7 Л
- 77 Vi 5 1 5
WLLlLJI-J UI L-JL-JL-MZr
3 П 2 f
сл
CJ 00
i-г;
о о
Изобретение относится к лесной и деревообрабатывающей промышленности и может быть использовано в процессах первичной обработки заготовленного леса.
Целью изобретения является повышение производительности.
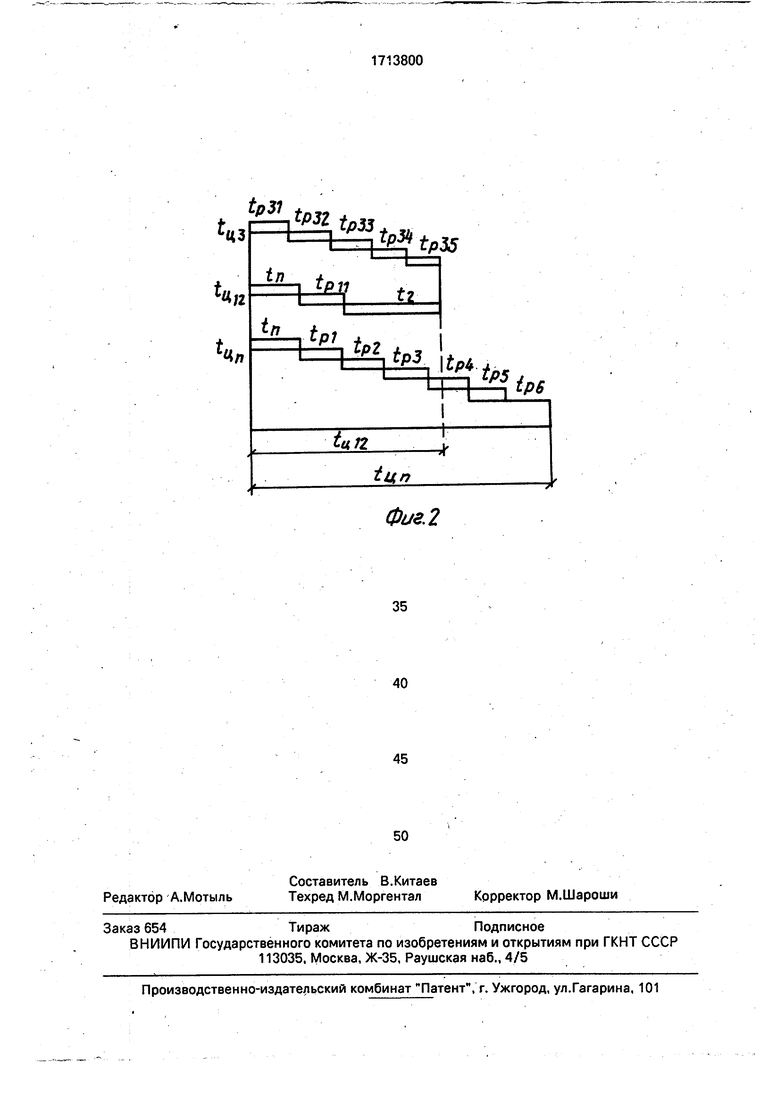
На фиг,1 изображено устройство для осуществления способа: на фиг.2 - циклограмма работы устройства.
Данный способ может быть осуществлен, например, с помощью устройства, которое содержит поперечный транспортер 1 для подачи пакетов дерева 2 на обработку, манипулятор 3 для поштучной загрузки деревьев 4, сучкорезно-раскряжевочнь1й модуль 5 с пильным блоком 6 и приспособлением 7-для измерений параметров ствола дерева, приемный стол 8 и сортировочные транспортеры 9 и 10, установленные параллельно друг другу, причем транспортер 10 является продолжением приемного стола 8, пильный блок 11, установленный между приемным столом 8 и сортировочным транспортером 10 и лесонакОпители 2. Модуль Б имеет двухскоростной привод.
Способ осуществляется следующим образом.
Пакет деревьев 2 укладывают на поперечный транспортер 1 и подают в зону .работы манипулятора 3, с помощью которого дерево 4 отделяют от пакета 2 и загружают в сучкорезно-раскряжевочный модуль 5. На первом этапе оператор оценивает размерно-качественные параметры дерева, протаскивают комлевую часть ствола дерева с одновременной обрезкой сучьев на величину сортимента приоритетной длины (согласно сортиментному плану предприятия), отпиливают его пильным блоком 6 и с помощью приемного стола 8 сбрасывают на сортировочный транспортер 9. После этого на втором этапе оставшуюся вершинную часть ствола дерева с повышенной скоростью протаскивают через модуль 5, обрезая сучья и замеряя параметры с помощью приспособления 7, и передают на третий этап на раскряжевку к пильному блоку 11. В результате измерения параметров составляется про1Ррамма раскряжевки вершинной части ствола, по которой оператор осуществляет ее раскряжевку на пильном блоке 11 (третий этап), полученные сортименты поступают на сортировочный транспортер 10. После чего сортименты сортируют и собирают в накопителях 12.
Во время раскряжевки ствола дерева на пильном блоке 11 (на третьем этапе) очередное дерево загружают манипулятором 5 и подаюттранспортером 1 на обработку в сучкорёзно-раскряжевочный модуль 5 с пилой 6, т.е. осуществляют его обработку на первом и втором этапах (фиг.2).
Способ осуществляют следующим образом.
Берут ствол дерева, средний объем которого q 0,75 м , длина ствола дерева I 19 м. Скорости привода сучкорезно-раскряжевочного модуля 5 определяют из уравнения
V 3,332-7q +4,667.(1)
При этом первая скорость привода предназначена для работы на первом этапе; вторая скорость - для работы на втором этапе обработки. Подставляя данные размеров ствола в уравнение (1), получают максимальную скорость на первом этапе обработки Vi 1,29 м/с. Расстояние между пилами S 12 м, объем ствола, обрабатываемого на втором этапе, уменьшится и составитд2 0,33м, соответственно максимальная скорость на втором этапе составит V2 2,70 м/с. Средние скорости (с учетом разгона и торможения) на этапах будут соответственно Vi 0,85 м/с; Va 2,25 м/с, на третьем этапе скорость обработки УЗ ограничена скоростью сортировочного транспортера 10, при скорости транспортера 10, равной 1,2 м/с, скорость третьего этапа Va 2,0 м/с. Дерево 4 длиной 19,0 м загружают манипуляторами 3 в сучкорезнораскряжевочный модуль 5. Визуально оценивая параметры дерева 4, оператор с помощью модуля 5 протаскивает его на длину приоритетного сортимента (согласно сортиментному плану), например, Icii - 6м, начиная с комля, со скоростью Vi 1,29 м/с, с помощью пильного блока 6 отпиливают сортимент и сбрасывателем 8 сбрасывают на сортировочный транспортер 9, в процессе протаскивания дерева 4 на модуле 5 осуществляют обрезку сучьев. Затем оператор визуально оценивает длину оставшейся части ствола дерева и, если она больше расстояния между пильными блоками 6 и 11 на величину меньше длины очередного сортимента, предназначенного для отпиловки, оператор дает команду на протаскивание оставшейся части дерева модулем 5. На этом заканчивается первый этап обработки первого дерева. Затем начинается второй этап обработки. /
Оставшуюся вершинную часть дерева длиной 13 м оператор протаскивает с повышенной скоростью V2 2,70 м/с до пильного блока 11, обрезает с нее сучья на модуле 5, проводит измерение ее параметров датчиком 7, на основании которых на ЭВМ составляют программу ее рационального раскроя, например 1с 4,0; 3,0; 3,0; 2,0; 1,0 (м). На
этом заканчивается второй этап обработки. Затем по полученной программе в автоматическом режиме (с помощью ЭВМ) осуществляют раскряжевку вершинной части на пильном блоке 11 и сортировку ее на сортировочных транспортерах 9 и 10 (на этом заканчивается третий этап обработки первого ствола дерева).
С началом третьего этапа обработки первого ствола дерева оператор осуществляет загрузку второго ствола дерева I 19м, т.е. начинает первый этап обработки второго ствола дерева, и технологический процесс повторяется. Таким образом повышается производительность и качество обработки ствола дерева. Производительность повышается в связи с тем, что обработку ствола дерева проводят в три этапа на двух продольных потоках; на первом этапе отпиливают комлевую часть, ствола дерева на величину сортимента приоритетной длины с одновременной обрезкой сучьев, на втором этапе протаскивают оставшуюся вершинную часть с ббльшей скоростью с одновременной обрезкой сучьев и передачей обработанной вершинной части на третий этап для ее раскряжевки. При этом обработку очередного ствола дерева на первом и втором этапах осуществляют одновременно с раскряжев1СО1й вершинной части предыдущего ствола дерева на третьем этапе. Повышение качества обработки обусловлено тем, что на втором этапе одновременно с обрезкой сучьев составляют программу рацион ального раскроя вершинной части ствола.
Производительность определяют по формуле
п Т«) q
Псм -V
чт
где Псм - сменная производительность, м ;
Т - время смены, с (Т 25200); (р- коэффициент использов;ания рабочего времени ( (р 0,7);
q - средний объем ствола дерева, м (q 0,75);
tu; - Время цикла обработки, с.
Цикл обработки ствола на первом и втором этапах определяют по формуле
t,,,tn+(-ftp)N.+J-
где tn - время подготовки ствола к обработке (tn 6 с);
1с1 средняя длина выпиливаемых на первом этапе сортиментов (lci 6.0 м); Vi - скорость обработки на первом этапе, м/с (Vi 0,85);
tp - время отпиливания сортиментов, с (tp 3);
NI-число резов на первом этапе (Ni 1);
Ц - длина ствола дерева, м (Ьд 19.0);
V2 - скорость обработки ствола на первом этапе, м/с;
V2 2,25; 1ц12 22,27 с
Цикл обработки ствола на третьем этапе определяют из выражения:
. Ц - NI 1с1
-Ь N2 to . tu3-у
где V3 - скорость обработки вершинной части предыдущего ствола на третьем этапе, м/с (Уз 2.0);
№ - число резов на третьем этапе (N2 5); цз 21,5с.
Так как 1ц12 1цз. цикл работы линии будет равен tm2 22.27 с.
Цикл обработки ствола линии прототипа определяют из выражения
-грЧ-,
где N - число выпиливаемых сортиментов (); .35c.
Таким образом, производительность обработки по предложенному способу составит Псм 594,07 м. по прототипу Псм 285,44 м, т.е. рост производительности равен 108%.
Формула изобретения
Способ обработки стволов деревьев, включающий три этапа, на первом из которых раскряжевывают на сортименты комлевую часть ствола дерева, на втором
оставшуюся вершинную часть перемещают в продольном направлении на третий этап, на котором ее раскряжевывают, а первый этап обработки очередного ствола дерева осуществляют одновременно с третьим этапом обработки предыдущего ствола дерева, отличающийся тем, что, с целью повышения производительности, после первого этапа обработки оставляют вершинную часть, объем которой меньше среднего объема ствола дерева, расстояние продольного перемещения вершинной части на втором этапе меньше средней длины ствола дерева, а перед продольным перемещением вершинной части на втором этапе
измеряют ее параметры и вычисляют скорость, с которой ее затем перемещают, причем скорость вычисляют по формуле
V 3.33q2 - 7q + 4.467 где V- скорость перемещения, м/с;
q - объем вершинной части, м .
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскряжевки лесоматериалов | 1987 |
|
SU1532289A1 |
| СПОСОБ ОБРЕЗКИ СУЧЬЕВ ДЕРЕВЬЕВ И КОНСТРУКЦИЯ МЕХАНИЗМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2682037C1 |
| СПОСОБ РАСКРЯЖЕВКИ СТВОЛОВ ДЕРЕВЬЕВ НА СОРТИМЕНТЫ НА УСТАНОВКАХ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 1987 |
|
RU2026164C1 |
| УСТАНОВКА РАСКРЯЖЕВОЧНАЯ МНОГОПИЛЬНАЯ | 2004 |
|
RU2255855C1 |
| СУЧКОРЕЗНО-РАСКРЯЖЕВОЧНАЯ ТРАНСПОРТНАЯ МАШИНА | 2003 |
|
RU2265318C2 |
| Линия для обработки лесоматериалов | 1982 |
|
SU1063602A1 |
| Способ выработки окоренных сортиментов и рабочий орган для его осуществления | 2019 |
|
RU2701336C1 |
| Агрегат для обработки лесоматериалов | 1980 |
|
SU933461A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО ПОВАЛЕННЫХ ДЕРЕВЬЕВ | 1969 |
|
SU233347A1 |
| Установка для обработки предварительно поваленных деревьев | 1972 |
|
SU438533A1 |
Изобретение относится к лесной промышленности. Цель - повышение производительности.'Дерево 4 загружают в модуль 5. На первом этапе от него отрезают сортимент приоритетной длины, затем, на втором этапе, измерительным приспособлением 7 измеряют параметры оставшейся вершинной части и вычисляют скорость, с которой ее затем перемещают к пильному блоку 11, на котором ее раскряживают. 2 ил.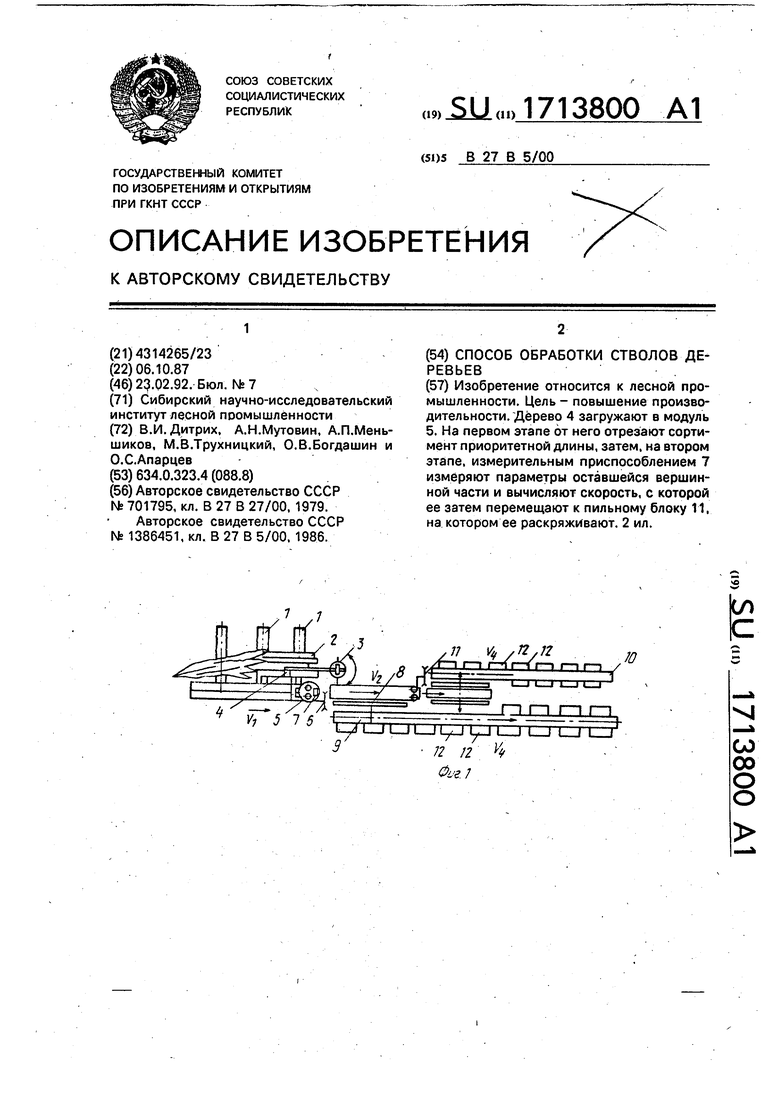
| Сучкорезно-раскряжевочное устройство | 1978 |
|
SU701795A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
