Область техники
Изобретение относится к области почтовой связи, складского хозяйства и может быть использовано в центрах автоматизированной обработки почтовых отправлений и логистических терминалах в многорядных системах обработки штучных грузов при автоматизации транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару.
Уровень техники
На сборные транспортеры грузы могут поступать, например, из накопителей многорядной сортировочной установки (посылки, упакованные пачки с печатной продукцией, мешки и ящики с письменной корреспонденцией, бандероли, постпакеты, крупногабаритные письма) или со складских стеллажей с целью последующей укладки в тару. Тарой могут служить контейнеры, паллеты, тележки, мешки, ящики. Устройствами укладки грузов в тару могут быть, например, система загрузки штучных грузов в контейнер (RU 2381166, 2010), оператор вручную (SU 1769983, 1992), и т.п.
В известной системе автоматизированной обработки посылок, описанной в [Барсук И.В., Гиль Г.К., Воскресенский А.Л. и др. Организация автоматизированной обработки почтовых отправлений в крупных узлах связи. - М.: Радио и связь, 1985. - 208 с., с.200], по мере заполнения адресных накопителей сортировочного комплекса или с целью подготовки посылок к отправке оператор, загружающий посылки в контейнер, с пульта управления дает команду на выгрузку соответствующего адресного накопителя, из которого посылки разгружаются на сборный транспортер, которым доставляются в накопитель рабочего места загрузки посылок в контейнеры.
Наиболее близким по конструктивным признакам является устройство транспортирования штучных грузов от сборных транспортеров к рабочим местам укладки грузов в сменную тару в составе комплекса для обработки почтовых отправлений (SU 1769983, 1992). Группы рассортированных грузов из накопителей сортировочного конвейера комплекса по мере объемного заполнения накопителя или достижения содержимого накопителя заданной массы выгружаются на сборные транспортеры, имеющие возможность реверсивного движения, расположенные вдоль ряда накопителей. Укладку грузов в сменную тару производят операторы вручную на рабочих местах, оборудованных транспортером рабочего места оператора, устройством упаковки крупногабаритных писем, загрузочным транспортером и откидным мешкодержателем. Каждому сборному транспортеру соответствует свое рабочее место оператора по укладке грузов в сменную тару. Устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару состоит из не связанных между собой продольных передающих конвейеров, выполняющих функцию буферных накопителей для повышения производительности комплекса.
Недостатки прототипа заключаются в том, что, во-первых, укладка в тару выгружаемых из накопителя сортировочного конвейера грузов на сборный транспортер возможна только соответствующим этому сборному транспортеру устройством укладки грузов в тару, в результате чего снижается производительность комплекса от невозможности использовать не работающие в этот момент другие устройства укладки грузов в тару; во-вторых, при числе передающих конвейеров, равном числу устройств укладки грузов в тару, строго соответствующем числу сборных транспортеров, при сравнительно низкой производительности устройств укладки грузов в тару такого количества устройств укладки грузов в тару может оказаться недостаточно для обеспечения безостановочной работы многорядной системы обработки грузов в целом, в-третьих, передающий конвейер, выполняющий функцию буферного накопителя, должен иметь длину, достаточную для размещения всех грузов, выгружаемых из накопителя; в-четвертых, выход из строя или временная остановка по той или иной причине одного или нескольких устройств укладки грузов в тару приводит к невозможности использования соответствующего/щих сборного/ных транспортера/ров, то есть к снижению живучести комплекса (под живучестью здесь понимается способность комплекса выполнять свои функции при нарушениях режима эксплуатации).
Раскрытие изобретения
Задачей изобретения является разработка конструкции устройства транспортирования штучных грузов многорядной системы обработки штучных грузов повышенной производительности и увеличение живучести многорядной системы обработки штучных грузов.
Поставленная задача достигается тем, что устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару, входящее в состав многорядной системы обработки штучных грузов, включает передающие конвейеры с рабочими органами, каждый из которых соединен справа и слева с соседним передающим конвейером парой поперечных транспортеров. Поперечные транспортеры снабжены рабочими органами и оборудованы со стороны входа грузов из передающего конвейера на поперечный транспортер активной шлюзовой дверкой. Поперечные транспортеры со стороны выхода грузов на соседний передающий конвейер снабжены пассивной шлюзовой дверкой. При этом угол расположения поперечного транспортера относительно продольной оси рабочего органа передающего конвейера не превышает 90°. Шлюзовая дверка поперечного транспортера в открытом состоянии полностью перекрывает рабочий орган передающего конвейера, а минимальное расстояние между открытыми пассивной и активной шлюзовыми дверками поперечных транспортеров, находящихся на противоположных сторонах передающего конвейера, превышает максимально допустимый размер (диагональ) укладываемого груза. При числе передающих конвейеров больше двух у крайнего правого и крайнего левого по ходу движения грузов передающих конвейеров поперечные транспортеры, забирающие от них грузы на соседние передающие конвейеры, размещают на минимальном расстоянии от соответствующих сборных транспортеров, а поперечные транспортеры, с которых грузы поступают на эти передающие конвейеры с соседних передающих конвейеров, размещают на минимальном расстоянии от устройств укладки грузов в тару.
Кроме того, устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару содержит также передающие конвейеры с рабочими органами, предназначенные для перемещения штучных грузов к дополнительным устройствам укладки грузов в тару, не примыкающие к сборным транспортерам. При этом каждый из таких передающих конвейеров соединен с боковой стороны с соседним передающим конвейером, примыкающим к сборному транспортеру со стороны выхода грузов: одним поперечным транспортером, предназначенным для приема грузов от этого передающего конвейера, если передающий конвейер, не примыкающий к сборному транспортеру, является крайним правым или крайним левым по ходу движения грузов, двумя поперечными транспортерами, один из которых предназначен для приема грузов от соседнего передающего конвейера, примыкающего к сборному транспортеру со стороны выхода грузов, а другой - для перемещения грузов на этот соседний передающий конвейер, если передающий конвейер, не примыкающий к сборному транспортеру, расположен между передающими конвейерами, примыкающими к сборным транспортерам со стороны выхода грузов. Для всех поперечных транспортеров оборудование и конструктивные признаки остаются неизменными. У крайнего правого и крайнего левого по ходу движения грузов передающих конвейеров, не примыкающих к сборным транспортерам, поперечные транспортеры, с которых грузы поступают на эти передающие конвейеры с соседних передающих конвейеров, примыкающих к сборным транспортерам со стороны выхода грузов, размещают на минимальном расстоянии от устройств укладки грузов в тару.
Решение поставленной задачи позволяет в 1,3-1,4 раза повысить производительность устройства транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару за счет того, что в нем число передающих конвейеров превышает число сборных транспортеров и обеспечивается возможность при занятости устройства укладки грузов в тару, соответствующего сборному транспортеру, с которого должны поступать грузы, использовать ближайшее не работающее устройство укладки грузов в тару. Благодаря повышенной производительности в устройстве транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару отпадает необходимость в использовании передающих конвейеров в качестве буферных накопителей, поэтому длина передающих конвейеров может быть уменьшена. Предлагаемая конструкция устройства транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару позволяет использовать количество устройств укладки грузов в тару, превышающее число сборных транспортеров, при обеспечении возможности перемещения грузов от любого сборного транспортера к любому устройству укладки грузов в тару, благодаря чему увеличивается живучесть многорядной системы обработки штучных грузов, в состав которой входит предлагаемое устройство.
Краткое описание чертежей
Сущность предлагаемого устройства транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару поясняется следующими фигурами:
на фиг. 1 показано устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару, в котором один передающий конвейер, не примыкающий к сборному транспортеру, является крайним правым, второй - крайним левым, а третий расположен между передающими конвейерами, примыкающими к сборным транспортерам со стороны выхода грузов;
на фиг. 2 показано устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару, в котором один передающий конвейер, не примыкающий к сборному транспортеру, является крайним правым, а второй - крайним левым;
на фиг. 3 показан поперечный транспортер для передачи штучных грузов с одного передающего конвейера на соседний, расположенный справа от первого;
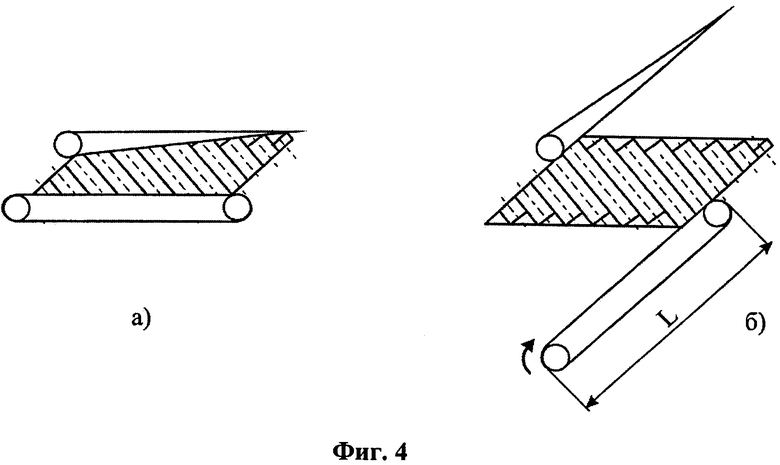
на фиг. 4 показан поперечный транспортер для передачи штучных грузов с одного передающего конвейера на соседний, расположенный слева от первого;
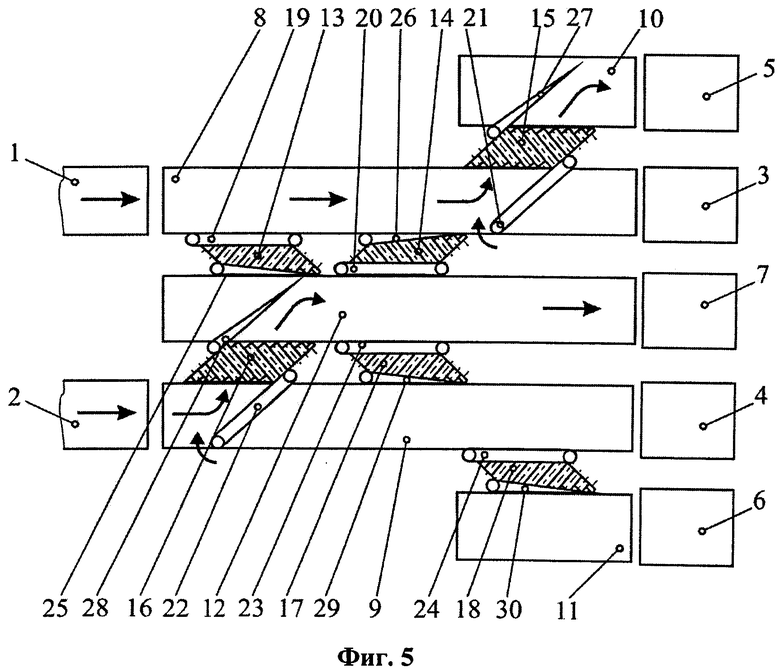
на фиг. 5 показан пример одного из возможных состояний устройства транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару, изображенного на фиг. 1;
на фиг. 6 показан пример одного из возможных состояний устройства транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару, изображенного на фиг. 2.
Осуществление изобретения
Устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару входит в состав многорядной системы обработки штучных грузов, занимая положение между сборными транспортерами и устройствами укладки грузов в тару. Конструктивное единство устройства транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару обеспечено жестким закреплением между собой несущих конструкций (рам) передающих конвейеров и непосредственно связанных с ними поперечных транспортеров (например, посредством болтового соединения, на фиг. 1, 2, 5, 6 условно не показано).
Устройство транспортирования штучных грузов (фиг. 1) от двух сборных транспортеров 1, 2 к пяти устройствам укладки грузов 3-7 в тару, в котором один передающий конвейер, не примыкающий к сборному транспортеру 11, является крайним правым, второй 10 - крайним левым, а третий 12 расположен между передающими конвейерами, примыкающими к сборным транспортерам со стороны выхода грузов 8 и 9. Устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару данной конфигурации состоит из передающих конвейеров, примыкающих к сборным транспортерам со стороны выхода грузов 8 и 9, каждый из которых соединен с боковой стороны с соседним передающим конвейером, не примыкающим к сборному транспортеру, поперечными транспортерами: передающий конвейер 8 соединен с передающим конвейером 12 поперечными транспортерами правым 13 (фиг. 3) и левым 14 (фиг. 4), а с передающим конвейером 10 - поперечным транспортером левым 15, передающий конвейер 9 соединен с передающим конвейером 12 поперечными транспортерами левым 16 и правым 17, а с передающим конвейером 11 - поперечным транспортером правым 18. Передающие конвейеры и поперечные транспортеры снабжены рабочими органами. Поперечный транспортер расположен под углом α к передающему конвейеру. При этом угол α расположения поперечного транспортера относительно продольной оси рабочего органа передающего конвейера, с которого на поперечный транспортер поступают грузы, не должен превышать 90°. Например, при коэффициенте трения материала посылки (картон) о поверхность ремня активной шлюзовой дверки (резина), равном 0,3, оптимальное значение угла α, при котором достигается минимальное время перехода посылки с передающего конвейера на поперечный транспортер, составляет 53° (см. Барсук И.В. Расчет кинематических параметров роботизированного комплекса загрузки посылок в контейнеры // Электромагнитные волны и электронные системы. 2012. №2, т. 17. С. 74-78).
Поперечные транспортеры (фиг. 3 и фиг.4) оборудованы со стороны входа грузов из передающего конвейера на поперечный транспортер активной шлюзовой дверкой. Активная шлюзовая дверка снабжена ремнем, имеющим возможность вращения, в исходном состоянии выполняющая функцию бортового ограждения передающего конвейера (фиг. 3, а и фиг. 4, а). В рабочем состоянии активная шлюзовая дверка с вращающимся ремнем занимает положение под углом α к продольной оси движущегося рабочего органа передающего конвейера навстречу находящимся на рабочем органе грузам и выполняет функцию перемещения грузов с передающего конвейера на поперечный транспортер (фиг. 3, б и фиг. 4, б). Поперечный транспортер (фиг. 3 и фиг.4) со стороны выхода грузов на соседний передающий конвейер снабжен пассивной шлюзовой дверкой. Пассивная шлюзовая дверка в исходном состоянии выполняет функцию бортового ограждения соседнего передающего конвейера (фиг. 3, а и фиг. 4, а), а в рабочем состоянии, занимая положение под углом к продольной оси рабочего органа соседнего передающего конвейера, выполняет функцию пропуска грузов из поперечного транспортера на соседний передающий конвейер (фиг. 3, б и фиг.4, б). Поперечный транспортер 13 - активной шлюзовой дверкой 19 и пассивной шлюзовой дверкой 25, поперечный транспортер 14 - активной шлюзовой дверкой 20 и пассивной шлюзовой дверкой 26, поперечный транспортер 15 - активной шлюзовой дверкой 21 и пассивной шлюзовой дверкой 27, поперечный транспортер 16 - активной шлюзовой дверкой 22 и пассивной шлюзовой дверкой 28, поперечный транспортер 17 - активной шлюзовой дверкой 23 и пассивной шлюзовой дверкой 29, поперечный транспортер 18 - активной шлюзовой дверкой 24 и пассивной шлюзовой дверкой 30.
Длина L шлюзовой дверки поперечного транспортера (фиг. 3, б и фиг. 4, б) должна быть такой, чтобы в открытом состоянии полностью перекрывать рабочий орган передающего конвейера.
Минимальное расстояние Н между открытыми пассивной и активной шлюзовыми дверками поперечных транспортеров, предназначенных для обеспечения пересечения грузами передающего конвейера, должно превышать максимально допустимый размер (диагональ) укладываемого груза, например, между открытой пассивной шлюзовой дверкой 25 поперечного транспортера 13 и открытой активной шлюзовой дверкой 23 поперечного транспортера 17 - при пересечении грузами передающего конвейера 12 или между открытой пассивной шлюзовой дверкой 29 поперечного транспортера 17 и открытой активной шлюзовой дверкой 24 поперечного транспортера 18 - при пересечении грузами передающего конвейера 9.
Поперечные транспортеры размещают вдоль передающих конвейеров и относительно друг друга таким образом, чтобы обеспечить возможность перемещения грузов от любого сборного транспортера к любому устройству укладки штучных грузов в тару за минимальное время. При этом у крайнего правого и крайнего левого передающих конвейеров поперечные транспортеры размещают на минимальном расстоянии от соответствующих устройств укладки грузов в тару, например, поперечный транспортер 15 - от устройства укладки грузов в тару 5, поперечный транспортер 18 - от устройства укладки грузов в тару 6.
Управление включением и выключением приводов сборных транспортеров, передающих конвейеров, поперечных транспортеров, шлюзовых дверок, устройств укладки грузов в тару осуществляет система управления (на фиг. 1 условно не показана) многорядной системы обработки штучных грузов, составной частью которой является устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару.
Устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару работает следующим образом. При поступлении штучных грузов на какой-либо из сборных транспортеров 1, 2 или одновременно на оба сборных транспортера система управления (на фиг. 1 не показана) производит анализ текущего состояния (работает, не работает) оборудования (устройств укладки грузов в тару 3-7, передающих конвейеров 8-12, поперечных транспортеров 13-18 со шлюзовыми дверками 19-30) и выбирает путь транспортирования грузов от сборного транспортера к ближайшему не работающему устройству укладки грузов в тару. Если такой возможности нет, например, все устройства укладки грузов в тару 3-7 работают, то устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару находится в режиме ожидания (приводы всех механизмов 8-30 устройства выключены). Если такая возможность имеется, то включение приводов механизмов система управления производит в следующей последовательности: устройство укладки грузов в тару, соответствующий ему передающий конвейер, при необходимости, поперечный транспортер со шлюзовыми дверками, с которого на этот передающий конвейер должны поступать грузы, передающий конвейер, с которого грузы поступают на этот поперечный транспортер, и т.д. до сборного транспортера, на который поступили грузы, предназначенные для укладки в тару. Возврат в исходное положение шлюзовых дверок поперечных транспортеров, выключение приводов работающих механизмов система управления производит в обратной последовательности по мере завершения работы каждого механизма.
Работу устройства транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару, изображенного на фиг. 1, для случая, когда на сборные транспортеры 1 и 2 поступили грузы, предназначенные для укладки в тару, устройства укладки грузов в тару 3, 4, 6 находятся в состоянии работы, все механизмы устройства транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару 9-30 не работают - находятся в режиме ожидания, иллюстрирует пример, показанный на фиг. 5.
Для грузов, находящихся на сборном транспортере 2, кратчайшим путем к устройству укладки грузов в тару является их транспортирование передающим конвейером 9, примыкающим к сборному транспортеру 2, далее поперечным транспортером левым 16 на не примыкающий к сборным транспортерам передающий конвейер 12 и этим конвейером к не работающему устройству укладки грузов в тару 7. Для доставки грузов и осуществления укладки в тару система управления (на фиг. 5 не показана) последовательно включает приводы устройства укладки грузов в тару 7, передающего конвейера 12, пассивной шлюзовой дверки 28 (занимает рабочее положение), поперечного транспортера 16, активной шлюзовой дверки 22 (занимает рабочее положение с вращающимся ремнем), передающего конвейера 9, сборного транспортера 2.
Ввиду занятости устройства укладки грузов в тару 3 единственным устройством, которым могут быть уложены в тару грузы, находящиеся на сборном транспортере 1, является устройство укладки грузов в тару 5. Для этого система управления производит последовательное включение приводов устройства укладки грузов в тару 5, передающего конвейера 10, пассивной шлюзовой дверки 27 (занимает рабочее положение), поперечного транспортера 15, активной шлюзовой дверки 21 (занимает рабочее положение с вращающимся ремнем), передающего конвейера 8, сборного транспортера 1.
Направления движения рабочих органов механизмов и перемещения грузов на фиг. 5 указаны стрелками. Останов движения рабочих органов механизмов, приведение стрелок поперечных транспортеров в исходное положение система управления производит в обратной последовательности по мере завершения прохождения грузов соответствующего участка пути.
Устройство транспортирования штучных грузов (фиг. 2) от двух сборных транспортеров 1, 2 к четырем устройствам укладки грузов 3-6 в тару, в котором один передающий конвейер, не примыкающий к сборному транспортеру 11, является крайним правым, второй 10 - крайним левым. Устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару данной конфигурации состоит из передающих конвейеров, примыкающих к сборным транспортерам со стороны выхода грузов 8 и 9, которые соединены между собой поперечным транспортером левым 16 (фиг. 4), предназначенным для пропускания грузов из передающего конвейера 9 на передающий конвейер 8, и поперечным транспортером правым 17 (фиг. 3), предназначенным для пропускания грузов из передающего конвейера 8 на передающий конвейер 9, кроме того, передающий конвейер 8 соединен с расположенным слева от него не примыкающим к сборному транспортеру передающему конвейеру 10 поперечным транспортером левым 15 (фиг. 4), а передающий конвейер 9 соединен с расположенным справа от него не примыкающим к сборному транспортеру передающему конвейеру 11 поперечным транспортером правым 18 (фиг. 3).
Поперечный транспортер 15 оборудован активной шлюзовой дверкой 21 и пассивной шлюзовой дверкой 27, поперечный транспортер 16 - активной шлюзовой дверкой 22 и пассивной шлюзовой дверкой 28, поперечный транспортер 17 - активной шлюзовой дверкой 23 и пассивной шлюзовой дверкой 29, поперечный транспортер 18 - активной шлюзовой дверкой 24 и пассивной шлюзовой дверкой 30.
Угол α расположения поперечного транспортера относительно продольной оси рабочего органа передающего конвейера, с которого на поперечный транспортер поступают грузы, не должен превышать 90°.
Длина L шлюзовой дверки поперечного транспортера (фиг. 3, б и фиг.4, б) должна быть такой, чтобы в открытом состоянии полностью перекрывать рабочий орган передающего конвейера.
Минимальное расстояние Н между открытыми пассивной и активной шлюзовыми дверками поперечных транспортеров, предназначенных для обеспечения пересечения грузами передающего конвейера, должно превышать максимально допустимый размер (диагональ) укладываемого груза, в частности, между открытой пассивной шлюзовой дверкой 29 поперечного транспортера 17 и открытой активной шлюзовой дверкой 24 поперечного транспортера 18 - при пересечении грузами передающего конвейера 9.
Для минимизации времени перемещения грузов от любого сборного транспортера к любому устройству укладки штучных грузов в тару поперечные транспортеры 15 и 18 размещают на минимальном расстоянии соответственно от устройств укладки грузов в тару 5 и 6.
Управление включением и выключением приводов сборных транспортеров, передающих конвейеров, поперечных транспортеров, шлюзовых дверок, устройств укладки грузов в тару осуществляет система управления (на фиг. 2 условно не показана) многорядной системы обработки штучных грузов, составной частью которой является устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару.
Устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару работает следующим образом. При поступлении штучных грузов на какой-либо из сборных транспортеров 1, 2 или одновременно на оба сборных транспортера система управления (на фиг. 2 не показана) производит анализ текущего состояния (работает, не работает) оборудования (устройств укладки грузов в тару 3-6, передающих конвейеров 8-11, поперечных транспортеров 15-18 со шлюзовыми дверками 21-24, 27-30) и выбирает путь транспортирования грузов от сборного транспортера к ближайшему не работающему устройству укладки грузов в тару. Если такой возможности нет, например, все устройства укладки грузов в тару 3-6 работают, то устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару находится в режиме ожидания (приводы всех механизмов 8-11, 15-18, 21-24, 27-30 устройства выключены). Если такая возможность имеется, то включение приводов механизмов система управления производит в следующей последовательности: устройство укладки грузов в тару, соответствующий ему передающий конвейер, при необходимости, поперечный транспортер со шлюзовыми дверками, с которого на этот передающий конвейер должны поступать грузы, передающий конвейер, с которого грузы поступают на этот поперечный транспортер, и т.д. до сборного транспортера, на который поступили грузы, предназначенные для укладки в тару. Возврат в исходное положение шлюзовых дверок поперечных транспортеров, выключение приводов работающих механизмов система управления производит в обратной последовательности по мере завершения работы каждого механизма.
Работу устройства транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару, изображенного на фиг. 2, для случая, когда на сборный транспортер 1 поступили грузы, предназначенные для укладки в тару, устройства укладки грузов в тару 3, 4, 5 находятся в состоянии работы, все механизмы устройства транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару 8-11, 15-18, 21-24, 27-30 не работают - находятся в режиме ожидания, иллюстрирует пример, показанный на фиг. 6.
Ввиду занятости устройств укладки грузов в тару 3-5 единственным устройством, которым могут быть уложены в тару грузы, находящиеся на сборном транспортере 1, является устройство укладки грузов в тару 6. Для этого система управления производит последовательное включение приводов устройства укладки грузов в тару 6, передающего конвейера 11, пассивной шлюзовой дверки 30 (занимает рабочее положение), поперечного транспортера 18, активной шлюзовой дверки 24 (занимает рабочее положение с вращающимся ремнем), передающего конвейера 9, пассивной шлюзовой дверки 29 (занимает рабочее положение), поперечного транспортера 17, активной шлюзовой дверки 23 (занимает рабочее положение с вращающимся ремнем), передающего конвейера 8, сборного транспортера 1.
Направления движения рабочих органов механизмов и перемещения грузов на фиг. 6 указаны стрелками. Останов движения рабочих органов механизмов, приведение стрелок поперечных транспортеров в исходное положение система управления производит в обратной последовательности по мере завершения прохождения грузов соответствующего участка пути.
В устройстве транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару в качестве рабочих органов, как передающих конвейеров, так и поперечных транспортеров могут быть использованы транспортерная лента, рольганговое полотно, пластинчатое полотно в различных комбинациях. Конфигурация передающих конвейеров и поперечных транспортеров может отличаться от прямолинейной в зависимости от расположения устройств укладки грузов в тару в помещении и характеристики помещения (сетка колонн, другие препятствия и ограничения).
В предлагаемом устройстве транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару, модификации которого изображены на фиг. 1 и 2, число передающих конвейеров превышает число сборных транспортеров. За счет этого обеспечивается возможность использования для укладки грузов в тару не только устройств, непосредственно связанных со сборным транспортером соответствующим передающим конвейером, но и других устройств укладки грузов в тару, не работающих в момент поступления требования на разгрузку сборного транспортера, уменьшается время ожидания укладки грузов, находящихся на сборном транспортере, и тем самым повышается производительность предлагаемого устройства. Длина предлагаемого устройства транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару зависит от числа передающих конвейеров и соответствующего числа поперечных транспортеров и не зависит от числа грузов и интервала между ними, накапливаемых на сборном транспортере. Поэтому при размере накапливаемой партии порядка 30-40 грузов (вместимость контейнера, паллеты) и шаге их расположения на сборном транспортере порядка 1 м (посылки, пачки печати, ящики с письменной корреспонденцией) происходит экономия длины предлагаемого устройства по сравнению с использованием передающих конвейеров в качестве буферных накопителей.
Благодаря тому, что в предлагаемом устройстве транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару число передающих конвейеров превышает число сборных транспортеров, и обеспечению перемещения грузов от каждого сборного транспортера к каждому устройству укладки грузов в тару увеличивается живучесть многорядной системы обработки штучных грузов, так как при выходе из строя или временной остановке одного или нескольких устройств укладки грузов в тару многорядная система обработки штучных грузов сохраняет возможность функционирования в полном объеме, хотя и с меньшей производительностью, при меньшем числе устройств укладки грузов в тару. Кроме того, в периоды уменьшения нагрузки на многорядную систему обработки штучных грузов появляется возможность проведения профилактических работ, связанных с остановкой устройств укладки грузов в тару, без остановки многорядной системы обработки штучных грузов в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ТРАНСПОРТИРОВАНИЯ ШТУЧНЫХ ГРУЗОВ ОТ СБОРНЫХ ТРАНСПОРТЁРОВ К УСТРОЙСТВАМ УКЛАДКИ ГРУЗОВ В ТАРУ | 2013 |
|
RU2548812C2 |
| КОМПЛЕКС СОРТИРОВКИ И НАКАПЛИВАНИЯ ПОСЫЛОК | 2013 |
|
RU2566316C2 |
| СИСТЕМА ЗАГРУЗКИ ШТУЧНЫХ ГРУЗОВ В КОНТЕЙНЕР | 2008 |
|
RU2381166C2 |
| Способ заполнения штучными грузами накопителей установки для сортировки почтовых грузов | 1986 |
|
SU1400670A1 |
| Устройство для формирования пакетов штучных грузов | 1978 |
|
SU749770A1 |
| Контейнер для штучных грузов в таре | 1985 |
|
SU1294707A1 |
| КРАНОВАЯ УСТАНОВКА С ТРАНСПОРТНОЙ СИСТЕМОЙ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ТРАНСПОРТИРОВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1990 |
|
RU2041854C1 |
| Устройство для транспортирования и укладки грузов в накопитель | 1979 |
|
SU901195A1 |
| Устройство для транспортирования и укладки грузов в накопители | 1977 |
|
SU672111A1 |
| Способ и устройство переработки грузов без ручного труда | 2022 |
|
RU2792923C1 |



Устройство транспортирования штучных грузов от двух сборных транспортеров (1, 2) к пяти устройствам укладки грузов (3-7) в тару, в котором один передающий конвейер, не примыкающий к сборному транспортеру (11), является крайним правым, второй (10) - крайним левым, а третий (12) расположен между передающими конвейерами (8, 9), примыкающими к сборным транспортерам со стороны выхода грузов. Передающий конвейер (8) соединен с передающим конвейером (12) поперечными транспортерами правым (13) и левым (14), а с передающим конвейером (10) - поперечным транспортером левым (15). Передающий конвейер (9) соединен с передающим конвейером (12) поперечными транспортерами левым (16) и правым (17), а с передающим конвейером (11) - поперечным транспортером правым (18). Передающие конвейеры и поперечные транспортеры снабжены рабочими органами. Угол расположения поперечного транспортера относительно продольной оси рабочего органа передающего конвейера, с которого на поперечный транспортер поступают грузы, не должен превышать 90°. Повышается производительность устройства. 1 з.п. ф-лы, 6 ил.
1. Устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару, входящее в состав многорядной системы обработки штучных грузов, включающее примыкающие к сборным транспортерам со стороны выхода грузов передающие конвейеры с рабочими органами,
отличающееся тем, что содержит передающие конвейеры с рабочими органами, предназначенные для перемещения штучных грузов к дополнительным устройствам укладки грузов в тару, не примыкающие к сборным транспортерам, причем каждый из таких передающих конвейеров соединен с боковой стороны с соседним передающим конвейером, примыкающим к сборному транспортеру со стороны выхода грузов: одним поперечным транспортером, предназначенным для приема грузов от этого передающего конвейера, если передающий конвейер, не примыкающий к сборному транспортеру, является крайним правым или крайним левым по ходу движения грузов, двумя поперечными транспортерами, один из которых предназначен для приема грузов от соседнего передающего конвейера, примыкающего к сборному транспортеру со стороны выхода грузов, а другой - для перемещения грузов на этот соседний передающий конвейер, если передающий конвейер, не примыкающий к сборному транспортеру, расположен между передающими конвейерами, примыкающими к сборным транспортерам со стороны выхода грузов, если между соседними передающими конвейерами, примыкающими к сборным транспортерам со стороны выхода грузов, отсутствует передающий конвейер, не примыкающий к сборному транспортеру, то эти соседние передающие конвейеры соединены между собой парой поперечных транспортеров для перемещения грузов от одного соседнего транспортера к другому, причем каждый поперечный транспортер с рабочим органом оборудован со стороны входа грузов из передающего конвейера на поперечный транспортер активной шлюзовой дверкой, а со стороны выхода грузов на соседний передающий конвейер пассивной шлюзовой дверкой, при этом угол расположения поперечного транспортера относительно продольной оси рабочего органа передающего конвейера не превышает 90°.
2. Устройство транспортирования штучных грузов от сборных транспортеров к устройствам укладки грузов в тару по п. 1,
отличающееся тем, что у крайнего правого и крайнего левого по ходу движения грузов передающих конвейеров, не примыкающих к сборным транспортерам, поперечные транспортеры, с которых грузы поступают на эти передающие конвейеры с соседних передающих конвейеров, примыкающих к сборным транспортерам со стороны выхода грузов, размещают на минимальном расстоянии от устройств укладки грузов в тару.
| ПЕРЕГРУЗОЧНО-ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ ГОРНОЙ МАССЫ В ПОКУСКОВОМ РЕЖИМЕ | 2001 |
|
RU2204517C2 |
| CN 202807832 U, 20.03.2013 | |||
| US 6223887 B1, 01.05.2001 | |||
| US 1531711 A, 31.03.1925. | |||

