Изобретение относится к машиностроению, а именно к технологии сварочного производства, и может быть использовано в процессе производства сварных конструкций при большой толщине свариваемых кромок.
Известна лазерная сварка, которая обеспечивает высокопроизводительный процесс соединения различных металлов толщиной от десятых долей миллиметра до десятков миллиметров в широком диапозоне режимов (Сварка. Резка. Контроль: Справочник. В 2-х томах / Под общ. ред. Н.П.Алешина, Г.Г.Чернышева. - М.: Машиностроение, 2004. Т.1, стр.420). Лазерная сварка применяется там, где необходимо обеспечить высокий уровень физико-механических свойств и точности исполнения сварного шва.
Однако этот способ не может применяться для сварки изделий, имеющих толщину 20 мм и более. Кроме того, современные способы лазерной сварки предусматривают ввод энергии лазерного луча через боковую поверхность свариваемых листов в зону стыкуемых (свариваемых) кромок, поэтому при сварке больших толщин необходимо вводить большую мощность лазерного луча с поверхности детали при большой концентрации энергии, что ведет к значительному перегреву металла и его испарению с образованием плазменного облака и глубокой газовой полости, что затрудняет формирование сплошного металла шва по всей толщине свариваемых деталей.
Для повышения эффективности лазерной сварки используется двухлучевая лазерная сварка, что позволяет доставить большую мощность на поверхность свариваемой пластины на два отдельных световых пятна. Указанная схема сварки при общей мощности 8 кВт позволяет сваривать толщины до 12 мм [Эффективность процесса двухлучевой лазерной сварки с глубоким проплавлением/ Григорьянц А.Г., Грезев А.Н., Родионов Н.Б., Родионова В.П., Грезев Н.В. (107076, г. Москва, Стромынский пер., 4) // Свароч. пр-во. - 2009. - №8. - С.20-27].
Известны гибридные способы сварки, где лазерное излучение и электрическая дуга действуют совместно на одну точку и физическая сущность такого действия отличается от действия каждого из составляющих процесса. Например, известна гибридная лазерно-дуговая сварка под флюсом. При этом способе присадочный металл в виде подаваемой проволоки расплавляется за счет относительно недорогой энергии сварочной дуги, в то время как применением дорогой высококачественной энергии лазерного луча достигается лишь увеличение глубины проплавления. Недостатком гибридной лазерно-дуговой сварки под флюсом является то, что флюс проваливается в образующийся парогазовый канал лазерного луча, при этом лазерное излучение поглощается флюсом, а не свариваемым материалом. Сварку стальных листов толщиной 38 мм проводят двухсторонней многопроходной гибридной лазерно-дуговой сваркой под флюсом с разделкой кромок [Гибридная лазерно-дуговая сварка под флюсом / Райзген У., Ольшок С. // Автомат. Сварка: Международный журнал. - 2009. - №4. - С.46-51].
Из анализа видно, что и гибридная лазерно-дуговая сварка под флюсом не позволяет выполнить сварное соединение при толщине 40 мм и более.
Для сварки металлических изделий большой толщины разработаны способы электрошлаковой сварки (ЭШС), которая выполняется в настоящее время по стандартизованным технологиям (ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Таблица 1). Стандарт предусматривает выполнение сварных соединений из сталей толщиной от 30 до 800 мм за один проход. ЭШС при этом требует создания зазора между свариваемыми кромками 25 мм и более, что ведет к необходимости расплавления большого количества присадочного металла в виде сварочной проволоки или плавящегося мундштука или пластины. Большая площадь поперечного сечения наплавляемого металла в связи с большим зазором в стыке ведет к малой скорости сварки. Общемашиностроительные нормативы времени на ЭШС предусматривают ведение сварочного процесса изделий толщиной, например, 70 мм со скоростью 1 м/час. Источником нагрева при ЭШС служит тепло, выделяющееся в ванне расплавленного шлака при прохождении через него электрического тока от плавящегося электрода к изделию. В результате расплавления сварочного флюса образуется шлаковая ванна, глубина которой, как правило, сохраняется постоянной. Сварочный ток проходит через шлаковую ванну между погруженными в нее электродами и металлической ванной, поддерживает высокую температуру и электропроводность шлака. Металлическая ванна, кристаллизуясь, образует сварной шов (Сварка. Резка. Контроль: Справочник. В 2-х томах / Под общ. ред. Н.П.Алешина, Г.Г.Чернышева. - М.: Машиностроение, 2004. Т.1, стр.133-151).
При таких скоростях ЭШС происходит медленное охлаждение металла шва и околошовной зоны (ОШЗ) в интервале температур, при которых происходят фазовые превращения. Микроструктура металла шва и ОШЗ стальных изделий имеет грубую структуру с большим размером зерна в связи со склонностью сталей к росту зерна при длительной выдержке при высоких температурах (Сварка. Резка. Контроль: Справочник. В 2-х томах / Под общ. ред. Н.П.Алешина, Г.Г.Чернышева. - М.: Машиностроение, 2004. Т.1, стр.150-151).
Известен способ электрошлаковой сварки, при котором используют пластинчатый электрод и для легирования металла шва в сварочной ванне расплавляют дополнительный присадочный материал (А.с. №1817392, МКИ В23К 25/00).
Наиболее близким является способ электрошлаковой сварки, включающий наведение, удержание шлаковой и металлической ванн, последняя из которых в виде присадочного материала, в пространстве, ограниченном приспособлением и кромками разделки шва свариваемых деталей. Нагрев свариваемых деталей и присадочного материала осуществляют изнутри разделки шва тепловой энергией индуктора, погруженного в расплав присадочного материала (патент №2103133, МКИ В23К 25/00).
Недостатком полученных сварных соединений являются относительно низкие показатели пластичности металла шва и ударной вязкости в ОШЗ, непосредственно примыкающей к линии сплавления. Поэтому после ЭШС проводится высокотемпературная термическая обработка (нормализация или закалка с отпуском) для релаксации объемных остаточных сварочных напряжений и улучшения механических свойств металла сварного соединения.
Для повышения производительности за счет увеличения скорости сварки при одновременном повышении механических свойств сварного шва предлагается способ лазерно-электрошлаковой сварки, включающий наведение шлаковой и сварочной ванн, удержание их в пространстве, ограниченном медными формирующими пластинами и свариваемыми кромками шва с нагревом шлака, присадочной проволоки или плавящегося пластинчатого электрода, металла шва и свариваемых кромок теплом, выделяющимся при прохождении электрического тока между электродом и металлом шва через расплавленный шлак, на поверхность шлаковой ванны осуществляют подачу лазерного луча с равномерной интенсивностью распределения мощности лазера по всей поверхности шлаковой ванны с одновременным увеличением скорости подачи присадочной проволоки или плавящегося пластинчатого электрода.
Дополнительная энергия лазерного луча повышает температуру шлаковой ванны, ускоряет прогрев свариваемых кромок, увеличивается скорость оплавления электродной проволоки или плавящегося пластинчатого электрода, значит, увеличивается скорость подъема сварочной ванны и уменьшается время пребывания металла шва и ОШЗ при высоких температурах, при этом уменьшается прирост размеров зерна, что приведет к повышению механических свойств металла шва и ОШЗ. Введение энергии лазера в электрошлаковый процесс повышает температуру не только шлаковой ванны, но и прогревает лазерным лучом свариваемые кромки, исключая дефект несплавления по кромкам при недостаточной температуре шлаковой ванны, кроме того, лазерный луч, направленный на сварочную проволоку или на пластинчатый электрод, подогревает присадочный металл, что дополнительно увеличивает количество расплавляемого металла в единицу времени.
На фиг.1 представлена схема лазерно-электрошлаковой сварки, где наведенная шлаковая ванна 1 и ванна расплавленного металла 2 удерживаются в пространстве между медными водоохлаждаемыми формирующими пластинами 3 и свариваемыми кромками 4, проволока 5, через которую проходит сварочный ток от источника питания ЭШС 6 с подачей лазерного луча 7 через оптическую фокусирующую головку 8 по световоду 9 от генератора лазерного излучения 10.
Способ осуществляется следующим образом.
Произведена лазерно-электрошлаковая сварка стыкового соединения пластин из стали 16ГС толщиной 50 мм при вертикальном расположении стыка с зазором 25 мм. Свариваемые кромки прямые без скоса собраны в нижней части со стартовым стальным карманом для жидкого старта. В верхней части стыка установлены крепежные скобы. Стык со стороны установки А-535 уплотняли медным водоохлаждаемым ползуном, с другой стороны стыка закрепляли между скобами медную водоохлаждаемую пластину. Электрошлаковую сварку выполняли проволокой диаметром 3 мм марки Св-10НЮ с флюсом АН-8. Предварительно расплавленный флюс заливался в стартовый карман, в котором находилась электродная проволока. Первоначально устанавливалась скорость подачи проволоки Vпп=200 м/ч при силе тока Iсв = 600 А и при напряжении Uсв=38-40 В. Источник питания ЭШС - сварочный трансформатор ТШС-3000-3. С началом процесса ЭШС добавлялся флюс для достижения глубины шлаковой ванны 50 мм, далее с выходом на стабильный бездуговой процесс ЭШС подавался лазерный луч от генератора излучения с выходной мощностью 4 кВт лазерной установки Fanuc C4000 фирмы Messer Gutting Welding AG с фокусным расстоянием 400 мм, углом расхождения луча 13° и размером фокусного (рабочего пятна) 50×20 мм. С подачей лазерного луча скорость подачи проволоки увеличивали до 300 м/ч затем увеличили до 400 м/ч при этом сила тока уменьшилась до 500 А при напряжении 37 В. Результирующая скорость сварки составляла Vсв≈1,6 м/ч.
При использовании обычной ЭШС при Vпп=200 м/ч при силе тока Iсв=600 А и при напряжении Uсв=38-40 В скорость сварки составляет Vсв=1,1 м/ч.
Применение комбинированного способа лазерно-электрошлаковой сварки на указанных режимах ведет к увеличению скорости сварки на 45%.
Металл шва, сваренный лазерно-электрошлаковой сваркой при испытании на ударную вязкость при температуре испытания минус 20°С, имел ударную вязкость αн=30 Дж/см2.
Металл шва, сваренный электрошлаковой сваркой при испытании на ударную вязкость при температуре испытания минус 20°С, показал ударную вязкость не выше αн=18 Дж/см2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ электрошлаковой сварки высокотеплопроводных материалов | 1980 |
|
SU929368A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Способ электрошлаковой сварки комбинированными электродами | 1978 |
|
SU753571A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| Способ электрошлаковой сварки легких металлов | 1977 |
|
SU764902A1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
Способ относится к гибридному способу лазерной сварки, а именно к лазерно-электрошлаковой сварке, и может найти использование в машиностроении для производства сварных конструкций при большой толщине свариваемых кромок. Наводят шлаковую и металлическую ванны. Удерживают их в пространстве, ограниченном медными формирующими пластинами и свариваемыми кромками шва. Осуществляют нагрев шлака, присадочной проволоки или плавящегося пластинчатого электрода, металла шва и свариваемых кромок теплом, выделяющимся при прохождении электрического тока между электродом и металлом шва через расплавленный шлак. На поверхность шлаковой ванны подают лазерный луч с равномерной интенсивностью распределения мощности лазера по всей поверхности зеркала сварочной ванны с одновременным увеличением скорости подачи присадочной проволоки или плавящегося пластинчатого электрода. 1 ил.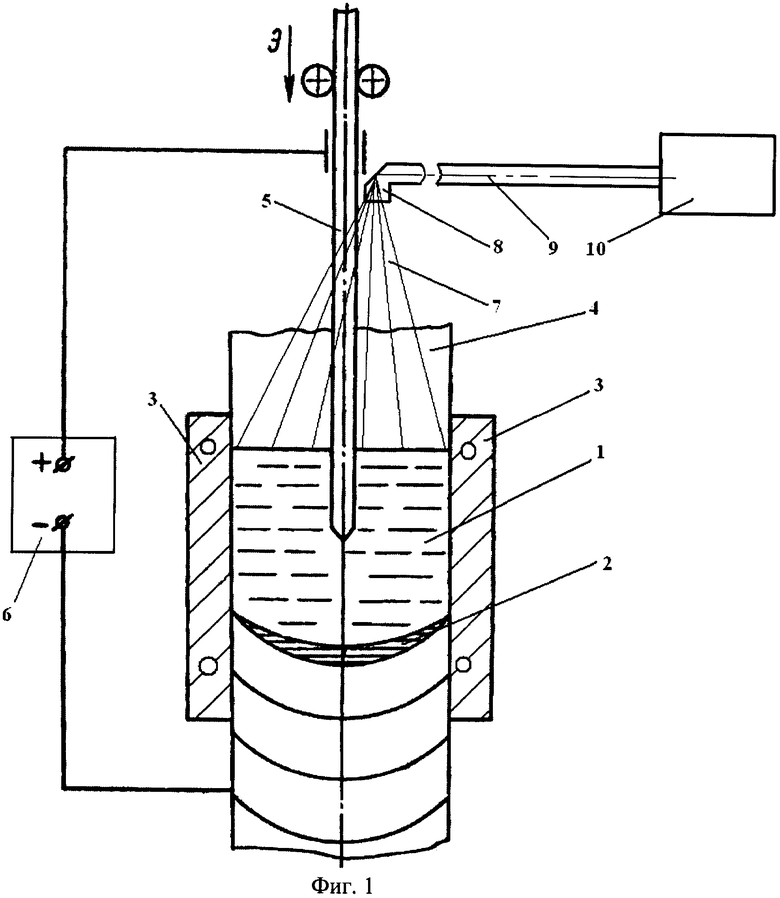
Способ лазерно-электрошлаковой сварки, включающий наведение шлаковой и сварочной ванн, удержание их в пространстве, ограниченном медными формирующими пластинами и свариваемыми кромками шва, с нагревом шлака, присадочной проволоки или плавящегося пластинчатого электрода, металла шва и свариваемых кромок теплом, выделяющимся при прохождении электрического тока между электродом и металлом шва через расплавленный шлак, подачу лазерного луча на поверхность шлаковой ванны с равномерной интенсивностью распределения мощности лазера по всей поверхности шлаковой ванны с одновременным увеличением скорости подачи присадочной проволоки или плавящегося пластинчатого электрода.
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| ГРИГОРЬЯНЦ А.Г | |||
| и др | |||
| Технологические процессы лазерной обработки | |||
| - М.: МГТУ им.Н.Э.Баумана, 2006, с.428-434 | |||
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2093329C1 |
| KR 2009089666 A, 24.08.2009 | |||
| DE 102007006688 A1, 14.08.2008 | |||
| JP 9201683 A, 05.08.1997. | |||

