Изобретение относится к способам изготовления верхней крышки для стиральной машины, а также пригодно для изготовления крышек бытовых устройств, в частности, крышек посудомоечных машин.
Известен способ изготовления столешниц, который состоит в том, что берут две концентрических окантовочных рамки и между ними устанавливают пластину из древесно-стружечной плиты (ДСП). Наружная окантовочная рамка предназначена для дизайнерского оформления, а внутренняя окантовочная рамка содержит выступы и зажимы для фиксации пластины из ДСП и окантовочных рамок между собой. По краю верхней и нижней поверхности пластины из ДСП и окантовочной рамкой вставляется гибкая изолирующая прокладка. [1]
Недостатком данного способа является то, что гибкая изолирующая прокладка не обеспечивает надежную герметизацию торцов пластины из ДСП от возможного попадания жидкости или паров жидкости, что приводит к разбуханию пластины.
Известен способ изготовления столешниц для стиральных машин, который состоит в том, что пластину из ДСП вставляют в паз гибкой окантовочной рамки. Паз окантовочной рамки расположен на внутреннем контуре окантовочной рамки и выполнен шире, чем габаритные размеры пластины из ДСП. Затем через отверстия в нижней полке паза окантовочной рамки впрыскивают герметизирующий материал (например, на силиконовой основе) между торцами пластины из ДСП и внутренней поверхностью паза. [2]
Такое изготовление верхней крышки для стиральной машины также не обеспечивает герметичность торцов пластины из ДСП, требует дополнительного оборудования и оснастки, что приводит к увеличению энергозатрат и трудоемкости процесса изготовления, увеличению материалоемкости, снижению качества и производительности.
Наиболее близким к предложенному является способ изготовления верхней крышки для стиральной машины, при котором пластину из ДСП с ламинированным покрытием помещают в пресс-форму и затем соединяют связующим профилем с окантовочной рамкой, выполненной из литьевого полимерного материала, в процессе литья окантовочной рамки под давлением. Связующий профиль своими полками охватывает по контуру торцы, верхние и нижние края поверхности пластины из ДСП с ламинированным покрытием. [3]
Данный способ изготовления верхней крышки для стиральной машины близок по существу к заявляемому способу, но при известных параметрах литья под давлением не обеспечивает заполнение сколов и пор на поверхностях и торцах пластины из ДСП, образованных при изготовлении распиловкой пластины ДСП с ламинированным покрытием. В процессе эксплуатации возможно проникновение в пластину из ДСП паров жидкости через микронеровности, сколы, поры, что приводит к набуханию пластины из ДСП и уменьшению срока ее эксплуатации. Кроме того, при воздействии на пластину из ДСП расплава полимерного материала, в процессе литья окантовочной рамки, происходит отрыв частиц древесно-стружечного материала с поверхностей и торцов, вынос их на лицевую поверхность окантовочной рамки, что приводит к снижению выхода годных изделий. Вследствие того, что крышка имеет большие габаритные размеры, а при остывании литьевого материала возникают значительные усадки, это приводит к деформации (короблению и скручиванию) пластины из ДСП и окантовочной рамки.
Задачей данного изобретения является повышение качества и уменьшение брака при изготовлении верхней крышки для стиральной машины.
Техническим результатом, на который направлено изобретение, является обеспечение затекания литьевого материала в поры и сколы пластины из ДСП с ламинированным покрытием, повышение производительности и срока эксплуатации, предотвращение отрыва частиц древесно-стружечного материала от пластины из ДСП с ламинированным покрытием, снижение деформации.
Указанный технический результат достигается тем, что способ изготовления верхней крышки для стиральной машины, при котором пластину из ДСП с ламинированным покрытием помещают в пресс-форму и соединяют по контуру с окантовочной рамкой, выполненной из литьевого полимерного материала, связующим профилем, выполненным на внутреннем контуре окантовочной рамки, в процессе литья под давлением, связующий профиль охватывает торцы и края верхней и нижней поверхностей пластины из ДСП с ламинированным покрытием и готовую верхнюю крышку для стиральной машины извлекают из пресс-формы, по изобретению, пластину из ДСП с ламинированным покрытием предварительно очищают и на торцы наносят защитный или связующий материал, или их смесь, затем размещают пластину из ДСП с ламинированным покрытием в предварительно нагретую до температуры от 50 до 80°C пресс-форму и осуществляют литье окантовочной рамки под давлением от 400 до 600 бар, при этом образующийся связующий профиль выполняют глубиной от 0,1 до 1,5 толщины пластины из ДСП с ламинированным покрытием, а нижнюю полку связующего профиля выполняют толщиной, равной не менее 0,2 толщины пластины из ДСП с ламинированным покрытием, затем верхнюю крышку для стиральной машины выдерживают в пресс-форме в течение не менее 50 с и извлекают ее из пресс-формы.
Кроме этого:
пластина из ДСП с ламинированным покрытием имеет толщину от 6 до 16 мм;
окантовочную рамку выполняют из литьевого полимерного материала - АБС пластика или полипропилена;
пластину из ДСП с ламинированным покрытием очищают механическим или воздушным путем;
в качестве защитного материала используют лак или краску, или грунтовку, а в качестве связующего материала - клей;
материал, нанесенный на торцы пластины из ДСП с ламинированным покрытием, высушивают.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности признаков, достаточными для получения указанного технического результата, в том числе:
размещение пластины из ДСП с ламинированным покрытием в пресс-форме и соединение ее по контуру с окантовочной рамкой, выполненной из литьевого полимерного материала, связующим профилем, выполненным на внутреннем контуре окантовочной рамки, в процессе литья под давлением. При этом связующий профиль охватывает торцы и края верхней и нижней поверхностей пластины из ДСП с ламинированным покрытием. Предварительная очистка и нанесение на торцы защитного или связующего материала или их смесь. Перечисленные признаки предотвращают отрыв частиц древесно-стружечного материала с торцов пластины из ДСП с ламинированным покрытием в процессе литья под давлением АБС пластика или полипропилена, что исключает вынос частиц древесно-стружечного материала на лицевую поверхность окантовочной рамки;
размещение пластины из ДСП с ламинированным покрытием в предварительно нагретую до температуры от 50 до 80°C пресс-форму значительно уменьшает время выдержки в пресс-форме, повышает производительность;
осуществление процесса литья окантовочной рамки под давлением от 400 до 600 бар обеспечивает затекание литьевого материала в микронеровности, сколы, поры торцов пластины из ДСП с ламинированным покрытием, тем самым повышая качество крышки;
выполнение связующего профиля глубиной от 0,1 до 1,5 толщины пластины из ДСП с ламинированным покрытием, а нижней полки связующего профиля высотой, равной не менее 0,2 толщины пластины из ДСП с ламинированным покрытием, позволяет повысить долговечность крышки, предотвращая попадание паров жидкости в древесный материал пластины из ДСП с ламинированным покрытием, сохраняя заданные прочностные характеристики;
выдержка изготовленной верхней крышки для стиральной машины в пресс-форме в течение не менее 50 с исключает коробление и вздутие окантовочной рамки, обеспечивает ее качественную поверхность, в частности блеск окантовочной рамки и отсутствие утяжек.
Изложенная сущность заявляемого изобретения поясняется чертежами, представленными на фиг. 1-3:
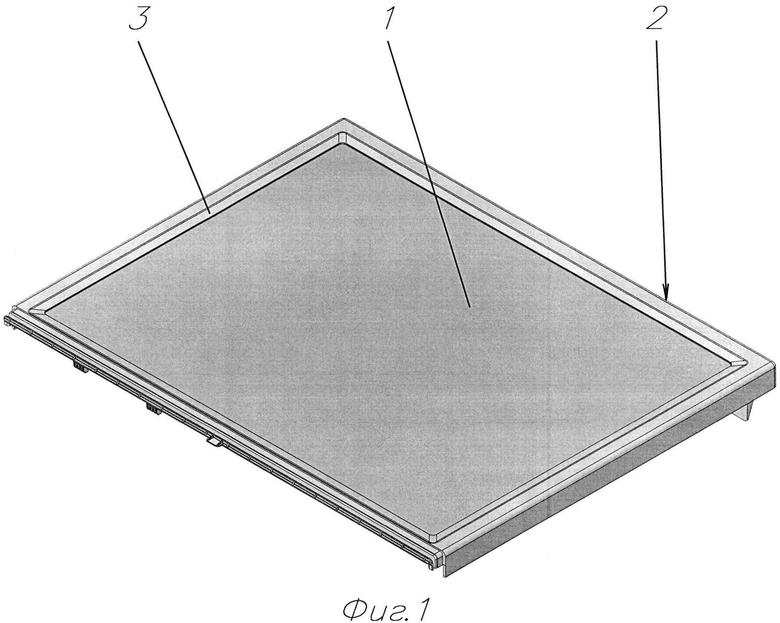
на фиг. 1 в перспективном изображении представлена верхняя крышка для стиральной машины - вид сверху;
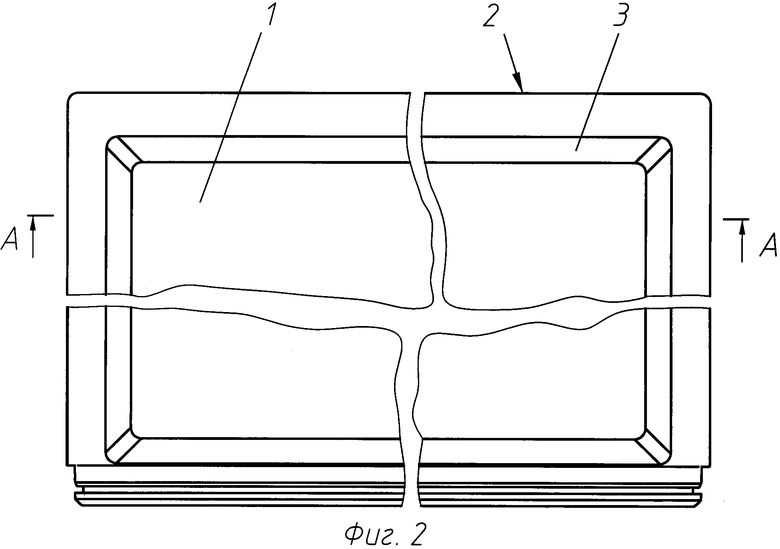
на фиг. 2 - вид сверху;
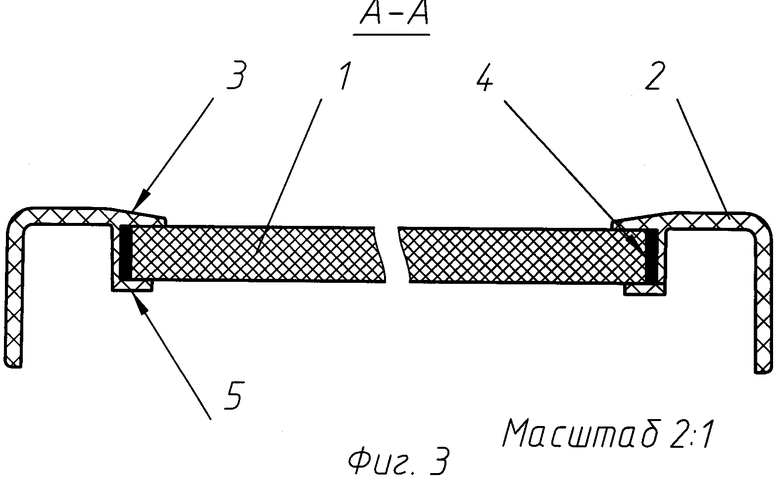
на фиг. 3 - сечение А-А на фиг. 1.
Верхняя крышка для стиральной машины содержит: пластину 1 из ДСП с ламинированным покрытием, окантовочную 2 рамку выполненную из литьевого полимерного материала, связующий 3 профиль окантовочной 2 рамки, защитный или связующий материал, или их смесь 4.
Способ изготовления верхней крышки для стиральной машины осуществляют следующим образом.
Заранее изготовленную распиловкой пластину 1 из ДСП с ламинированным покрытием перед закладкой в пресс-форму очищают от частиц древесно-стружечного материала, которые после распиловки находятся на пластине 1 из ДСП с ламинированным покрытием на ее торцах. Затем на торцы пластины 1 из ДСП с ламинированным покрытием наносят защитный или связующий материал, или их смесь 4. После этого закладывают пластину 1 из ДСП с ламинированным покрытием в предварительно нагретую от 50 до 80°C пресс-форму (в строго определенное место), состоящую из неподвижной и подвижной полуматриц, установленную на литьевой машине (не показано). Смыкают пресс-форму и впрыскивают литьевой полимерный материал - АБС пластик или полипропилен. Соединяют по контуру пластину 1 из ДСП с ламинированным покрытием с окантовочной 2 рамкой путем охватывания связующим 3 профилем торцов и краев верхней и нижней поверхностей пластины 1 из ДСП с ламинированным покрытием в процессе литья окантовочной 2 рамки под давлением от 400 до 600 бар. При этом образующийся связующий 3 профиль выполняют глубиной от 0,1 до 1,5 толщины пластины 1 из ДСП с ламинированным покрытием, а нижнюю полку 5 связующего 3 профиля выполняют высотой, равной не менее 0,2 толщины пластины 1 из ДСП с ламинированным покрытием. Затем изготовленную верхнюю крышку для стиральной машины выдерживают в пресс-форме в течение не менее 50 с и извлекают из нее.
Пластина 1 из ДСП с ламинированным покрытием имеет толщину от 6 до 16 мм. Окантовочную 2 рамку изготавливают из АБС пластика или полипропилена. Пластину 1 из ДСП с ламинированным покрытием очищают механическим или воздушным путем. В качестве защитного материала, нанесенного на торцы пластины из ДСП с ламинированным покрытием, используют лак или краску, или грунтовку, а в качестве связующего материала - клей. Материал, нанесенный на торцы пластины из ДСП, высушивают.
Пример осуществления способа.
Берут пластину 1 из ДСП с ламинированным покрытием с габаритными размерами 500 на 300 мм и толщиной 10 мм, очищают, включая торцы, от древесно-стружечных частиц путем отсоса пылесосом. Наносят на торцы защитный материал 4 (быстро сохнущий лак) и для удобства дальнейшей работы с пластиной 1 из ДСП с ламинированным покрытием защитный материал 4 высушивают. Размещают пластину 1 из ДСП с ламинированным покрытием в пресс-форме (не показано), предварительно нагретой до температуры от 50 до 80°C, в точно установленное место. Смыкают пресс-форму и впрыскивают в пресс-форму расплав АБС пластика, температура которого в зоне сопла составляет 270°C. Отливают окантовочную 2 рамку под давлением 400 бар, соединяя окантовочную 2 рамку с пластиной 1 из ДСП с ламинированным покрытием связующим 3 профилем. Связующий 3 профиль охватывает по контуру торцы и края верхней и нижней поверхностей пластины 1 из ДСП с ламинированным покрытием. Образующийся связующий 3 профиль выполняют глубиной от 0,1 до 1,5 толщины пластины 1 из ДСП с ламинированным покрытием. Нижнюю полку связующего профиля 3 выполняют высотой, равной не менее 0,2 толщины пластины 1 из ДСП с ламинированным покрытием. Выдерживают изготовленную верхнюю крышку для стиральной машины в пресс-форме в течение не менее 50 с и готовую верхнюю крышку для стиральной машины извлекают из пресс-формы.
Таким же образом изготавливают верхнюю крышку для стиральной машины, используя различные материалы, комбинации материалов и режимы литья:
используют пластину 1 из ДСП с ламинированным покрытием толщиной от 6 до 16 мм;
окантовочную рамку 2 выполняют из литьевого полимерного материала - АБС пластика или полипропилена;
торцы пластины 1 из ДСП с ламинированным покрытием покрывают защитным или связующим материалом или смесью в любом процентном соотношении защитного и связующего материала;
в качестве защитного материала используют лак или краску, или грунтовку. В качестве связующего материала используют клей;
отливают окантовочную 2 рамку под давлением 600 бар;
образующийся связующий 3 профиль выполняют глубиной от 0,1 до 1,5 толщины пластины из ДСП с ламинированным покрытием, а нижнюю полку связующего 3 профиля выполняют толщиной, равной не менее 0,2 толщины пластины из ДСП с ламинированным покрытием;
выдерживают в пресс-форме в течение не менее 50 с и готовую верхнюю крышку для стиральной машины извлекают из пресс-формы.
Проведенные испытания способа изготовления верхней крышки для стиральной машины показали, что при литье окантовочной 2 рамки и соединение ее с пластиной 1 из ДСП с ламинированным покрытием под давлением от 400 до 600 бар в пресс-форме, обеспечивает затекание литьевого материала в поры и сколы пластины из ДСП, повышает производительность и срок эксплуатации, предотвращает отрыв частиц древесно-стружечного материала от пластины 1 из ДСП с ламинированным покрытием, снижает коробление верхней крышки для стиральной машины.
Изготовление верхней крышки для стиральной машины под давлением менее 400 бар в пресс-форме не обеспечивает высокий производственный выход готового изделия, так как такое давление недостаточно для качественного формирования изделия и затекания литьевого материала в микронеровности, сколы, поры торцов пластины 1 из ДСП с ламинированным покрытием. Изготовление верхней крышки для стиральной машины под давлением более 600 бар в пресс-форме также не обеспечивает высокое качество и высокий производственный выход готового изделия, так как при таком давлении происходит деформация краевых поверхностей пластины 1 из ДСП с ламинированным покрытием.
Источники информации
1. Заявка на изобретение EP 0672368.
2. Заявка на изобретение GB 2330524.
3. Заявка на изобретение EP 1544346.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРХНЯЯ КРЫШКА ДЛЯ СТИРАЛЬНОЙ МАШИНЫ | 2014 |
|
RU2579332C1 |
| Способ изготовления столешницы | 2021 |
|
RU2769563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСАДНЫХ ПОВЕРХНОСТЕЙ МЕБЕЛИ | 2015 |
|
RU2604850C1 |
| ПАНЕЛЬ ПРИПОДНЯТОГО ПОЛА | 2004 |
|
RU2250316C1 |
| Звуко-шумоизоляционная плита | 2020 |
|
RU2745150C1 |
| СВЯЗУЮЩЕЕ ВЕЩЕСТВО ДЛЯ ДЕРЕВА, НЕ СОДЕРЖАЩЕЕ ФОРМАЛЬДЕГИД | 2017 |
|
RU2753759C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГНОЦЕЛЛЮЛОЗНЫХ МАТЕРИАЛОВ В ПРИСУТСТВИИ КАПРОЛАКТАМА И ЕГО ОЛИГОМЕРОВ | 2018 |
|
RU2773362C1 |
| Способ формования изделия прямым прессованием премикса с использованием армирующего элемента | 2016 |
|
RU2641918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ И ИЗГОТОВЛЕННАЯ СОГЛАСНО СПОСОБУ ПАНЕЛЬ | 2010 |
|
RU2540663C2 |
| Дверное полотно защитно-декоративное | 2018 |
|
RU2698434C1 |
Способ изготовления верхней крышки для стиральной машины предназначен для изготовления крышки для стиральной машины, а также крышек бытовых устройств. Пластину из древесно-стружечной плиты (ДСП) с ламинированным покрытием помещают в пресс-форму и соединяют по контуру с окантовочной рамкой, выполненной из литьевого полимерного материала, связующим профилем, выполненным на внутреннем контуре окантовочной рамки. Пластину из ДСП предварительно очищают и на торцы наносят защитный или связующий материал, или их смесь. Размещают пластину из ДСП в предварительно нагретую до температуры от 50 до 80°C пресс-форму и осуществляют литье окантовочной рамки под давлением от 400 до 600 бар. Образующийся связующий профиль выполняют глубиной от 0,1 до 1,5 толщины пластины из ДСП. Нижнюю полку связующего профиля выполняют толщиной, равной не менее 0,2 толщины пластины из ДСП. Крышку выдерживают в пресс-форме в течение не менее 50 с и извлекают ее из пресс-формы. Техническим результатом, на который направлено изобретение, является обеспечение затекания литьевого материала в поры и сколы пластины из ДСП, повышение производительности и срока эксплуатации, предотвращение отрыва частиц древесно-стружечного материала от пластины ДСП, снижение деформации. 5 з.п. ф-лы, 3 ил.
1. Способ изготовления верхней крышки для стиральной машины, при котором пластину из ДСП с ламинированным покрытием помещают в пресс-форму и соединяют по контуру с окантовочной рамкой, выполненной из литьевого полимерного материала, связующим профилем, выполненным на внутреннем контуре окантовочной рамки, в процессе литья под давлением, связующий профиль охватывает торцы и края верхней и нижней поверхностей пластины из ДСП с ламинированным покрытием и готовую верхнюю крышку для стиральной машины извлекают из литьевой формы, отличающийся тем, что пластину из ДСП с ламинированным покрытием предварительно очищают и на торцы наносят защитный или связующий материал, или их смесь, затем размещают пластину из ДСП с ламинированным покрытием в предварительно нагретую до температуры от 50 до 80°C пресс-форму и осуществляют литье окантовочной рамки под давлением от 400 до 600 бар, при этом образующийся связующий профиль выполняют глубиной от 0,1 до 1,5 толщины пластины из ДСП с ламинированным покрытием, а нижнюю полку связующего профиля выполняют толщиной, равной не менее 0,2 толщины пластины из ДСП с ламинированным покрытием, кроме этого верхнюю крышку для стиральной машины выдерживают в литьевой форме в течение не менее 50 с и затем извлекают ее из литейной формы.
2. Способ по п. 1, отличающийся тем, что пластина из ДСП с ламинированным покрытием имеет толщину от 6 до 16 мм.
3. Способ по п. 1, отличающийся тем, что окантовочную рамку выполняют из литьевого полимерного материала - АБС пластика или полипропилена.
4. Способ по п. 1, отличающийся тем, что пластину из ДСП с ламинированным покрытием очищают механическим или воздушным путем.
5. Способ по п. 1, отличающийся тем, что в качестве защитного материала используют лак или краску, или грунтовку, а в качестве связующего материала - клей.
6. Способ по п. 1, отличающийся тем, что материал, нанесенный на торцы пластины из ДСП с ламинированным покрытием, высушивают.
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "САЛАТ ИЗ КАЛЬМАРОВ, КАРТОФЕЛЯ И ЛУКА" | 2007 |
|
RU2330524C1 |
| Магнетогенератор | 1978 |
|
SU672368A1 |
| RU 2004137060 A, 27.05.2006. | |||

