Изобретение относится к технологическим процессам, в частности к мебельному производству и может быть использовано при производстве деталей мебели, таких как двери, створки, декоративные накладки, планки и другие фасадные детали.
Известен способ изготовления брусковой, корпусной мебели, включающий изготовление заготовок, склеивание в щит, обработку в размер с последующим фанерованием, отделкой поверхностей и кромок (Буглай Б.М. Технология столярно-мебельного производства, М., Лесная промышленность, 1957, с. 285-287).
Недостатки: изготовленные таким способом детали, в особенности с кромкой со сложной геометрией, имеют недостаточно высокое качество, а именно недостаточно высокую прочность торцевых кромок при неблагоприятных условиях внешней среды - резкие перепады температуры и влажности на кухне и в ванных комнатах.
Известен аналог - способ изготовления мебельных изделий с декоративной кромкой в описании изобретения к патенту №2171613, МПК А47В 96/00, B27D 1/00, В27М 3/18, от 18.01.2000, опубл. 10.08.2001, включающий изготовление щита-основы и кромочной детали из дерева, установку кромочной детали, облицовывание, фрезерование кромки, причем фасонное фрезерование кромки производят после облицовывания. Кромочную деталь выполняют по толщине, соответствующей толщине щита-основы, а по ширине, превышающей максимальный размер декоративной кромки в поперечном сечении, устанавливают на боковую грань щита-основы и закрепляют по всей его толщине, после чего производят последовательно калибрование по толщине, облицовывание плоских поверхностей щита-основы и кромочной детали натуральным шпоном или пленкой, причем кромочную деталь выполняют из того же дерева, что и шпон, или того же цвета, что и пленка.
Недостатки: изготовленные таким способом детали имеют недостаточно высокое качество, а именно недостаточно высокую прочность торцевых кромок при неблагоприятных условиях внешней среды - резкие перепады температуры и влажности на кухне и в ванных комнатах. Изготовление деталей подобным образом более трудоемкое по сравнению с другими методами.
Известен прототип - способ изготовления мебельных деталей в описании изобретения к патенту РФ №2171614, МПК А47В 96/00; B27D 1/08; В27М 3/18, от 18.01.2000, опубл. 10.08.2001, включающий нарезание заготовок из шпона дерева, укладку заготовок вдоль волокон друг к другу, склеивание их по толщине под давлением. После склеивания производят форматную обрезку и калибрование по толщине полотна детали, после чего выполняют фасонное фрезерование и отделку кромок и поверхностей. В варианте выполнения после склеивания заготовок осуществляют приклейку накладки на полотно. Перед склеиванием заготовок производят калиброванную сушку шпона до влажности 8±1%, а склеивание заготовок из шпона выполняют под давлением 0,2-30 кг/см2.
Недостатки: изготовленные таким способом детали, в особенности с кромкой со сложной геометрией, имеют недостаточно высокое качество, а именно недостаточно высокую прочность торцевых кромок при неблагоприятных условиях внешней среды - резкие перепады температуры и влажности на кухне и в ванных комнатах. Изготовление деталей подобным образом более трудоемкое по сравнению с другими методами.
Во всех вышеописанных способах изготовления мебельных фасадов есть общий существенный недостаток: изготовленные таким способом фасадные поверхности деталей мебели имеют низкое качество, а именно низкие показатели влагостойкости и теплостойкости из-за применения для защиты торцов изделия облицовочных материалов на основе древесных производных, которые подвержены короблению под действием влаги.
Технический результат: разработка такого технологического процесса, который позволит производить мебельные детали с повышенными показателями влаго- и термоустойчивости со снижением трудоемкости изготовления.
Технический результат в способе изготовления фасадных поверхностей мебели, включающем распиловку основания из массива дерева или мелкодисперсной фракции (далее МДФ плита), или древесно-стружечной плиты (далее ДСП), или ламинированной древесно-стружечной плиты (далее лДСП), или ламинированной мелкодисперсной фракции (далее ЛМДФ), или алюминиевого композитного материала, или листового материала из поливинилохлорида, или листового акрилового пластика, или листового монолитного поликарбоната на заготовки необходимого размера, облицовывание основы через фиксирующий слой защитно-декоративным слоем из прозрачного и/или окрашенного в толще акрилового пластика или листового монолитного поликарбоната с нанесенной декоративной подложкой, облицовывание торцов кромочным материалом, достигается за счет того, что при облицовывании торцов в качестве кромочного материала используют заготовки из листового прозрачного или окрашенного в массе или структурированного акрилового пластика, или монолитного поликарбоната и технологические свесы защитно-декоративного слоя, загибаемые методом термоформирования, при этом крепление заготовок из листового прозрачного или окрашенного в массе, или структурированного акрилового пластика, или монолитного поликарбоната осуществляют через фиксирующий слой, представляющий собой клеевую ленту из акрилового, или силиконового клея без подложки или с подложкой из поливинилхлорида, или вспененного полиэтилена, или полиэтилентерефталата, или акрила, или силикона, покрытую с двух сторон акриловым, или силиконовым клеем.
Образованный таким способом фиксирующий слой связывает основание изделия с кромочным материалом и компенсирует взаимную деформацию основы и защитно-декоративного слоя, вызванную перепадами температуры и влажности.
Крепление заготовок и использование технологических свесов защитно-декоративного слоя при облицовывании торцов через этот фиксирующий слой обеспечивает производство мебельных деталей с торцевыми кромками повышенной прочности, при неблагоприятных условиях внешней среды: резкие перепады температуры и влажности на кухне и в ванных комнатах. Данный способ облицовывания торцов фасада также менее трудоемкий в сравнении с другими способами. Это достигается за счет сокращения количества рабочих приемов при изготовлении, возможности автоматизации процесса, отсутствия длительных и энергозатратных процессов сушки материалов, применяемых при производстве фасадов.
Наличие отличительных от прототипа существенных признаков позволяет признать заявляемое техническое решение новым.
Из уровня техники не выявлены технические решения, содержащие признаки, совпадающие с отличительными признаками заявляемого способа, поэтому заявляемый способ отвечает критерию изобретательского уровня.
Возможность осуществления заявляемого изобретения в промышленности позволяет признать его соответствующим критерию промышленной применимости.
Возможность промышленного применения заявленного технического решения подтверждается известными и описанными в заявке средствами и методами, с помощью которых возможно осуществление заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения. Заявленный способ может быть реализован промышленным способом с использованием известных технических средств и технологий.
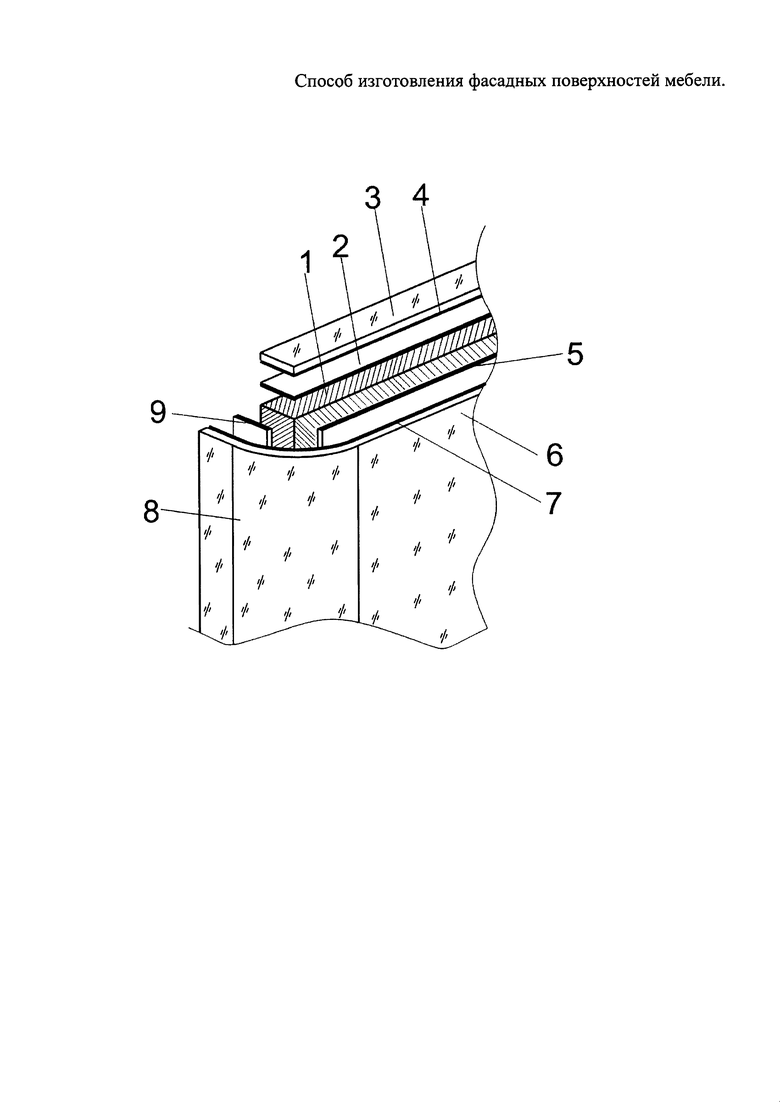
Сущность изобретения поясняется чертежом, где представлен поперечный разрез мебельного фасада, полученного заявляемым способом.
Способ реализуют следующим образом. Распиливают заготовки для основы 1 необходимого размера из древесного материала из массива дерева или мелкодисперсной фракции (далее МДФ плита), или древесно-стружечной плиты (далее ДСП), или ламинированной древесно-стружечной плиты (далее лДСП), или ламинированной мелкодисперсной фракции (далее ЛМДФ), или алюминиевого композитного материала, или листового материала из поливинилхлорида, или листового акрилового пластика, или листового монолитного поликарбоната. Распиливают заготовки из листового прозрачного или окрашенного в массе, или структурированного акрилового пластика, или монолитного поликарбоната 3 и 6 с уже нанесенной декоративной подложкой 4 и 7 и/или без декоративной подложки, которая наносится после раскроя материала. На торцы основания 1 по периметру наносят фиксирующий слой 2 и 9, представляющий собой клеевую ленту из акрилового, или силиконового клея без подложки или с подложкой из поливинилхлорида, или вспененного полиэтилена, или полиэтилентерефталата, или акрила, или силикона, покрытую с двух сторон акриловым, или силиконовым клеем. После этого приклеивают на два противоположных торца основы 1 (например, верхний и нижний) заготовки из листового прозрачного или окрашенного в массе, или структурированного акрилового пластика, или монолитного поликарбоната 3. На основу 1 наносят фиксирующий слой 5, представляющий собой клеевую ленту из акрилового или силиконового клея без подложки или с подложкой из поливинилхлорида, или вспененного полиэтилена, или полиэтилентерефталата, или акрила, или силикона, покрытую с двух сторон акриловым, или силиконовым клеем. С помощью обрезиненных валов прокатывают по лицевой плоскости заготовки фасада фиксирующий слой, для усиления адгезии. На полученный фиксирующий слой по лицевой плоскости заготовки фасада наклеивают заготовки из листового прозрачного или окрашенного в массе, или структурированного акрилового пластика, или монолитного поликарбоната 6, с нанесенной декоративной подложкой 7 внутрь к основе 1, с повторной обкаткой резиновыми валами, после чего технологические свесы защитно-декоративного слоя 8, загибают методом термоформирования, на два оставшихся необлицованных боковых торца основы 1 (например, левый и правый).
Использование заявляемого изобретения позволит повысить прочность торцевых кромок, показатели влагостойкости и теплостойкости изделия в неблагоприятных условиях внешней среды - резкие перепады температуры и влажности на кухне и в ванных комнатах, снизить трудоемкость изготовления изделий, а также повысить эстетические показатели изделия, у которого торцы покрыты тем же материалом, что и лицевая поверхность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасадных поверхностей мебели с кромочной деталью | 2023 |
|
RU2826485C1 |
| Способ изготовления столешницы | 2021 |
|
RU2769563C1 |
| Дверное полотно защитно-декоративное | 2018 |
|
RU2698434C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВАННОЙ ГНУТОЙ ДЕТАЛИ ФАСАДА | 2009 |
|
RU2400355C1 |
| МЕБЕЛЬНЫЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2011 |
|
RU2563782C2 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДМЕТА МЕБЕЛИ | 2003 |
|
RU2258448C2 |
| СПОСОБ УГЛОВОГО СОЕДИНЕНИЯ ПАНЕЛЕЙ | 2010 |
|
RU2416514C1 |
| Способ усиления полок в изделиях мебели различного эксплуатационного и функционального назначения | 2021 |
|
RU2778219C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2009 |
|
RU2412063C1 |
Изобретение относится к мебельному производству и может быть использовано при производстве деталей мебели, таких как двери, створки, декоративные накладки, планки и другие фасадные детали, направлено на разработку такого технологического процесса, который позволит производить мебельные детали с повышенными показателями влаго- и термоустойчивости со снижением трудоемкости изготовления. Способ осуществляют следующим образом: распиливают заготовки для основы необходимого размера из древесного материала из массива дерева или мелкодисперсной фракции (далее МДФ плита), или древесно-стружечной плиты (далее ДСП), или ламинированной древесно-стружечной плиты (далее лДСП), или ламинированной мелкодисперсной фракции (далее ЛМДФ), или алюминиевого композитного материала, или листового материала из поливинилхлорида, или листового акрилового пластика, или листового монолитного поликарбоната. Распиливают заготовки из листового прозрачного или окрашенного в массе, или структурированного акрилового пластика, или монолитного поликарбоната с уже нанесенной декоративной подложкой и/или без декоративной подложки, которая наносится после раскроя материала. На торцы основания по периметру наносят фиксирующий слой, представляющий собой клеевую ленту из акрилового, или силиконового клея без подложки или с подложкой из поливинилхлорида, или вспененного полиэтилена, или полиэтилентерефталата, или акрила, или силикона, покрытую с двух сторон акриловым, или силиконовым клеем. После этого приклеивают на два противоположных торца основы заготовки из листового прозрачного или окрашенного в массе, или структурированного акрилового пластика, или монолитного поликарбоната. 1 ил.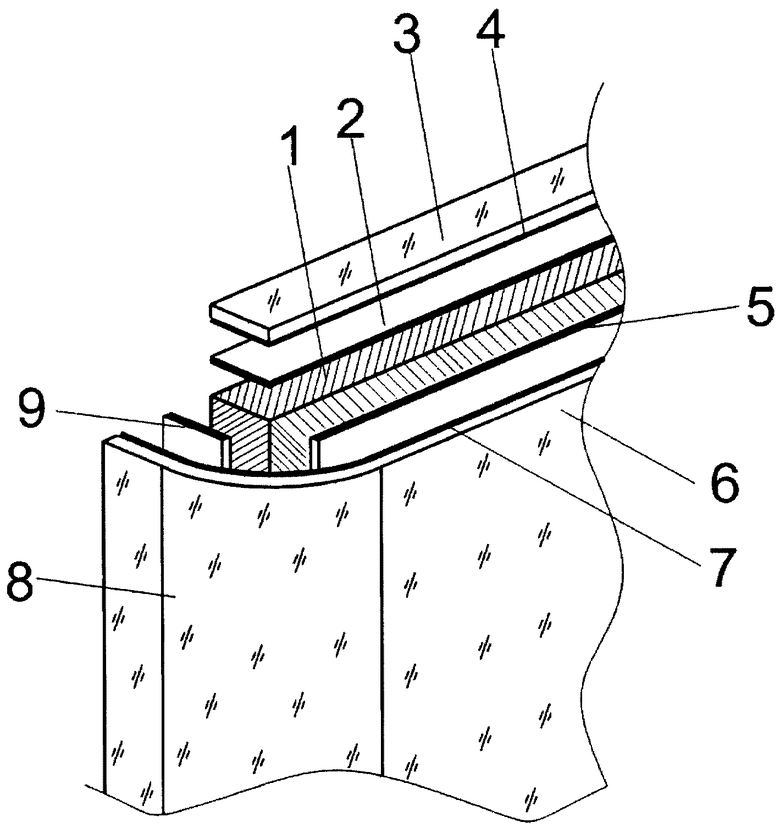
Способ изготовления фасадных поверхностей мебели, включающий распиловку основания из массива дерева или мелкодисперсной фракции (далее МДФ плита), или древесно-стружечной плиты (далее ДСП), или ламинированной древесно-стружечной плиты (далее лДСП), или ламинированной мелкодисперсной фракции (далее ЛМДФ), или алюминиевого композитного материала, или листового материала из поливинилихлорида, или листового акрилового пластика, или листового монолитного поликарбоната на заготовки необходимого размера, облицовывание основы через фиксирующий слой защитно-декоративным слоем из прозрачного и/или окрашенного в толще акрилового пластика или листового монолитного поликарбоната с нанесенной декоративной подложкой, облицовывание торцов кромочным материалом, отличающийся тем, что при облицовывании торцов в качестве кромочного материала используют заготовки из листового прозрачного или окрашенного в массе или структурированного акрилового пластика, или монолитного поликарбоната и технологические свесы защитно-декоративного слоя, загибаемые методом термоформирования, при этом крепление заготовок из листового прозрачного или окрашенного в массе, или структурированного акрилового пластика, или монолитного поликарбоната осуществляют через фиксирующий слой, представляющий собой клеевую ленту из акрилового, или силиконового клея без подложки или с подложкой из поливинилхлорида, или вспененного полиэтилена, или полиэтилентерефталата, или акрила, или силикона, покрытую с двух сторон акриловым, или силиконовым клеем.
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛЬНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2171614C1 |
| CN 101647654 A, 17.02.2010 | |||
| JP 2002370284 A, 24.12.2002 | |||
| СПОСОБЫ И ИНСТРУМЕНТАЛЬНЫЕ СРЕДСТВА ДЛЯ РАСШИРЕНИЯ ОХВАТА ПЕРЕДАТЧИКА ШИРОКОВЕЩАНИЯ СИСТЕМЫ OFDM ЧЕРЕЗ СДВИГ С ОПЕРЕЖЕНИЕМ СИНХРОНИЗАЦИИ ПЕРЕДАЧИ | 2007 |
|
RU2411680C2 |

