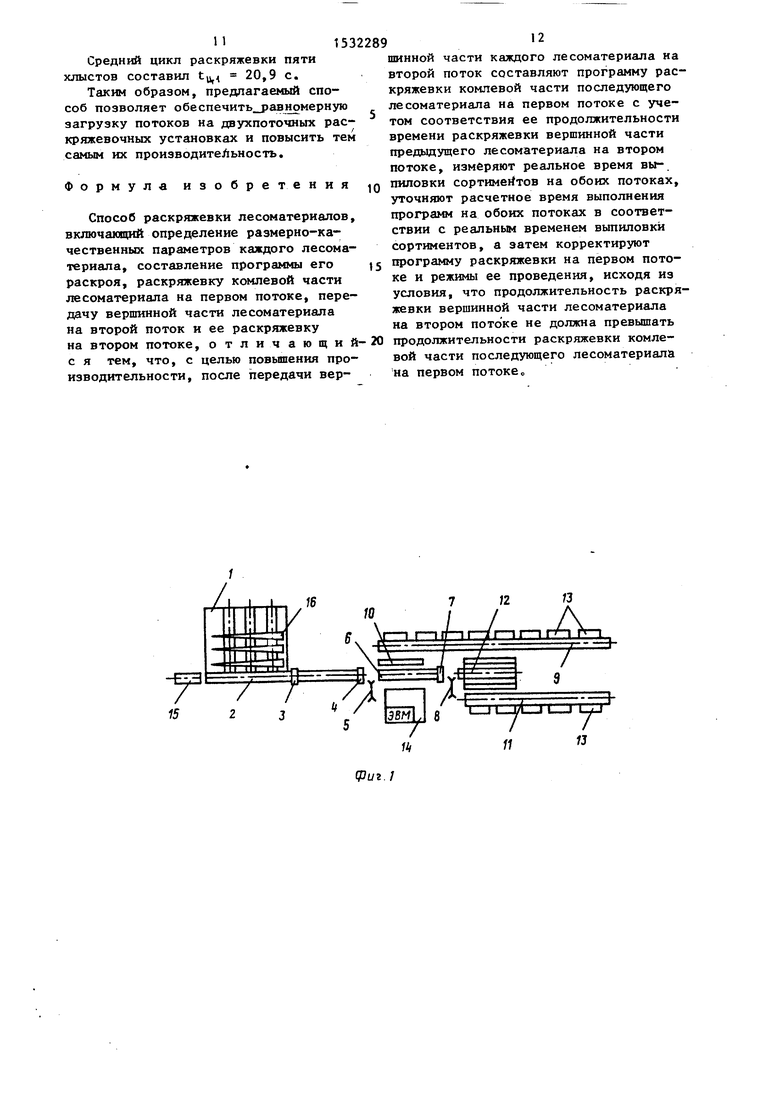
ны отпиливаемых сортиментов, вторую пильную установку 8, расположенную после транспортера 6, продольный сортировочный транспортер 9, установлен- ный параллельно транспортерам 2 и 6 и предназначенный для приемки пиловочника, сбрасьшатель 10, смонтированный между транспортерами 6 и 9, второй сортировочный транспортер 11, установленный параллельно транспортеру 9 и предназначенный для сортировки балансовой древесины, двухсторонний сбрасьшатель 12, смонтированный между транспортерами 9 и 11 и явля- ющийся продолжением транспортера 6, накопители сортиментов 13 и оператор- скук) 14, Устройство имеет транспортер 15 для уборки отходов от раскряжевки хлыстов 16.
Способ осуществляют следующим образом.
Хлысты 16 укладьшают на разобщитель 1, который поштучно выдает их на продольный транспортер 2, который имеет двухскоростной привод.
Отделенный хлыст перемещают транспортером 2, и датчики 3 измеряют его размерно-качественные параметры, на основании которых составляют на ЭВМ программу оптимального раскроя
(VH ; 1
сг 1с5 Р 1с1 Д™ 1.. 1у, где
на 1-го сортимента, -ci У 1 - длина хлыста) и включают в работу первый поток раскряжевки. Транспортером 2 измеренный хлыст 16 подают под пильную установку 5 и осуществляют откломлевку. При подаче на первый поток первого хлыста в процессе его откомлевки на ЭВМ рассчитывают количество выпиливаемых на первом потоке сортиментов (N) исходя из условия
MI 1. Z:ir . - S - мин (1)
i.0
где 1 (.; - длина i-ro сортимента, выпиливаемого на первом потоке установкой 3; S - расстояние между пильными установками 5 и 8.
После откомлевки хлыста согласно расчетного N автоматически подают команду на включение привода транспортера 2, выдвигают хлыст на длину 1 (при этом автоматический конроль за вьщвижением хлыста на , данную длину осуществляют с помощью датчика 4) и установкой 5 отпиливают сортимент, в процессе возврата пильной установки 5 в исходное положение сортимент передают сбрасывателем 10 на сортировочный транспортер Далее процесс раскряжевки, на установки 5 продолжается аналогично до выполнения условия (1). После этого заканчивают процесс деления хлыста на две части с одновременной раскряжевкой первой части на установке 5, и осуществляют передачу оставшейся части хлыста транспортером 2 на транспортер 6. При выходе оставшейся части хлыста с датчика 4 заканчивается цикл первого потока раскряжевки хлыста и начинается цикл второго потока. В процессе этой передачи рассчитывают на ЭФМ цикл раскряжевки оставшейся части хлыста на пильной установке 8 - на втором потоке (tu,P при этом t определяют по формуле
Mj.
.1
(2)
О
5
0
5
Q
где N - число выпиливаемых сортиментов на установке 8; 1(N - длина j-ro сортимента, выпиливаемого на установке 8;
Уф - средняя скорость подачи хлыста транспортером 6 под установку 8; t .- среднестатическое время отпиливания j-ro сортимента установкой 8. В процессе раскряжевки хлыста на первом потоке и по мере выхода его с датчика 3 разобщителем 1 выдают на транспортер 2 следующий хлыст и аналогичным образом ведут измерение и составление программы его оптимального раскроя. Таким образом к концу первого потока известно расчетное время цикла раскряжевки оставшейся части хлыста на втором потоке и программа оптимального раскроя очередного хлыста.
Автоматически на ЭВМ время цикла раскряжевки очередного хлыста на первом потоке (t,) приравнивают к расчетному времени цикла раскряжевки оставшейся части первого хлыста на втором потоке ( ), т.е.
и,Г 4,2.
(3)
В результате в процессе передачи части первого хлыста с транспортера
2 на транспортер 6 рассчитывают на ЭВМ число отпиливаемых от второго хлыста сортиментов (N,) на первом потоке (на установке (5) по формуле
Чг
п,См
.1
(7)
N
N«5 И сравнивают полученное ty с t,
,;.- Vi S fralc i 3 f/ если t t, то раскряжевку второV, Vjt
пил
го хлыста на первом потоке ведут по полученному значению N, и перемещают хлыст со скоростью Vj , если t i , 10 то определяют на ЭВМ расстояния перемещения (S и 82) оставшейся части второго хлыста на второй поток при передаче его транспортером 2 на транспортер 6 со скоростями Vj и Vj при
при условии
t
U,4
t
и,г
ввиду дискретности приоритетом условия (5)
i 7 (6)
.
где скорость подачи хлыста транго хлыста на первом потоке ведут п полученному значению N, и перемеща хлыст со скоростью Vj , если t i t 10 то определяют на ЭВМ расстояния пе мещения (S и 82) оставшейся части второго хлыста на второй поток при передаче его транспортером 2 на тр спортер 6 со скоростями Vj и Vj при
спортером 2 под установку 5; 15 V V, развиваемыми двухскоростV.J - вторая (максимальная) скорость, развивается приводом транспортера 2 при передаче
оставшейся части хлыста на транспортер 6;
t - среднестатическое время подготовки хлыста к раскряжевке на первом потоке (подача ыста подпилу 5,оторцовка;
-п1АМ среднестатическое время от- пиливания сортимента установкой 5.
Определив N на ЭВМ, рассчитывают время цикла t по формуле
ным приводом транспортера 2, при э S,, S,
го
где S - расстояние между пильными
установками; S - расстояние перемещения част хлыста со скоростью V. ;
25 расстояние перемещения част хлыста со скоростью V .
Для выполнения условия t 1± определяют S
п,См
.1
(7)
го хлыста на первом потоке ведут по полученному значению N, и перемещают хлыст со скоростью Vj , если t i , 10 то определяют на ЭВМ расстояния перемещения (S и 82) оставшейся части второго хлыста на второй поток при передаче его транспортером 2 на транспортер 6 со скоростями Vj и Vj при
15 V V, развиваемыми двухскоростV V, развиваемыми двухскоростным приводом транспортера 2, при этом S,, S,
го
где S - расстояние между пильными
установками; S - расстояние перемещения части хлыста со скоростью V. ;
25 расстояние перемещения части хлыста со скоростью V .
Для выполнения условия t 1±г определяют S

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки стволов деревьев | 1987 |
|
SU1713800A1 |
| Способ раскряжевки лесоматериалов и раскряжевочная установка | 1990 |
|
SU1789331A1 |
| Установка для раскряжевки и сортировки лесоматериалов | 1986 |
|
SU1386451A1 |
| Установка для раскряжевки хлыстов | 1991 |
|
SU1787765A1 |
| Установка для раскряжевки лесоматериалов | 1978 |
|
SU704780A1 |
| Раскряжевочная установка | 1989 |
|
SU1720858A1 |
| Способ раскряжевки хлыстов | 1990 |
|
SU1715585A1 |
| Способ раскряжевки лесоматериалов и раскряжевочная установка | 1987 |
|
SU1530444A1 |
| МНОГОПИЛЬНАЯ УСТАНОВКА ДЛЯ РАСКРЯЖЕВКИ ХЛЫСТОВ | 1971 |
|
SU315678A1 |
| СПОСОБ ОТМЕРА ДЛИН СОРТИМЕНТОВ ПРИ РАСКРЯЖЕВКЕ ХЛЫСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005591C1 |
Изобретение относится к лесной промышленности. Цель изобретения - повышение производительности. Лесоматериалы /хлысты/ поштучно подаются разобщителем 1 на продольный транспортер 2, далее они перемещаются к пильному станку 5 первого потока. Датчики 3 и 4 измеряют размерно-качественные параметры лесоматериала, после откомлевки управляющее устройство составляет программы раскроя раздельного комлевой и вершинной частей лесоматериала. Комлевая часть раскряжевывается на первом потоке / пильный станок 5/, а вершинная часть передается на второй поток / пильный станок 8/, одновременно с ней на первом потоке раскряжевывается комлевая часть последующего хлыста, программа раскряжевки которой по продолжительности рассчитывается равной продолжительности раскряжевки одновременно раскряжевываемой на втором потоке вершинной части предыдущего лесоматериала. В процессе раскряжевки измеряется реальное время выпиловки сортиментов на обоих потоках, уточняется время выполнения программ и корректируется программа и режимы ее операций на первом потоке с тем, чтобы время выполнения программы раскряжевки вершиной части лесоматериала на втором потоке не превышало время одновременно выполняемой раскряжевки комлевой части последующего хлыста на первом потоке. 2 ил.
S.
При определении S выполняют условия S S, ;, О
N,
Ui
(1см
.0 V,
Таким образом в проц« ссе раскряжевки первого хлыста на первом потоке осуществляют на ЭВМ расчет цикла раскряжевки оставшейся его части на втором потоке пильной установкой 8, расчет количества выпиливаемых сортиментов из очередного хлыста на первом потоке установкой 5 и расстояния перемещения оставшейся его части транспортером 2 с пониженной (V) и повышенной (V) скоростью.
Как только часть первого хлыста вышла из зоны действия датчика 4, при передаче ее на второй поток включают датчик отсчета времени цикла раскряжевки г этой части на втором потоке и одновременно начинают отсчет времени цикла раскряжевки очередного хлыста на первом потоке, а
(8)
После определения S и N проводят поверочный расчет t
35
4,1
tpHA)
S- S - S
v V3
(9)
именно начинают отсчет времени подготовки второго хлыста к раскрязкев- ке (t). Одновременно с t осуществляют подачу оставшейся части первого хлыста транспортером 6 под установку 8 на длину сортимента (согласно программе), контролируемую датчиком 7, останавливают ее и отпиливают сортимент установкой 8, в процессе возврата установки 8 в исходное положение сортимент сбрасывателем 12 передают на сортировочный транспортер 9 или 11 в зависимости от его назначения, обеспечивая при этом специализацию выходных потоков по назначению (по балансовой и пиловочной древесине). Как только установка 8 придет в исходное положение, датчик отсчета времени (не показан) вводит в ЭВМ практическое время отпиловки первого сортимента на втором потоке t и ЭВМ сравнивает это время с расчетным
с l2. 2.1 V,,
+ , если они отличают-
ся, то в формулу (2) вводят t согласно измененного осуществляют повторньй расчет N ; S и t . Как только пильная установка 5 вер- Н2ТСЯ в исходное положение после оторцовки второго (очередного) хлыста, датчик времени закончит отсчет t. и введет в ЭВМ измеренное значение t , ЭВМ сравнива е это время со среднестатическнм t, если их величины различны, то в формулы (4), (7) и (8) вводят и ЭВМ осуществляет перерасчет N ; t, согласно которым осуществляют раскряжевку второго хлыста на первом потоке.
Раскряжевку оставшейся части первого хлыста на втором потоке установкой 8 на сортименты и измерение времени t
нК
ность по циклам раскряжевки, загрузки двух последовательно работающих потоков. Полученные в результате раскряжевки сортименты сортируют и сбрасывают в накопители 13. Оператор ведет визуальный контроль за работой двухпоточной линии и вводит коррективы в программу раскроя хлыстов при наличии пороков древе сины. Отходы, получаемые при раскряжевке хлыстов, вносятся транспортером 15 за пределы линии.
Пример. Хлысты 16 укладывают на разобщитель 1, который поштучно выдает их на продольный транспортер 2 Отделенный хлыст перемещают транспортером 2 через датчик 3, измеряют его размерно-качественные параметры, на основании которых на ЭВМ составлена следующая программа раскроя: lj. 4; 3; 3,1; 2; 1,2; 1,0; 1,0; 1,0; 1,0; 1,0; 1,0 м, Sll. 1 18,4 м, из них первые три сортимента - пиловоч25 ник, остальные - балансы.
Известны следующие значения: trt, 6 с, V 1,2 м/с, 1„ 3 с, V 1,5 м/с; V 3,0 м/с; V 2,0 м/с; ,0 с; S 10,0 м.
Расстояние между датчиками 3 и 4 L 22,0 м. Начиназот цикл первого потока раскряжевки первого хлыста. Транспортером 2 измеренньй хлыст 16 подают под пильную установку 5 и осу ществляют откомлевку. fj В это время на ЭВМ определяют 211л для выполнения условия (1).
АГО
В результате получим 1 7;
i N 2. г.
После оторцовки хлыста согласно расчетного N, 2 автоматически подают команду на включение привода транспортера 2, выдвигают хлыст на длину 1 4 м, контролируя ее с помощью датчика 4, останавливают его и установкой 5 отпиливают сортимент, в процессе возврата пильной установки 5 в исходное положение сортимент передают сбрасывателем 10 на транспортер 9 для сортировки пиловочника, второй сортимент отпиливают аналогичным образом.
Ввиду того, что длина хлыста 1 18,4, а расстояние между датчиками 3 и 4 равно L 22,0 м, то перед подачей первого хлыста на оторцовку он выходит из зоны действия датчиков З, которые дают команду на разоб 1532289
щитель 1, последний производит загрузку второго хлыста на транспортер 2, Отпилив второй сортимент на установке 5, автоматически подают команду на привод транспортера 2 и осуществляют передачу оставшейся части хлыста на транспортер 6. В процессе этой передачи на ЭВМ рассчитывают цикл раскряжевки этой части первого хлыста на установке 8 по формуле 2, tn 23,7 с, В процессе этой передачи осуществляют измерение и составление программы раскроя второго хлыста: 1
10
оторцовки второго хлыста, датчик времени закончил отсчет t , 6,0 с и
ввел его в ЭВМ, сравнив значения tfl,
- Т1ж/-Н... I
ЭВМ определяет, что t
n
t 6,0 с, рассчитанные значения N,, S и tu, именно N.
остаются теми же, а
Ч
2, S, 0,08 м,
10
.,- 5,0; 2,0; 1,0; 1,0; 1,0; 1,0;
Cl
1,0; 1,0; м Z 1
На основании имеющихся данных рассчитывают по формуле (4) N 2,
по формуле (7) t
Ui
Ч 1 условие
t, ty выполнено, однако так как -Ш определяют S по формуле (8), S 0,08 м, затем осуществляют поварочный расчет t, по формуле
u,i
t
о,-2.
(9) t 23,7 с, т.е. t 23,7 с.
Как только часть первого хлыста вышла из зоны действия датчика 4, при передача ее на второй поток - на транспортер 6 под пилу 8, включают датчик отсчета времени цикла раскряжевки этой части на втором потоке и одновременно начинают отсчет времени цикла раскряжевки очередного хлыста на первом потоке, а именно начинают отсчет времени t . Одновременно с t осуществляют подачу оставшейся части первого хлыста транспортером 6 под установку В на длину очередного сортимента (-,. 3.0 м, контролируя ее отмер датчиком 7, останавливают и отпил геают сортимент установкой 8. В процессе возврата установки в исходное положение сортимент сбрасывателем 12 передают на jpaHcnopTep 9 для сортировки пиловочника. Как только установка 8 пришла в исходное положение, датчик отсчета времени ввел в ЭВМ фактическое время отпиловки первого сортимента на втором потоке 1 3,5 с и ЭВМ сравнивает это время с расчетным t
- . t .
23,7 с. Раскряжевку оставшейся части первого хлыста на втором потоке установкой 8 на сортименты 1,2. If и измерение времени tp осуществляют аналогичным образом, однако ввиду того, что оставшиеся
15 сортименты являются балансами, они 18,0 м. после отпиловки передаются сбрасывателем 12 на транспортер 11,
Как отмечалось, одновременно с раскряжевкой оставшейся части пер20 вого хлыста на втором потоке пильной установкой 8 осуществляют раскряжевку второго хлыста на первом потоке установкой 5, Закончив отко- млевку второго хлыста, его транспор25 терем 2 подают под установку 5 на длину 1с м, останавливают и отпиливают, при этом время раскряжевки tpcn датчик времени отсчитьгоает с момента возвратов пилы 5 в исходное
30 положение после оторцовки и отапливания первого сортимента. Ввод tp 4,17 с в ЭВМ осуществляют аналогич- ньм образом. Закончив отпиловку сортиментов от второго хлыста, согласно
35 рассчитанному N, осуществляют передачу оставшейся части хлыста транспортером 2 на транспортер 6, при этом отсчет и контроль расстояния перемещения хлыста S( и переключение приво40 да транспортера 2 со скорости V 3, О м/с на скорость V 1, 5 м/с осуществляют с помощью датчика отмера длин.
Полученные в результате раскряжевки сортименты сбрасывают в накопидг тели 13. Управление процессом раскряжевки на основе расчета значений N ,
S, позволяет добиться равенства лов t t,J 23,7 с и обеспечения
V
пил 2.
2 3,5 с, ввиду того, что t четные значения N изменными.
Как только пильная установка 5 вернулась в исходное положение после
равномерной загрузки потоков. 50 Проводя аналогичные расчеты еще для трех хлыстов с параметрами 1зх 20,5 м, 1,- 6,0; 4,5; 4,0; 2,0; 1,0; 1,0; 1,0; 1,0 м; 1 16,0 м,
f,, исходные рас- 3.5; 3,0; 2,5; 1,0; 1,0;
Достаются не- 55 1.0 «5 S. 1,0 м, ,, 4,0; 3,0;
2,0; 2,0; 2,0; 1,0; 1,0 м, установлено, что время цикла из раскряжевки соответственно равно t ц 22,25 с,
1
tu,4 20,0 с, 16,16 с.
10
оторцовки второго хлыста, датчик времени закончил отсчет t , 6,0 с и
ввел его в ЭВМ, сравнив значения tfl,
- Т1ж/-Н...
ЭВМ определяет, что t
n
t 6,0 с, рассчитанные значения N,, S и tu, именно N.
остаются теми же, а
Ч
2, S, 0,08 м,
23,7 с. Раскряжевку оставшейся части первого хлыста на втором потоке установкой 8 на сортименты 1,2. If и измерение времени tp осуществляют аналогичным образом, однако ввиду того, что оставшиеся
10
S, позволяет добиться равенства лов t t,J 23,7 с и обеспечения
равномерной загрузки потоков. Проводя аналогичные расчеты еще для трех хлыстов с параметрами 1зх 20,5 м, 1,- 6,0; 4,5; 4,0; 2,0; 1,0; 1,0; 1,0; 1,0 м; 1 16,0 м,
tu,4 20,0 с, 16,16 с.
11
средний цикл раскряжевки пяти хлыстов составил t 20,9 с.
Таким образом, предлагаемый способ позволяет обеспечить равномерную загрузку потоков на двухпоточных раскряжевочных установках и повысить тем самым их производительность.
Формула изобретения
Способ раскряжевки лесоматериалов, включающий определение размерно-качественных параметров каждого лесоматериала, составление программы его раскроя, раскряжевку комлевой части лесоматериала на первом потоке, передачу вершинной части лесоматериала на второй поток и ее раскряжевку
153228912
шинной части каждого лесоматериала на второй поток составляют программу раскряжевки комлевой части последующего лесоматериала на первом потоке с учетом соответствия ее продолжительности времени раскряжевки вершинной части предыдущего лесоматериала на втором потоке, измеряют реальное время шшовки сортиментов на обоих потоках, уточняют расчетное время выполнения программ на обоих потоках в соответствии с реальным временем выпиловки сортиментов, а затем корректируют
J5 программу раскряжевки на первом потоке и режимы ее проведения, исходя из условия, что продолжительность раскряжевки вершинной части лесоматериала на втором потоке не должна превышать
на втором потоке, о тли ч ающий-20 продолжительности раскряжевки комле- с я тем, что, с целью повьшения про- вой части последующего лесоматериала
изводительности, после передачи вер-Fy
7
15
на первом потоке.
;з
U-J/L-J i-J L-U
Hf
11
13
| Способ раскряжевки хлыстов на сортименты на установках с продольной подачей | 1980 |
|
SU1025324A3 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Вентиляционная всасывающая установка | 1986 |
|
SU1423194A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
