Изобретение относится к стиральной машине, а именно к верхней крышке для стиральной машины, а также пригодно для крышек бытовых устройств, в частности крышек посудомоечных машин.
Известна столешница для стиральной машины, содержащая пластину из древесно-стружечной плиты (ДСП) и окантовочную полую пластмассовую рамку, полученную литьем под давлением. [1]
Недостатком такой столешницы является сложность изготовления, так как необходимо специальное оборудование для получения полой окантовочной рамки и большой процент бракованных изделий.
Известна столешница для бытовой стиральной машины, содержащая пластину из ДСП и окантовочную рамку, выполненную из пластмассы в виде цельнолитой детали путем ее литья в пресс-форме под давлением. Окантовочная рамка жестко соединена с пластиной из ДСП. Снизу окантовочной рамки расположены элементы крепления. [2]
Недостатком данной столешницы является то, что плита из ДСП не обладает достаточной прочностью и требуется увеличивать толщину плиты, чтобы она выдерживала нагрузки. То, что крышка имеет большие габаритные размеры, а при остывании литьевого материала возникают значительные усадки, приводит к короблению и скручиванию пластины из ДСП и окантовочной рамки.
Известна верхняя крышка для стиральной машины, содержащая пластину из ДСП с ламинированным покрытием и окантовочную рамку, выполненную из пластмассы в виде цельнолитой детали путем ее литья в пресс-форме под давлением. Окантовочная рамка жестко соединена с пластиной из ДСП с ламинированным покрытием П-образным связующим профилем, выполненным на внутреннем контуре окантовочной рамки. Окантовочная рамка содержит два элемента крепления и два установочных элемента, расположенных снизу окантовочной рамки, а также опорный элемент, поддерживающий пластину из ДСП. [3]
Недостатком данной крышки является ненадежность элементов крепления и установочных элементов, так как в процессе эксплуатации при нагрузках они ломаются. Дополнительно в самой стиральной машине требуется наличие элементов крепления лотка для моющего средства. Данная крышка требует также дополнительных производственных затрат на сборку крышки, так как требуется установить и закрепить опорный элемент. Наличие опорного элемента увеличивает вес и количество материала для производства крышки. Конструктивное выполнение окантовочной рамки и связующего профиля не обеспечивает выполнение заданных геометрических размеров, так как при остывании литьевого материала возникают значительные усадки, что приводит к короблению и скручиванию пластины из ДСП и окантовочной рамки.
Задачей данного изобретения является повышение качества и снижение производственных расходов.
Технический результат заключается в повышении качества, уменьшении веса, снижении материалоемкости и упрощении процесса изготовления.
Указанный технический результат достигается за счет того, что верхняя крышка для стиральной машины, содержащая пластину из ДСП с ламинированным покрытием и окантовочную рамку, выполненную из литьевого полимерного материала в виде цельнолитой детали путем ее литья в пресс-форме под давлением, окантовочная рамка жестко соединена с пластиной из ДСП с ламинированным покрытием по контуру П-образным связующим профилем, выполненным на внутреннем контуре окантовочной рамки, снизу окантовочной рамки выполнены два элемента крепления и два установочных элемента, по изобретению, дополнительно содержит два элемента фиксации лотка для моющего средства, выполненных на нижней поверхности передней стороны окантовочной рамки, каждый элемент фиксации лотка для моющего средства выполнен в виде четырех вертикальных ребер со скосом в их нижней части, торцы пластины из ДСП с ламинированным покрытием покрыты защитным или связующим материалом или их смесью, боковые и задняя стороны окантовочной рамки в поперечном сечении выполнены в форме П-образного профиля, при этом внутренняя полка П-образного профиля выполнена короче наружной, снизу боковых и задней сторон окантовочной рамки выполнены ребра жесткости Т-образной формы, каждое ребро жесткости Т-образной формы своей поперечной полкой соединено с внутренней полкой боковой или задней стороны, а перпендикулярной полкой соединено с внутренней поверхностью П-образного профиля соответствующей боковой или задней стороны, передняя сторона окантовочной рамки в поперечном сечении выполнена в форме прямоугольника со скосом наружу нижней поверхности, на верхней и торцовых поверхностях передней стороны окантовочной рамки выполнен сплошной паз, расположенный параллельно передней стороне, на наружной боковой поверхности передней стороны выполнено горизонтальное ребро жесткости, верхняя поверхность окантовочной рамки передней стороны в поперечном сечении выполнена ступенчатой, элементы крепления выполнены на задней стороне окантовочной рамки, каждый элемент крепления выполнен П-образной формы с боковинами треугольной формы, при этом средняя полка соединена с внутренней полкой задней стороны и имеет отверстие, а боковины треугольной формы соединены с внутренней поверхностью П-образного профиля задней стороны, установочные элементы выполнены на боковых сторонах окантовочной рамки, каждый установочный элемент выполнен в виде L-образного ребра, соединенного вертикальной полкой с внутренней полкой боковой стороны, а горизонтальной полкой - с внутренней поверхностью наружной полки боковой стороны, при этом на горизонтальной полке выполнен вырез U-образной формы, верхняя полка связующего профиля выполнена наклонной внутрь контура, нижняя полка связующего профиля выполнена толщиной, равной не менее 0,2 толщины пластины из ДСП с ламинированным покрытием, верхняя полка связующего профиля выполнена шире нижней, верхняя и нижняя полки выполнены шириной от 0,1 до 1,5 размера толщины пластины из ДСП с ламинированным покрытием.
Кроме этого:
пластина из ДСП с ламинированным покрытием выполнена толщиной от 6 до 16 мм;
окантовочная рамка выполнена из литьевого полимерного материала - АБС пластика или полипропилена;
в качестве защитного материала используют лак, или краску, или грунтовку, а в качестве связующего материала используют клей.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности признаков, достаточных для получения указанного технического результата, в том числе:
наличие пластины из ДСП с ламинированным покрытием и окантовочной рамки, выполненной из литьевого полимерного материала в виде цельнолитой детали путем ее литья в пресс-форме под давлением, жесткое соединение окантовочной рамки с пластиной из ДСП с ламинированным покрытием по контуру П-образным связующим профилем, выполненным на внутреннем контуре окантовочной рамки, наличие двух элементов крепления и двух установочных элементов, выполненных снизу окантовочной рамки;
наличие дополнительно двух элементов фиксации лотка для моющего средства, выполненных на нижней поверхности передней стороны окантовочной рамки, каждый из которых выполнен в виде четырех вертикальных ребер со скосом в их нижней части;
покрытие торцов пластины из ДСП с ламинированным покрытием защитным или связующим материалом или их смесью;
выполнение боковых и задней сторон окантовочной рамки в поперечном сечении в форме П-образного профиля и выполнение внутренней полки П-образного профиля короче наружной;
выполнение снизу боковых и задней сторон окантовочной рамки ребер жесткости Т-образной формы, каждое из которых своей поперечной полкой соединено с внутренней полкой боковой или задней стороны, а перпендикулярной полкой соединено с внутренней поверхностью П-образного профиля соответствующей боковой или задней стороны;
выполнение передней стороны окантовочной рамки в поперечном сечении в форме прямоугольника со скосом наружу нижней поверхности;
выполнение на верхней и торцовых поверхностях передней стороны окантовочной рамки сплошного паза, расположенного параллельно передней стороне;
выполнение на наружной боковой поверхности передней стороны горизонтального ребра жесткости, выполнение верхней поверхности окантовочной рамки передней стороны в поперечном сечении ступенчатой;
выполнение элементов крепления на задней стороне окантовочной рамки, выполнение каждого элемента крепления П-образной формы с боковинами треугольной формы, при этом средняя полка соединена с внутренней полкой задней стороны и имеет отверстие, а боковины треугольной формы соединены с внутренней поверхностью П-образного профиля задней стороны;
выполнение установочных элементов на боковых сторонах окантовочной рамки, выполнение каждого установочного элемента в виде L-образного ребра, соединенного вертикальной полкой с внутренней полкой боковой стороны, а горизонтальной полкой - с внутренней поверхностью наружной полки боковой стороны, выполнение на горизонтальной полке выреза U-образной формы;
выполнение верхней полки связующего профиля наклонной внутрь контура;
выполнение нижней полки связующего профиля толщиной, равной не менее 0,2 толщины пластины из ДСП с ламинированным покрытием;
выполнение верхней полки связующего профиля шире нижней, верхняя и нижняя полки выполнены шириной от 0,1 до 1,5 размера толщины пластины из ДСП с ламинированным покрытием.
Сущность предлагаемого изобретения поясняется чертежами, где:
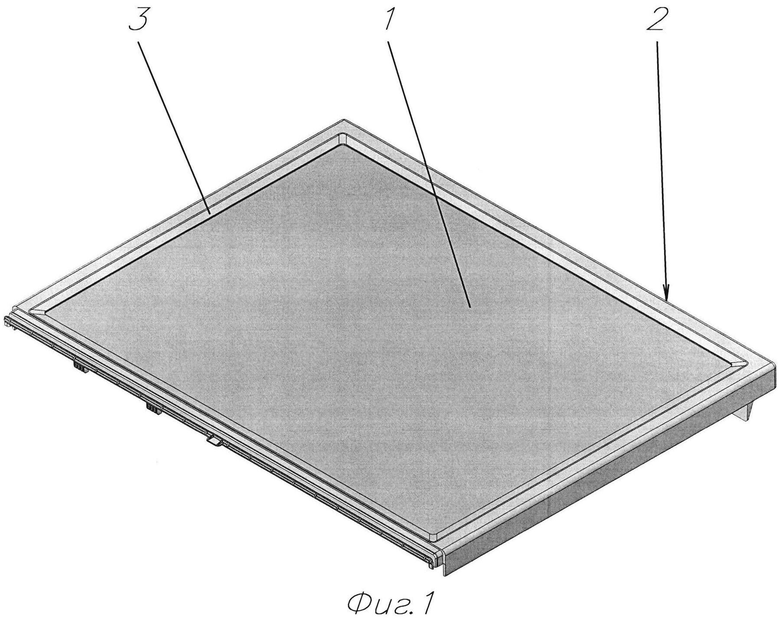
на фиг. 1 - в перспективном изображении представлена верхняя крышка для стиральной машины - вид сверху;
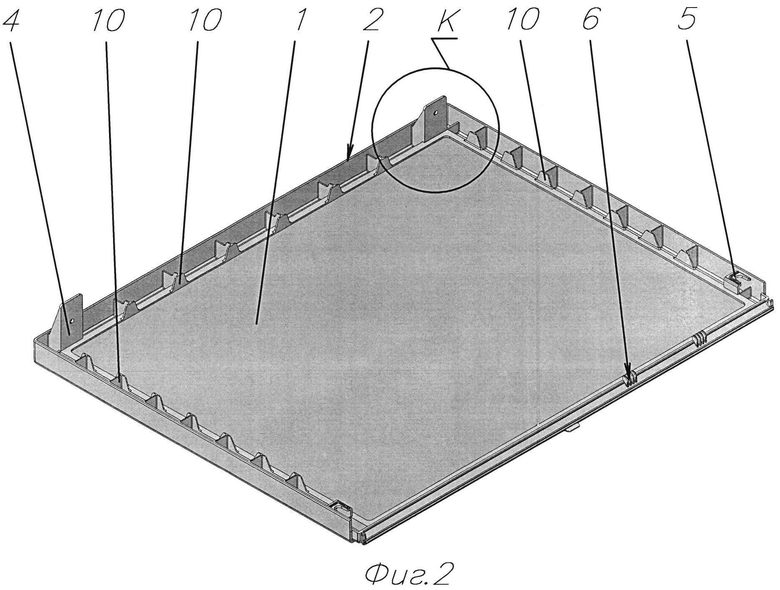
на фиг. 2 - в перспективном изображении представлена верхняя крышка для стиральной машины - вид снизу;
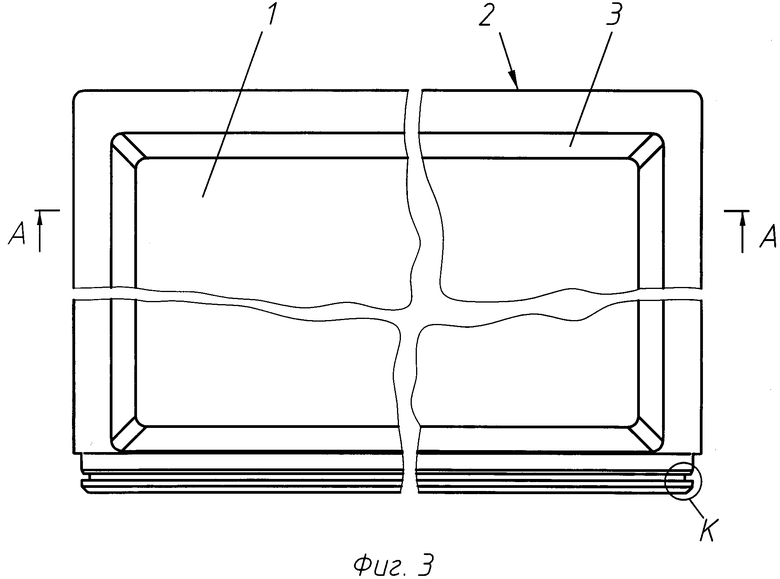
на фиг. 3 - вид сверху;
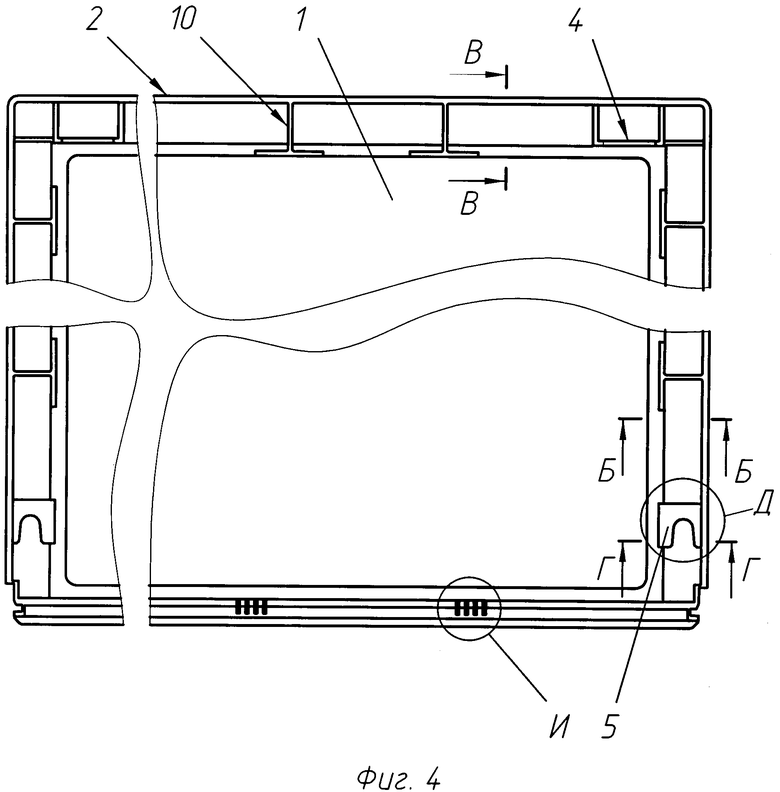
на фиг. 4 - вид снизу;
на фиг. 5 - сечение А-А на фиг. 3;
на фиг. 6 - разрез Б-Б на фиг. 4;
на фиг. 7 - в перспективном изображении представлена выноска К на фиг. 2;
на фиг. 8 - разрез В-В на фиг. 4;
на фиг. 9 - сечение Г-Г на фиг. 4;
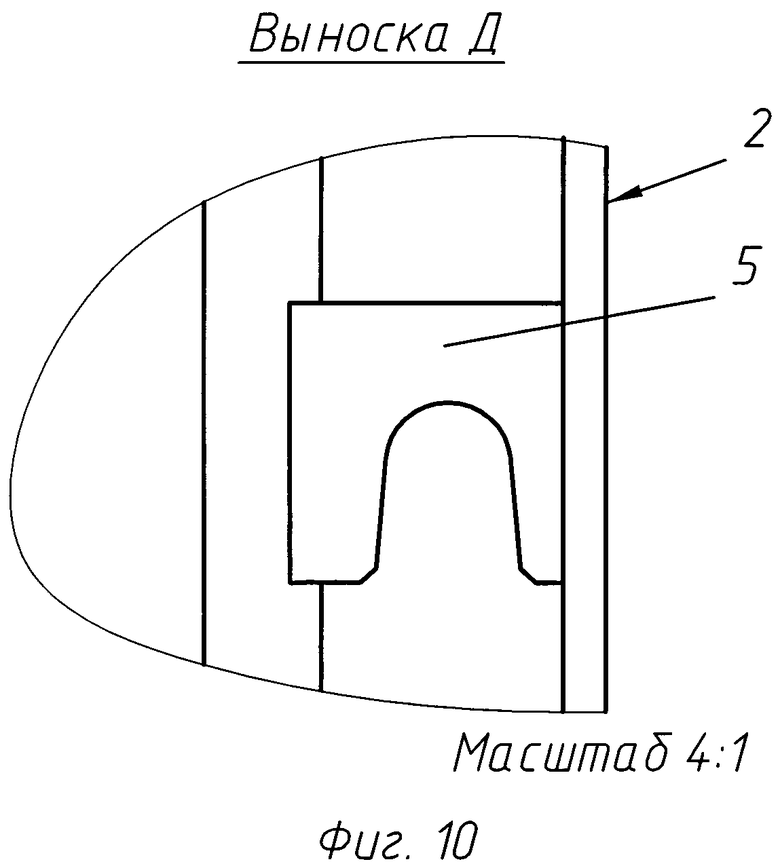
на фиг. 10 - выноска Д на фиг. 4;
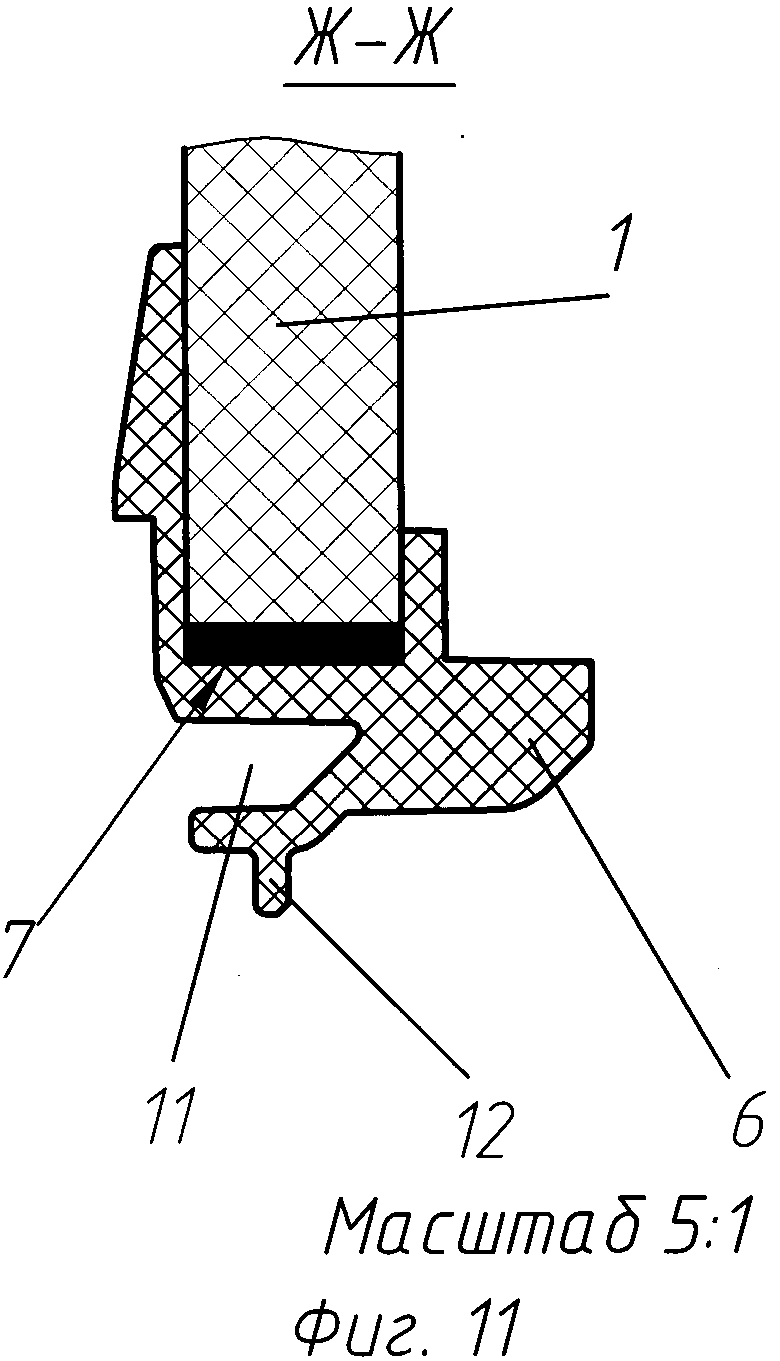
на фиг. 11 - сечение Ж-Ж на фиг. 12;
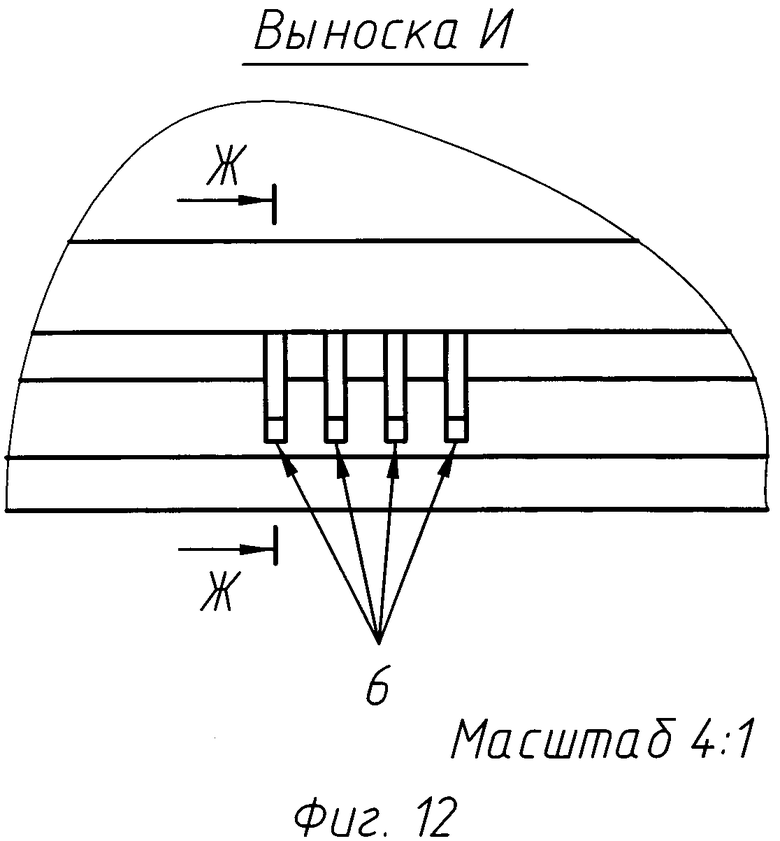
на фиг. 12 - выноска И на фиг. 4;
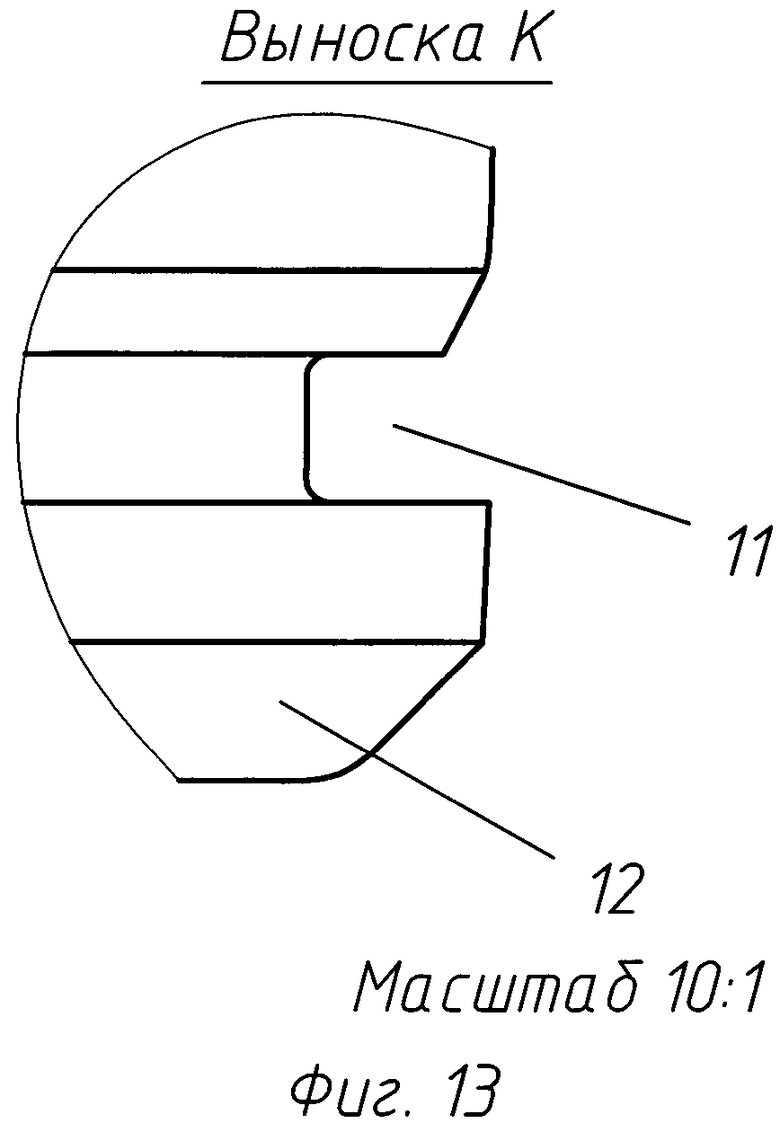
на фиг. 13 - выноска К на фиг. 3.
Верхняя крышка для стиральной машины содержит пластину 1 из ДСП с ламинированным покрытием, окантовочную 2 рамку, выполненную из литьевого полимерного материала в виде цельнолитой детали путем ее литья в пресс-форме под давлением. Окантовочная 2 рамка жестко соединена по контуру с пластиной 1 из ДСП с ламинированным покрытием П-образным связующим 3 профилем. П-образный связующий 3 профиль выполнен на внутреннем контуре окантовочной 2 рамки. На окантовочной 2 рамке выполнены два элемента крепления 4, на задней стороне снизу, два установочных 5 элемента, на боковых сторонах снизу, два элемента фиксации 6 лотка для моющего средства, на нижней поверхности передней стороны окантовочной 2 рамки. Каждый элемент фиксации 6 лотка для моющего средства выполнен в виде четырех вертикальных ребер со скосом в их нижней части. Торцы пластины 1 из ДСП с ламинированным покрытием покрыты защитным или связующим материалом или их смесью 7. Боковые и задняя стороны окантовочной 2 рамки в поперечном сечении выполнены в форме П-образного профиля, при этом внутренняя 8 полка П-образного профиля выполнена короче наружной 9 полки. Снизу боковых и задней сторон окантовочной 2 рамки выполнены ребра жесткости Т-образной 10 формы. Каждое ребро жесткости Т-образной 10 формы своей поперечной полкой соединено с внутренней 8 полкой боковой или задней стороны, а перпендикулярной полкой соединено с внутренней поверхностью П-образного профиля соответствующей боковой или задней стороны окантовочной 2 рамки. Передняя сторона окантовочной 2 рамки в поперечном сечении выполнена в форме прямоугольника со скосом наружу нижней поверхности. На верхней и торцовых поверхностях передней стороны окантовочной 2 рамки выполнен сплошной паз 11, расположенный параллельно передней стороне окантовочной 2 рамки. На наружной боковой поверхности передней стороны выполнено горизонтальное 12 ребро жесткости. Верхняя поверхность передней стороны окантовочной 2 рамки в поперечном сечении выполнена ступенчатой. Элементы крепления 4 выполнены на задней стороне окантовочной 2 рамки снизу. Каждый элемент крепления 4 выполнен П-образной формы с боковинами треугольной формы. При этом средняя полка элемента крепления 4 имеет отверстие и соединена с внутренней 8 полкой задней стороны, а боковины треугольной формы соединены с внутренней поверхностью П-образного профиля задней стороны окантовочной 2 рамки. Установочные 5 элементы выполнены на боковых сторонах окантовочной 2 рамки снизу. Каждый установочный 5 элемент выполнен в виде L-образного ребра, соединенного вертикальной полкой с внутренней 8 полкой боковой стороны, а горизонтальной полкой - с внутренней поверхностью наружной 9 полки боковой стороны. На горизонтальной полке установочного 5 элемента выполнен вырез U-образной формы. Верхняя полка связующего 3 профиля выполнена наклонной внутрь контура. Нижняя полка связующего 3 профиля выполнена толщиной, равной не менее 0,2 толщины пластины 1 из ДСП с ламинированным покрытием. Верхняя полка связующего 3 профиля выполнена шире нижней полки, верхняя и нижняя полки связующего 3 профиля выполнены шириной от 0,1 до 1,5 размера толщины пластины 1 из ДСП с ламинированным покрытием.
Пластина 1 из ДСП с ламинированным покрытием выполнена толщиной от 6 до 16 мм. Окантовочная 2 рамка выполнена из литьевого полимерного материала - АБС пластика или полипропилена. В качестве защитного материала, нанесенного на торцы пластины из ДСП с ламинированным покрытием, используют лак, или краску, или грунтовку, а в качестве связующего материала используют клей. Все элементы окантовочной 2 рамки выполнены за одну технологическую операцию в процессе литья под давлением (связующий 3 профиль, элементы крепления 4, установочные 5 элементы, элементы фиксации 6 лотка для моющего средства, ребра жесткости Т-образной 10 формы, горизонтальное 12 ребро жесткости).
Верхнюю крышку для стиральной машины изготавливают следующим образом.
На торцы пластины 1 из ДСП с ламинированным покрытием, с размерами 500 на 300 мм и толщиной 10 мм, наносят защитный материал 7 (лак) на основе быстро сохнущего растворителя. В зависимости от технологического процесса ему дают высохнуть (или нет). Затем пластину 1 из ДСП с ламинированным покрытием устанавливают в пресс-форму (на чертежах не показано) в строго определенное место. Смыкают пресс-форму и соединяют пластину 1 из ДСП с ламинированным покрытием с окантовочной 2 рамкой в процессе литья окантовочной 2 рамки в литьевой машине П-образным связующим 3 профилем. Все элементы окантовочной 2 рамки выполняются за одну технологическую операцию в процессе литья под давлением (связующий 3 профиль, элементы крепления 4, установочные 5 элементы, элементы фиксации 6 лотка для моющего средства, ребра жесткости Т-образной 10 формы, горизонтальное 12 ребро жесткости).
Таким же образом изготавливают верхнюю крышку для стиральной машины, используя различные материалы и комбинации материалов:
пластину 1 из ДСП с ламинированным покрытием толщиной от 6 до 16 мм;
окантовочную 2 рамку выполняют из литьевого полимерного материала - АБС пластика или полипропилена;
торцы пластины из ДСП покрывают смесью в любом процентном соотношении защитного и связующего материала, защитным или связующим материалом. В качестве защитного материала используют лак, или краску, или грунтовку. В качестве связующего материала используют клей.
Предлагаемое выполнение конструктивных элементов верхней крышки для стиральной машины и выполнение указанных их размеров приводит к повышению качества, уменьшению веса, снижению материалоемкости и упрощению изготовления при обеспечении необходимых прочностных свойств и качественных характеристик, а также сокращает время общего производственного цикла и энергоемкость затрат для изготовления крышки за счет уменьшения количества технологических операций и применяемого оборудования.
Изобретение может быть реализовано следующим образом.
Верхнюю крышку для стиральной машины устанавливают в верхней части корпуса (на фигурах не показано) стиральной машины, фиксируют установочные 5 элементы на боковинах корпуса стиральной машины напротив их элементов крепления и присоединяют крышку к корпусу элементами крепления 4. После установки крышки осуществляют дальнейшую сборку стиральной машины и ее настройку.
Источники информации
1. Заявка на изобретение ЕР 0680712.
2. Заявка на изобретение ЕР 1544346.
3. Заявка на изобретение WO 2005124008.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЕРХНЕЙ КРЫШКИ ДЛЯ СТИРАЛЬНОЙ МАШИНЫ | 2014 |
|
RU2572458C1 |
| ОЧИСТИТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ И СБОРКИ | 2006 |
|
RU2355836C1 |
| МОДУЛЬ РАДИОПОМЕХ | 2011 |
|
RU2474056C1 |
| ПОКРЫТИЕ, ПАНЕЛЬ ПОКРЫТИЯ И СИСТЕМА ПРОФИЛЕЙ ДЛЯ ИХ СБОРКИ | 1997 |
|
RU2109891C1 |
| СИСТЕМА УКЛАДКИ НАПОЛЬНЫХ ПЛИТОК | 2002 |
|
RU2305164C2 |
| ПОЛКА ДЛЯ ВИТРИНЫ | 2008 |
|
RU2417726C1 |
| ЛЫЖА СО ВСПОМОГАТЕЛЬНЫМ ПРИСПОСОБЛЕНИЕМ ДЛЯ УСТАНОВКИ КРЕПЛЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ЛЫЖИ И СООТВЕТСТВУЮЩЕЕ ВСПОМОГАТЕЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ КРЕПЛЕНИЯ | 2003 |
|
RU2338568C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ СО ВСТРАИВАЕМЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2531314C2 |
| СТИРАЛЬНАЯ МАШИНА БАРАБАННОГО ТИПА | 2009 |
|
RU2449067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛИСТОВОЙ КРОВЛИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2260660C1 |
Верхняя крышка для стиральной машины предназначена для установки на стиральные машины и бытовые устройства. Содержит пластину из ДСП с ламинированным покрытием и окантовочную рамку, выполненную из литьевого полимерного материала в виде цельнолитой детали путем ее литья в пресс-форме под давлением. Окантовочная рамка жестко соединена с пластиной из ДСП по контуру П-образным связующим профилем и содержит два элемента крепления, два установочных элемента, два элемента фиксации лотка для моющего средства. Элементы фиксации лотка для моющего средства выполнены в виде четырех вертикальных ребер со скосом в их нижней части и расположены на нижней поверхности передней стороны. Торцы пластины из ДСП с ламинированным покрытием покрыты защитным или связующим материалом или их смесью. Боковые и задняя стороны окантовочной рамки в поперечном сечении выполнены в форме П-образного профиля, снизу которых выполнены ребра жесткости Т-образной формы. Элементы крепления выполнены П-образной формы с боковинами треугольной формы и расположены на задней стороне окантовочной рамки. Установочные элементы выполнены в виде L-образного ребра и расположены на боковых сторонах окантовочной рамки. Передняя сторона окантовочной рамки в поперечном сечении выполнена в форме прямоугольника со скосом наружу нижней поверхности. На верхней и торцовых поверхностях передней стороны окантовочной рамки выполнен сплошной паз, расположенный параллельно передней стороне. На наружной боковой поверхности передней стороны выполнено горизонтальное ребро жесткости. Технический результат заключается в повышении качества, уменьшении веса, снижении материалоемкости и упрощении процесса изготовления. 3 з.п. ф-лы, 13 ил.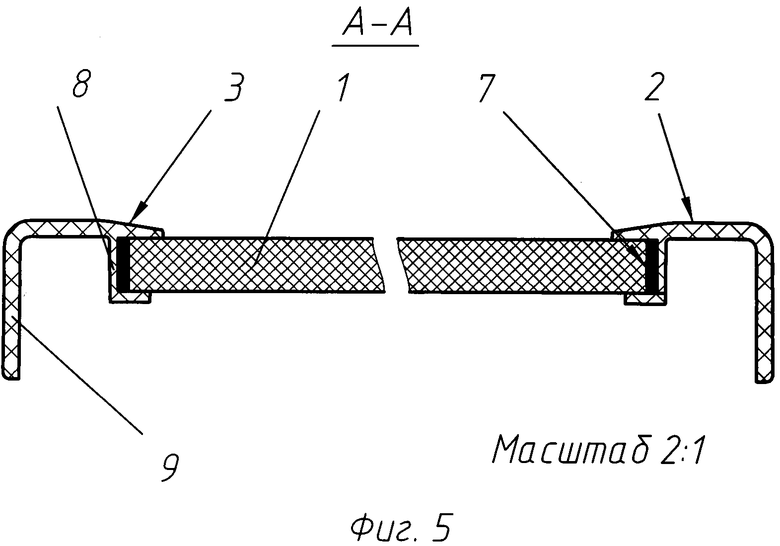
1. Верхняя крышка для стиральной машины, содержащая пластину из ДСП с ламинированным покрытием и окантовочную рамку, выполненную из литьевого полимерного материала в виде цельнолитой детали путем ее литья в пресс-форме под давлением, окантовочная рамка жестко соединена с пластиной из ДСП с ламинированным покрытием по контуру П-образным связующим профилем, выполненным на внутреннем контуре окантовочной рамки, снизу окантовочной рамки выполнены два элемента крепления и два установочных элемента, отличающаяся тем, что дополнительно содержит два элемента фиксации лотка для моющего средства, выполненных на нижней поверхности передней стороны окантовочной рамки, каждый элемент фиксации лотка для моющего средства выполнен в виде четырех вертикальных ребер со скосом в их нижней части, торцы пластины из ДСП с ламинированным покрытием покрыты защитным или связующим материалом или их смесью, боковые и задняя стороны окантовочной рамки в поперечном сечении выполнены в форме П-образного профиля, при этом внутренняя полка П-образного профиля выполнена короче наружной, снизу боковых и задней сторон окантовочной рамки выполнены ребра жесткости Т-образной формы, каждое ребро жесткости Т-образной формы своей поперечной полкой соединено с внутренней полкой боковой или задней стороны, а перпендикулярной полкой соединено с внутренней поверхностью П-образного профиля соответствующей боковой или задней стороны, передняя сторона окантовочной рамки в поперечном сечении выполнена в форме прямоугольника со скосом наружу нижней поверхности, на верхней и торцовых поверхностях передней стороны окантовочной рамки выполнен сплошной паз, расположенный параллельно передней стороне, на наружной боковой поверхности передней стороны выполнено горизонтальное ребро жесткости, верхняя поверхность окантовочной рамки передней стороны в поперечном сечении выполнена ступенчатой, элементы крепления выполнены на задней стороне окантовочной рамки, каждый элемент крепления выполнен П-образной формы с боковинами треугольной формы, при этом средняя полка соединена с внутренней полкой задней стороны и имеет отверстие, а боковины треугольной формы соединены с внутренней поверхностью П-образного профиля задней стороны, установочные элементы выполнены на боковых сторонах окантовочной рамки, каждый установочный элемент выполнен в виде L-образного ребра, соединенного вертикальной полкой с внутренней полкой боковой стороны, а горизонтальной полкой - с внутренней поверхностью наружной полки боковой стороны, при этом на горизонтальной полке выполнен вырез U-образной формы, верхняя полка связующего профиля выполнена наклонной внутрь контура, нижняя полка связующего профиля выполнена толщиной, равной не менее 0,2 толщины пластины из ДСП с ламинированным покрытием, верхняя полка связующего профиля выполнена шире нижней, верхняя и нижняя полки выполнены шириной от 0,1 до 1,5 размера толщины пластины из ДСП с ламинированным покрытием.
2. Крышка по п. 1, отличающаяся тем, что пластина из ДСП с ламинированным покрытием выполнена толщиной от 6 до 16 мм.
3. Крышка по п. 1, отличающаяся тем, что окантовочная рамка выполнена из литьевого полимерного материала - АБС пластика или полипропилена.
4. Крышка по п. 1, отличающаяся тем, что в качестве защитного материала используют лак, или краску, или грунтовку, а в качестве связующего материала используют клей.
| WO 2005124008 A1, 29.12.2005 | |||
| Способ приготовления напитка | 1988 |
|
SU1544346A1 |
| Способ консервирования плодов и овощей | 1978 |
|
SU680712A1 |
| Способ создания противофильтрационного экрана | 1982 |
|
SU1081268A1 |

