Изобретение относится, преимущественно, к области станкостроения и может быть, использовано в рамках реализации Государственной программы внедрения современного уровня достижений в сфере «нанотехнологий» в ведущих отраслях техники, определяющих уровень экономического развития страны в целом.
Преимущественное направление использования - автоматизированная мехатронная обработка резанием функционального слоя изделия со сложным пространственным профилем и формой (в плане) формируемых в функциональном слое профильных структур фрагментов рисунка гравюры с высокой степенью точности, при обеспечении возможности, преимущественно, одновременного (т.е., в реальном режиме времени) формирования на поверхности упомянутых профильных структур дополнительных микро- и/или наноструктур, функционально являющихся специальными, дополнительными, как правило, программно-организованными (т.е., машиносчитываемыми) элементами защиты изделия от подделки (т.е., несанкционированного воспроизводства) при использовании известного из уровня техники станочного оборудования.
Например, заявленный комплекс может быть успешно реализован при изготовлении печатных форм для металлографской печати, используемых для производства денежных знаков /банкнот/ и иных ценных бумаг.
Из уровня техники известен программно-аппаратный комплекс для формирования резанием дискретных профильных структур рисунка гравюры в функциональном слое печатной формы, включающий: прецизионный металлорежущий станок с исполнительной системой. Исполнительная система содержит: средства позиционирования и относительного рабочего перемещения инструмента, включающие координатно-организованную механическую структуру главного формообразующего перемещения инструмента относительно поверхности функционального слоя (т.е., систему перемещения по координатным осям X, У, Z). Кроме того, ильная система оснащена системой числового программного управления упомянутыми средствами позиционирования и относительного перемещения инструмента (RU, патент на полезную модель №48164, 2005 г.).
Прецизионный металлорежущий станок известного программно-аппаратного комплекса содержит:
- станину с вертикальной стойкой;
- размещенную на стойке шпиндельную бабку с вращающимся по координате С в плоскости XY относительно оси Z базовой системы XYZ отсчета станка шпинделем со средствами для крепления инструмента (инструментодержателем), который размещен в гильзе, кинематически связанной со шпиндельной бабкой посредством шарико-винтового механизма с возможностью возвратно-поступательного перемещения вдоль оси Z;
- салазки, установленные на станине в горизонтальных направляющих с возможностью возвратно-поступательного перемещения по оси Y посредством шарико-винтового механизма;
- основной стол, установленный на салазках в горизонтальных направляющих с возможностью возвратно-поступательного перемещения по оси X посредством шарико-винтового механизма;
- позиционирующее устройство для пространственной ориентации обрабатываемой заготовки относительно плоскости ХУ, стационарно закрепленное относительно установочной поверхности основного стола;
- автономные средства привода вышеупомянутых шарико-винтовых механизмов;
- оптико-электронную измерительную систему для контроля и коррекции положения вершины и/или режущей кромки инструмента относительно базовой системы XYZ отсчета станка, установленную на основном столе с возможностью визуализации режущей части инструмента на экране монитора управляющего компьютера системы числового программного управления (ЧПУ) посредством исходных управляющих программ;
- средства оцифровки рабочей поверхности функционального слоя заготовки, выполненные с возможностью передачи результатов оцифровки в память управляющего компьютера системы ЧПУ для обеспечения коррекции исходных управляющих программ.
Совершенно очевидно, что шпиндельная бабка с ее вышеперечисленными кинематическими узлами, а также салазки, основной стол, позиционирующее устройство, автономные средства привода шарико-винтовых механизмов, оптико-электронная измерительная система, средства оцифровки рабочей поверхности функционального слоя заготовки данного известного из уровня техники гравировального комплекса в совокупности образуют исполнительную систему позиционирования и относительного рабочего перемещения инструмента, включающую координатно-организованную механическую структуру главного формообразующего перемещения инструмента относительно поверхности функционального слоя (т.е., систему перемещения относительно координатных осей X, Y, Z), которая (т.е., исполнительная система позиционирования и относительного перемещения инструмента) в технологическом режиме программно-организована и функционирует посредством системы числового программного управления (ЧПУ), связанной посредством пульта управления с процессором управляющего компьютера.
Оптико-электронная измерительная система может включать, например, один телевизионный компьютерный микроскоп, который стационарно закреплен на основном столе станка таким образом, что главная оптическая ось его объектива ориентирована по направления возвратно-поступательного перемещения основного стола и координатно адаптирована с нулевой точкой базовой системы XYZ отсчета станка и нулевой точкой исходных управляющих программ.
Средство крепления инструмента (инструментодержатель) расположено непосредственно на шпинделе с возможностью обеспечения соосности по оси Z продольной оси инструмента с осью вращения шпинделя по координате С относительно оси Z.
К недостаткам данного известного из уровня техники программно-аппаратного комплекса и, соответственно, его исполнительной системы следует отнести недостаточные точность позиционирования инструмента перед началом обработки и точность его относительного перемещения в процессе обработки изделий (ограниченные точностью перемещения /дискретностью шага/ шарико-винтовых механизмов используемых средств относительного перемещения инструмента), а также ограниченные функциональные возможности, вследствие отсутствия возможности в процессе формирования основных профильных структур фрагментов рисунка гравюры формировать дополнительные микро- и наноструктуры (функционально являющиеся специальными, дополнительными, программно-организованными элементами защиты изделия от подделки), а также изменять форму профиля формируемых дискретных структур рисунка гравюры как до начала осуществления процесса резания, так и в процессе резания без прерывания технологического цикла обработки и без замены режущего инструмента.
Следует отметить, что точность обработки является наиболее важным критерием качества и защищенности, например, для металлографских печатных форм, используемых в процессе изготовления денежных знаков (банкнот) и иных ценных бумаг, поскольку за счет этого параметра обработки, как правило, обеспечиваются и дополнительные степени защиты от подделки упомянутых ценных изделий.
В основу заявленного изобретения была положена задача расширения функциональных возможностей программно-аппаратного комплекса путем модернизации его исполнительной системы за счет придания инструменту дополнительных степеней свободы относительного перемещения при повышении точности позиционирования инструмента перед началом обработки и точности его относительного перемещения в процессе обработки изделий путем редуцирования (преимущественно, уменьшения) величины перемещения режущей части (например, вершины инструмента) с заданным коэффициентом редукции относительно величины перемещения исполнительных звеньев средств относительного перемещения инструмента по дополнительным степеням свободы.
Указанный технический результат позволяет посредством заявленной исполнительной системы реализовать на программно-аппаратном комплексе возможность в процессе формирования основных профильных структур фрагментов рисунка гравюры также формировать дополнительные микро- и наноструктуры, функционально являющиеся специальными, дополнительными, программно-организованными элементами защиты изделия от подделки, которые могут быть выявлены как визуально, так и с помощью специальных средств детектирования, в зависимости от их геометрических параметров.
Кроме того, обеспечивается возможность изменять форму профиля формируемых дискретных профильных структур рисунка гравюры как до начала осуществления процесса резания, так и во время процесса резания без прерывания технологического цикла обработки и без замены режущего инструмента.
Поставленная задача решается посредством того, что в исполнительной системе программно-аппаратного комплекса для формирования резанием дискретных профильных структур рисунка гравюры в функциональном слое печатной формы, содержащей: средства позиционирования и главного формообразующего относительного перемещения инструмента, включающие координатно-организованную механическую структуру главного формообразующего перемещения инструмента относительно поверхности функционального слоя; а также систему числового программного управления средствами позиционирования и главного формообразующего перемещения инструмента, согласно изобретению средства позиционирования и главного формообразующего относительного перемещения инструмента дополнительно содержат, по меньшей мере, один, первый узел дополнительного перемещения инструмента, выполненный с возможностью осуществления поворота продольной оси инструментодержателя (функционально являющейся, в пределах технологического допуска, и осью инструмента) на заданный угол в, по меньшей мере, одной плоскости, который (т.е., первый узел) функционально является первым средством модуляции регламентированных главным формообразующим перемещением инструмента геометрических параметров профиля и формы в плане дискретных профильных структур, обеспечивающим возможность формирования интегрального формообразующего перемещение инструмента; при этом упомянутый первый узел оснащен в каждой плоскости поворота независимыми приводами перемещения, программно-организованными с возможностью осуществления первого дополнительного модулирующего перемещения с различными периодом цикла и амплитудой дифференциальных колебательных процессов инструментодержателя в совмещенных плоскостях поворота.
Оптимально, чтобы средства позиционирования и главного формообразующего перемещения инструмента дополнительно содержали, по меньшей мере, один, второй узел дополнительного перемещения инструмента, функционально являющийся вторым средством модуляции регламентированных упомянутым интегральным формообразующим перемещением инструмента геометрических параметров профиля и формы в плане дискретных профильных структур; упомянутый второй узел выполнен с возможностью осуществления поворота продольной оси инструментодержателя (совместно с инструментом) на заданный угол в, по меньшей мере, одной плоскости, совмещенной (в пределах технологического допуска) с плоскостью поворота оси инструментодержателя, обеспечиваемого первым узлом дополнительного перемещения; при этом второй узел дополнительного перемещения оснащен в каждой плоскости поворота независимыми приводами перемещения, программно-организованными с возможностью осуществления второго дополнительного модулирующего перемещения с различными периодом цикла и амплитудой дифференциальных колебательных процессов инструментодержателя (совместно с инструментом) по отношению к колебательным процессам, совершаемым посредством первого узла, в совмещенных плоскостях поворота.
Узлы дополнительного перемещения инструмента могут быть выполнены с возможностью осуществления циклического поворота оси инструментодержателя относительно:
- одного центра поворота, лежащего (в пределах технологического допуска) на оси инструментодержателя;
- одного центра поворота, совмещенного (в пределах технологического допуска) с вершиной инструмента;
- пространственно разнесенных центров поворота, лежащих (в пределах технологического допуска) на оси инструментодержателя;
- одного центра поворота, лежащего за пределами оси инструментодержателя;
- пространственно разнесенных центров поворота, лежащих за пределами оси инструмента.
Разумно первый и/или второй узлы дополнительного перемещения инструмента выполнять в виде плоских и/или пространственных шарнирных механизмов, кинематически связывающих инструментодержатель со шпиндельной бабкой станка, управление которыми осуществляется посредством программно-организованной системы независимых приводов электромеханического, и/или магнитомеханического, и/или электромагнитного типов.
Целесообразно узлы дополнительного перемещения инструмента, обеспечивающие дополнительные модулирующие перемещения с меньшими периодами циклов и амплитудой дифференциальных колебательных процессов инструмента, последовательно размещать в непосредственной близости к инструментодержателю.
Оптимально узлы дополнительного перемещения инструмента компоновать таким образом, что подвижное звено каждого последующего шарнирного узла функционально является базовым звеном предыдущего шарнирного узла, предназначенным для базирования на нем программно-организованного независимого привода перемещения подвижного звена этого шарнирного узла.
Координатно-организованную механическую структуру главного формообразующего перемещения инструмента целесообразно выполнять трехкоординатной с ортогональным расположением осей.
Средства позиционирования и главного формообразующего относительного перемещения инструмента могут дополнительно содержать узел вращательного движения инструментодержателя с независимым приводом.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками и связями между ними, идентичными всем существенным признакам заявленного технического решения, а выбранный из перечня выявленных аналогов прототип, как наиболее близкий по совокупности признаков аналог, позволил выявить совокупность существенных (по отношению к усматриваемому заявителем техническому результату) отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное техническое решение соответствует условию патентоспособности «новизна» по действующему законодателству.
Изобретение иллюстрируется чертежами.
Фиг.1 - общий вид программно-аппаратного комплекса (вид спереди).
Фиг.2 - общий вид программно-аппаратного комплекса (вид слева по фиг.1).
Фиг.3 - общий вид металлорежущего станка программно-аппаратного комплекса в аксонометрической проекции с привязкой перемещений кинематических узлов его исполнительной системы к системе координат XYZ и поворота инструмента (инструментодержателя) относительно его оси по координате С.
Фиг.4 - выноска I по фиг.1, иллюстрирующая кинематику первого и второго узлов дополнительного перемещения инструмента, обеспечивающих поворот оси инструмента в одной плоскости (по стрелкам V под действием усилия Р) вокруг центров поворота O1 и О2 (по дугам окружностей с радиусами Ro1 и Ro2 соответственно), один из которых (О2) совмещен с вершиной инструмента, а другой (O1) расположен на оси инструмента выше его вершины, а также во взаимно перпендикулярной плоскости вокруг центра поворота O1 (по дуге окружности с радиусом Ro1) также по стрелкам V под действием усилия Р (независимые приводы дополнительного перемещения инструмента условно не показаны).
Фиг 5 - вид А по фиг.4.
Фиг 6 - выноска I по фиг 1, иллюстрирующая кинематику первого и второго узлов дополнительного перемещения инструмента, обеспечивающих поворот оси инструмента в одной плоскости (по стрелкам V под действием усилия Р) вокруг пространственно разнесенных центров поворота О3 и О4 (по дугам окружностей с радиусами Ro3 и Ro4 соответственно), расположенных за пределами оси инструмента (независимые приводы дополнительного перемещения инструмента условно не показаны).
Фиг.7 - схема поворота оси инструмента относительно центра поворота O1 под действием одного из дополнительных узлов перемещения, графически иллюстрирующая редуцирование (уменьшение) величины перемещения L вершины инструмента (равно как и любой точки его режущей кромки) по отношению к величине L1 перемещения исполнительного элемента дополнительного узла перемещения.
Фиг 8 - пример изменения формы поперечного профиля формируемой дискретной профильной структуры посредством первого узла дополнительного перемещения инструмента при использовании резца с треугольной формой передней поверхности при повороте его оси на угол «α» в одной плоскости относительно центра поворота О2, совмещенного с вершиной передней поверхности инструмента.
Фиг.9 - пример изменения формы поперечного профиля формируемой дискретной профильной структуры посредством первого узла дополнительного перемещения инструмент при использовании резца с треугольной формой передней поверхности при повороте его оси на угол «α» в одной плоскости относительно центра поворота О1, расположенного на оси инструмента выше его вершины.
Фиг.10 - пример изменения формы поперечного профиля формируемой дискретной профильной структуры посредством первого узла дополнительного перемещения инструмента при использовании резца с трапецеидальной формой передней поверхности при повороте его оси на угол «α» в одной плоскости относительно центра поворота О1, расположенного на середине поперечной режущей кромки передней поверхности инструмента.
Фиг.11 - пример изменения формы поперечного профиля формируемой дискретной профильной структуры посредством первого узла дополнительного перемещения инструмента при использовании резца с трапецеидальной формой передней поверхности при повороте его оси на угол «α» в одной плоскости относительно центра поворота О2, расположенного на оси инструмента выше поперечной режущей кромки передней поверхности инструмента.
Фиг.12 - пример изменения формы продольного профиля и формы в плане формируемой дискретной профильной структуры посредством первого узла дополнительного перемещения инструмента при повороте его оси на угол «α» в одной плоскости относительно центра поворота О1, лежащего на оси инструмента выше его вершины.
Фиг.13 - общая схема оптико-электронной измерительной системы.
Фиг.14 - пример реализации интегрального формообразующего перемещения инструмента посредством модуляции траектории главного формообразующего перемещения посредством двух дополнительных модулирующих перемещений (интерпретированный методом компьютерной графики в соответствии с заданными функциями траекторий соответствующих перемещений).
Конструктивные элементы, узлы, механизмы и системы программно-аппаратного комплекса с заявленной исполнительной системой на чертежах и далее по тексту описания обозначены следующими позициями.
1 - станина;
2 - стойка (вертикальная);
3 - бабка (шпиндельная);
4 - шпиндель;
5 - гильза (шпинделя 4);
6 - салазки;
7 - стол (основной);
8 - устройство (для позиционирования обрабатываемого изделия);
9 - инструмент (режущий);
10 - инструментодержатель;
11 - монитор;
12 - компьютер (управляющий);
13 - микроскоп (телевизионный компьютерный);
14 - ось (объектива 15);
15 - объектив (микроскопа 13);
16 - экран (оптико-электронной измерительной системы);
17 - осветитель;
18 - осветитель;
19 - узел (первый, дополнительного перемещения инструмента 9);
20 - ось (инструмента 9);
21 - узел (второй, дополнительного перемещения инструмента 9);
22 - заготовка;
23 - экран (отражающий);
24 - камера (телевизионная);
25 - кольца (удлинительные);
26 - стойка;
27 - стойка;
28 - фиксатор;
29 - стойка.
Исполнительная система программно-аппаратного комплекса для формирования резанием дискретных профильных структур рисунка гравюры в функциональном слое печатной формы, содержит средства позиционирования и главного формообразующего относительного перемещения инструмента 9, включающие координатно-организованную механическую структуру главного формообразующего перемещения инструмента 9 относительно поверхности функционального слоя. Кроме того, исполнительная система оснащена системой числового программного управления (ЧПУ) упомянутой исполнительной системой позиционирования и относительного перемещения инструмента (например, типа CNC модели Sinumerik 840Di) и системой подготовки управляющих программ к исполнению на ЧПУ на базе Intel-совместимого персонального управляющего компьютера 12.
Прецизионный металлорежущий станок программно-аппаратного комплекса, предназначенный для использования заявленной исполнительной системы содержит:
- станину 1 с вертикальной стойкой 2;
- размещенную на стойке 2 шпиндельную бабку 3 с вращающимся (по координате С в плоскости ХУ относительно оси Z базовой системы XYZ отсчета станка) шпинделем 4 со средством для крепления инструмента 9 (т.е., инструментодержателем 10), который (т.е., шпиндель 4) размещен в гильзе 5, кинематически связанной со шпиндельной бабкой 3 посредством шарико-винтового механизма (в виде шарико-винтовой пары) с возможностью возвратно-поступательного перемещения относительно оси Z;
- салазки 6, установленные на станине 1 в горизонтальных направляющих с возможностью возвратно-поступательного перемещения по оси У посредством шарико-винтового механизма (в виде шарико-винтовой пары);
- основной стол 7, установленный на салазках 6 в горизонтальных направляющих с возможностью возвратно-поступательного перемещения по оси X посредством шарико-винтового механизма (в виде шарико-винтовой пары);
- позиционирующее устройство 8 для пространственной ориентации обрабатываемой заготовки 22 относительно плоскости ХУ, стационарно закрепленное относительно установочной поверхности основного стола 7;
- автономные средства привода вышеупомянутых шарико-винтовых механизмов;
- оптико-электронную измерительную систему для контроля и коррекции положения вершины и/или режущей кромки инструмента 9 относительно базовой системы XYZ отсчета станка, установленную на основном столе 7 с возможностью визуализации режущей части инструмента 9 на экране монитора 11 управляющего компьютера 12 системы числового программного управления (ЧПУ) и коррекции ее положения посредством исходных управляющих программ;
- средства оцифровки рабочей поверхности функционального слоя заготовки, выполненные с возможностью передачи результатов оцифровки в память управляющего компьютера 12 системы ЧПУ для обеспечения коррекции исходных управляющих программ.
В качестве автономных средств привода вышеупомянутых шарико-винтовых механизмов могут быть использованы, например, электродвигатели модели Siemens IFK60G0-6AFN-IAA0.
Совершенно очевидно, что шпиндельная бабка 3 с ее вышеперечисленными кинематическими узлами, а также салазки 6, основной стол 7, позиционирующее устройство 8, автономные средства привода шарико-винтовых механизмов, оптико-электронная измерительная система, средства оцифровки рабочей поверхности функционального слоя заготовки 22 заявленного программно-аппаратного гравировального комплекса функционально входят в заявленную исполнительную систему позиционирования и относительного рабочего перемещения инструмента 9, включающую координатно-организованную механическую структуру главного формообразующего перемещения инструмента 9 относительно поверхности функционального слоя (т.е., систему перемещения относительно координатных осей X, Y, Z), которая (т.е., исполнительная система позиционирования и относительного перемещения инструмента) в технологическом режиме программно-организована и функционирует посредством системы числового программного управления (ЧПУ), связанной посредством пульта управления с процессором управляющего компьютера 12.
Оптико-электронная измерительная система может включать, например, один телевизионный компьютерный микроскоп 13, который стационарно закреплен на основном столе 7 станка таким образом, что главная оптическая ось 14 его объектива 15 ориентирована по направления возвратно-поступательного перемещения основного стола 7 и координатно-адаптирована с нулевой точкой базовой системы XYZ отсчета станка и нулевой точкой исходных управляющих программ.
Оптико-электронная измерительная система может быть оснащена экраном 16, расположенным в поле зрения объектива 15 телевизионного компьютерного микроскопа 13 позади зоны ввода инструмента 9 в это поле, а также двумя осветителями 17 и 18, один из которых (осветитель 17) установлен с возможностью осуществления подсветки экрана 16, а другой (осветитель 18) - передней поверхности режущей части инструмента 9.
Станок также может быть оснащен пневмооборудованием, включающим форсунку (установленную с возможностью обдува зоны резания с целью удаления продуктов резания в виде микростружки) и вытяжное устройство, размещенное оппозитно форсунке с возможностью отсоса удаляемых продуктов резания из зоны обработки.
Станок может быть создан на базе координатно-расточного станка модели 2431СФ10 с использованием его основных корпусных деталей (станина, салазки, стол, стойка, корпус шпиндельной бабки) с их доработкой и оснащением дополнительными функциональными узлами и системами.
Отличительные особенности заявленной исполнительной системы программно-аппаратного комплекса заключаются в следующем.
Средства позиционирования и главного формообразующего относительного перемещения инструмента 9 заявленной исполнительной системы дополнительно содержат, по меньшей мере, один, первый узел 19 дополнительного перемещения инструмента 9. Данный узел 19 выполнен с возможностью осуществления поворота по стрелке V продольной оси инструментодержателя 10 (функционально являющейся, в пределах технологического допуска, и осью 20 инструмента) на заданный угол «α» в, по меньшей мере, одной плоскости. Узел 19 функционально является первым средством модуляции регламентированных главным формообразующим перемещением инструмента 9 геометрических параметров профиля и формы в плане дискретных профильных структур, обеспечивающим возможность формирования интегрального формообразующего перемещение инструмента 9. Упомянутый первый узел 19 оснащен в каждой плоскости поворота независимыми приводами перемещения (условно не показаны, поскольку они широко известны из уровня техники и не являются объектами защиты в рамках настоящей заявки). Независимые приводы перемещения программно организованы с возможностью осуществления первого дополнительного модулирующего перемещения с различными периодом цикла и амплитудой дифференциальных колебательных процессов инструментодержателя 10 в совмещенных плоскостях поворота.
То есть, узел 19 обеспечивает инструменту 9 дополнительные степени свободы относительного перемещения в пространстве с реализацией возможности повышения точности позиционирования инструмента 9 перед началом обработки и точности его относительного перемещения в процессе обработки изделий путем редуцирования (уменьшения на порядок и более) величины перемещения режущей части (например, вершины инструмента 9) с заданным коэффициентом редукции относительно величины перемещения исполнительных звеньев автономных средств, обеспечивающих относительное перемещение инструмента 9 по дополнительным степеням свободы.
Совершенно очевидно, что за счет эффекта редуцирования (в частности, в сторону уменьшения перемещения режущей части инструмента 9) уменьшается и погрешность по точности (дискретности шага) перемещения пропорционально величине коэффициента редукции. А это позволяет для осуществления перемещения режущей части инструмента 9 с микро- или нанометрической точностью использовать широко известные из уровня техники автономные средства перемещения с дискретностью шага в миллиметровом или микрометрическом диапазоне соответственно.
Кроме того, дополнительные степени свободы перемещения в пространстве инструмент 9 позволяют обеспечить (в процессе формирования основных профильных структур фрагментов рисунка гравюры) модуляцию траектории главного формообразующего перемещения инструмента 9. То есть, обеспечивается возможность одновременно с формированием основных профильных структур также формировать дополнительные микро- и наноструктуры, функционально являющиеся специальными, дополнительными, программно-организованными элементами защиты изделия от подделки, которые могут быть выявлены как визуально, так и с помощью специальных средств детектирования, в зависимости от их геометрических параметров.
Следует также отметить, что в заявленном комплексе (за счет придания инструменту 9 дополнительных степеней свободы перемещения в пространстве) обеспечивается возможность изменять форму профиля основных дискретных профильных структур рисунка гравюры как до начала осуществления процесса резания, так и в процессе резания без прерывания технологического цикла обработки и без замены режущего инструмента 9.
Оптимально, чтобы средства позиционирования и главного формообразующего перемещения инструмента дополнительно содержали, по меньшей мере, один, второй узел 21 дополнительного перемещения инструмента 9, функционально являющийся вторым средством модуляции регламентированных упомянутым интегральным формообразующим перемещением инструмента 9 геометрических параметров профиля и формы в плане дискретных профильных структур. Упомянутый второй узел 21 выполнен с возможностью осуществления поворота продольной оси инструментодержателя 10 (совместно с инструментом 9) на заданный угол «α» в, по меньшей мере, одной плоскости, совмещенной (в пределах технологического допуска) с плоскостью поворота оси инструментодержателя 10, обеспечиваемого первым узлом 19 дополнительного перемещения. При этом второй узел 21 дополнительного перемещения оснащен в каждой плоскости поворота независимыми приводами перемещения, программно-организованными с возможностью осуществления второго дополнительного модулирующего перемещения с различными периодом цикла и амплитудой дифференциальных колебательных процессов инструментодержателя 10 (совместно с инструментом 9) по отношению к колебательным процессам, совершаемым посредством первого узла 19, в совмещенных плоскостях поворота.
Такое конструктивное выполнение исполнительной системы еще в большей степени расширяет функционально-технологические возможности программно-аппаратного комплекса с использованием заявленной исполнительной системы по тем же (вышераскрытым) технологическим параметрам, что и посредством первого узла 19 дополнительного относительного перемещения инструмента 9.
Узлы 19 и 21 дополнительного перемещения инструмента 9 могут быть выполнены с возможностью осуществления циклического поворота оси инструментодержателя 10 относительно:
- одного центра O1 поворота, лежащего (в пределах технологического допуска) на оси инструментодержателя 10;
- одного центра О2 поворота, совмещенного (в пределах технологического допуска) с вершиной инструмента 9;
- пространственно разнесенных центров O1 и О2 поворота, лежащих (в пределах технологического допуска) на оси инструментодержателя 10;
- одного центра О3 поворота, лежащего за пределами оси инструментодержателя 10;
- пространственно разнесенных центров О3 и О4 поворота, лежащих за пределами оси инструментодержателя 10 (инструмента 9).
Разумно первый и/или второй узлы 19 и 21 дополнительного перемещения инструмента 9 выполнять в виде плоских и/или пространственных шарнирных механизмов, кинематически связывающих инструментодержатель 10 со шпиндельной бабкой 3 станка, управление которыми осуществляется посредством программно-организованной системы независимых приводов электромеханического, и/или магнитомеханического, и/или электромагнитного типов.
Целесообразно узлы 19 или 21 дополнительного перемещения инструмента 9, обеспечивающие дополнительные модулирующие перемещения с меньшими периодами циклов и амплитудой дифференциальных колебательных процессов инструмента 9, последовательно размещать в непосредственной близости к инструментодержателю 10.
Это позволяет снизить инерционные показатели высокочастотных узлов 19 или 21 дополнительного перемещения и, как следствие, использовать для их перемещения независимые приводы относительно небольшой мощности.
Оптимально узлы 19 и 21 дополнительного перемещения инструмента 9 компоновать таким образом, чтобы подвижное звено каждого последующего шарнирного узла 21 функционально являлось бы базовым звеном предыдущего шарнирного узла 19, предназначенным для базирования на нем программно-организованного независимого привода перемещения подвижного звена этого шарнирного узла 19.
Данная конструктивная особенность позволяет уменьшить массогабаритные показатели системы узлов 19 и 21 и, как следствие, оптимизировать их инерционные свойства.
Координатно-организованную механическую структуру главного формообразующего перемещения инструмента 9 целесообразно выполнять трехкоординатной с ортогональным расположением осей.
Средства позиционирования и главного формообразующего относительного перемещения инструмента 9 могут дополнительно содержать узел вращательного движение инструментодержателя 10 с независимым приводом.
Техническая сущность подготовки к работе и работы программно-аппаратного комплекса с заявленной исполнительной системой заключается в следующем.
Перед формированием реперной координатной системы X1Y1Z1 осуществляют коррекцию исходных управляющих программ системы ЧПУ (например, типа CNC модели Sinumerik 840Di) на отклонение от плоскостности рабочей поверхности функционального слоя заготовки 27. При этом заготовку 22 предварительно закрепляют на установочной поверхности позиционирующего устройства 8 для пространственной ориентации и ориентируют вдоль плоскости ХУ ортогональной координатной системы XYZ отсчета станка (т.е., осуществляют предварительное позиционирование).
Предварительное позиционирование закрепленной заготовки 27 посредством устройства 8 для пространственной ориентации перед оцифровкой осуществляют посредством определения и регистрации соответствующими средствами измерения значений координат «z», по меньшей мере, трех, не лежащих на одной прямой, точек рабочей поверхности функционального слоя заготовки 22 и последующего выравнивания в диапазоне допустимых отклонений величин этих значений посредством периферийных регулировочных узлов устройства 8 для пространственной ориентации заготовки 22.
Для осуществления упомянутой коррекции исходных управляющих программ производят оцифровку по координатам «z» множества (расположенных с заданным шагом) точек рабочей поверхности функционального слоя заготовки 22 на участке оцифровки, форма и площадь которого регламентируется формой и площадью формируемого на этой поверхности рисунка гравюры. Оцифровку начинают с наиболее удаленной от центра участка оцифровки точки и продолжают посредством сканирования участка оцифровки средствами измерения с обеспечением регистрации значений координаты «z» в каждой точке оцифровки и автоматической коррекции управляющих программ ЧПУ по результатам оцифровки.
Оцифровка рабочей поверхности функционального слоя заготовки 22 является технологической операцией, необходимой для корректного формирования рисунка гравюры на этой поверхности. Как правило, поверхность заготовки 22 имеет плавное изменение геометрии (в частности, высоты неровностей относительно плоскости XY координатной системы отсчета станка). Чтобы учесть это изменение производится вышеупомянутая оцифровка заготовки 22. Для этого могут применяться различные известные из уровня техники средства измерения, которые делятся на контактные и бесконтактные. Например, индуктивный датчик, используемый в рассматриваемом автоматизированном гравировальном комплексе, является контактным. К бесконтактным средствам измерения относятся, например, интерферометры и лазерные измерители. Последние имеют важное преимущество перед контактными, поскольку нет необходимости подъема/опускания датчика над поверхностью заготовки 22, для того чтобы не повредить ее зеркальную рабочую поверхность в процессе сканирования. Однако стоимость лазерного измерителя значительно выше стоимости контактного датчика.
Другим недостатком контактного измерителя является наличие в нем инерционного элемента (т.е., пружины), что требует соответствующего учета (в частности - определения временного интервала выдержки для погашения колебательных процессов) при регистрации измеряемого значения.
Оцифровка заготовки 22 осуществляется с помощью установленного в гнездо инструментодержателя 10 на место инструмента 9 индуктивного датчика, подключенного к индуктивному преобразователю. Индуктивный преобразователь имеет аналоговый выход, на котором формируется выходной сигнал в виде уровня напряжения. Выходной сигнал подается на один из входов платы аналогово-цифрового преобразования (АЦП), установленной в персональной электронно-вычислительной машине (ПЭВМ) системы ЧПУ.
Для избежания помех, в том числе вырабатываемых импульсным источником питания индуктивного преобразователя, подключение производится по дифференциальной схеме.
На входе платы АЦП максимальному значению (верхняя граница диапазона) соответствует напряжение +5В, а минимальному (нижняя граница диапазона) -5В. Разрядность АЦП составляет 12 бит. Таким образом, при максимальном входном диапазоне ±5В дискретность составит 0.0025В. Следовательно, при максимальном диапазоне измерений индуктивного преобразователя ±100 мкм дискретность измерений составит 0.05 мкм.
Таким образом, для организации процесса оцифровки необходимо:
- определить габариты формируемого на рабочей поверхности функционального слоя заготовки 22 рисунка гравюры;
- назначить величину шага между соседними точками оцифровки;
- сформировать набор кадров (команд) для их отработки на станке;
- определить время выдержки, необходимое для погашения колебательных воздействий пружины индуктивного датчика на результат измерения;
- организовать последовательный обход каждой из точек оцифровки (т.е., сканирование участка оцифровки).
Шаг между соседними точками оцифровки выбирается исходя из плотности элементов рисунка гравюры и качества рабочей поверхности функционального слоя используемой заготовки 22.
Формирование набора кадров (команд) подразумевает создание последовательности команд для организации процесса оцифровки. Так как применяется контактное средство измерения (т.е., индуктивный датчик), то существует необходимость для поднятия индуктивного датчика над рабочей поверхностью функционального слоя заготовки 22 при его перемещении (в процессе сканирования) к следующей точке оцифровки.
Коррекция управляющих программ системы ЧПУ на отклонение от плоскостности рабочей поверхности функционального слоя заготовки 22 (коррекция по координате Z) учитывает неровности рабочей поверхности функционального слоя заготовки 22 (на которой производится формирование рисунка гравюры). По результатам оцифровки вносятся соответствующие изменения в исходную управляющую программу по координате Z.
После осуществления операции оцифровки и соответствующей коррекции исходных управляющих программ системы ЧПУ формируют ортогональную реперную координатную систему X1Y1Z1.
Реперную координатную систему X1Y1Z1 формируют от начальной точки (x1=0, y1=0, z1=0) оцифровки (функционально являющейся нулевой точкой этой системы), координаты которой (перед началом обработки) уточняют посредством обеспечения механического контакта вершины инструмента 9 (закрепленного в инструментодержателе 10) с рабочей поверхностью функционального слоя заготовки 22 в этой точке с последующей адаптацией реперной координатной системы X1Y1Z1 с нулевой точкой отсчета исходных управляющих программ.
Упомянутую адаптацию осуществляют через пространственную координатную привязку пулевой точки координатной системы X1Y1Z1 к нулевой точке ортогональной координатной системы XYZ отсчета станка, пространственно адаптированной с нулевой точкой отсчета исходных управляющих программ системы числового программного управления (ЧПУ).
Исходные управляющие программы предназначены для формирования фрагментов объемного рисунка гравюры в функциональном слое заготовки 22, которую (как ранее указывалось) предварительно закрепляют и позиционируют на установочной поверхности устройства 8 для пространственной ориентации относительно плоскости XY координатной системы XYZ. Исходные управляющие программы для формирования рисунка гравюры на рабочей поверхности функционального слоя заготовки 22 составляются (базируются) от некоторой исходной точки формируемого рисунка гравюры, координаты которой программно адаптированы с вышеупомянутой нулевой точкой отсчета реперной координатной системы X1Y1Z1.
После завершения формирования и соответствующей привязки реперной координатной системы X1Y1Z1 к нулевой точке отсчета управляющих программ осуществляют позиционирование непосредственно режущей части инструмента 9 (в частности, его вершины) относительно нулевой точки отсчета управляющих программ, координатно-адаптированной с координатной системой XYZ станка (т.е., с нулевой точкой этой системы).
Для этого осуществляют операции фотографирования передней поверхности режущей части инструмента 9, позицирования его вершины по трем координатам относительно нулевой точки сформированной реперной системы X1Y1Z1 и коррекции по координатам «x1» и «y1» проходящей через эту вершину продольной оси 20 инструмента 9 относительно параллельной оси Z или Z1 действительной оси вращения инструментодержателя 10. При этом обеспечивают визуальное отображение результатов упомянутых операций фотографирования, позиционирования и коррекции на экране монитора 11 управляющего механизмами перемещения станка компьютера 12, а также координатную адаптацию этих результатов с управляющими программами системы ЧПУ
Для реализации этих процессов используют оптико-электронную измерительную систему. Данная система включает телевизионный компьютерный микроскоп 13, который (как ранее указывалось) стационарно закрепляют на основном столе 7 станка таким образом, что главная оптическая ось 14 его объектива 15 ориентирована по направлению возвратно-поступательного перемещения основного стола 7 станка вдоль осей X (или X1) соответствующих координатных систем и координатно адаптирована с нулевой точкой координатной системы X1Y1Z1.
Таким образом, переднюю поверхность режущей части инструмента 12 (резца) вводят в поле зрения объектива 15 упомянутого микроскопа 13, его вершину совмещают с перекрестием ортогональных осей на экране монитора 11, которое расположено на главной оптической оси 14 упомянутого объектива 15, и осуществляют поворот инструментодержателя 10 на угол в пределах 360°.
Резец вводится в область поля зрения объектива 15 телевизионного микроскопа 13 в ручном режиме после его заточки и установки в инструментодержатель 10 станка. Поворот инструментодержателя вокруг его оси, по меньшей мере, на угол в 360°, осуществляется для выявления величины радиального смещения в плоскости XY (или Х1Y1) вершины резца (или продольной оси, проходящей через эту вершину, что равнозначно) относительно реальной оси вращения инструментодержателя 10. Поправка на величину выявленного смещения вводится в исходную программу ПЭВМ системы ЧПУ с соответствующей коррекцией этой программы в отношении данного конкретного инструмента 9.
Иными словами, в ручном режиме вершина резца корректируется по центру оптических осей объектива 15 телевизионного микроскопа 13 (визуально отображенных на экране монитора ПЭВМ в увеличенном масштабе), перекрестие которых изначально координатно адаптировано с нулевой точкой отсчета исходных управляющих программ.
В процессе технологического цикла обработки (т.е., после заданного числа отработанных управляющих программ или их файлов) инструмент 9 может автоматически (посредством откорректированной исходной программы ПЭВМ) вводиться в координатно-зафиксированную (вышеописанными методами) точку, расположенную в поле зрения телевизионного микроскопа 13 (т.е., точку, совпадающую с перекрестием ортогональных оптических осей объектива 15), для фотографирования режущей части инструмента 9 с целью обеспечения контроля ее качества и оценки пригодности инструмента 9 для дальнейшей обработки. После каждого фотографирования инструмент 9 возвращается (также в автоматическом режиме) ту же точку рабочей поверхности заготовки, на которой был прерван технологический цикл обработки.
Прецизионная обработка изделий со сложным пространственным профилем обрабатываемой поверхности (например, металлографских форм) требует точного выполнения и сопряжения участков с различной формой и профилем формируемого рельефа. Поскольку размеры используемого для данной обработки инструмента 9 могут быть аттестованы с погрешностью того же порядка, что и технологически заданные допуски на изготовление гравюр, а при смене инструмента 9, кроме того, возникают дополнительные погрешности положения вершины (и, соответственно, режущей кромки) инструмента 9, возникает необходимость после каждой смены инструмента 9 обеспечивать точную проверку фактического положения его вершины (режущей кромки) относительно нулевой точки реперной координатной системы X1Y1Z1 отсчета станка с последующей коррекцией упомянутого фактического положения рабочих элементов инструмента 9 относительно этой координатной системы. Аналогичная ситуация (в отношении необходимости коррекции фактического положения инструмента 9 в координатной системе отсчета станка) может возникнуть и в ряде иных случаев (например, при величине накопленной ошибки перемещения в механизмах позиционирующих узлов станка выше предельно допустимой). Причем при осуществлении обработки изделий со сложной пространственно ориентируемой структурой формируемого рельефа коррекцию положения вершины (режущей кромки) инструмента 9 необходимо осуществлять по трем координатам X1, Y1 и Z1 координатной системы отсчета станка.
Ввиду того, что визуальное отображение привязки к сформированной реперной системе X1Y1Z1 станка на экране 16 монитора 11 осуществляется в виде пересекающихся под прямым углом соответствующих осей, при соответствующем программном обеспечении в процессе реализации вышеописанного способа позиционирования инструмента 9 можно обеспечить измерение геометрических параметров и электронное фотографирование режущей части инструмента 9, например, для создание банка данных инструментов 9 и т.п.
Такая коррекция управляющих программ снижает в процессе последующей обработки примерно в два раза погрешность, возникающую вследствие эксцентричного расположения вершины инструмента 9 относительно оси поворота инструментодержателя 10.
Таким образом позиционирование и отсчет перемещений инструмента 9 в процессе формирования фрагментов объемного рисунка гравюры в функциональном слое заготовки 22 ведут от упомянутой нулевой точки реперной системы X1Y1Z1 согласно исходным управляющим программам системы ЧПУ с учетом коррекции по координатам «x1» и «y1» продольной оси инструмента 9 (проходящей через его вершину) относительно действительной оси вращения инструментодержателя 10 станка (параллельной оси Z или Z1), a также коррекции по результатам оцифровки.
Следует отметить, что упомянутые операции фотографирования передней поверхности режущей части инструмента 9, позицирования его вершины по трем координатам относительно нулевой точки сформированной реперной системы X1Y1Z1 и коррекции по координатам «x1» и «y1» продольной оси инструмента 9 относительно действительной оси вращения инструментодержателя 10 посредством оптико-электронной измерительной системы целесообразно осуществлять в прямом и теневом свете. Для этого упомянутую измерительную систему оснащают отражающим экраном 23, расположенным в поле зрения объектива 15 телевизионного компьютерного микроскопа 13 позади зоны ввода инструмента 9 в это поле, а также двумя осветителями 17 и 18. Один из осветителей 17 в этом варианте реализации способа позиционирования инструмента 9 необходимо устанавливать с возможностью осуществления подсветки экрана 23, а другой осветитель 18 - с возможностью осуществления подсветки передней поверхности режущей части инструмента 9.
Данный вариант конструктивного исполнения оптико-электроной измерительной системы изображен на фиг.13.
Данная система стационарно устанавливается на основном столе 7 станка (осуществляющим возвратно-поступательное перемещение вдоль оси X /или X1/ соответствующих координатных систем станка).
Между телевизионной камерой 24 и объективом 15 телевизионного компьютерного микроскопа 13 установлены удлинительные кольца 25. Оптико-электронная часть измерительной системы фиксируется на двух стойках 26 и 27 с регулируемой высотой. Выбранная высота закрепляется фиксатором 28. Осветители 17 и 18, а также экран 23 закреплены на третьей стойке 29 и регулируются по высоте одновременно с оптико-электронной частью.
Телевизионная камера 24 соединяется с компьютером 12 телевизионным кабелем посредством установленной в нем платы видеозахвата, например, модели EZ Capture фирмы Aver Media. В качестве телевизионной камеры 24 может быть использована черно-белая телекамера RC - 583С с встроенным блоком питания, а в качестве осветителей 17 и 18 - осветители светодиодные белого света марки «Porta».
Использование в оптико-электронной измерительной системе отражающего экрана 23 и двух осветителей 17 и 18 позволяет повысить контрастность изображения режущей части инструмента 9 (в особенности ее границ, т.е., режущих кромок) на экране 16 монитора 11, что повышает качество и эффективность контроля его параметров в режиме автоматического фотографирования.
На базе откорректированных исходных управляющих програм на станке рассматриваемого автоматизированного гравировального комплекса может выполняться строгание и фрезерование канавок различной формы постоянной или переменной глубины (прямолинейные, круговые, синусоидальные, сложной формы) и семейства этих канавок, в том числе пересекающиеся друг с другом.
Для выполнения перечисленных видов работ (помимо технологических возможностей, непосредственно вытекающих из технических характеристик станка) предусмотрены следующие вспомогательные технологические циклы и приемы, обеспечиваемые конструкцией станка и управляющими программами:
- коррекция положения точек рабочей поверхности функционального слоя заготовки по координате Z с учетом микронеровностей этой поверхности (оцифровка);
- определение положения и координатная привязка рабочей поверхности (т.е., нулевой точки отсчета реперной системы X1Y1Z1) функционального слоя заготовки относительно координатной системы отсчета станка;
- определение погрешностей заточки и установки инструмента 9 в инструментодержателе 10 станка и коррекция управляющих программ на основе полученных данных.
Непосредственно технология обработки изделия (т.е., схемы резания) на заявленном прецизионном гравировальном станке подробно не раскрывается, поскольку является технологическим «НОУ-ХАУ».
Однако целесообразно отметить некоторые особенности технологии обработки.
В частности, в используемой на программно-аппаратном комплексе с заявленной исполнительной системой технологии резания необходимо придерживаться условия минимизации контакта задней поверхности резца с поверхностью резания (т.е., условия расположения упомянутой задней поверхности резца в области уже снятого припуска на протяжении всего прохода резца). Данное условие может быть реализовано в том числе и при углах расположения передней поверхности инструмента по отношению к поверхности резания, отличных от 90°, причем в достаточно широком диапазоне (при определенной, не раскрываемой в рамках настоящей заявки, схеме резания). Кроме того, широкий диапазон допустимых углов расположения передней поверхности инструмента по отношению к поверхности резания позволяет в значительной степени упростить программное обеспечение системы ЧПУ станка без снижения качества и точности обработки.
Следует отметить, что формирование каждой профильной структуры на полную глубину, с использованием заявленного технического решения, может быть осуществлено как за один проход инструмента 9, так и за несколько проходов (в зависимости от соотношения глубины /высоты/ данной структуры к ее ширине или от объема материала в удаляемом припуске).
В связи с этим, при однопроходной обработке дополнительные перемещения инструмента 9 (посредством поворота его оси 20) целесообразно осуществлять непосредственно в процессе главного формообразующего перемещения инструмента 9. Это позволяет повысить производительность технологического процесса формирования профильных структур в целом, а также повысить точность обработки в связи с исключением дополнительной погрешности обработки, накапливаемой в кинематических цепях исполнительной системы позиционирования и относительного рабочего перемещения инструмента 9 станка.
В случае многопроходной обработки дополнительные перемещения инструмента 9 (посредством поворота его оси 20) целесообразно осуществлять только в процессе окончательных чистовых проходов главного формообразующего перемещения инструмента 9.
Совершенно очевидно, что посредством сообщения дополнительных перемещений инструменту 9 (посредством поворота его оси 20 в заданных плоскостях на заданный угол и с заданной частотой изменения направления этих перемещений) можно формировать как визуально воспринимаемые элементы защиты от подделки (т.е., дополнительные микроструктуры на поверхности формируемых в функциональном слое профильных структур), так и визуально не воспринимаемые (т.е., дополнительные наноструктуры), однако считываемые машинным способом посредством соответствующих детекторов.
Здесь следует отметить, что дополнительные перемещения инструмента 9 при использовании заявленной исполнительной системы могут осуществляться посредством нижеперечисленных технологических режимов функционирования.
Дискретно-статический режим функционирования
Режим, при котором поворот оси инструмента 9 на заданный угол в определенной плоскости (плоскостях) осуществляют однократно до начала осуществления цикла обработки. То есть, в зависимости от пространственного расположения плоскостей поворота обеспечивается изменение на постоянные величины углов наклона боковых стенок и (в случае использования режущего инструмента с трапецеидальным сечением) дна формируемых основных профильных структур по отношению к плоскости функционального слоя изделия, а также глубины формируемой канавки и ее ширины в плане.
Дискретно-динамический режим функционирования
Режим, при котором поворот оси инструмента 9 в определенной плоскости (плоскостях) на заданный угол в течение заданного промежутка времени осуществляют однократно, причем в процессе осуществления цикла обработки. То есть, в зависимости от пространственного расположения плоскостей поворота обеспечивается изменение на постоянную величину углов наклона боковых стенок и (в случае использования режущего инструмента с трапецеидальным сечением) дна формируемых основных профильных структур по отношению к плоскости функционального слоя изделия, а также глубины формируемой канавки и ее ширины в плане. При этом упомянутый заданный угол в каждой плоскости поворота является константой в течение упомянутого заданного промежутка времени.
Импульсный режим функционирования
Режим, при котором поворот оси инструмента 9 в определенной плоскости (плоскостях) в заданном диапазоне углов осуществляют импульсно через заданные промежутки времени в процессе осуществления цикла обработки. То есть, в зависимости от пространственного расположения плоскостей поворота обеспечивается дискретное изменение углов наклона боковых стенок и (в случае использования режущего инструмента с трапецеидальным сечением) дна формируемых основных структур в заданном диапазоне по отношению к плоскости функционального слоя изделия, а также глубины формируемой канавки и ее ширины в плане на участках траектории перемещения инструмента 9, формируемых в период времени между импульсами.
Импульсный циклический режим функционирования
Режим, при котором поворот оси инструмента 9 в определенной плоскости (плоскостях) в заданном диапазоне углов осуществляют импульсно через заданные промежутки времени в процессе осуществления цикла обработки. Причем в течение периода импульса инструмент 9 возвращается в исходное положение. То есть, обеспечивается плавное изменение углов наклона боковых стенок и (в случае использования режущего инструмента с трапецеидальным сечением) дна формируемых основных структур в заданном диапазоне по отношению к плоскости функционального слоя изделия, а также глубины формируемой канавки и ее ширины в плане на участках траектории перемещения инструмента 9, формируемых в течение периода импульса.
Непрерывный режим функционирования
Режим, при котором поворот оси инструмента 9 в определенной плоскости (плоскостях) в заданном диапазоне углов осуществляют непрерывно в процессе осуществления цикла обработки. То есть, обеспечивается непрерывное плавное изменение углов наклона боковых стенок и (в случае использования режущего инструмента с трапецеидальным сечением) дна формируемых основных структур в заданном диапазоне по отношению к плоскости функционального слоя изделия, а также глубины формируемой канавки и ее ширины в плане на всей траектории перемещения инструмента 9.
Непрерывный циклический режим функционирования
Режим, при котором поворот оси 20 инструмента 9 в определенной плоскости (плоскостях) в заданном диапазоне углов «α» осуществляют непрерывно по замкнутому циклу в процессе осуществления цикла обработки. То есть, в течение периода замкнутого цикла инструмент 9 возвращается в исходное положение. То есть, обеспечивается непрерывное, плавное, циклически повторяющееся изменение углов наклона боковых стенок и (в случае использования режущего инструмента 9 с трапецеидальным сечением) дна формируемых основных профильных структур в заданном диапазоне по отношению к плоскости функционального слоя изделия, а также глубины формируемой канавки и ее ширины в плане на всей траектории перемещения инструмента 9.
Совершенно очевидно, что на программно-аппаратном комплексе с заявленной исполнительной системой может быть реализован и интегрированный режим формирования каждой профильной структуры (канавки или выступа) и/или семейства данных структур, организованный посредством различного сочетания вышерассмотренных режимов функционирования.
Некоторые примеры изменения поперечного и продольного профиля, а также формы в плане формируемых дискретных профильных структур посредством сообщения инструменту 9 дополнительных модулирующих перемещений приведены на фиг.8-12.
Точность формирования дополнительных микро- и наноструктур известными из современною уровня техники средствами перемещения микрометрического диапазона обеспечивается за счет редуцирования (в частности, уменьшения) величины перемещения режущей части инструмента 9 по отношению к величине перемещения исполнительных элементов упомянутых известных средств перемещения на величину коэффициента редукции, который определяется пространственным расположением центра поворота оси 20 инструмента 9 относительно точки приложения внешней нагрузки (со стороны средства перемещения) и вершины инструмента 9.
Совершенно очевидно, что посредством заявленного технического решения обеспечивается возможность формирования с микро- и нанометрической точностью неограниченного множества вариаций профиля и формы в плане формируемых в функциональном слое изделия профильных структур рисунка гравюры, а также дополнительных микро- и наноструктур (функционально являющихся дополнительными элементами защиты изделия от подделки), расположенных на соответствующих поверхностях основных профильных структур (причем на известном из уровня техники станочном оборудовании и с помощью известных из уровня техники средств перемещения с миллиметровой или микрометрической дискретностью шага перемещения).
В качестве примера на фиг.14 графически проиллюстрирована траектория интегрального формообразующего перемещения (кривая Y1) инструмента, формируемого посредством главного формообразующего перемещения (кривая Y1i), а также двух дополнительных перемещений (кривые Y2i и Y3i), которые (т.е., указанные кривые) программно организованы в соответствии со следующими исходными данными и функциями:




В программно-аппаратном комплексе с заявленной исполнительной системой качестве металлорежущего станка может быть использован гравировально-фрезерный станок, оснащенный независимым приводом вращения инструмента 9. При этом инструментодержатель 10 должен быть кинематически связан с сопряженным с ним узлом 19 дополнительного перемещения инструмента 9 с возможностью относительного вращения, а с автономным независимым приводом вращения инструмента 9 - посредством гибкого передаточного звена, например гибкого вала, функционально являющегося шпинделем 4 станка.
Совершенно очевидно, что при использовании в качестве металлорежущего станка строгального станка в случае необходимости поворота инструмента 9 вокруг собственной оси 20 с целью обеспечения ориентации его передней поверхности относительно направления резания (т.е., при криволинейной траектории главного формообразующего перемещения) необходимо использовать конструкцию шпиндельного узла, аналогичную вышеописанной для гравировально-фрезерного станка. То есть, инструментодержатель 10 должен быть кинематически связан с сопряженным с ним узлом 19 дополнительного перемещения инструмента 9 с возможностью относительного вращения, а с независимым приводом вращения инструмента 9 - посредством гибкого передаточного звена, например гибкого вала, функционально являющегося шпинделем 4 станка.
При использовании в качестве металлорежущего станка гравировально-строгального станка в качестве режущего инструмента 9 может быть использован:
- строгальный резец с треугольной формой передней поверхности, а центр О2 поворота оси инструментодержателя 10 может быть совмещен, в пределах технологического допуска, с вершиной резца;
- строгальный резец с трапециевидной формой передней поверхности, а центр O2 поворота оси инструментодержателя 10 может быть совмещен, в пределах технологического допуска, с точкой пересечения этой оси с поперечной режущей кромкой резца;
- строгальный резец, режущая часть которого имеет форму трехгранной пирамиды, каждая грань которой функционально является передней поверхностью резца.
При использовании в качестве металлорежущего станка гравировально-фрезерного станка в качестве режущего инструмента может быть использована фреза, преимущественно, треугольного или трапециевидного профиля.
Таким образом, программно-аппаратный комплекс с заявленной исполнительной системой может быть использован для автоматизированной мехатронной обработки резанием функционального слоя изделия со сложным пространственным профилем и формой (в плане) формируемых в функциональном слое профильных структур фрагментов рисунка гравюры с высокой степенью точности, при обеспечении возможности, преимущественно, одновременного (т.е., в реальном режиме времени) формирования на поверхности упомянутых профильных структур дополнительных микро- и/или наноструктур, функционально являющихся специальными, дополнительными, как правило, программно-организованными (т.е., машиносчитываемыми) элементами защиты изделия от подделки (т.е., несанкционированного воспроизводства) при использовании известного из уровня техники станочного оборудования. Например, программно-аппаратный комплекс с заявленной исполнительной системой может быть успешно реализован при изготовлении печатных форм для металлографской печати, используемых для производства денежных знаков (банкнот) и иных ценных бумаг, что подтверждает соответствие заявленного технического решения условию патентоспособности «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ МЕТАЛЛОГРАФСКОЙ ФОРМЫ НА АВТОМАТИЗИРОВАННОМ ГРАВИРОВАЛЬНОМ ПРОГРАММНО-АППАРАТНОМ КОМПЛЕКСЕ | 2011 |
|
RU2470746C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА | 1999 |
|
RU2165348C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО РЕЗЦА | 2012 |
|
RU2491156C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
Система содержит средства позиционирования и главного формообразующего относительного перемещения инструмента, включающие координатно организованную механическую структуру главного перемещения инструмента относительно поверхности функционального слоя, а также систему числового программного управления средствами позиционирования и главного перемещения инструмента. Для расширения функциональных возможностей средства позиционирования и главного перемещения инструмента дополнительно содержат, по меньшей мере один, первый узел дополнительного перемещения инструмента, выполненный с возможностью осуществления поворота продольной оси инструметодержателя, совпадающей в пределах технологического допуска с осью инструмента, на заданный угол в по меньшей мере одной плоскости. При этом первый узел функционально выполнен первым средством модуляции регламентированных главным формообразующим перемещением инструмента геометрических параметров профиля и формы в плане дискретных профильных структур, обеспечивающим возможность формирования интегрального формообразующего перемещение инструмента, и оснащен в каждой плоскости поворота независимыми приводами перемещения, программно-организованными с возможностью осуществления первого дополнительного модулирующего перемещения с различными периодом цикла и амплитудой дифференциальных колебательных процессов инструментодержателя в совмещенных плоскостях поворота. 11 з.п. ф-лы, 14 ил.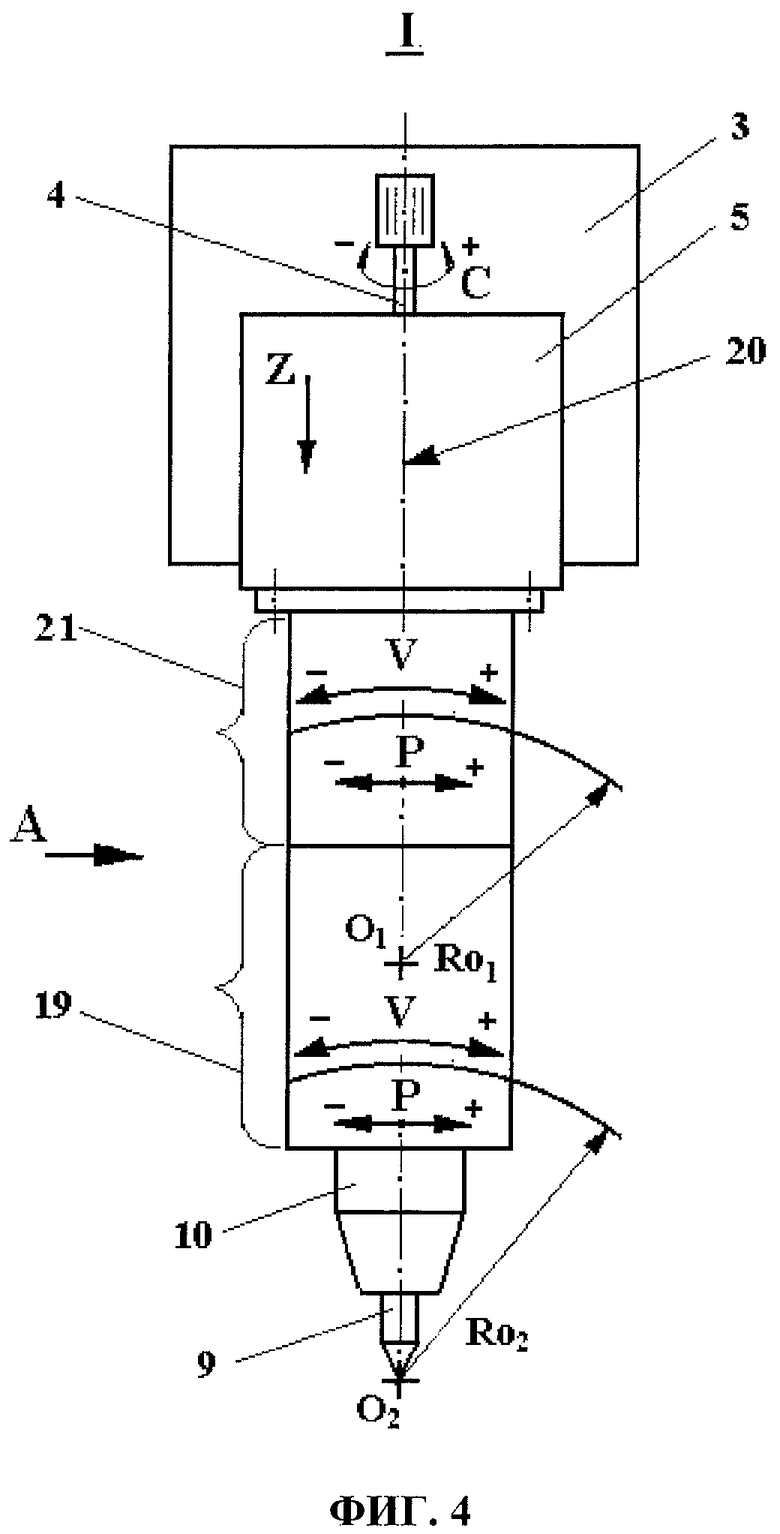
1. Исполнительная система программно-аппаратного комплекса для формирования резанием дискретных профильных структур рисунка гравюры в функциональном слое печатной формы, содержащая средства позиционирования и главного формообразующего относительного перемещения инструмента, включающие координатно организованную механическую структуру главного формообразующего перемещения инструмента относительно поверхности функционального слоя и систему числового программного управления средствами позиционирования и главного формообразующего перемещения инструмента, отличающаяся тем, что средства позиционирования и главного формообразующего относительного перемещения инструмента дополнительно содержат, по меньшей мере, один первый узел дополнительного перемещения инструмента, выполненный с возможностью осуществления поворота продольной оси инструметодержателя, совпадающей в пределах технологического допуска с осью инструмента, на заданный угол в, по меньшей мере, одной плоскости, при этом первый узел функционально выполнен первым средством модуляции регламентированных главным формообразующим перемещением инструмента геометрических параметров профиля и формы в плане дискретных профильных структур, обеспечивающим возможность формирования интегрального формообразующего перемещение инструмента; при этом упомянутый первый узел оснащен в каждой плоскости поворота независимыми приводами перемещения, программно организованными с возможностью осуществления первого дополнительного модулирующего перемещения с различными периодом цикла и амплитудой дифференциальных колебательных процессов инструментодержателя в совмещенных плоскостях поворота.
2. Исполнительная система по п.1, отличающаяся тем, что средства позиционирования и главного формообразующего перемещения инструмента дополнительно содержат, по меньшей мере, один второй узел дополнительного перемещения инструмента, функционально выполненный в виде второго средства модуляции регламентированных упомянутым интегральным формообразующим перемещением инструмента геометрических параметров профиля и формы в плане дискретных профильных структур, при этом упомянутый второй узел выполнен с возможностью осуществления поворота продольной оси инструментодержателя совместно с инструментом на заданный угол в, по меньшей мере, одной плоскости, совмещенной в пределах технологического допуска с плоскостью поворота оси инструментодержателя, обеспечиваемого первым узлом дополнительного перемещения, при этом второй узел дополнительного перемещения оснащен в каждой плоскости поворота независимыми приводами перемещения, программно организованными с возможностью осуществления второго дополнительного модулирующего перемещения с различными периодом цикла и амплитудой дифференциальных колебательных процессов инструментодержателя совместно с инструментом по отношению к колебательным процессам, совершаемым посредством первого узла в совмещенных плоскостях поворота.
3. Исполнительная система по п.1 или 2, отличающаяся тем, что узлы дополнительного перемещения инструмента выполнены с возможностью осуществления циклического поворота оси инструментодержателя относительно одного центра поворота, лежащего в пределах технологического допуска на оси инструментодержателя.
4. Исполнительная система по п.1 или 2, отличающаяся тем, что узлы дополнительного перемещения инструмента выполнены с возможностью осуществления циклического поворота оси инструментодержателя относительно одного центра поворота, совмещенного в пределах технологического допуска с вершиной инструмента.
5. Исполнительная система по п.1 или 2, отличающаяся тем, что узлы дополнительного перемещения инструмента выполнены с возможностью осуществления циклического поворота оси инструментодержателя относительно пространственно разнесенных центров поворота, лежащих в пределах технологического допуска на оси инструментодержателя.
6. Исполнительная система по п.1 или 2, отличающаяся тем, что узлы дополнительного перемещения инструмента выполнены с возможностью осуществления циклического поворота оси инструментодержателя относительно одного центра поворота, лежащего за пределами оси инструментодержателя.
7. Исполнительная система по п.1 или 2, отличающаяся тем, что узлы дополнительного перемещения инструмента выполнены с возможностью осуществления циклического поворота оси инструментодержателя относительно пространственно разнесенных центров поворота, лежащих за пределами оси инструмента.
8. Исполнительная система по п.1 или 2, отличающаяся тем, что первый и/или второй узлы дополнительного перемещения инструмента выполнены в виде плоских и/или пространственных шарнирных механизмов, кинематически связывающих инструментодержатель со шпиндельной бабкой станка и управляемых посредством программно организованной системы независимых приводов электромеханического, и/или магнитомеханического, и/или электромагнитного типов.
9. Исполнительная система по п.1 или 2, отличающаяся тем, что узлы дополнительного перемещения инструмента, обеспечивающие дополнительные модулирующие перемещения с меньшими периодами циклов и амплитудой дифференциальных колебательных процессов инструмента, последовательно размещены в непосредственной близости к инструментодержателю.
10. Исполнительная система по п.8, отличающаяся тем, что узлы дополнительного перемещения инструмента скомпонованы так, что подвижное звено каждого последующего шарнирного узла функционально является базовым звеном предыдущего шарнирного узла, предназначенным для базирования на нем программно организованного независимого привода перемещения подвижного звена этого шарнирного узла.
11. Исполнительная система по п.1 или 2, отличающаяся тем, что координатно организованная механическая структура главного формообразующего перемещения инструмента выполнена трехкоординатной с ортогональным расположением осей.
12. Исполнительная система по п.1 или 2, отличающаяся тем, что средства позиционирования и главного формообразующего относительного перемещения инструмента дополнительно содержат узел вращательного движения инструментодержателя с независимым приводом.
| Приспособление для уплотнения шарниров всасывающих массопроводных труб | 1936 |
|
SU48164A1 |
| УСТРОЙСТВО для МЕХАНИЧЕСКОЙ ЗАПИСИ ИЗОБРАЖЕНИЯ | 0 |
|
SU342213A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФА В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2001 |
|
RU2299813C2 |
| Газогенератор для автомобилей и тракторов | 1929 |
|
SU14022A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

