FPTOi Ј: /Ш I .
НТИг , Г «и « «
18 /7-Г5
иг.1
-ч
иг.1
Изобретение относится к лесной промышленности и может быть использовано при раскряжевке хлыстов.
Цель изобретения - сокращение цикла работы путем обеспечения режима устойчивого и надежного пиления.
На фиг. 1 изображено устройство для осуществления способа, вид сверху; на фиг, 2-4 - схемы, объясняющие последовательность раскроя хлыста по предлагаемому способу,
Устройство включает загрузочный механизм 1, например гидроманипулятор, механизм 2 для продольной подачи хлыста, датчики 3-5 для непрерывного определения размерно-качественных характеристик перемещаемого хлыста и датчик б пути, круглую пилу 7, механизм 8 для удаления сортиментов, например поворотный, приемный стол, сортировочный транспортер 9, лесо накопители 10, кабину 11 оператора.
Вспрмогательным оборудованием устройства является эктакада 12 для размещения пачек хлыстов 13, транспортер 14 дровяных и иных отрезков, круглая пила 15 для последовательной распиловки вершинной части хлыста на отрезки малой длины, механизм 16 для удаления отрезков из вершинной части хлыста, например гладкий поворотный стол, и лесонакопители 17 для дровяных сортиментов, а также транспортер 18 отходов и бункер 19 для отходов.
Сущность способа заключается в следующем.
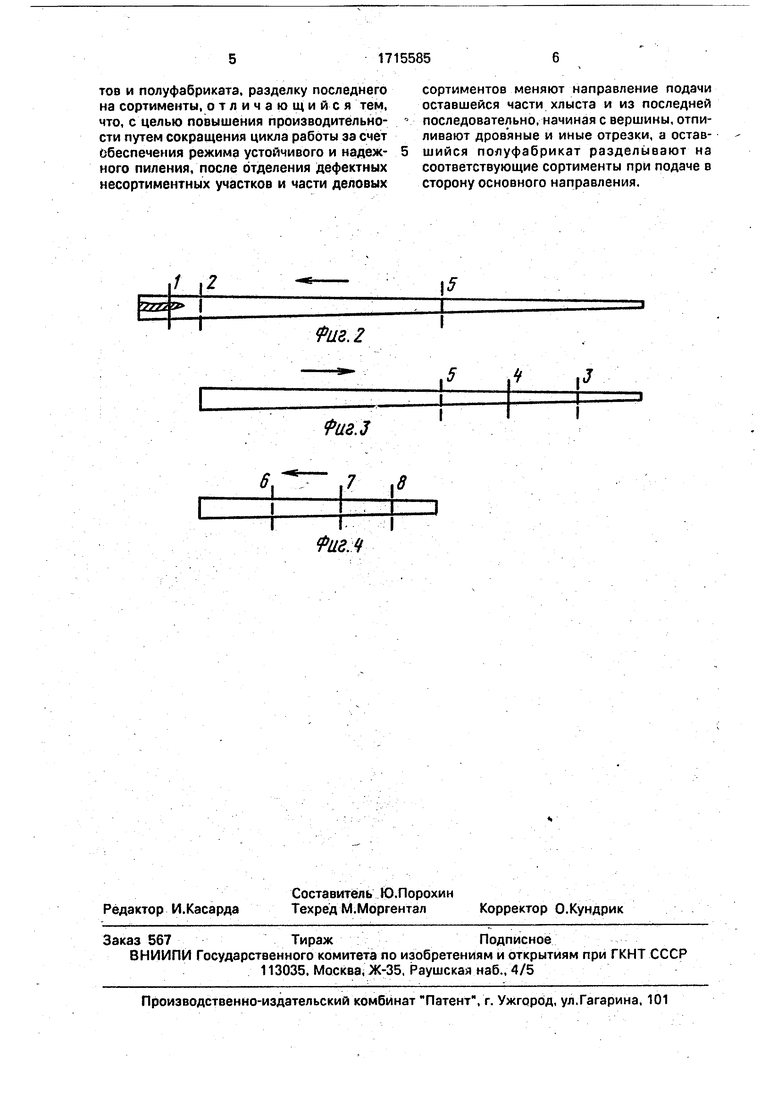
Первоначально хлыст подают в сторону основного направления - комлем вперед, выпиливают пилой 7 из комлевой части хлыста ряд запланированных сортиментов, выполняя пропилы Ги 2 (фиг. 2). Оставшуюся часть хлыста подают вперед на такое расстояние, чтобы оператор из кабины мог проконтролировать качество оставшейся части хлыста, причем конец вершинной части хлыста прошел датчик 5 (фиг. 1). Далее, оператор, получив информацию с датчика 6 пути и датчика 5, уточняет программу раскроя оставшейся части хлыста и меняет направление подачи оставшейся части хлыста в виде полуфабриката длиной, равной сумме длин сортиментов и вершины. Из последней последовательно, начиная с вершины хлыстз, отпиливают дровяные и-иные отрезки, выполняя пропилы 3-5 (фиг, 3). После этого из оставшегося полуфабриката получают соответствующие сортименты при подаче в сторону основного направления, выполняя пропилы 6-8 (фиг. 4).
Способ осуществляется следующим образом.
Манипулятором 1 отделяют один хлыст от пачки 13 и укладывают его в механизм 2 для продольной подачи, который перемещает хлыст в продольном направлении для вы
полненил оторцовки. При этом хлыст входит в контакт с датчиками 3-6 для непрерывного определения размерно-качественных характеристик перемещаемого хлыста и отме- ра длин. Дефектная часть отделяется
механизмом .7 и передается через проем между механизмами 2 и 8 на транпортер 18 или механизмом 8 на транспортер 14.
После отделения несортиментных и дефектных сортиментных участков получают
бездефектный участок ствола. Система управления, анализируя общую длину бездефектной части ствола, проходящую через. датчики 3-6, а также другие размерно-качественные параметры (сбежистость, породу,
кривизну и т.п.) задает оптимальную программу его последующей раскряжевки таким образом, чтобы по длине бездефектного участка укладывалось целое число деловых . сортиментов. Механизмом 7 последовательно отпиливают сортименты, которые механизмом 8 передают на сортировочный транспортер 9 и рассортировывают по лесо- накопителям 10.
В момент, когда конец полуфабриката в
вершинной части совпадает с плоскостью резания механизма 15, оставшуюся часть хлыста перемещают механизмом 2, чтобы обеспечить последовательное отпиливание отрезков с вершинной части хлыста мехаиизмом 15 путем изменения направления подачи механизма 2. При этом отпиленные отрезки механизмом 16 передают на транспортер 14 и далее в накопитель 17. В момент, когда конец полуфабриката в
комлевой части совпадает с плоскостью резания механизма 7, меняют направление подачи механизмом 2 и раскраивают полуфабрикат механизмом 7, а сортименты передают механизмом 8 на транспортер 9 и
далее ц лесонакопители 10 до полной раскряжевки хлыста.
Использование способа позволяет увеличить производительность раскряжевки хлыстов за счет того, что обеспечивается
режим устойчивого и надежного пиления вершиной части хлыста, а увеличить выход деловой древесины за счет корректировки программы раскроя полуфабриката.
Формула изобретения
Способ раскряжевки хлыстов, включающий продольную подачу хлыста комлем вперед, определение размерно-качественных параметров его, отделение дефектных несортиментных участков, деловых сортиментов и полуфабриката, разделку последнего на сортименты, отличающийся тем, что, с целью повышения производительности путем сокращения цикла работы за счет Обеспечения режима устойчивого и надежного пиления, после отделения дефектных несортиментных участков и части деловых
сортиментов меняют направление подачи оставшейся части хлыста и из последней последовательно, начиная с вершины, отпиливают дровяные и иные отрезки, а оставшийся полуфабрикат разделывают на соответствующие сортименты при подаче в сторону основного направления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деревьев | 1987 |
|
SU1423380A1 |
| Способ производства круглых лесоматериалов | 1990 |
|
SU1794648A1 |
| Способ раскряжевки лесоматериалов | 1987 |
|
SU1532289A1 |
| Способ раскряжевки хлыстов | 1990 |
|
SU1727992A1 |
| Установка для раскряжевки и сортировки лесоматериалов | 1986 |
|
SU1386451A1 |
| СПОСОБ РАСКРЯЖЕВКИ ХЛЫСТОВ | 2007 |
|
RU2359817C2 |
| МНОГОПИЛЬНАЯ РАСКРЯЖЕВОЧНАЯ УСТАНОВКА | 2020 |
|
RU2740518C1 |
| СПОСОБ РАСКРЯЖЕВКИ ХЛЫСТОВ | 2014 |
|
RU2572561C1 |
| Установка для раскряжевки хлыстов | 1991 |
|
SU1787765A1 |
| Способ раскряжевки лесоматериалов и раскряжевочная установка | 1990 |
|
SU1789331A1 |
Изобретение относится к работам на лесных складах лесозаготовительных предприятий, а также на биржах сырья, ЛДК и Л ПК, Мель изобретения - повышение производительности путем сокращения цикла работы за счет обеспечения режима устойчивого и надежного пиления. Сущность способа заключается в том, что манипулятором 1 отделяют один хлыст от пачки 13 и укладывают его в механизм 2 для продольной подачи, который перемещает хлыст в продольном направлении для выполнения оторцовки. При этом непрерывно определяют размерно-качественные характеристики перемещаемого хлыста. Дефектную часть отделяют механизмом 7. После отделения несортиментных и дефектных сортимент- ных участков получают бездефектный участок ствола. Система управления, анализируя общую длину бездефектной части ствола, а также другие размерно-качественные параметры (сбежистость, породу, кривизну и т.п.), задает оптимальную программу его следующей раскряжевки таким образом, чтобы по длине бездефектного участка укладывалось целое число деловых сортиментов. Механизмом 7 последовательно отпиливают сортименты, которые механизмом 8 передают на сортировочный транспортер 9. В момент, когда конец полуфабриката в вершинной части совпадает с плоскостью резания механизма 15, оставшуюся масть хлыста перемещают механизмом 2, чтобы обеспечить последовательное отпиливание отрезков в вершинной части хлыста механизмом 15 путем изменения направления подачи механизмом 2. При этом отпиленные отрезки механизмом 16 передаются на транспортер 14. В момент, когда конец полуфабриката в комлевой части совпадает с плоскостью резания механизма 7, меняют направление подачи механизмом 2 и раскряжевывают полуфабрикат механизмом 7, а сортименты передают механизмом 8 на,транспортер 9 до полной раскряжевки хлыста. 4 ил. f 13 со с ел ел 00 ел 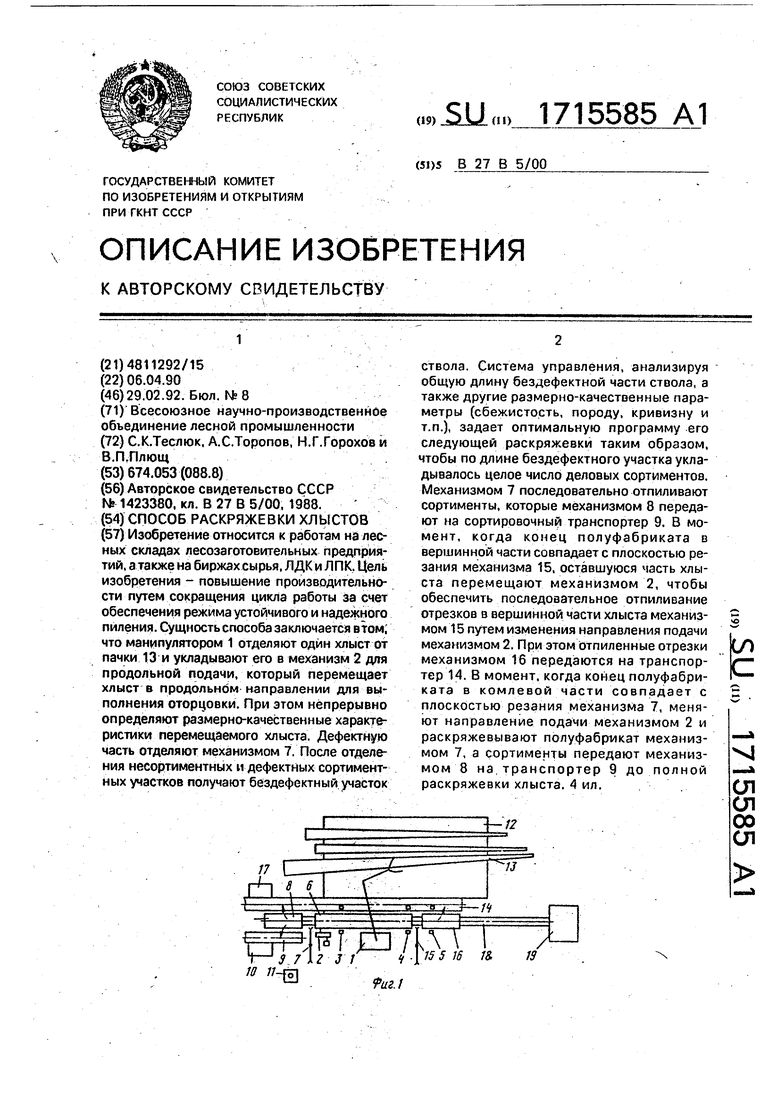
./ i2
Риг. 2
| Способ обработки деревьев | 1987 |
|
SU1423380A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
