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546943C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546942C2 |
| ФРЕЗЕРНО-РАСТОЧНОЙ СТАНОК | 2012 |
|
RU2523656C1 |
| Станок для обработки гребных винтов | 1975 |
|
SU610618A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2519352C1 |
Изобретение относится к области металлообработки деталей на станках с ЧПУ. Станок содержит основание с установленным на нем рабочим столом, который имеет возможность перемещаться по направляющим по координате Y, расположенным горизонтально на основании станка. Перпендикулярно указанным направляющим над столом установлены направляющие 4 для перемещения по координате X, которые закреплены на основании с помощью стоек, а на них с возможностью перемещения установлена плита с направляющими перемещения по координате Z, по которым перемещается корпус с установленной на нем фрезерной головкой. Рабочий стол выполнен в виде поворотно-качающегося двухкоординатного стола. Использование изобретения позволяет расширить технологические возможности станка и повысить качество обработки деталей. 12 ил.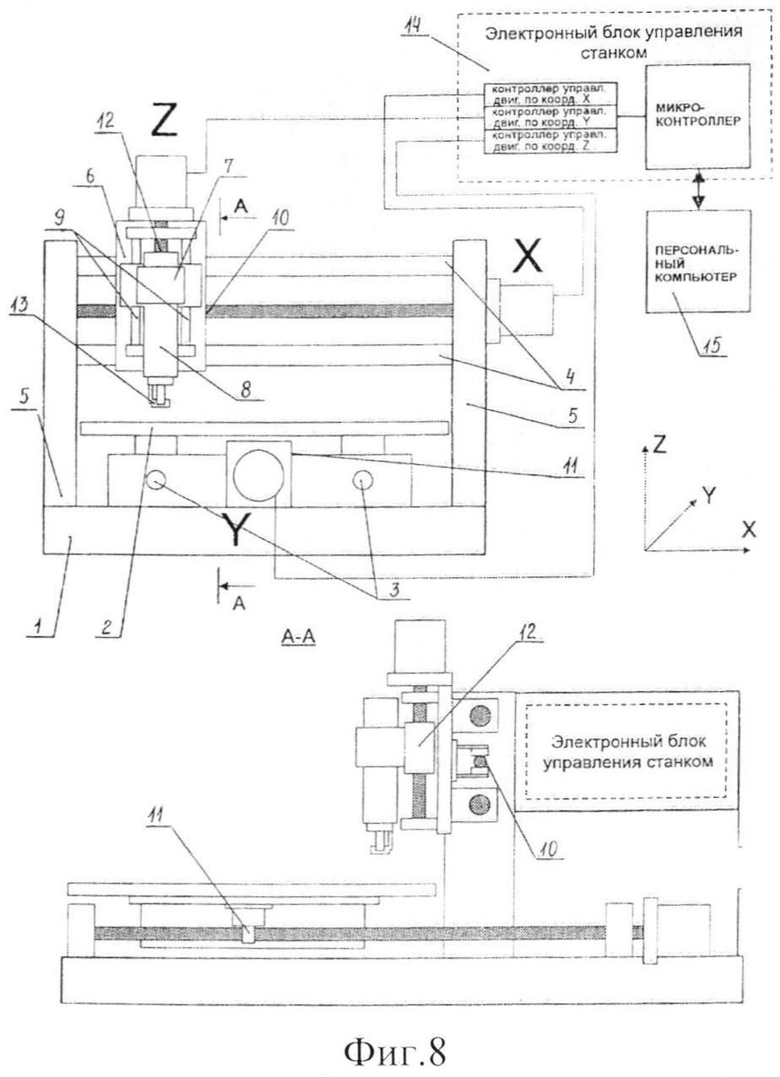
Фрезерный станок с ЧПУ, содержащий основание с установленным на нем рабочим столом, который имеет возможность перемещения по направляющим по координате Y, расположенным горизонтально на основании станка, при этом перпендикулярно направляющим по координате Y и над столом установлены направляющие по координате X, которые закреплены на основании с помощью стоек, на которых с возможностью перемещения по ним закреплена плита с размещенными на ней направляющими по координате Z, на которых с возможностью перемещения установлен корпус с фрезерной головкой, причем устройства для перемещения по координатам X, Y, Z, соответственно выполнены в виде пар винт-гайка, винты которых соединены с валами приводных электродвигателей, а гайки соединены с плоскостями перемещаемых узлов, отличающийся тем, что рабочий стол выполнен в виде поворотно-качающегося двухкоординатного стола, состоящего из основания стола с вертикальными проушинами, поворотного корпуса и планшайбы для закрепления заготовки, при этом планшайба размещена в поворотном корпусе на упорно-радиальном подшипнике с возможностью вращения относительно вертикальной оси посредством прямого привода со встроенным моментным двигателем, абсолютным датчиком угла поворота планшайбы и тормозным устройством для ее фиксации в заданном положении, состоящим из муфты, выполненной в виде упруго-деформируемой оболочки, причем ротор моментного двигателя привода поворота планшайбы установлен на приводном валу планшайбы на муфте тормозного устройства планшайбы, размещенной с возможностью взаимодействия со втулкой, жестко соединенной с планшайбой и стаканом гидроцилиндра планшайбы, размещенным соосно поворотному корпусу, при этом поворотный корпус размещен в упомянутом основании стола посредством опорного вала, установленного в роликовом двухрядном радиальном подшипнике, и приводного вала, установленного в роликовом упорно-радиальном подшипнике, а упомянутые подшипники установлены в вертикальных проушинах основания стола, причем поворотный корпус установлен с возможностью качания относительно горизонтальной оси, перпендикулярной оси шпинделя станка, посредством прямого привода со встроенным моментным двигателем, абсолютным датчиком угла поворота и тормозным устройством для его фиксации в заданном положении, состоящим из муфты, выполненной в виде упруго-деформируемой оболочки, при этом ротор моментного двигателя привода поворотного корпуса установлен на его приводном валу на упомянутой муфте тормозного устройства поворотного корпуса, размещенной с возможностью взаимодействия со втулкой, жестко соединенной с поворотным корпусом и стаканом гидроцилиндра поворотного корпуса, причем упомянутые двухкоординатный стол и корпус с фрезерной головкой выполнены с возможностью обеспечения перемещения фрезы непрерывно по одной общей траектории, определяемой уравнением:
y=Axn+Bxm,
где x, y - координаты в плоскости, перпендикулярной оси фрезы, в которой осуществляется перемещение фрезы, A=0,1, B=-1,5·10-4, m=4, n=2.

