Изобретение относится к лесной и деревообрабатывающей промышленности и может быть использовано на автоматизированных раскряжевочных и сучкорезно-раскряжевочных установках.
Известен способ раскряжевки стволов деревьев на установках с продольной подачей, включающий поштучную загрузку ствола, оценку его размерных и качественных параметров, составление программы раскроя и раскряжевку с одновременной обрезкой сучьев.
Недостатком способа является низкий уровень автоматизации технологического процесса, поскольку оценка параметров ствола и составление программ раскроя выполняется оператором установки. Объясняется это сложностью автоматизации измерения параметров ствола дерева. В результате снижается выход деловых сортиментов и не обеспечивается выполнение плана раскряжевки стволов.
Наиболее близким техническим решением является способ раскряжевки хлыстов на сортименты на установках с продольной подачей, заключающийся в измерении размерных и качественных параметров хлыста, составлении на ЭВМ оптимальной программы раскроя и раскряжевке хлыста.
Недостатком известного способа являются ограниченные технологические возможности ввиду того, что на установке не предусматривается первичная обработка стволов деревьев. Это сужает область применения установок, которые, в этом случае, используются преимущественно на лесных складах, получающих древесное сырье в хлыстах.
Недостатком способа являются также значительные транспортные операции ствола при его обработке, выполняемые с целью измерения размерных и качественных параметров и заключающиеся в перемещении ствола продольным транспортером через измерительное устройство. Это приводит к значительным затратам времени на измерение параметров ствола, к нерациональному использованию лесоскладских площадей, требует дополнительных материальных затрат.
Выполнение процесса измерения размерных параметров ствола без его значительных перемещений обеспечивается в известном способе наличием большого числа измерительных устройств, что снижает надежность и удорожает систему управления установкой.
Целью предложенного способа является расширение технологических возможностей и повышение оперативности управления раскряжевкой стволов.
Поставленная цель достигается тем, что в известном способе раскряжевки стволов, заключающемся в поштучной загрузке, измерении размерных и качественных параметров, составлении на ЭВМ модели и программы раскроя и раскряжевке, согласно изобретению измеряют размерные параметры и составляют программу раскроя ствола в процессе его раскряжевки с одновременной обрезкой сучьев, причем начало измерения размерных параметров совмещают с началом цикла раскряжевки, а программу раскроя составляют на ЭВМ по прогнозируемой модели ствола, которую в процессе раскряжевки уточняют и корректируют программу раскроя. Сопоставительный анализ предлагаемого решения с прототипом показывает, что предлагаемый способ отличается от известного тем, что измеряют размерные параметры и составляют программу раскроя ствола в процессе его раскряжевки с одновременной обрезкой сучьев, причем начало измерения размерных параметров совмещают с началом цикла раскряжевки, а программу раскроя составляют на ЭВМ по прогнозируемой модели ствола, которую в процессе раскряжевки уточняют и корректируют программу раскроя. Таким образом, предлагаемый способ соответствует критерию изобретения "новизна".
Сравнение предлагаемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие предлагаемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "существенные отличия".
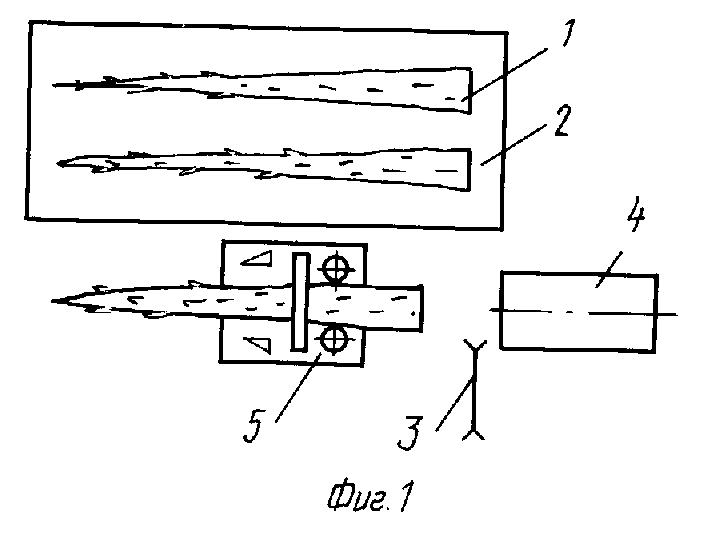
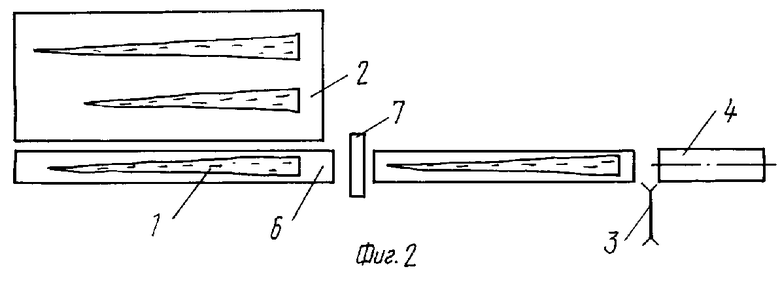
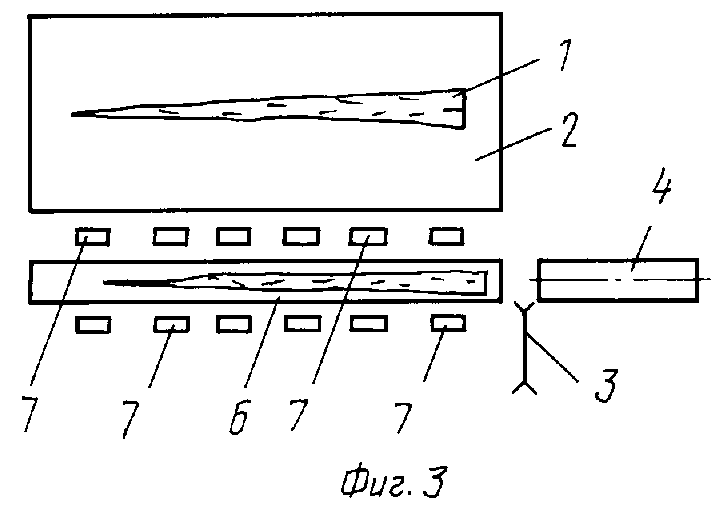
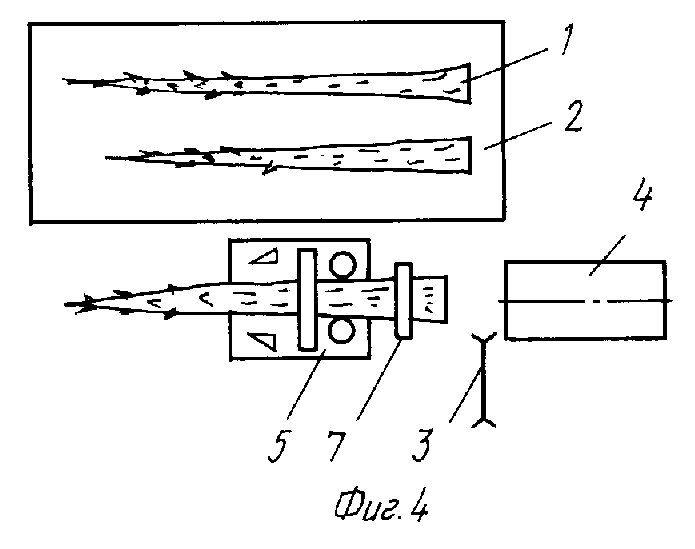
На фиг. 1 изображена схема установки для раскряжевки стволов с одновременной обрезкой сучьев; на фиг. 2 - раскряжевочная установка, на которой определение размерных параметров ствола выполняется при его перемещении через измерительное устройство; на фиг. 3 - раскряжевочная установка, на которой определение размерных параметров ствола выполняется несколькими измерительными устройствами, устанавливаемыми через определенное расстояние по всей длине ствола; на фиг. 4 - сучкорезно-раскряжевочная установка для осуществления предлагаемого способа, общий вид; на фиг. 5 и 6 - схемы раскроя ствола, поясняющие последовательность процесса раскряжевки при осуществлении предлагаемого способа; на фиг. 7 - циклограммы работы установок, поясняющие последовательность выполнения технологических операций при осуществлении предлагаемого способа.
Раскряжевочные и сучкорезно-раскряжевочные установки с продольной подачей стволов 1 во всех случаях содержат устройство поштучной загрузки 2, пильный механизм 3 и транспортер для выноса сортиментов 4. Сучкорезно-раскряжевочные установки (фиг. 1 и 4) кроме этого содержат сучкорезно-протаскивающий механизм 5, а раскряжевочные установки - подающий механизм 6, который может быть выполнен в виде транспортера. Для измерения размерных параметров ствола установки (фиг. 2, 3 и 4) содержат устройство 7.
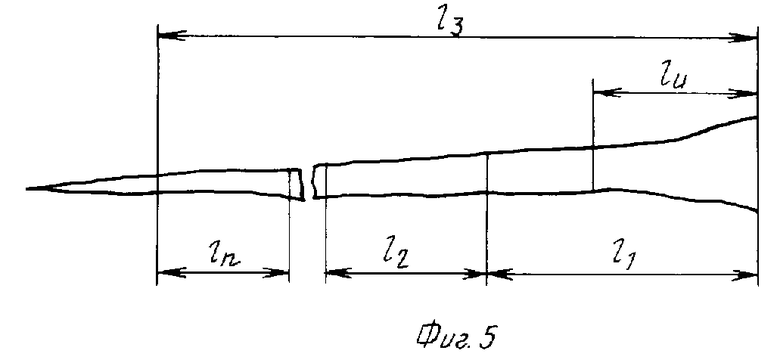
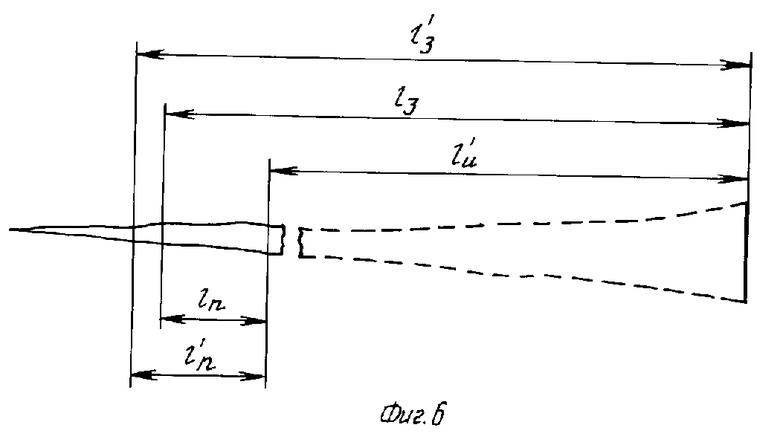
На схеме (фиг. 5) показаны начальная зона измерения ствола lи, расчетная (прогнозируемая) длина сортиментной зоны, например, длина пиловочной зоны ствола lз и соответствующая ей программа раскроя l1, l2, ..., ln. На схеме (фиг. 6) показаны зона измерения llи, уточненная длина пиловочной зоны llз и скорректированная длина последнего сортимента из программы раскроя llп.
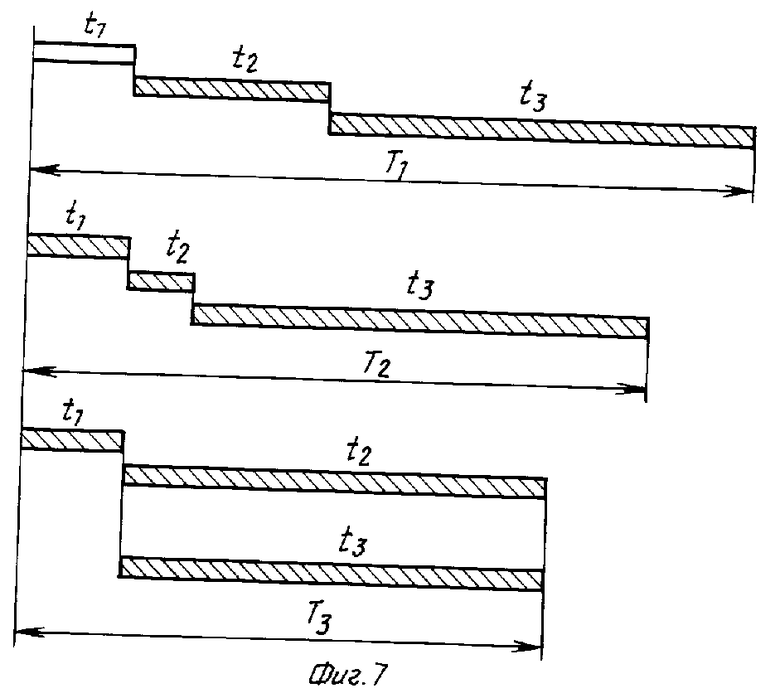
На циклограммах (фиг. 7) показана последовательность выполнения циклов обработки ствола Т1, Т2 и Т3 на установках, представленных на фиг. 2, 3 и 4 соответственно. Каждый из циклов обработки включает время загрузки t1, время измерения размерных параметров t2 и время цикла раскряжевки t3. На установке (фиг. 2) процесс измерения размерных параметров выполняется путем перемещения ствола через измерительное устройство 7, а время измерения будет определяться длиной ствола и скоростью транспортера 6. На установке (фиг. 3) время измерения будет в основном определяться временем установки ствола на подающем транспортере 6 в исходное положение. То есть данные установки характеризуются последовательным выполнением технологических операций загрузки, измерения и раскряжевки ствола. При этом на установке (фиг. 3) для измерения параметров ствола требуется наличие большого числа измерительных устройств. На установке (фиг. 4) процесс измерения размерных параметров совмещен с началом цикла раскряжевки ствола, что позволяет получить наименьший цикл обработки и обеспечивается наличием в системе управления одного измерительного устройства.
Способ осуществляется следующим образом.
В отличие от существующих способов раскряжевки стволов на сортименты, например, на установках с автоматическим измерением параметров (фиг. 2 и 3), предлагаемый способ не требует значительного продольного перемещения стволов или большого числа измерительных устройств при определении размерных параметров. Предлагаемый способ позволяет автоматизировать технологический процесс раскряжевки стволов с одновременной обрезкой сучьев и тем самым значительно повысить уровень автоматизации сучкорезно-раскряжевочных установок.
Предлагаемый способ может осуществляться на раскряжевочных и сучкорезно-раскряжевочных установках с продольной подачей при обеспечении процесса измерения размерных параметров ствола автоматическими устройствами. Оператор установки (фиг. 4) загружает ствол дерева 1 в сучкорезно-протаскивающий механизм 5, оценивает качественные параметры ствола самостоятельно или с помощью ЭВМ и производит включение автоматического режима обработки. Включается сучкорезно-протаскивающий механизм 5 и начинается подача ствола с одновременной обрезкой сучьев. Также одновременно с подачей ствола выполняется измерение размерных параметров с помощью устройства 7. Информация о диаметрах и текущей длине ствола поступает от измерительного устройства 7 в ЭВМ и обрабатывается. При перемещении ствола на длину lи (фиг. 5) ЭВМ, на основании полученной информации, рассчитывает длину сортиментных зон ствола, например, длину пиловочной зоны lз и определяет программу ее раскроя l1, l2, ..., ln согласно заданным критериям оптимальности раскряжевки и с учетом сортиментного плана. Выполняется последовательная выпиловка сортиментов в соответствии с программой раскроя. При этом информация о диаметрах и текущей длине ствола продолжает поступать в ЭВМ и обрабатываться. Перед началом подачи ствола для выпиловки последнего из программы раскроя сортимента ЭВМ, на основании информации о размерных параметрах зоны ствола llи (фиг. 6), вновь рассчитывает длину пиловочной зоны. Согласно уточненной длине пиловочной зоны ствола llз ЭВМ корректирует программу раскроя путем изменения длины последнего сортимента. Выбор скорректированной длины последнего сортимента l lп выполняется с учетом рационального использования пиловочной зоны ствола и обеспечения плана раскряжевки. Выполняется выпиловка последнего сортимента из пиловочной зоны ствола. Раскряжевка других сортиментных зон ствола выполняется аналогичным образом.
Значение длины начальной зоны измерения размерных параметров ствола lи составляет 3,0 м из условиях обеспечения точности прогноза размеров сортиментных зон ствола и определения программ их раскроя до начала процесса раскряжевки.
Введение коррекции программ раскроя позволяет свести к минимуму ошибки прогноза размерных параметров ствола, обеспечивает более рациональное использование длины сортиментных зон, например, таких как зоны выработки авиационных, резонансных, палубных, шпальных и других кряжей, пиловочной и балансовой зон, увеличивает объемный и качественный выход круглых лесоматериалов.
Использование предлагаемого способа раскряжевки стволов деревьев на установках с продольной подачей обеспечивает по сравнению с существующими способами следующие преимущества:
1. Прогнозирование размерных параметров всего ствола, на основании информации о размерных параметрах его комлевой части, позволяет автоматизировать процесс раскряжевки стволов с одновременной обрезкой сучьев.
2. Кроме того, вследствие автоматизации определения длин сортиментных зон и выбора оптимальных программ раскроя стволов деревьев, повышается выход деловых сортиментов и выход сортиментов заданной номенклатуры, снижается психофизиологическая нагрузка на оператора сучкорезно-раскряжевочных установок.
3. Совмещение цикла измерения размерных параметров ствола с циклом его раскряжевки позволяет либо исключить из процесса обработки значительные транспортные операции ствола, либо существенно упростить техническое обеспечение системы автоматизированного управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКРЯЖЕВКИ ХЛЫСТОВ | 2014 |
|
RU2572561C1 |
| Способ обработки стволов деревьев | 1987 |
|
SU1713800A1 |
| Лесозаготовительная машина | 1985 |
|
SU1261797A1 |
| Линия для обработки лесоматериалов | 1982 |
|
SU1063602A1 |
| Машина для обработки срезанных деревьев | 1974 |
|
SU511211A1 |
| Способ посадки, выращивания культур и выборочных рубок с заготовкой сортиментов машинами на возобновляемых искусственным путем лесных площадях | 2021 |
|
RU2769472C1 |
| Способ обработки деревьев | 1987 |
|
SU1423380A1 |
| Машина для обработки поваленных деревьев | 1982 |
|
SU1055649A1 |
| Способ выборочных рубок и рубок ухода за лесом машинами на возобновленных искусственным путем лесных площадях | 2021 |
|
RU2761407C1 |
| Установка для обработки предварительно поваленных деревьев | 1972 |
|
SU438533A1 |
Использование: в лесной и деревообрабатывающей промышленности на автоматизированных раскряжевочных и сучкорезно-раскряжевочных установках. Сущность изобретения: изобретение позволяет повысить уровень автоматизации и оперативность управления сучкорезно-раскряжевочных установок путем совмещения технологических операций измерения размерных параметров и составления программ раскроя с операциями раскряжевки стволов и обрезки сучьев. Причем начало цикла измерения размерных параметров совмещают с началом цикла раскряжевки, а программы раскроя составляют на ЭВМ по прогнозируемым моделям. В процессе раскряжевки модели стволов уточняют и корректируют программы раскроя. 7 ил.
СПОСОБ РАСКРЯЖЕВКИ СТВОЛОВ ДЕРЕВЬЕВ НА СОРТИМЕНТЫ НА УСТАНОВКАХ С ПРОДОЛЬНОЙ ПОДАЧЕЙ, включающий поштучную загрузку, измерение размерных и качественных параметров, составление на ЭВМ программы раскроя и раскряжевку, отличающийся тем, что, с целью повышения полезного выхода и оперативности управления, начало измерения параметров ствола совмещают с началом цикла раскряжевки, измеряют параметры комлевой части и рассчитывают параметры всего ствола, составляют программу его раскроя и выполняют раскряжевку и обрезку сучьев, в процессе непрерывной обработки измеряют текущие параметры ствола, сравнивают величины расчетных и текущих параметров, при их рассогласовании уточняют расчетные параметры необработанной части ствола и корректируют программу раскроя.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| 81027962, 1982,с.23-30,34. | |||
