Изобретение относится к лесной промышленности и может найти применение в технологиях раскряжевки хлыстов на круглые лесоматериалы на нижних складах лесоперерабатывающих предприятий.
Известен индивидуальный способ раскроя хлыстов на сортименты, заключающийся в том, что оператор раскряжевочной установки, визуально оценивая геометрические размеры и качество хлыста, подлежащего раскряжевке, дает последовательно заказы на длину каждого отпиливаемого отрезка. При этом он одновременно учитывает требования ГОСТа, сортиментный план (Залегаллер Б.Г. Технология и оборудование лесных складов. [Текст] / Б.Г. Залегаллер, П.В. Ласточкин, С.П. Бойков. - М.: Лесн. пром-сть, 1984. - с. 54).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится низкий уровень автоматизации технологического процесса, поскольку оценка параметров ствола и составление программ раскроя выполняется оператором установки. Объясняется это сложностью автоматизации измерения параметров ствола дерева. В результате снижается выход деловых сортиментов и не обеспечивается выполнение плана раскряжевки стволов.
Наиболее близким способом по технической сущности к заявленному изобретению является способ раскряжевки стволов деревьев на сортименты на установках с продольной подачей, осуществляемый на раскряжевочных и сучкорезно-раскряжевочных установках с продольной подачей при обеспечении процесса измерения размерных параметров ствола автоматическими устройствами. Оператор установки загружает ствол дерева в сучкорезно-протаскивающий механизм, оценивает качественные параметры ствола самостоятельно или с помощью ЭВМ и производит включение автоматического режима обработки. Включается сучкорезно-протаскивающий механизм и начинается подача ствола с одновременной обрезкой сучьев. Также одновременно с подачей ствола выполняется измерение размерных параметров. Информация о диаметрах и текущей длине ствола поступает от измерительного устройства в ЭВМ и обрабатывается. При перемещении ствола на длину lи ЭВМ, на основании полученной информации, рассчитывает длину сортиментных зон ствола, например длину пиловочной зоны lз, и определяет программу ее раскроя l1, l2, …, ln согласно заданным критериям оптимальности раскряжевки и с учетом сортиментного плана. Выполняется последовательная выпиловка сортиментов в соответствии с программой раскроя. При этом информация о диаметрах и текущей длине ствола продолжает поступать в ЭВМ и обрабатываться. Перед началом подачи ствола для выпиловки последнего из программы раскроя сортимента ЭВМ на основании информации о размерных параметрах зоны ствола 


Значение длины начальной зоны измерения размерных параметров ствола lи составляет 3,0 м из условиях обеспечения точности прогноза размеров сортиментных зон ствола и определения программ их раскроя до начала процесса раскряжевки (Патент РФ №2026164, В27В 5/00, В27В 1/00, опубл. 09.01.1995). Принят за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в способе размерные параметры ствола дерева определяются измерением параметров комлевой части хлыста, с последующим преобразованием их на весь ствол. Использование такого метода определения размерных характеристик хлыста является неудовлетворительным по точности, так как измерения диаметра в комлевой части чаще всего будут некорректными ввиду сильной закомленности или других пороков комлевой части ствола дерева.
Поэтому прототип способа не достаточно точно определяет границы размерных зон хлыста и не может гарантировать заданной точности раскряжевки.
Сущность изобретения заключается в следующем:
Измерение диаметра на середине длины и длины хлыста производится путем последовательного опроса включенных в работу фотокамер и преобразования, полученных от них координат в цифровые значения. При измерении диаметра производится коррекция результатов измерения, компенсирующая смещение ствола относительно оси прокатки. Устройство контроля диаметра и длины хлыста (фиг. 1) содержит фотокамеры, которые устанавливаются над продольным транспортером на специальной конструкции, обеспечивающей расположение камер под углом 90°, что позволяет уменьшить погрешности измерения. Через локальную сеть камеры связаны с коммуникационным процессором, входящим в состав контроллера.
На посту оператора размещается шкаф управления, внутри которого установлен контроллер и блок питания. На передней стенке шкафа управления установлена панель оператора, содержащая клавиатуру, функциональные кнопки и дисплей, предназначенный для индикации диаметра хлыста.
Пусть с учетом сортиментных заданий наиболее оптимальным планом раскряжевки хлыстов является следующее соотношение в процентах по выпуску сортиментов круглого леса (фиг. 2).
При разработке системы раскряжевки стволовой древесины используем наиболее точную математическую модель, а именно уравнение образующей стволов, определяемое в виде функции 2x/d0.5 в относительных величинах:

где 2х - текущий диаметр ствола на расстоянии l от комля, м; d0.5 - диаметр ствола на средине высоты, м; Н - высота ствола, м; f(l/H) - некоторая непрерывная функция для стволов данной породы, которая наиболее точно аппроксимируется алгебраическим полиномом 4-й степени.
Математическая модель (1) дает возможность получить формулу для вычисления объемов стволов:

Используя уравнение образующей хлыстов всех пород:

где a4, а3, а2, a1, а0 - коэффициенты, имеющие определенное значение для каждой породы.
Так как диаметр ствола на высоте груди измеряется в коре, а учет объема древесины производится без коры, необходимо ввести поправочный коэффициент λ, таким образом, объем ствола будет равен:

где lпил, lб, lшк - длина зон хлыста для пиловочника, баланса и шахтного крепежа соответственно, м.
Для определения значений длин сортиментных зон lпил, lб, lшк используем формулу (4), изменяя верхнюю границу интеграла Н, с шагом dH=0,02, обозначим, как L. Определим процентный объем сортиментов в хлысте, как отношение текущего объема к объему хлыста Vтек/Vхл для хлыстов длиной Н и диаметром d0.5.
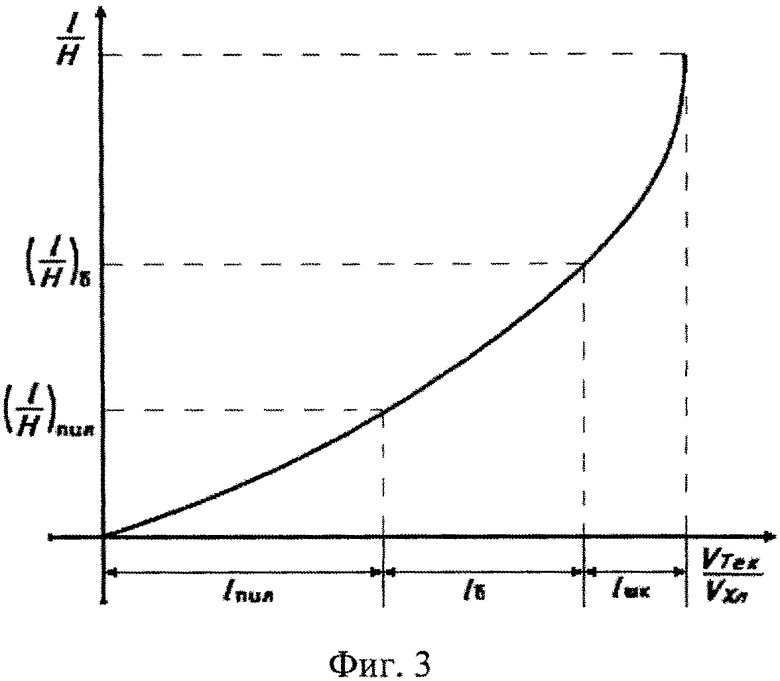
Значения длин сортиментных зон определяются следующим образом. В соответствии с заданным сортиментным заданием процентное содержание пиловочника, баланса и шахтного крепежа в хлысте Vтек/Vхл находится по выражению (8). Для нахождения значений величин lпил, lб, lшк, построим дискретную модель зависимости относительной величины l/Н с областью дискретных значений l/Н=0…1, от величины процентного содержания сортиментов в хлысте Vтек/Vхл (фиг. 3). Для удобства расчета используем метод наименьших квадратов для определения функции l/Н=f(Vтек/Vхл), формула (9).

где L - величина изменения длины хлыста с шагом dН=0,02; L=0,0.02…H, м.

где с6, с5, с4, с3, c2, с1, с0 - коэффициенты, имеющие определенное значение для каждого хлыста.
Исходя из дискретной модели для пиловочника и баланса находится значение (l/Н)пил, (l/H)б соответствующее величине процентного содержания в хлысте формулы (7) и (8).

где V20 - значение объема хлыста при 20%, м3.

где V90 - значение объема хлыста при 90%, м3.
Для того чтобы найти границы размерных зон сортиментов в хлысте lпил, lб необходимо величину (l/H)пил и (l/H)б умножить на длину хлыста Н выражения (9) и (10).


Граница размерной зоны шахтного крепежа определяется по следующему выражению:

Используя рассмотренное выше математическое обеспечение, разрабатывается программа для определения границ размерных зон хлыста, которая устанавливается на компьютер на посту оператора. Оператор вводит в программу значения сортиментного плана и данные, поступающие ему с измерительного устройства, где и рассчитываются длины границ размерных зон хлыста. Исходя из значений этих длин, пилы устанавливаются на заданное расстояние и хлыст раскряжевывается.
Указанный технический результат при осуществлении изобретения достигается тем, что в прототипе способа раскряжевки хлыстов, заключающемся в поштучной загрузке, измерении размерных и качественных параметров, составлении на ЭВМ модели и программы раскроя и раскряжевке, далее измеряют размерные параметры и составляют программу раскроя ствола, причем начало измерения размерных параметров совмещают с началом цикла раскряжевки, а программу раскроя составляют на ЭВМ по прогнозируемой модели ствола, которую в процессе раскряжевки уточняют и корректируют программу раскроя. В предложенном способе раскряжевки хлыстов измерение длины и диаметра на середине длины сортиментов производится путем последовательного опроса включенных в работу фотокамер и преобразования, полученных от них координат в цифровые значения. Сортиментный план задается как процентное содержание сортиментов в хлысте, исходя из которого строится дискретная модель зависимости относительной величины l/Н от отношения Vтек/Vхл. По результатам которой на ЭВМ методом наименьших квадратов определяются границы размерных зон и хлыст раскряжевывается.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата.
Технический результат, который получают при осуществлении изобретения, обеспечивают тем, что координаты, полученные с фотокамер, расположенных под углом 90°, преобразуют в цифровые значения длины и диаметра на середине длины, после чего передаются оператору, который вводит данные в программу, в которой строится дискретная модель зависимости относительной величины l/Н от процентного содержания сортиментов в хлысте Vтек/Vхл, задающегося сортиментным планом, и рассчитываются границы размерных зон, после чего хлыст раскряжевывается на заданную длину.
Разработанный способ соответствует современным технологиям использования, электронных вычислительных инструментов для решения задач раскряжевки хлыстов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКРЯЖЕВКИ СТВОЛОВ ДЕРЕВЬЕВ НА СОРТИМЕНТЫ НА УСТАНОВКАХ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 1987 |
|
RU2026164C1 |
| Способ раскряжевки лесоматериалов | 1987 |
|
SU1532289A1 |
| Способ обработки стволов деревьев | 1987 |
|
SU1713800A1 |
| Способ раскряжевки хлыстов | 1990 |
|
SU1715585A1 |
| Способ производства круглых лесоматериалов | 1990 |
|
SU1798191A1 |
| Способ раскряжевки хлыстов | 1990 |
|
SU1727992A1 |
| Способ обработки деревьев | 1987 |
|
SU1423380A1 |
| Способ раскряжевки хлыстов на сортименты на установках с продольной подачей | 1980 |
|
SU1025324A3 |
| СПОСОБ РАЗРАБОТКИ ЛЕСОСЕК | 2004 |
|
RU2269251C1 |
| МНОГОПИЛЬНАЯ РАСКРЯЖЕВОЧНАЯ УСТАНОВКА | 2020 |
|
RU2740518C1 |

Изобретение относится к деревообрабатывающей промышленности, в частности к раскряжевке хлыстов. Осуществляют поштучную загрузку хлыстов. Перемещают хлыст на продольном транспортере. Сортиментный план задают процентным содержанием сортиментов в хлысте. Измерение длины и диаметра на середине длины сортиментов производят путем последовательного опроса включенных в работу фотокамер. Фотокамеры расположены над продольным транспортером под углом 90° и через локальную сеть связаны с коммуникационным процессором. Процессор входит в состав контроллера, установленного с блоком питания внутри шкафа управления. Преобразуют полученные с фотокамер координаты в цифровые значения. Цифровые значения вводят в программу, где по дискретной модели зависимости сечений относительной длины от отношения текущего объема к общему объему хлыста определяют длины границ размерных зон. Устанавливают на заданное расстояние пилы. Затем раскряжевывают хлыст на заданную длину. Повышается точность раскряжевки. 3 ил.
Способ раскряжевки хлыстов, включающий поштучную загрузку хлыстов, перемещение хлыста на продольном транспортере, использование средств определения длины и диаметра сортиментов, сортиментного плана и программы на ЭВМ для определения границ размерных зон хлыста, отличающийся тем, что сортиментный план задают процентным содержанием сортиментов в хлысте, измерение длины и диаметра на середине длины сортиментов производят путем последовательного опроса включенных в работу фотокамер, расположенных над продольным транспортером под углом 90° и через локальную сеть связанных с коммуникационным процессором, входящим в состав контроллера, установленного с блоком питания внутри шкафа управления, преобразуют полученные с фотокамер координаты в цифровые значения, которые вводят в программу, где по дискретной модели зависимости сечений относительной длины от отношения текущего объема к общему объему хлыста определяют длины границ размерных зон, исходя из которых устанавливают на заданное расстояние пилы, после чего раскряжевывают хлыст на заданную длину.
| СПОСОБ РАСКРЯЖЕВКИ СТВОЛОВ ДЕРЕВЬЕВ НА СОРТИМЕНТЫ НА УСТАНОВКАХ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 1987 |
|
RU2026164C1 |
| Способ раскряжевки хлыстов | 1990 |
|
SU1727992A1 |
| Погрузчик стебельчатых кормов | 1984 |
|
SU1349715A1 |
| US 3443610 A1, 13.05.1969 | |||
| Залегаллер Б.Г., Технология и оборудование лесных складов, Лесная промышленность, М., 1984, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |

