Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления листа из текстурированной электротехнической стали и более конкретно к способу изготовления листа из текстурированной электротехнической стали, имеющего превосходные свойства потерь в железе по всей длине конечного рулона.
Известный уровень техники
Лист из текстурированной электротехнической стали является магнитомягким материалом, причем ориентация его кристаллов в значительной степени является ориентацией Госса {110}<001> и лист в основном используется в качестве сердечников для трансформаторов и т.п. Лист из текстурированной электротехнической стали, используемый в трансформаторе, должен иметь низкие потери в железе W17/50 (Вт/кг), представляющие магнитные потери при его намагничивании до 1,7 Τ при частоте 50 Гц, чтобы уменьшить потери холостого хода (потери энергии).
Потери в железе в электротехническом стальном листе представлены в виде суммы потерь на гистерезис зависящих от ориентации кристалла, чистоты и т.п. и потери на вихревые токи зависящих от удельного сопротивления толщины листа, размера магнитного домена и т.п. Таким образом, в качестве способа снижения потерь в железе известен способ усиления степени накопления ориентации кристаллов для улучшения плотности магнитного потока, способ увеличения содержания Si для повышения электрического сопротивления, способ уменьшения толщины стального листа, способ измельчения зерна вторичной рекристаллизации, способ уменьшения размера магнитного домена и т.д.
Среди них, в качестве способа измельчения зерна вторичной рекристаллизации, известен способ быстрого нагрева во время обезуглероживающего отжига или способ проведения быстрого нагрева непосредственно перед обезуглероживающим отжигом для улучшения текстуры первичной рекристаллизации. Например, патентный документ 1 раскрывает, что лист из текстурированной электротехнической стали, имеющий чрезвычайно низкие потери в железе, может быть получен нагревом стального листа прокатанного до конечной толщины до температуры не ниже 700°С при скорости нагрева не менее 100°С/сек в неокислительной атмосфере, имеющей РН2О/РН2 не более 0,2 непосредственно перед обезуглероживающим отжигом, а также патентный документ 2 раскрывает, что лист текстурированной электротехнической стали, имеющий чрезвычайно низкие потери в железе может быть получен быстрым нагревом стального листа, прокатанного до конечной толщины до 800~950°С/сек при скорости нагрева не менее 100°С/сек в атмосфере с содержанием кислорода не более 500 ppm до обезуглероживающего отжига, и проведением обезуглероживающего отжига, причем температура предыдущей зоны на стадии обезуглероживающего отжига составляет 775~840°С, ниже температуры достигаемой быстрым нагревом, и температура последующей второй зоны составляет 815~875°С, выше температуры предыдущей зоны. Кроме того, патентные документы 3 и 4 раскрывают, что лист из текстурированной электротехнической стали с превосходными свойствами пленки и магнитными свойствами могут быть получены нагревом в зоне температур, по меньшей мере, не ниже 600°С на стадии нагрева обезуглероживающего отжига до не ниже 800°С при скорости нагрева не менее 95°С/сек или не менее 100°С/сек и соответствующим контролем атмосферы этой зоны температур.
Документы известного уровня техники
Патентные документы
Патентный документ 1: JP-A-H07-062436
Патентный документ 2: JP-A-H10-298653
Патентный документ 3: JP-A-2003-027194
Патентный документ 4: JP-A-2000-204450
Краткое изложение сущности изобретения
Задачи, решаемые с помощью изобретения
Большинство обычных способов направлены на улучшение текстуры первичной рекристаллизации и измельчения зерна вторичной рекристаллизации однозначным определением начальной температуры быстрого нагрева и заданием конечной температуры быстрого нагрева не ниже 700°С. Согласно исследованиям авторов изобретения становится ясно, что размер зерна вторичной рекристаллизации может быть надежно снижен для улучшения потерь в железе с использованием вышеуказанных обычных способов в большинстве случаев, но существует случай, при котором режим вторичной рекристаллизации не является стабильным, и вышеуказанный эффект улучшения не может быть достигнут по всей длине рулона в зависимости от состояния выделений до быстрого нагрева.
Настоящее изобретение выполнено с учетом вышеуказанных проблем, присущих обычным способам, и предлагает способ изготовления листа из текстурированной электротехнической стали, который способен стабилизировать режим вторичной рекристаллизации для измельчения зерна вторичной рекристаллизации по всей длине конечного рулона, чтобы таким образом снизить потери в железе по всей длине конечного рулона.
Средства решения проблем
Для решения вышеуказанных проблем авторы настоящего изобретения провели различные исследования в различных направлениях по влиянию состояния выделения азота (N) в стальном листе в зоне температур быстрого нагрева, фиксированной в обычных способах, на режим рекристаллизации. В результате было установлено, что предпочтительная зона температур быстрого нагрева может изменяться в зависимости от состояния выделений (количество выделений) азота в стальном листе. В общем, растворенный азот в стальном листе неравномерно распределен на границе зерна или дислокации, а растворенный азот, оставшийся в стальном листе после холодной прокатки, выделяется в процессе нагрева последующей термообработки, но его большая часть выделяется на дислокации с ингибированием полигонизации дислокации, что вызывает замедление возврата микроструктуры и начала рекристаллизации. Такие эффекты, как полагают, варьируются в зависимости от состояния выделений.
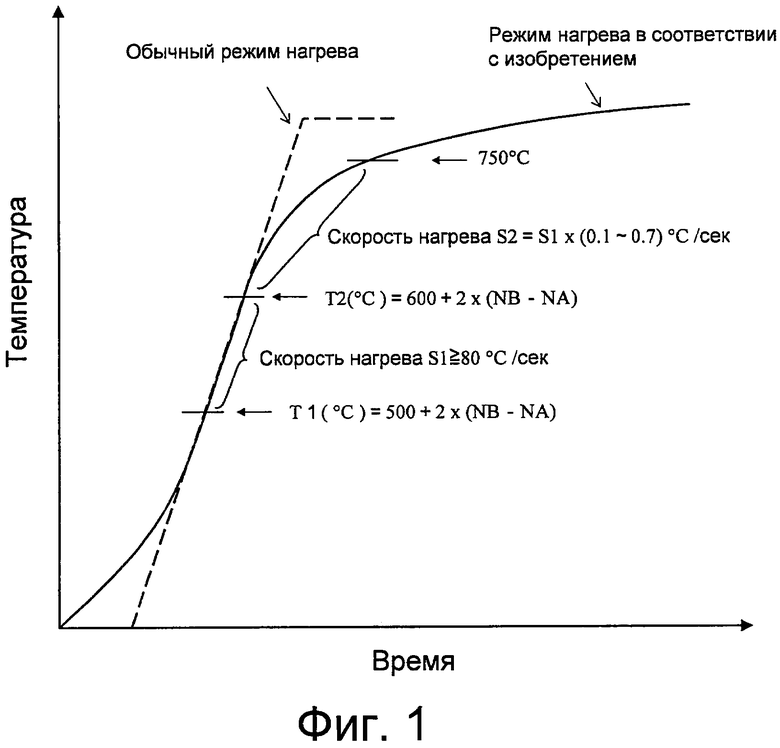
Далее авторы изобретения выполнили дальнейшие исследования, принимая во внимание, что измельчение зерна вторичной рекристаллизации может стабильно достигаться за счет точного понимания и контроля соотношения между зоной температур возврата или зоной температур рекристаллизации и скоростью нагрева. Следовательно, было установлено, что измельчение зерна вторичной рекристаллизации может стабильно достигаться заданием оптимальной скорости нагрева по отношению к каждой из зоны температур возврата и зоны температур рекристаллизации, т.е. как показано на фиг. 1, заданием высокой скорости нагрева для зоны относительно низкой температуры, в основном усиливая только возврат (далее именуемая "зона низкой температуры"), и заданием скорости нагрева ниже, чем в зоне низкой температуры для зоны относительно высокой температуры, усиливая возврат и рекристаллизацию (далее именуемая "зона высокой температуры") и, как следствие, проведенных исследований, было выполнено изобретение.
Настоящее изобретение представляет собой способ изготовления листа из текстурированной электротехнической стали, который включает ряд стадий горячей прокатки стального сляба химического состава С: 0,001~0,10% масс., Si: 1,0~5,0% масс., Mn: 0,01~0,5% масс., Al раств.: 0,003~0,050% масс., N: 0,0010~0,020% масс., один или два элемента, выбранные из S и Se: 0,005~0,040% масс. в сумме, и остальное Fe и неизбежные примеси, проведение при необходимости отжига в зоне горячих состояний полученного листа, выполнение однократной, двукратной или многократных холодных прокаток с промежуточным отжигом между ними для формирования холоднокатаного листа конечной толщины, проведение отжига первичной рекристаллизации, нанесение отжигового сепаратора и проведение окончательного отжига, характеризующийся тем, что в процессе нагрева в отжиге первичной рекристаллизации скорость нагрева S1 от температуры Т1 до температуры Т2, которые определяются следующими уравнениями (1) и (2):

 ,
,
устанавливают равной не менее 80°C/сек, и в среднюю скорость нагрева S2 от температуры Т2 до 750°C устанавливают равной от 0,1 до 0,7 от S1, где в уравнениях (1) и (2) NA представляет количество выделенного N (ppm по массе) после окончательной холодной прокатки, и NB представляет количество выделенного N (ppm по массе) после отжига первичной рекристаллизации.
Способ изготовления листа из текстурированной электротехнической стали согласно изобретению характеризуется тем, что общее содержание N в стальном слябе NB′ (ppm по массе) используется вместо количества выделений N после отжига первичной рекристаллизации NB (ppm по массе).
Кроме того, способ изготовления листа из текстурированной электротехнической стали согласно изобретению характеризуется тем, что стальной сляб включает один или несколько элементов, выбранных из Cu: 0,01~0,2% масс., Ni: 0,01~0,5% масс., Cr: 0,01~0,5% масс., Mo: 0,01~0,5% масс., Sb: 0,01~0,1% масс., Sn: 0,01~0,5% масс., Bi: 0,001~0,1% масс., P: 0,001~0,05% масс., Ti: 0,005~0,02% масс. и Nb: 0,0005~0,0100% масс. в дополнение к вышеуказанному химическому составу.
Эффект изобретения
В соответствии с изобретением, размер зерна вторичной рекристаллизации может быть стабильно снижен по всей длине конечного рулона, так что можно изготавливать лист из текстурированной электротехнической стали с низкими потерями в железе с высоким выходом.
Краткое описание чертежей
Фиг.1 иллюстрирует сравнение между режимом нагрева изобретения и режимом нагрева обычного способа в отжиге первичной рекристаллизации.
Варианты осуществления изобретения
Во-первых, будет объяснена основная техническая концепция изобретения, состоящая в том, что измельчение зерна вторичной рекристаллизации может стабильно достигаться заданием высокой скорости нагрева в зоне относительно низкой температуры, усиливая главным образом только возврат (зона низкой температуры) и заданием скорости нагрева в зоне относительно высокой температуры ниже, чем в зоне низкой температуры, усиливая и возврат и рекристаллизацию (зона высокой температуры).
Необходимо контролировать текстуру первичной рекристаллизации с целью улучшения вторичной рекристаллизации. В частности, для измельчения зерна вторичной рекристаллизации важное значение имеет количество зародышей ориентации Госса ({110}<001>). Кроме того, для того, чтобы стабильно индуцировать вторичную рекристаллизацию и для предотвращения укрупнения зерна вторичной рекристаллизации, большое значение имеет количество текстуры {111} первичной рекристаллизации, превращенной в ориентацию Госса.
Далее будет объяснена причина, почему увеличивается скорость нагрева в зоне низкой температуры, повышающей главным образом только возврат. Известно, что зародыши ориентации Госса ({110}<001>) находятся в полосе деформации, образованной в волокнистой структуре {111}, легко сохраняющей энергию деформации структуры прокатки. Полоса деформации является областью, особенно сохраняющей энергию деформации в волокнистой структуре {111}. Когда скорость нагрева в зоне низкой температуры при отжиге первичной рекристаллизации является низкой, полоса деформации, имеющая чрезвычайно высокую энергию деформации, преимущественно подвергаются возврату, чтобы высвободить энергию деформации, так что рекристаллизация зародышей ориентации Госса практически не происходит. Хотя, когда скорость нагрева в зоне низкой температуры высокая, полоса деформации может сохраняться в состоянии с высокой энергией деформации до высокой температуры, так что может быть преимущественной рекристаллизация зародышей ориентации Госса.
Далее будет объяснена причина того, что скорость нагрева в зоне высокой температуры, следующей за вышеуказанной зоной низкой температуры, ниже, чем в зоне низкой температуры, и скорость нагрева ограничивается определенным диапазоном.
В общем, когда количество текстуры первичной рекристаллизации {111}, легко превращенной в ориентацию Госса ({110}<001>), является слишком большим, активируется рост зерна вторичной рекристаллизации (зерно ориентации Госса), таким образом, что существует опасение, что даже если имеется много затравок ориентации Госса, одно зерно укрупняется до роста этих зародышей. С другой стороны, когда количество текстуры первичной рекристаллизации {111} является слишком низким, рост зерна вторичной рекристаллизации затруднен и вызывает нарушение вторичной рекристаллизации. Поэтому необходимо контролировать надлежащее количество текстуры первичной рекристаллизации {111}.
В данном случае текстуру первичной рекристаллизации {111} получают рекристаллизацией волокнистой текстуры {111} в текстуре прокатки. Кроме того, поскольку текстура прокатки ориентирована в волокнистой структуре {111}, основная ориентация текстуры первичной рекристаллизации является текстурой первичной рекристаллизации {111}, если не проводится специальная термообработка. Кроме того, в волокнистой структуре {111} высокая энергия деформации по сравнению с другими окружающими текстурами при том, что энергия не так велика, как в полосе деформации, генерирующей зародыши ориентации Госса. Поэтому так называемая ориентация кристаллов легко рекристаллизовывается рядом с ориентацией Госса в условиях термической обработки, при которых быстрый нагрев проводят в зоне низких температур, повышающей главным образом только возврат.
Можно стимулировать рекристаллизацию от полосы деформации полосы, сохраняющей энергию деформации, или волокнистую структуру {111}, за счет медленной скорости нагрева в зоне высокой температуры после быстрого нагрева в зоне низкой температуры. Однако, когда скорость нагрева слишком медленная, количество зародышей ориентации Госса несколько увеличивается, в то время как структура первичной рекристаллизации {111}, первоначально являющаяся основной ориентацией структуры, дополнительно избыточно увеличивается. В результате структура первичной рекристаллизации {111} становится слишком большой, и зерно ориентация Госса укрупняется при вторичном рекристаллизационном отжиге.
Однако, когда нагрев в зоне относительно высокой температуры, одновременно повышающей возврат и рекристаллизацию, проводят при той же скорости нагрева, что в зоне низкой температуры, начинается первичная рекристаллизация кристаллов в любой ориентации, перед рекристаллизацией в ориентации Госса или структуры первичной рекристаллизации {111}, и, следовательно, текстура разупорядочивается. В результате структура первичной рекристаллизации {111} начинает уменьшаться, и сама вторичная рекристаллизация не может быть проведена.
Далее, диапазоны зоны низкой температуры и зоны высоких температур тесно связаны с температурой возврата и температурой рекристаллизации материала, так что они варьируются в зависимости от состояния выделения растворенного азота, влияющего на ингибирование полигонизации дислокаций при отжиге первичной рекристаллизации для замедления возврата структуры и начала рекристаллизации, конкретно количества выделенного N при отжиге первичной рекристаллизации. Таким образом, необходимо менять скорость нагрева в зависимости от вышеуказанного количества выделенного N.
Изобретение основано на вышеописанной технической идее.
Далее будет описан химический состав стального сляба, используемого в качестве сырья для листа из текстурированной электротехнической стали изобретения. С: 0,001-0,10% масс.
С является элементом, полезным для формирования зерна ориентации Госса, и его необходимо включать в количестве не менее 0,001% масс., для развития такого эффекта. С другой стороны, когда количество С превышает 0,10% масс., существует риск ухудшения магнитных свойств вследствие недостаточного обезуглероживания при обезуглероживающем отжиге. Следовательно, количество С находится в диапазоне 0,001~0,10% масс. Предпочтительно в диапазоне 0,005~0,08% масс.
Si: 1,0-5,0% масс.
Si обладает эффектом повышения электрического сопротивления стали для уменьшения потерь в железе, и его необходимо добавлять в количестве, по меньшей мере, 1,0% масс., в изобретении. С другой стороны, когда его добавляют в количестве, превышающем 5,0% масс., трудно проводить холодную прокатку. Следовательно, количество Si находится в диапазоне 1,0-5,0% масс. Предпочтительно, оно составляет 2,0-4,5% масс.
Μn: 0,01-0,5% масс.
Μn не только эффективно способствует улучшению горячеломкости стали, но также образует выделения MnS, MnSe и т.п. для развития функции ингибитора, когда присутствуют S и Se. Когда содержание Μn менее 0,01% масс., указанный эффект не является достаточным, в то время, когда добавляемое количество превышает 0,5% масс., температура нагрева сляба, необходимая для растворения выделений, таких как MnS, MnSe и т.п. становится чрезвычайно высокой, что не является предпочтительным. Поэтому содержание Μn находится в диапазоне 0,01-0,5% масс. Предпочтительно оно составляет 0,01-0,3% масс.
Al раств.: 0,003 - 0,050% масс.
Al является полезным элементом, образующим AlN в стали, и выделяется в качестве второй дисперсной фазы в качестве ингибитора. Однако, когда содержание в виде Al раств. составляет менее 0,003% масс., не может быть обеспечено достаточное количество выделений, и вышеуказанный эффект не достигается. В то время, если оно превышает 0,050% масс., в виде Al раств., температура нагрева сляба, необходимая для получения твердого раствора AlN, становится чрезвычайно высокой, и также AlN укрупняется при термической обработке после горячей прокатки с потерей функции ингибитора. Таким образом, содержание Al находится в диапазоне 0,003~0,050% масс., в виде Al раств. Предпочтительно оно составляет 0,005~0,040%) масс. Al.
Ν: 0,0010-0,020% масс.
N является элементом, необходимым для формирования ΑlΝ в качестве ингибитора, подобно Al. Однако, когда добавляемое количество составляет менее 0,0010% масс., осаждение AlN недостаточно, тогда как если оно превышает 0,020% масс., при нагреве сляба возникают вздутия и т.п. Таким образом, содержание N составляет 0,0010~0,020% масс. Предпочтительно оно составляет 0,0030~0,015% масс.
S и Se: 0,005~0,040% масс., в сумме
S и Se являются полезными элементами, которые выделяются в качестве второй дисперсной фазы в стали связыванием Μn или Cu для формирования MnS, MnSe, Cu2-xS или Cu2-xSe, чтобы таким образом действовать в качестве ингибитора. Когда добавленное количество S и Se в сумме менее 0,005% масс., указанное добавление не достигает достаточного эффекта, а когда оно превышает 0,040% масс., не только растворение серы и селена в стали недостаточно при нагреве сляба, но также возникают поверхностные дефекты в продукте. Поэтому добавленное количество серы и селена составляет 0,005~0,040% масс., независимо от того добавляют их по одному или совместно. Предпочтительно оно составляет 0,005~0,0030% масс.
В дополнение к вышеуказанному химическому составу, лист из текстурированной электротехнической листовой стали изобретения может включать, по меньшей мере, один элемент, выбранный из Cu: 0,01~0,2% масс., Ni: 0,01~0,5% масс., Cr: 0,01~0,5% масс., Mo: 0,01~0,5% масс., Sb: 0,01~0,1% масс., Sn: 0,01~0,5% масс., Bi: 0,001~0,1% масс., Р: 0,001~0,05% масс., Ti: 0,005~0,02% масс. и Nb: 0,0005~0,0100% масс.
Cu, Ni, Cr, Mo, Sb, Sn, Bi, Ρ, Ti и Nb являются элементами, сегрегация которых легко происходит на границе зерна или поверхности, или элементами, образующими карбонитриды, и оказывают вспомогательное действие в качестве ингибитора. Поэтому добавление таких элементов может дополнительно улучшить магнитные свойства. Однако, когда добавляемое количество меньше вышеуказанного нижнего предела, то эффект подавления укрупнения зерна первичной рекристаллизации недостаточен в зоне более высокой температуры процесса вторичной рекристаллизации, в то время, когда оно превышает вышеуказанный верхний предел, существует риск ухудшения вторичной рекристаллизации или плохого внешнего вида покрытия. Поэтому, если добавлены такие элементы, предпочтительно их добавлять в вышеуказанном диапазоне.
Как описано выше, стальной сляб, используемый в качестве сырья для материала листа из текстурированной электротехнической стали, согласно изобретению должен содержать N в количестве не менее 0,0010% масс., и нитридообразующий элемент, такой как Al или т.п., выделяющийся с формированием нитрида.
Кроме того, остальное кроме вышеуказанных компонентов составляет Fe и неизбежные примеси. Однако могут быть включены другие компоненты, не нарушая эффекта настоящего изобретения.
Далее будет описан способ изготовления листа из текстурированной электротехнической стали согласно изобретению.
Способ изготовления листа из текстурированной электротехнической стали согласно изобретению включает в себя серию стадий горячей прокатки стального сляба, вышеописанного химического состава, пригодного для изобретения, проведение горячей прокатки листа при необходимости отжига в зоне горячих состояний, проведение одной, двух или большего числа холодных прокаток с промежуточным отжигом между ними для получения холоднокатаного листа конечной толщины, проведение отжига первичной рекристаллизации холоднокатаного листа, нанесение отжигового сепаратора, состоящего в основном из MgO, Al2O3 или т.п., и проведение окончательного отжига листа.
Способ изготовления стального сляба не имеет особых ограничений, за исключением необходимости регулировать химический состав так, чтобы он соответствовал изобретению, и могут быть использованы хорошо известные способы изготовления. Кроме того, температура повторного нагрева стального сляба до горячей прокатки предпочтительно должна быть не ниже 1300°С, так как необходимо полностью растворять элементы, образующие ингибиторы.
Кроме того, условия горячей прокатки, условия отжига в зоне горячих состояний, проводимого при необходимости, и условия однократной, двукратной или многократной холодной прокатки с промежуточным отжигом между ними для формирования холоднокатаного листа окончательной толщины, конкретно не ограничены, если они проводятся обычным способом. Кроме того, старение между проходами прокатки или теплая прокатка могут быть соответственно применены в холодной прокатке. Технологический режим после холодной прокатки будет объяснен далее.
В отжиге первичной рекристаллизации после холодной прокатки необходимо соответственно контролировать скорости нагрева в зоне низкой температуры, главным образом, усиливающей только возврат, и в зоне высокой температуры, усиливающей первичную рекристаллизацию в дополнение к возврату в процессе нагрева, чтобы стабильно измельчать зерно вторичной рекристаллизации и повышать долю зоны низких потерь в железе в рулоне. Конкретно эффект стабильного снижения потерь в железе может быть получен заданием скорости нагрева в зоне низкой температуры не менее 80°С/сек, которая выше, чем в обычном отжиге первичной рекристаллизации, и заданием скорости нагрева в зоне высокой температуры в диапазоне от 0,1 до 0,7 от скорости нагрева в зоне низкой температуры.
Диапазоны температур зоны низкой температуры и зоны высокой температуры в процессе нагрева определяются на основании состояния выделения N в стальном листе. Растворенный азот, присутствующий после холодной прокатки, неравномерно распределен на границе зерна или дислокации и образует нитриды, которые должны быть выделены в мелкодисперсной форме на дислокации в процессе нагрева при отжиге первичной рекристаллизации, так чтобы он обладал эффектом ограничения перемещения дислокации для ингибирования полигонизации или эффектом возврата структуры прокатки или замедления рекристаллизации. Таким образом, считается, что количество выделенного N при отжиге первичной рекристаллизации, в значительной степени влияет на возврат или рекристаллизацию.
В соответствии с этой идей изобретатели измерили количество NA (ppm по массе) N, выделенного в стальном листе после окончательной холодной прокатки, и количество NB (ppm по массе) N, выделенного в стальном листе после отжига первичной рекристаллизации, и сосчитали, что разница (NB-NA) (ppm по массе) должна быть количеством вновь выделенного N отжигом первичной рекристаллизации, и провели множество экспериментов для изучения взаимосвязи между разностью (NB-NA) и условиями нагрева для получения хороших магнитных свойств (скорость нагрева, диапазон температур). В результате было установлено, что существуют соответствующие условия нагрева в зависимости от (NB-NA), как указано ниже.
Во-первых, было установлено, что скорость нагрева S1 между температурой Т1, определенной по следующему уравнению (1), и температурой Т2, определенной по следующему уравнению (2), должна быть не ниже 80°С/сек.
Вышеприведенные уравнения (1) и (2) показывают, что количество N выделенного при отжиге первичной рекристаллизации увеличивается, возврат и рекристаллизация замедляются, и диапазон температур в зоне низкой температуры повышается.
Кроме того, когда скорость нагрева S1 в этом диапазоне температур ниже 80°С/сек, происходит возврат в полосе деформации, генерируя зародыши ориентации Госса {110}<001>, и не происходит преимущественной рекристаллизации в зародышах ориентации Госса, и количество зародышей ориентации Госса не может быть увеличено, так что зерно вторичной рекристаллизации не может быть измельчено.
В данном изобретении скорость нагрева в зоне низкой температуры должна быть не менее 80°С/сек, так чтобы средняя скорость нагрева от температуры ниже Т1 могла быть не менее 80°С/сек.
Предпочтительно зона высокой температуры, усиливающая и возврат и рекристаллизацию, находится в диапазоне температур от выше Т2(=600+2(NB-NA)) до 750°С, и скорость нагрева S2 находится в диапазоне от 0,1 до 0,7 от скорости нагрева S1 в зоне низких температур.
Далее самая низкая температура в диапазоне температур в зоне высокой температуры является самой высокой температурой Т2 в зоне низкой температуры и соответствует температуре начала рекристаллизации только определенной ориентации кристаллов (ориентация Госса) при нагреве со скоростью нагрева S1. С другой стороны, самая высокая температура является температурой 750°С, при которой происходит рекристаллизация почти всех кристаллов.
Кроме того, причина того, почему скорость нагрева S2 связана с S1, как полагают связана с тем, что когда скорость нагрева в зоне низкой температуры становится выше, возврат предпочтительно рекристаллизованной ориентации Госса может быть в состоянии ингибирования, и даже если время выдерживания в зоне высокой температуры делают коротким, рекристаллизация ориентации Госса может быть активизирована, и оптимальная скорость нагрева в зоне высоких температур становится высокой в соответствии со скоростью нагрева S1 в зоне низкой температуры.
Однако, когда скорость нагрева S2 в зоне высокой температуры слишком высокая, рекристаллизация текстуры, предназначенная для преимущественной рекристаллизации, также находится в ингибированном состоянии, и все ориентации рекристаллизуются до разупорядоченной текстуры рекристаллизации, вызывая тем самым ухудшение вторичной рекристаллизации. Поэтому предпочтительно ограничить скорость нагрева S2 величиной не более 0,7 от S1. И наоборот, когда скорость нагрева S2 является слишком медленной, текстура {111} первичной рекристаллизации увеличивается, и эффект измельчения зерна вторичной рекристаллизации не достигается, так что предпочтительно, чтобы она была не менее 0,1 от S1. Предпочтительно S2 составляет от 0,2 до 0,6 от S1.
В изобретении предполагается, что N, неравномерно распределенный по дислокациям, вызываемых холодной прокаткой, выделяется формированием нитридов на дислокации в отжиге первичной рекристаллизации. Следовательно, изобретение не может быть использовано, когда азотирование для увеличения количества N в стали выполняют при отжиге первичной рекристаллизации.
В общем, отжиг первичной рекристаллизации обычно проводят в сочетании с обезуглероживающим отжигом. В изобретении также может проводиться отжиг первичной рекристаллизации в сочетании с обезуглероживающим отжигом. В этом случае предпочтительно, чтобы обезуглероживающий отжиг проводили нагревом со скоростью нагрева, пригодной для изобретения, в такой влажной атмосфере водорода, чтобы окислительный потенциал РН2О/РН2 атмосферы составлял не менее 0,1. Кроме того, когда существует ограничение на оборудование отжига, обезуглероживающий отжиг может быть выполнен после проведения термообработки в диапазоне температур и скорости нагрева, подходящих для изобретения в неокислительной атмосфере.
Стальной лист подвергают отжигу первичной рекристаллизации, как описано выше, затем наносят на поверхность стального листа отжиговый сепаратор и затем подвергают окончательному отжигу для формирования вторичной рекристаллизации. В качестве отжигового сепаратора может быть использован, например, сепаратор, состоящий в основном из MgO и в случае необходимости с добавлением TiO2, при формировании покрытия из форстерита или покрытий, состоящих в основном из SiO2 или Al2O3 в случае формирования покрытия без форстерита.
После удаления непрореагировавшего отжигового сепаратора с поверхности стального листа после окончательного отжига, получают листовой прокат нанесением и отжигом изоляционного покрытия на поверхности стального листа или проведением правильного отжига листа для корректировки формы при необходимости. Кроме того, вид изоляционного покрытия особенно не ограничен, но предпочтительно использовать покрытие, создающее поверхностное натяжение, для создания усилия натяжения на поверхности стального листа для дополнительного снижения потерь в железе. Например, можно предпочтительно использовать изоляционное покрытие, сформированное нагревом жидкого покрытия, содержащего фосфат, хромовую кислоту и коллоидный диоксид кремния, как описано в JP-A-S50-79442, JP-A-S48-39338 или т.п. Кроме того, когда используется отжиговый сепаратор, не образующий покрытия из форстерита, изоляционное покрытие может быть сформировано повторным нанесением водной суспензии, состоящей в основном из MgO, на поверхность стального листа после окончательного отжига и проведением отжига для формирования покрытия из форстерита. Кроме того, для дальнейшего уменьшения потерь в железе стальной лист после окончательного отжига может быть подвергнут известной обработке для измельчения магнитного домена линейной плазменной струей или лазерным облучением или облучением электронным пучком или созданием линейной деформации роликом с выступами.
В соответствии со способом изготовления изобретения текстура вторичной рекристаллизации может быть стабильно измельчена по всей длине конечного рулона, так что лист из текстурированной электротехнической стали с низкими потерями в железе может быть получен с высоким выходом.
Пример 1
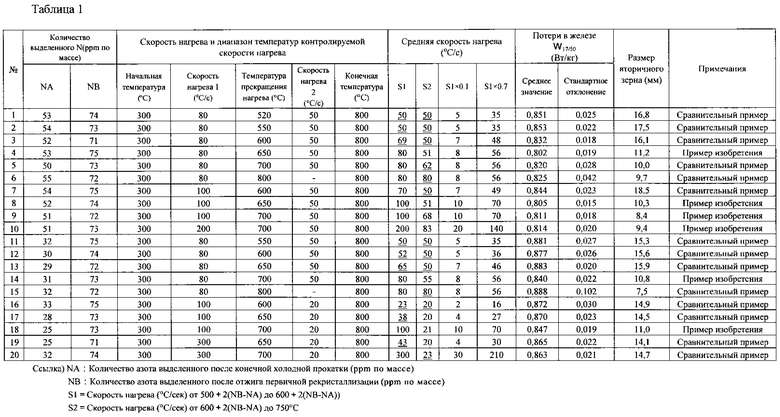
Стальной сляб, содержащий С: 0,06% масс., Si: 3,3% масс., Μn: 0,08% масс., S: 0,023% масс., Al раств.: 0,03% масс., N: 0,008% масс., Cu: 0,2% масс. и Sb: 0,02% масс., нагревают до 1430°С и выдерживают в течение 30 минут и проводят горячую прокатку для получения горячекатаного листа толщиной 2,2 мм, который подвергают отжигу в зоне горячих состояний при 1000°С в течение 1 минуты, холодной прокатке для получения промежуточного холоднокатаного листа толщиной 1,5 мм и подвергают промежуточному отжигу. Промежуточный отжиг проводят при двух условиях, заключающихся в том, что лист нагревают до 1100°С и охлаждают со скоростью 30°С/сек для активации выделения N и что лист нагревают до 1150°С и охлаждают со скоростью 100°С/сек для сохранения N в состоянии твердого раствора. После этого дополнительно проводят холодную прокатку листа для получения холоднокатаного листа окончательной толщины 0,23 мм.
Испытуемый образец 100 мм × 300 мм отбирают из центральной части в продольном и поперечном направлениях от каждого рулона холоднокатаного листа, полученного таким образом, и проводят отжиг первичной рекристаллизации в сочетании с первичной рекристаллизацией и обезуглероживанием в лаборатории. Кроме того, отжиг первичной рекристаллизации проводят в электрической нагревательной печи нагревом при изменении скорости нагрева от 300°С и 800°С, как показано в таблице 1, и затем активацией обезуглероживания при выдерживании при 840°С в течение 2 минут. В этом случае РН2О/РН2 атмосферы доводят до 0,3.
Кроме того, испытуемый образец, отобранный из холоднокатаного листа, подвергают электролизу, фильтруют и экстрагируют электролитическим раствором на основе 10% масс. АА (ацетилацетон) и затем количество Ν, выделенного в холоднокатаном листе, определяют в полученном остатке, чтобы определить NA количество N выделенного в холоднокатаном листе. Кроме того, количество N выделенного в стальном листе после отжига первичной рекристаллизации определяют таким же образом, чтобы определить NB количество N выделенного после отжига первичной рекристаллизации. Разница между NA и NB (NB-NA) определяется как количество N вновь выделенного отжигом первичной рекристаллизации.
Далее, готовят 50 испытуемых образцов, подвергнутых отжигу первичной рекристаллизации (обезуглероживающий отжиг), для каждого из соответствующих условий нагрева. Затем наносят отжиговый сепаратор, состоящий главным образом из MgO с добавкой 10% масс. TiO2, на каждую поверхность этих образцов в виде водной суспензии и высушивают, испытуемый образец подвергают окончательному отжигу для проведения вторичной рекристаллизации и затем наносят и отжигают изоляционное покрытие, создающее поверхностное натяжение, на основе фосфата.
Для всех полученных таким образом 50 испытуемых образцов для каждого условия нагрева, определяют потери в железе W17/50 с помощью тестера для одного листа для определения среднего значения и стандартного отклонения. После измерения потерь в железе покрытие удаляют с испытуемого образца травлением и затем определяют размер зерна вторичной рекристаллизации в диапазоне длины 300 мм с помощью линейного анализа, чтобы определить среднее значение по 50 образцам. Результаты также показаны в таблице 1. Как видно из этих результатов, у стальных листов, подвергнутых нагреву при отжиге первичной рекристаллизации в условиях согласно изобретению, низкий размер зерна вторичной рекристаллизации и хорошие свойства потерь в железе и с уменьшенной дисперсией.
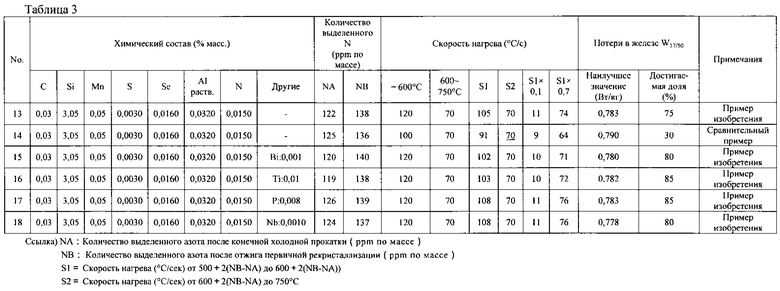
Пример 2
Стальной сляб химического состава, показанного в таблицах 2 и 3, нагревают до 1400°С в течение 20 минут, проводят горячую прокатку для получения горячекатаного листа толщиной 2,0 мм, который подвергают отжигу в зоне горячих состояний при 1000°С в течение 1 минуты, холодной прокатке для получения промежуточного холоднокатаного листа толщиной 1,5 мм и подвергают промежуточному отжигу при 1100°С в течение 2 минут, холодной прокатке для получения холоднокатаного листа толщиной 0,23 мм и затем подвергают обработке для измельчения магнитного домена формированием линейных канавок электролитическим травлением.
Далее, холоднокатаный лист нагревают до 750°С со скоростью нагрева, показанной в таблицах 2 и 3 в неокислительной атмосфере, и нагревают от 750°С до 840°С со средней скоростью нагрева 10°С/сек, и затем подвергают отжигу первичной рекристаллизации в сочетании с обезуглероживанием, выдерживая лист в атмосфере РН2О/РН2=0,3 в течение 2 минут. Затем наносят и высушивают отжиговый сепаратор, состоящий главным образом из MgO с добавкой 10% масс. TiO2, на поверхности стального листа после первичной рекристаллизации и лист сматывают в рулон, подвергают окончательному отжигу и подвергают правильному отжигу листа для нанесения и отжига изоляционного покрытия, создающего поверхностное натяжение, на основе фосфата и правке стального листа для получения таким образом листа продукта.
В процессе изготовления количество NA выделенного N в стальном листе после холодной прокатки и количество NB выделенного N в стальном листе после первичной рекристаллизации определяют анализом испытуемых образцов, вырезанных из продольных концевых частей и по ширине центральной части рулона.
30 образцов для теста Эпштейна, каждый массой не менее 500 г, отбирают из каждого конечного рулона, полученного таким образом, с постоянным интервалом в продольном направлении и измеряют потери в железе W17/50 по всей длине рулона для определения наилучшего значения потерь в железе по всей длине рулона и доли части, имеющей потери в железе W17/50 не более 0,8 Вт/кг по всей длине рулона (достигаемая доля: %). Результаты также показаны в таблице 2 и таблице 3.
Как видно из таблицы 2 и таблицы 3, листы примеров изобретения при нагреве в условиях согласно изобретению, являются хорошими по худшему значению потерь в железе W17/50 и с высокой долей части, имеющей потери в железе W17/50 не более 0,80 Вт/кг (достигаемая доля).
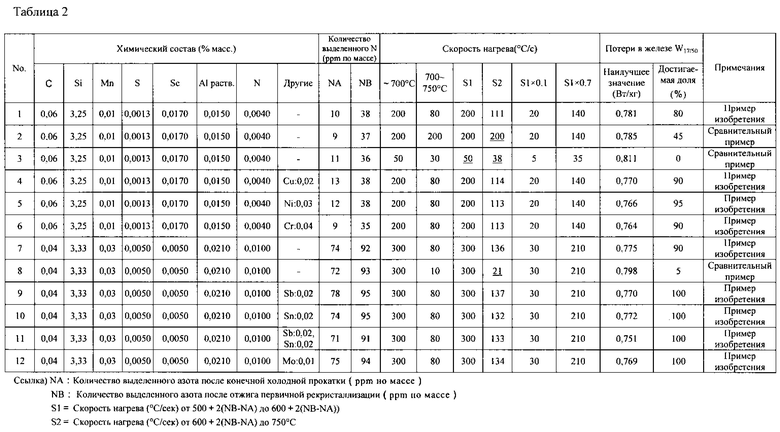
Кроме того, когда N в стали активно не увеличивается (не азотируется) в первичной рекристаллизации как в этом примере, можно считать, что все количество N в стальном слябе выделяется после отжига первичной рекристаллизации. Поэтому в реальном осуществлении, если количество выделенного N после холодной прокатки (до отжига первичной рекристаллизации) становится известным, то можно задать соответствующий режим скорости нагрева. Кроме того, если условия изготовления, такие как режим отжига перед конечной холодной прокаткой или т.п., являются постоянными, то можно оценить количество выделенного N в стальном листе после холодной прокатки на основе предварительных исследований.
Промышленная применимость
Способ изобретения применим для улучшения текстуры листа из текстурированной электротехнической стали или для улучшения текстуры тонких стальных листов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2015 |
|
RU2665649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРИРОВАННОЙ СТАЛИ | 2013 |
|
RU2595190C1 |
| ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С НИЗКИМИ ПОТЕРЯМИ В ЖЕЛЕЗЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2674502C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2550675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2600463C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОГО ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2017 |
|
RU2698040C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОГО ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2625350C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2597464C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2613818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2011 |
|
RU2539274C2 |
Изобретение относится к области металлургии. Для снижения магнитных потерь в железе W17/50 (Вт/кг) по всей длине конечного рулона получают сляб из текстурированной электротехнической стали, содержащей, в мас.%: С 0,001 - 0,10, Si 1,0-5,0, Μn 0,01-0,5, Al раств. 0,003- 0,050, N 0,0010- 0,020, один или два элемента, выбранного из S и Se: 0,005-0,040 в сумме, затем подвергают стальной сляб горячей прокатке, холодной прокатке, отжигу для первичной рекристаллизации и окончательному отжигу. Скорость нагрева S1 между температурой Т1 (°С)= 500+2 × (ΝΒ-NA) и температурой Т2 (°С)= 600+2 × (ΝΒ-NA) в процессе нагрева при отжиге для первичной рекристаллизации устанавливают равной не менее 80°С/сек, а от температуры Т2 до 750°С устанавливают среднюю скорость нагрева S2 равной от 0,1 до 0,7 S1. В уравнениях NA представляет количество N (ppm по массе), выделенного после окончательной холодной прокатки, и NB представляет количество N (ppm по массе), выделенного после отжига первичной рекристаллизации. 1 з.п. ф-лы, 3 табл., 1 ил.
1. Способ изготовления листа из текстурированной электротехнической стали, включающий ряд стадий горячей прокатки сляба из стали, содержащей, мас.%: C 0,001-0,10, Si 1,0-5,0, Mn 0,01-0,5, Al раств. 0,003-0,050, N 0,0010-0,020, один или два элемента, выбранных из S и Se 0,005-0,040 в сумме, остальное Fe и неизбежные примеси, при необходимости проведение отжига в зоне горячих состояний полученного листа, проведение однократной, или двукратной, или многократной холодной прокатки с промежуточным отжигом между ними для формирования холоднокатаного листа окончательной толщины, проведение отжига первичной рекристаллизации, нанесение отжигового сепаратора и проведение окончательного отжига, при этом в процессе нагрева при отжиге первичной рекристаллизации со скоростью S1 нагрева от температуры Т1 до температуры Т2, которые определяют по следующим уравнениям (1) и (2):

Т2(˚C)=600+2х (NB-NA) (2),
скорость S1 нагрева устанавливают равной не менее 80°C/сек, а от температуры Т2 до 750°C устанавливают среднюю скорость S2 нагрева равной от 0,1 до 0,7 от S1, где NA количество выделенного N ppm по массе после окончательной холодной прокатки и NB количество выделенного N ppm по массе после отжига первичной рекристаллизации.
2. Способ по п.1, в котором стальной сляб дополнительно включает один или несколько элементов, выбранных из, в мас.%: Cu 0,01-0,2, Ni 0,01-0,5, Cr 0,01-0,5, Mo 0,01-0,5, Sb 0,01-0,1, Sn 0,01-0,5, Bi 0,001-0,1, P 0,001-0,05, Ti 0,005-0,02 и Nb 0,0005-0,0100.
| JP 07062436 A, 07.03.1995; | |||
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2007 |
|
RU2378394C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКРЕМНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1991 |
|
RU2041268C1 |
| ТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ИСКЛЮЧИТЕЛЬНО ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2006 |
|
RU2363739C1 |
| JP 06228645 A, 18.08.1994. | |||

