ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области сварки, а именно гибридной лазерной сварки и может быть использовано для улучшения структуры сварного соединения и уменьшения дефектности сварного шва в процессе промышленной гибридной лазерной сварки крупногабаритных изделий из различных металлических материалов.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Известны технические решения, в которых улучшение качества сварного соединения достигается воздействием либо на зону соединения ультразвуком в процессе сварки (бесконтактно), либо приложением ультразвуковых вибраций к свариваемой заготовке (механический контакт).
Например, в заявке Китая [CN105710537 (A) ― 2016-06-29] раскрыт способ лазерной электродуговой сварки алюминиевых сплавов ассистированной ультразвуком. На основе схемы объединения электродуговой сварки TIG и лазерной сварки ультразвуковое вибрационное давление вводится в сварной шов, где разработанная вибрационная головка находится в непосредственном контакте со сварочным швом. За счёт этого большая часть газа в сварочном шве удаляется, так что дефекты сварочных швов снижаются или исключаются; за счёт эффекта кавитации и акустического эффекта, вызванного тем, что ультразвуковые волны передаются в жидкость; и сварочное остаточное напряжение эффективно устраняется или уменьшается, а прочность и коррозионная стойкость соединения повышаются. Ультразвук подводится через механический контакт непосредственно на затвердевшем металле шва позади сварочной головы.
К недостаткам можно отнести то, что не реализовано перемещение УЗ-инструмента одновременно со сварочной ванной, поэтому по всей протяженности сварного соединения может получится неравномерная структура сварного шва. Также в данном методе сварки TIG совместно с лазером не предусмотрена сварка с присадочной проволокой, что ограничивает возможности сварки более толстых пластин. Метод предназначен для лазерной электродуговой сварки только для алюминиевых сплавов.
Известна заявка Китая [CN105880852 (A) ― 2016-08-24] на изобретение, в которой раскрывается способ гибридной лазерной и электродуговой сварки MIG ассистированнй ультразвуком только алюминиевых сплавов, в котором головка ультразвукового вибрационного инструмента имеет возможность перемещаться относительно пластин из алюминиевого сплава, подлежащих сварке. Головка УЗ-инструмента совершает возвратно-поступательные движения: в направлении сварки поддерживается расстояние между ультразвуковой вибрационной головкой и площадью сварки, которое составляет 20-50 мм. Также поддерживается контактное давление между головкой ультразвукового вибрационного инструмента и пластиной из алюминиевого сплава, подлежащей сварке, между 0,2-0,6 МПа.
К недостаткам можно отнести практическую не реализуемость метода для производства крупногабаритных изделий т.к. конструкторское решение установки предполагает движимый сварочный стол (или заготовку).
Известен патент Китая CN104785926 (B) на изобретение, который раскрывает технологию лазерной сварки MIG также только алюминиевых сплавов с ультразвуковым воздействием. В нем предлагается три вида режимов ультразвукового воздействия:
− ультразвуковая вибрация прикладывается к заготовке или опорной плите, и ультразвук передается в сварочную ванну путем механической вибрации заготовки или опорной плиты;
− ультразвуковой импульс через импульсный источник мощности с ультразвуковой частотой накладывается на источник мощности МИГ, вызывая УЗ пульсацию дуги (гибридная лазерно-дуговая сварка сталей с импульсной модуляцией дуги плавящегося электрода);
− используется импульсный лазер, адаптированный излучать в сварочную ванну ультразвук луч, (импульсная модуляция лазерного излучения), при этом луч лазера осциллирует поперек шва.
Т.е. в изобретении одновременно предлагается как использование механического контакта для реализации ультразвуковой вибрации, так и пульсаций током дуги или лучом лазера.
При использовании импульсной модуляции дуги или лазерного излучения воздействие происходит непосредственно на ванну расплава, но этого недостаточно чтобы уменьшить остаточные напряжения, которые возникают уже после кристаллизации металла в процессе его остывания.
Стационарный подвод и закрепление ультразвукового инструмента к заготовке не обеспечивает равномерной мощности при передаче вибраций по всей протяженности сварного соединения, а приложение вибраций к опорной плите является малоэффективным подводом ультразвуковых колебаний.
В техническом решении, раскрытом в заявке Японии [JP2008049351 А –2008-03-06] предлагается осуществлять ультразвуковое воздействие неконтактного типа. Основной свариваемый материал расплавляется нагреванием, а расплавленная часть облучается ультразвуковыми волнами бесконтактно (есть зазор между излучателем УЗ и заготовкой, через который передаются колебания к сварочной ванне) и затвердевает при перемешивании. В решении предусмотрено средство для синхронизации перемещения плавящего средства с перемещением бесконтактного ультразвукового волновода. В предпочтительном исполнении в качестве расплавляющего средства используется устройство дуговой сварки в инертном газе вольфрамовым электродом. Устройство может быть дополнено лазером.
К недостаткам данного решения относится то, что при бесконтактной передаче ультразвуковых колебаний через воздушный зазор, происходит ослабление воздействия на образцы сварки. Данная конструкция предполагает чрезмерное потребление энергии для достижения цели, в противном случае будет не эффективным использование в процессе сварки ультразвукового инструмента при данной конструкции.
Также, при длительном непрекращающемся использовании, в котором нуждаются производственные процессы происходит излишнее нагревание сонотрода (волновода) вследствие поглощения ультразвуковых колебаний, и далее вплоть до его разрушения. Данное замечание имеет силу при чрезмерной мощности УЗ-колебаний, необходимой для передачи колебаний через воздушный зазор.
Таким образом, существует потребность в разработке способа гибридной лазерной сварки с ультразвуковым воздействием, позволяющим решить задачу изготовления крупногабаритных изделий из различных материалов при их промышленном производстве, за счёт получения качественных сварных соединений на протяжении всей длины сварного шва.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей, на решение которой направлено данное изобретение является обеспечение ультразвукового воздействия контактным способом с постоянными параметрами на сварочную ванну по всей протяженности сварного шва в процессе получения сварного соединения гибридной лазерной сваркой крупногабаритных изделий (до 10 м) различной толщины, выполненных из различных металлов и сплавов.
Технический результат – улучшение эксплуатационных характеристик сварного соединения, обеспечение требуемой надежности сварных конструкций и снижения затрат на устранение дефектов в производстве, за счёт улучшения структуры сварного соединения и уменьшения дефектности на протяжении всего сварного шва.
Другой технический результат – универсальность метода или возможность выполнения сварных соединений изделий из различных металлов и сплавов с улучшенными эксплуатационными характеристиками.
Поставленная задача достигается тем, что как и в известном в предлагаемом способе гибридной лазерной сварки c ультразвуковым воздействием на всем протяжении сварного соединения осуществляют синхронное перемещение ультразвукового инструмента c основными источниками энергии (источником лазерного излучения и сварочной горелкой), при этом инструмент для ультразвукового воздействия (УЗ – инструмент) устанавливают перед ними по направлению сварки.
Новым является то, что ультразвуковое воздействие осуществляют контактным способом с использованием УЗ – инструмента, при этом на начальном этапе, до начала сварочного процесса, УЗ-инструмент устанавливают в выбранном горизонтальном и вертикальном положении в ручном режиме относительно сварочной ванны: перед ней на расстоянии l равным или кратным полудлине волны ультразвукового излучения (точка приложения) и прижимают с выбранным усилием для обеспечения непрерывного ультразвукового воздействия на сварочную ванну, а затем в автоматическом режиме в течение всего процесса сварки обеспечивают постоянное усилие прижима индентора УЗ- инструмента.
Целесообразно, что для синхронного перемещения УЗ-инструмента с источником лазерного излучения и сварочной горелкой, его закрепляют на одной каретке с ними.
Кроме того, используют УЗ-инструмент с наконечником в виде твердосплавного индентора сферической формы.
При этом для отслеживания и адаптивной регулировки непрерывного и постоянного усилия прижима УЗ-инструмента к поверхности заготовки используют регистрацию отклонений его положения в горизонтальном направлении пьезокерамическим датчиком, который устанавливают на корпусе УЗ-инструмента.
Выбор расстояния l равным или кратным полудлине волны ультразвукового излучения обусловлен различием длин волн у разных материалов, распространяющегося в них звука.
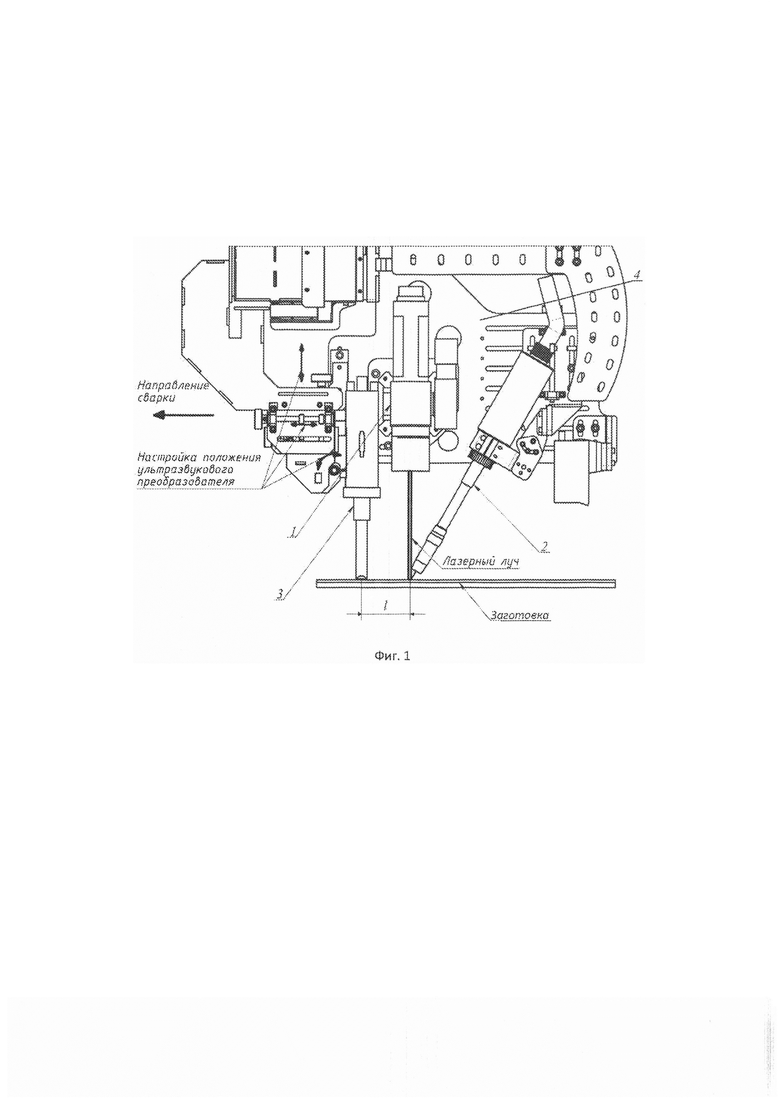
Для реализации предлагаемого в настоящем изобретении способа было разработано устройство (фиг.1).
УЗ – инструмент для установки его в заданное положение относительно сварочной ванны и поверхности свариваемой заготовки и возможности его отклонения от заданного положения в процессе сварки, подвижно соединен с ползуном, который в свою очередь соединен с кареткой, при этом устройство содержит средства ручной настройки УЗ-инструмента в заданное положение, а также блок управления реализации алгоритма адаптивного управления прижима УЗ-инструмента к поверхности заготовки в течение всего процесса сварки, и пьезокерамический датчик, установленный на корпусе УЗ–инструмента для слежения за его положением и подключенный к упомянутому блоку управления.
Кроме того, средства ручной настройки УЗ - инструмента включают ходовую винтовую передачу для регулировки положения УЗ - инструмента в горизонтальном направлении, установленную с одной стороны каретки и ходовую винтовую передачу для регулировки его положения в вертикальном направлении, установленную с другой стороны каретки.
Для реализации возможности отклонения от заданного положения крепление – кронштейн УЗ-инструмента в нижней части соединен с ползуном через ось вращения.
Кроме того, электронный блок управления, обрабатывает сигналы от пьезокерамического датчика, и передает команду на исполнительный механизм, обеспечивающий изменение усилия прижима УЗ-инструмента к заготовке.
При этом исполнительный механизм включает шаговый двигатель вал которого совмещен с концом регулировочного винта, поджимающего пружинный упор, на который опирается верхняя часть крепления – кронштейна УЗ -инструмента.
УЗ-инструмент содержит ступенчатый сонотрод (волновод) и наконечник, закрепленный на конце сонотрода (волновода), при этом наконечник представляет собой изготовленный из твердосплавного материала индентор, рабочий конец которого имеет сферическую форму.
Индентор находится в контакте с поверхностью одной из свариваемых заготовок и обеспечивает передачу ультразвукового воздействия к сварочной ванне на всей протяженности сварного соединения.
Предлагаемый способ предназначен для обеспечения ультразвукового воздействия с постоянными параметрами на сварочную ванну в процессе получения сварного соединения на всей его протяженности (до 10 м).
Необходимым условием подвода ультразвука является возможность регулирования положения УЗ-инструмента в горизонтальном и вертикальном направлении относительно сварочной ванны. Это связано с тем, что гибридной лазерной сварке подлежат заготовки различных материалов, имеющие также различную толщину. Вертикальное перемещение УЗ-инструмента обеспечивает контакт с поверхностью свариваемых заготовок различной толщины. Горизонтальное перемещение УЗ-инструмента обеспечивает заданное расстояние от точки приложения ультразвуковых колебаний до сварочной ванны. Это обусловлено необходимостью поддержания ультразвукового воздействия заданной интенсивности на сварочную ванну и связано со следующими факторами. Во-первых, природа свариваемого материала, а также его толщина определяет затухание распространяющихся в нем ультразвуковых колебаний. Во-вторых, избыточная интенсивность ультразвуковых колебаний приводит к дефектам сварного соединения типа несплошностей и избыточного проплавления. С учетом указанных факторов, необходимым условием для получения качественных сварных соединений является возможность регулирования позиции места приложения ультразвуковых колебаний относительно сварочной ванны.
Для максимально эффективного воздействия на сварочную ванну, необходимо обеспечить расстояние от контакта твердосплавного индентора с поверхностью свариваемых заготовок до сварочной ванны равное или кратное полудлине волны испускаемого излучения. Это связано со свойствами звуковых волн, которые представляют собой периодически чередующиеся сжатия и разряжения, максимальный пик которых находится на кратных полудлине волны излучения. Скорости распространения звуковых волн, равно как и длина волны, для каждого материала будет различна. С учетом указанных факторов, одним из необходимых условий для получения качественных сварных соединений является возможность регулировки позиции начального места приложения ультразвуковых колебаний относительно сварочной ванны для конкретного материала свариваемых заготовок.
Также необходимым условием является непрерывный контакт при постоянном усилии прижима наконечника УЗ-инструмента с поверхностью свариваемого материала, которая может характеризоваться перепадами по толщине (в пределах допуска листового проката), волнистостью либо сочетанием этих факторов.
Первоначально усилие прижима задается в ручном режиме, а далее в процессе сварки регулируется при помощи адаптивного механизма регулировки параметров УЗ воздействия, основанного на непрерывной регистрации отклонений положения УЗ-инструмента в горизонтальном направлении пьезокерамическим датчиком и передачи сигналов в блок управления, в котором посредством разработанного программного обеспечения, сигнал обрабатывается и посылает соответствующую команду на исполнительный механизм, предусмотренный в конструкции крепления УЗ-инструмента к каретке.
Описанное выше решение позволяет минимизировать влияние возможных неровностей поверхности заготовки на контакт индентора с материалом, связанных с неравномерной прокаткой листа, а также обеспечивает равномерное и необходимое по силе, прижатие индентора УЗ- инструмента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 показан вид сбоку устройства крепления УЗ-инструмента к оборудованию гибридной лазерной сварки.
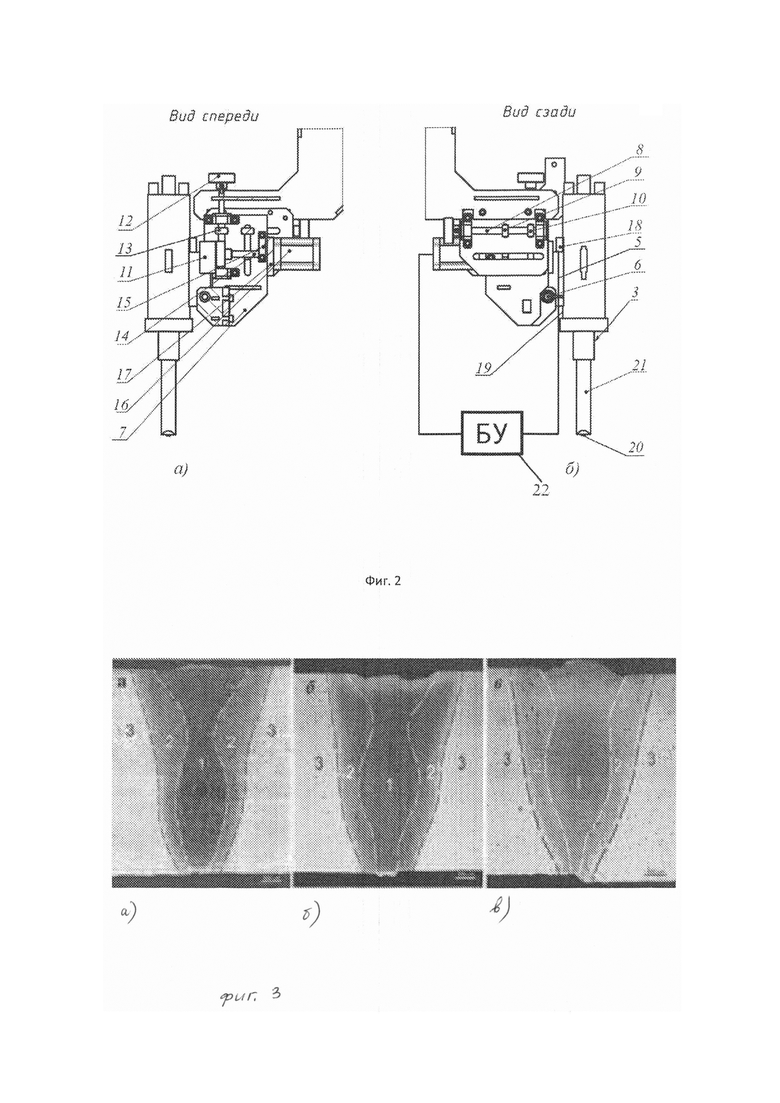
На фиг. 2 приведен вид спереди и вид сзади устройства крепления УЗ-инструмента к оборудованию гибридной лазерной сварки.
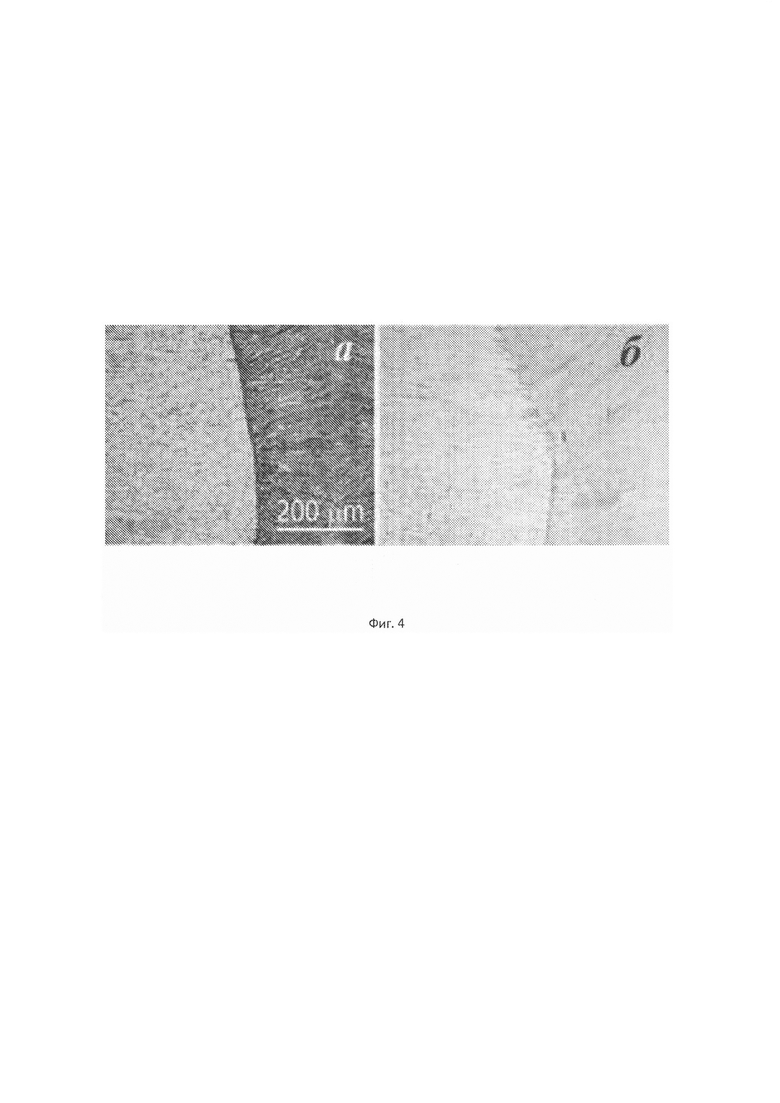
На фиг. 3 приведены макроизображения сварных соединений стали 09Г2С (ASTM 516) после гибридной лазерной сварки фиг. 3a; гибридной лазерной сварки с УЗ воздействием, фиг.3 б, гибридной лазерной сварки с УЗ воздействием на мощности 630 Вт и адаптивной регулировкой, фиг. 3 в.
На фиг. 4 приведены макроизображения сварных соединений стали 12Х18Н10Т после гибридной лазерной сварки Фиг.4а; гибридная лазерная сварка с УЗ воздействием, мощностью 600 Вт, с адаптивной регулировкой Фиг. 4б.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Для реализации предлагаемого в настоящем изобретении способа было разработано устройство (фиг.1) содержащее источник лазерного излучения 1, сварочную дуговую горелку 2 и ультразвуковой инструмент (УЗ–инструмент) 3. Для синхронного перемещения УЗ-инструмент 3 с источником лазерного излучения 1 и сварочной горелкой 2 крепится на каретке 4. УЗ-инструмент 3 с креплением – кронштейном 5 подвижно соединен через ось вращения 6 с ползуном 7. Ползун 7 установлен на каретке 4 с возможностью его горизонтального и вертикального перемещения совместно с УЗ-инструментом относительно каретки 4. Для передвижения ползуна 7 относительно каретки в горизонтальном направлении он оснащен ходовой винтовой передачи 8 и держателями 9, 10. Ползун 7 установлен на держателях 9 и 10. При вращении винта передачи 8 держатели 9, 10 совершают поступательное движение, которое преобразуется в горизонтальное движение УЗ - инструмента. Верхняя часть кронштейна 5 опирается на пружинный механизм (упор) 11. Для перемещения УЗ - инструмента 3 в вертикальном положении ползун 7 оснащен ходовой винтовой передачей 12 с держателем 13 (фиг. 2а). При вращении винта передачи обеспечивается поступательное движение ползуна 7, которое преобразуется в вертикальное движение УЗ-инструмента. Для регулировки положения УЗ – инструмента в автоматическом режиме устройство содержит пружинный механизм (упор) 11, который поджат регулировочным винтом 14, установленным в опорной пластине 15, закрепленной на ползуне 7. Конец регулировочного винта 14 совмещен с валом шагового двигателя 16, установленного также на ползуне 7 через опорную пластину 17. Пьезокерамический датчик 18 размещен на корпусе 19 УЗ-инструмента.
Устройство работает следующим образом.
Первоначальное горизонтальное положение УЗ-инструмента 3, задается посредством ходовой винтовой передачи 8 с держателями 9, 10, закрепленными на ползуне 7, т.е. задается расстояние l (фиг.1) от точки приложения ультразвуковых колебаний до сварочной ванны. При вращении винта передачи 8, его держатели 9, 10 совершают поступательное движение в горизонтальном направлении совместно с ползуном 7 и УЗ-инструментом 3.
Вертикальное перемещение УЗ-инструмента 3, при помощи ходовой винтовой передачи 12, обеспечивает первоначальное усилие прижима твердосплавного индентора 20, закрепленного на сонотроде 21, с поверхностью свариваемых заготовок. При вращении винта передачи 12 обеспечивается поступательное движение ползуна 7, которое преобразуется в вертикальное перемещение УЗ-инструмента 3.
Адаптивный механизм прижима УЗ-инструмента 3 в процессе сварки основан на регистрации отклонений его положения в горизонтальном направлении относительно каретки 4 (вокруг оси вращения 6) пьезокерамическим датчиком 18.
Далее, после регистрации отклонения от оптимального положения УЗ-инструмента 3 и обработки сигнала в блоке электронного управления 22 посылает соответствующую команду на шаговый двигатель 16, который производит вращение винта 14. Винт 14 совершает поступательное движение в направлении упора 11, в результате которого через пружину упора обеспечивается усилие давления на крепление (верхняя часть кронштейна) УЗ – инструмента. Усилие обеспечивает вращение УЗ-инструмента относительно оси вращения таким образом, чтобы при контакте наконечника УЗ – инструмента с поверхностью заготовки возникало требуемое усилие давления на материал, обеспечивая непрерывный контакт и регулировку прижима УЗ-инструмента в режиме реального времени.
После закрепления заготовок для проведения сварочного процесса, производили первоначальную настройку положения УЗ-инструмента 3 в следующем порядке:
– По известным данным скоростей распространения ультразвуковых волн в материале заготовки, регулировочным винтом 8, выставляли расстояние l от точки соприкосновения твердосплавного индентора c поверхностью заготовки до предполагаемой сварочной ванны равное или кратное полудлине волны ультразвука.
– После выставления необходимого значения l приступали к регулировке позиции УЗ-инструмента в вертикальном положении при помощи винта 12.
В качестве сварочной дуговой горелки 2 использовали дуговой источник компании Fronius TPS 600i, в качестве источника лазерного излучения 1– иттербиевый волоконный лазер ЛС-15 с длинной волны 1,6 мкм. В качестве ультразвукового инструмента 3 использовали магнитострикционный преобразователь с рабочей частотой 21–23 кГц. Мощность ультразвукового воздействия составляла от 500 до 1200 Вт, с возможностью регулирования.
Пример 1.
Производили сварку листов конструкционной стали 09Г2С – экспериментальных образцов, размером 300х240 мм, толщиной 5 мм.
Режимы сварки: мощность лазера: 3,8 кВт; ток дуги: 100 A; напряжение дуги: 35 В; скорость сварки: 2,5 м/мин; скорость подачи присадочной проволоки: 1,6 м/мин; диаметр присадочной проволоки: 0,8 мм.
Для сравнения сварку образцов производили без ультразвукового воздействия и с использованием ультразвукового воздействия на двух значениях мощности: 1200 Вт и 630 Вт. На мощности 1200 Вт без адаптивной регулировки процесса, а на мощности 630 Вт – с адаптивной регулировкой, согласно предлагаемому изобретению.
Место контакта УЗ-инструмента с поверхностью образца (точка приложения) было определено в 155 мм от сварочной ванны, что соответствует целой длине волны. Данные о распространении звуковых волн для данного материала взяты из справочника [Н.И. Кошкин, М.Г. Ширкевич (1972) Справочник по элементарной физике. Москва, 106 стр.].
Требуемое постоянное усилие прижима индентора равное 0,45 МПа ±5% было определено экспериментально.
Сравнительные результаты исследования приведены на фиг. 3. Как видно из изображений образец, полученный без применения УЗ колебаний и адаптивного механизма, фиг. 4a, имеет поры, наблюдаемые на протяжении всего сварного соединения. При включении в процесс гибридной лазерной сварки ультразвукового воздействия, фиг. 3б, возникает неравномерная структура с дефектом в виде междендритной усадки. На фиг. 3в в процесс сварки с ультразвуковым воздействием была включена адаптивная регулировка усилия прижима УЗ-инструмента, в результате получена равномерная структура без дефектов на всем протяжении сварного шва.
Пример 2.
Производили сварку листов нержавеющей стали 12Х18Н10Т – экспериментальных образцов, толщиной 2,5 мм, размером 300х240 мм.
Режимы сварки: мощность лазера: 2,5 кВт, ток дуги: 85 A, напряжение дуги: 25 В, скорость сварки: 2,2 м/мин, скорость подачи присадочной проволоки: 5,3 м/мин, диаметр присадочной проволоки: 0,8 мм.
Место контакта УЗ-инструмента с поверхностью образца было в 75 мм от сварочной ванны, что соответствует полудлине длины волны.
Производили гибридную лазерную сварку без УЗ воздействия Фиг. 4а и с применением УЗ воздействия мощностью 600 Вт с адаптивной регулировкой Фиг. 4б, согласно описываемому изделию. Требуемое постоянное усилие прижима индентора равное 0,45 МПа ±5% было определено экспериментально.
Ввиду того что при данном режиме сварки получили бездефектные швы, акцент сделан на различия в границе между металлом шва и металлом неподверженным плавлению (граница сплавления). Как видно на Фиг. 4б граница сплавления имеет сложную форму сцепления и, как следствие, лучшую прочность на разрыв между ними.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки материалов в ультразвуковых полях и устройство, его реализующее | 2022 |
|
RU2789411C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ С УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2015 |
|
RU2616313C1 |
| Способ изготовления труб сваркой | 2017 |
|
RU2637039C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА С УЛЬТРАЗВУКОВОЙ ОБРАБОТКОЙ | 2018 |
|
RU2697685C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2322551C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| Система лазерно-дуговой гибридной сварки и способ сварки | 2024 |
|
RU2831174C1 |
Изобретение относится к области сварочного производства, и может быть использовано в гибридной лазерной сварке c ультразвуковым воздействием на сварочную ванну. Способ включает осуществление синхронного перемещения инструмента ультразвукового воздействия совместно с источником лазерного излучения и сварочной дуговой горелкой на всем протяжении процесса сварки. При этом до начала сварочного процесса инструмент ультразвукового воздействия устанавливают в положение, обеспечивающее его непосредственный контакт с поверхностью одной из свариваемых заготовок на расстоянии перед сварочной ванной, равном или кратном полудлине волны ультразвукового излучения, и прижимают инструмент к заготовке в точке контакта с заданным усилием, а в течение всего процесса сварки в автоматическом режиме обеспечивают непрерывный контакт упомянутого инструмента с поверхностью заготовки с заданным постоянным усилием прижима. Использование изобретения позволяет повысить качество сварных соединений. 3 з.п. ф-лы, 4 ил.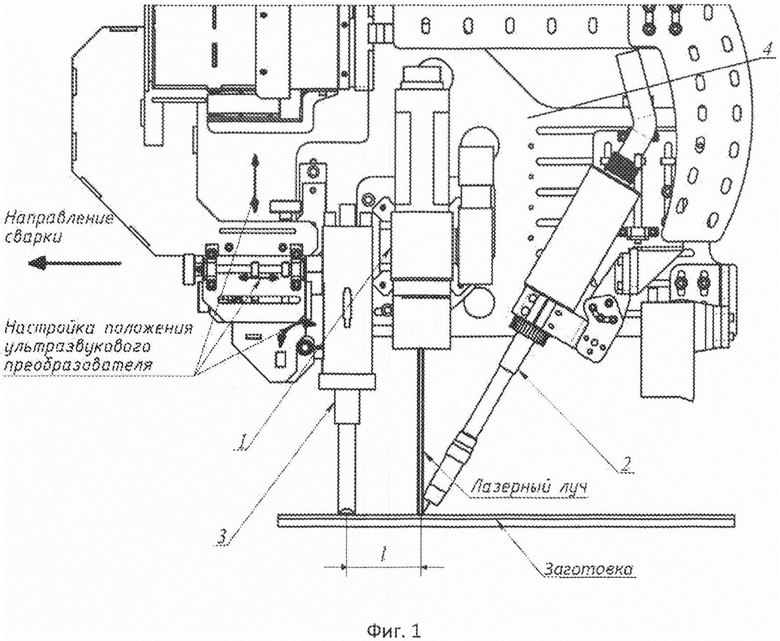
1. Способ гибридной лазерной сварки c ультразвуковым воздействием на сварочную ванну, включающий осуществление синхронного перемещения инструмента ультразвукового воздействия совместно с источником лазерного излучения и сварочной дуговой горелкой на всем протяжении процесса сварки, отличающийся тем, что до начала сварочного процесса инструмент ультразвукового воздействия устанавливают в положение, обеспечивающее его непосредственный контакт с поверхностью одной из свариваемых заготовок на расстоянии перед сварочной ванной, равном или кратном полудлине волны ультразвукового излучения, и прижимают инструмент к заготовке в точке контакта с усилием, выбранным из условия обеспечения предварительно заданных параметров ультразвукового воздействия, а затем в течение всего процесса сварки в автоматическом режиме обеспечивают непрерывный контакт упомянутого инструмента с поверхностью заготовки при постоянном усилии прижима.
2. Способ по п. 1, отличающийся тем, что инструмент ультразвукового воздействия закрепляют на одной каретке с источником лазерного излучения и сварочной дуговой горелкой.
3. Способ по п. 1, отличающийся тем, что используют инструмент ультразвукового воздействия с наконечником в виде твердосплавного индентора сферической формы.
4. Способ по одному из пп. 1-3, отличающийся тем, что обеспечение непрерывного контакта инструмента ультразвукового воздействия с поверхностью заготовки с заданным постоянным усилием прижима в течение всего процесса сварки в автоматическом режиме осуществляют посредством адаптивного механизма регулировки, осуществляющего непрерывную регистрацию отклонений положения упомянутого инструмента в горизонтальном направлении с помощью пьезокерамического датчика, установленного на корпусе инструмента, передачу соответствующих сигналов в блок управления для их обработки по заданной программе, и направление соответствующей команды от блока управления на исполнительный механизм, установленный в конструкции крепления инструмента ультразвукового воздействия.
| Способ изготовления труб сваркой | 2017 |
|
RU2637039C1 |
| Способ лазерной-дуговой сварки стальной сформованной трубной заготовки | 2017 |
|
RU2668641C1 |
| CN 105880852 A, 24.08.2016 | |||
| CN 104785926A, 22.07.2015 | |||
| JP 2008049351 A, 06.03.2008. | |||

