Способ работы на станке с неавтоматическим управлением относится к металлообработке и может применятся для обучения и работы на металлорежущих станках с неавтоматическим управлением рабочих, не имеющих специальных навыков работы на станке.
Из предшествующего уровня техники известно по патенту SU 1051558 A, опубл. 30.01.1983, устройство для обучения работы на металлорежущем станке с неавтоматическим управлением, которое реализует способ работы на этом станке, включающий обработку заготовки при помощи индикатора, связанного с датчиками координатных перемещений, установленными на исполнительных механизмах станка посредством промежуточных элементов, в соответствии с указаниями, появляющимися на экране осциллографа, информирующими о ходе процесса обработки, а также изображающими процесс обработки в режиме реального времени. Недостатком данного способа является несовершенство информации, получаемой рабочим на экране осциллографа, как следствие, снижение производительности труда и затруднение в обучении обработке на металлорежущем станке.
Из уровня техники по свидетельству на полезную модель RU 35457 U, опубл. 10.01.2004, известен учебный сверлильно-фрезерный станок с компьютерной системой ЧПУ, который является ближайшим аналогом заявленного изобретения в варианте, когда система компьютерного ЧПУ отключена и станок работает в неавтоматическом режиме. Способ работы на станке, который является ближайшим аналогом заявленного изобретения, включает обработку заготовки на станке при помощи компьютера, связанного с датчиками координатных перемещений, установленными на исполнительных механизмах станка посредством промежуточных элементов, в соответствии с указаниями, появляющимися на экране монитора, информирующими о ходе процесса обработки, а также изображающими процесс обработки в режиме реального времени. Недостатком ближайшего аналога является то, что при отключении автоматической связи со станком сложно осуществить привязку реальной модели к модели виртуальной, которая изображается на экране монитора, как следствие, снижение точности обработки на металлорежущем станке.
Технической задачей заявленного изобретения является повышение точности и производительности работы на металлорежущем станке с неавтоматическим управлением обработчиков, не имеющих специальных навыков работы на станке.
Для решения поставленной технической задачи в способе работы на станке с неавтоматическим управлением, включающем обработку заготовки на станке при помощи компьютера, связанного с датчиками координатных перемещений, установленными на исполнительных механизмах станка посредством промежуточных элементов, в соответствии с указаниями, появляющимися на экране монитора, информирующими о ходе процесса обработки, а также изображающими процесс обработки в режиме реального времени, на экране компьютера предварительно высвечивают шаблон выбранного инструмента, шаблон заготовки, внутри которого расположен шаблон детали с допусками, далее осуществляют привязку инструментов и заготовки, а также виртуального изображения на мониторе к реальному положению на станке.
В способе работы на станке с неавтоматическим управлением есть дополнительная возможность записывать ход процесса обработки детали в памяти компьютера.
В способе работы на станке с неавтоматическим управлением возможно получение указаний на экране монитора в виде бегущей информационной строки или видеоклипа, какие рукоятки надо вращать или устанавливать в определенное положение.
В способе работы на станке с неавтоматическим управлением возможно осуществление работы на станке по цифровой индикации абсолютных и относительных значений по каждой координате, высвечивающейся на мониторе.
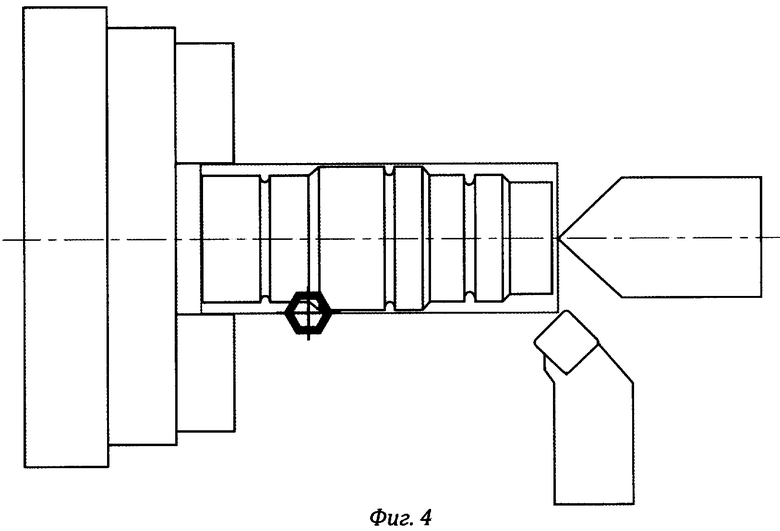
В способе работы на станке с неавтоматическим управлением в точке, куда нужно переместить инструмент, загорается индикатор-прицел, на который направлены лучи от инструмента.
Сущность заявленного изобретения поясняется чертежами:
Фиг.1. Общий вид станка с комплектующими.
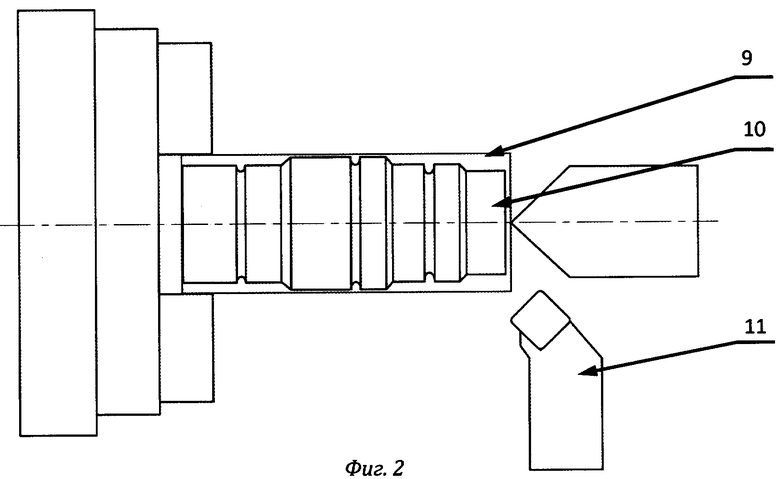
Фиг.2. Предварительное изображение заготовки и детали на экране монитора.
Способ работы на станке с неавтоматическим управлением осуществляется следующим образом. Станок (1) комплектуется системным блоком (2) с установленной платой связи (3) и датчиками положения (4), монитором (5), мышью (6), флэш-памятью (7).
Работа на станке может осуществляться в нескольких режимах, которые реализуются посредством сигналов, полученных от датчиков положения (4) через промежуточные элементы, такие, как плата связи (3), с системным блоком компьютера (2).
Может осуществляться режим «Мастер», в котором рабочий ведет обработку заготовки самостоятельно, в ходе которого первоначально на мониторе (5) высвечивается шаблон заготовки (9), шаблон детали с допусками (10), шаблон выбранного инструмента (11). В процессе обработки устройство предупреждает рабочего о приближении к опасным зонам на станке и отклонениях от размеров детали, превышающих заданные допуски.
В режиме «Наставник» рабочий ведет обработку, координируя свои действия в соответствии с указаниями, получаемыми с экрана монитора.
Предварительно на экране компьютера высвечиваются шаблон выбранного инструмента (11), шаблон заготовки (9), внутри которого расположен шаблон детали (10) с допусками, далее осуществляют привязку инструментов и заготовки, а также виртуального изображения на мониторе к реальному на станке. В точке, куда нужно переместить инструмент, загорается индикатор-прицел, на который направлены лучи от инструмента. Таким образом, перемещаясь от точки к точке, происходит обработка заготовки, которая превращается в деталь. Дополнительно рабочему выдают рекомендации на мониторе (5) в виде бегущей информационной строки или видеоклипа, какие рукоятки надо вращать или установить в определенное положение, чтобы перемещаться в заданном направлении и обеспечивать необходимые режимы резания.
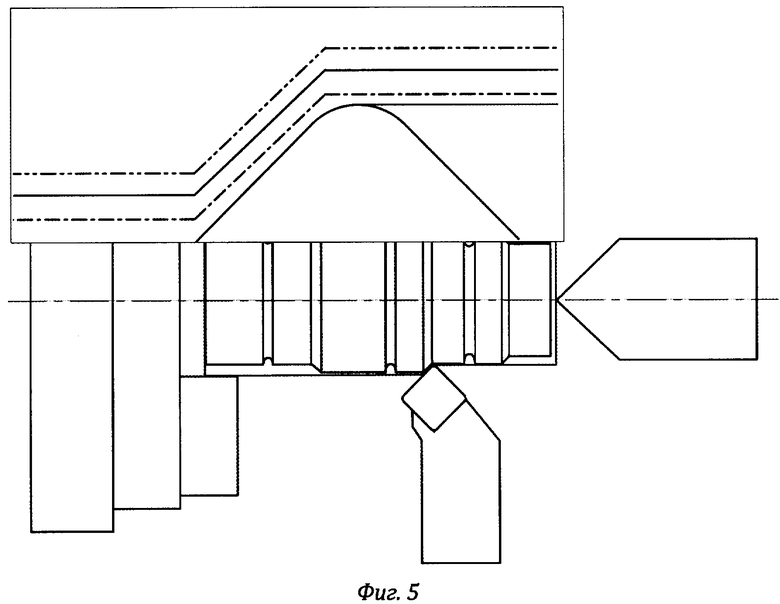
Одновременно с объемным изображением на экране может высвечиваться масштабируемая метрическая сетка с наложенными на нее контурами заготовки, инструмента и детали с допусками, которая позволяет рабочему за счет изменения масштаба выделить фрагмент и обеспечить более высокую точность обработки.
Режим «Демо» позволяет проследить весь процесс обработки детали без реального перемещения на станке.
Режим «Индикация» позволяет вести обработку детали по цифровой индикации, на экране монитора (5) высвечиваются абсолютные и относительные значения по каждой координате.
Режим «С записью» - в этом режиме рабочий может сформировать упрощенную программу для работы в режиме «Наставник» и «Демо».
Далее приводится пример обработки заготовки с уже существующим чертежом, но данный пример не отображает все возможности данного способа, так как обработка может производиться и по чертежам, созданным рабочим в известном графическом редакторе.
Пример 1:
1. На мониторе открывается деталь внутри заготовки (фиг.2);
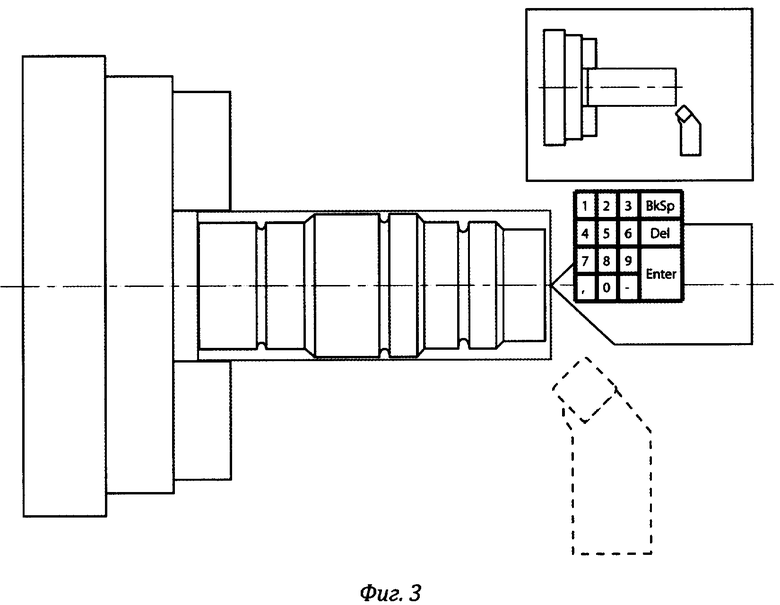
2. Выбирается и устанавливается заданный инструмент, а также производится привязка инструмента к заготовке и детали (фиг.3);
3. Процесс обработки с выходом на индикатор-прицел (фиг.4);
4. Использование метрической сетки для более высокой точности обработки (фиг.5);
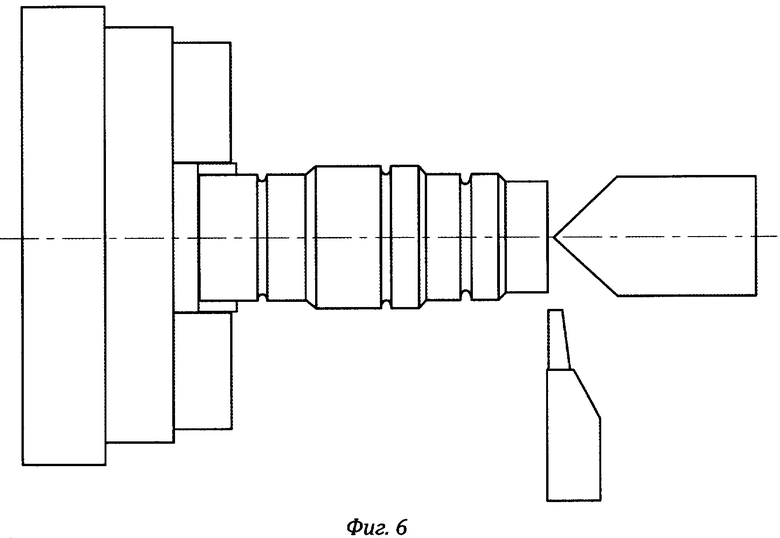
5. Обработанная деталь (фиг.6).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| СПОСОБ ОБУЧЕНИЯ НАВЫКАМ ПРИМЕНЕНИЯ РУЧНЫХ ИНСТРУМЕНТОВ | 2019 |
|
RU2716810C1 |
| СПОСОБ ИСПОЛЬЗОВАНИЯ СРЕДСТВ ДОПОЛНЕННОЙ РЕАЛЬНОСТИ ДЛЯ ВЗАИМОДЕЙСТВИЯ ПОЛЬЗОВАТЕЛЯ С ГИБОЧНЫМ СТАНКОМ ДЛЯ ОБУЧЕНИЯ РАБОТЕ С НИМ | 2024 |
|
RU2833412C1 |
| ЭЛЕКТРОННЫЙ БЛОК СЕНСОРНОГО УПРАВЛЕНИЯ КООРДИНАТНЫМ СТАНКОМ | 2014 |
|
RU2571669C2 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ ДОПОЛНЕННОЙ РЕАЛЬНОСТИ И РОБОТОТЕХНИЧЕСКАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2713570C1 |
| СПОСОБ ПРОВЕДЕНИЯ РЕМОНТОВ И РЕКОНСТРУКЦИИ ЖЕЛЕЗНОДОРОЖНОЙ ИНФРАСТРУКТУРЫ С ИСПОЛЬЗОВАНИЕМ ЦИФРОВОЙ МОДЕЛИ ПУТИ | 2011 |
|
RU2465385C1 |
| СИСТЕМА И СПОСОБ НЕЙРОТРЕНИНГА С ИСПОЛЬЗОВАНИЕМ ИГРОВОЙ СРЕДЫ | 2023 |
|
RU2829688C1 |
| СПОСОБ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ ВЕДЕНИЕМ СНАЙПЕРСКОГО ОГНЯ | 2011 |
|
RU2474782C1 |
Способ работы на станке с неавтоматическим управлением относится к металлообработке. Способ включает обработку заготовки на станке при помощи компьютера, связанного с датчиками координатных перемещений, датчики устанавливают на исполнительных механизмах станка посредством промежуточных элементов. Заготовку обрабатывают в соответствии с указаниями, появляющимися на экране монитора, информирующими о ходе процесса обработки, а также изображающими процесс обработки в режиме реального времени. Предварительно на экране компьютера высвечивают шаблон выбранного инструмента, шаблон заготовки, внутри которого расположен шаблон детали с допусками, далее осуществляют привязку инструментов и заготовки, а также виртуального изображения на мониторе к реальному на станке. Обеспечивается повышение точности и производительности работы на металлорежущем станке с неавтоматическим управлением. 5 з.п. ф-лы, 6 ил.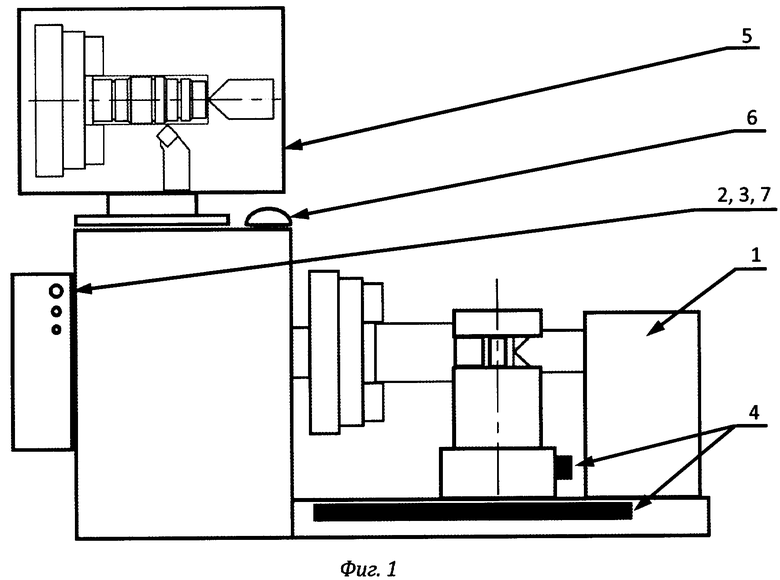
1. Способ обработки заготовки при обучении навыкам работы на станке с неавтоматическим управлением, включающий использование компьютера, связанного с датчиками координатных перемещений, установленными на исполнительных механизмах станка посредством промежуточных элементов, и отображение процесса обработки в режиме реального времени и указаний, информирующих о ходе процесса обработки на экране монитора компьютера, отличающийся тем, что предварительно на экране монитора компьютера отображают шаблон выбранного инструмента, шаблон заготовки, внутри которого расположен шаблон детали с допусками, далее осуществляют привязку инструментов к заготовке, а также виртуального изображения на мониторе к реальному на станке.
2. Способ по п.1, отличающийся тем, что ход процесса обработки детали записывают в памяти компьютера.
3. Способ по п.1, отличающийся тем, что указания на экране монитора компьютера выдают в виде бегущей информационной строки или видеоклипа, показывающих какие рукоятки надо вращать или устанавливать в определенное положение.
4. Способ по п.1, отличающийся тем, что работу на станке осуществляют по цифровой индикации абсолютных и относительных значений по каждой координате, высвечивающейся на мониторе.
5. Способ по п.1, отличающийся тем, что на экране монитора высвечивают метрическую сетку с наложенными на нее контурами заготовки, инструмента и детали с допусками.
6. Способ по п.1, отличающийся тем, что используют индикатор-прицел, на который направляют лучи от инструмента, для указания точки, в которую следует переместить инструмент.
| Аппарат для контроля очистки почтовых ящиков | 1933 |
|
SU35457A1 |
| Зубчатый (фрикционный) редуктор | 1956 |
|
SU105158A1 |
| DE 102004049938 A1, 27.04.2006. | |||

