Область техники, к которой относится изобретение
Настоящее изобретение относится к способу производства так называемого текстурированного листа из электротехнической стали, имеющей кристаллические зерна с плоскостью {110}, находящейся в плоскости листа, и ориентацией <001>, соответствующей направлению прокатки, в индексах Миллера. Текстурированные листы из электротехнической стали, которые являются магнитомягкими материалами, используются, главным образом, в качестве железных сердечников бытовых электроприборов, таких как трансформаторы.
Уровень техники
Известно, что текстурированные листы из электротехнической стали, имеющие кристаллические зерна с ориентацией {110}<001> (здесь и далее «ориентация Госса») в результате отжига на вторичную рекристаллизацию, демонстрируют исключительные магнитные свойства (см., например, JPS40-15644B (PTL1)). В качестве показателей магнитных свойств используют, в основном, плотность магнитного потока B8, определяемую при напряженности магнитного поля 800 А/м и потерях в железе W17/50 на кг стального листа при его намагничивании до 1,7 Тл в переменном магнитном поле с частотой возбуждения 50 Гц. Одно средство снижения потерь в железе в текстурированных листах из электротехнической стали заключается в высокой степени согласования кристаллических зерен с ориентацией Госса после отжига на вторичную рекристаллизацию. Для увеличения степени, до которой зерна соответствуют указанной ориентации Госса после отжига на вторичную рекристаллизацию, важно добиться различий подвижности границ зерен, так чтобы преимущественно увеличивались размеры лишь зерен, в высокой степени ориентированных по Госсу. Более конкретно, важно сформировать предварительно заданную микроструктуру в текстуре листа с первичной рекристаллизацией и использовать выделившиеся фазы, называемые ингибиторами, для подавления роста рекристаллизованных зерен, отличных от зерен с ориентацией Госса.
Известные примеры предварительно заданных микроструктур первичной рекристаллизации, которые обеспечивают преимущественный рост лишь зерен, в значительной степени ориентированных по Госсу, включают зерна с ориентацией {554}<225>и зерна с ориентацией {1241}<014>. При значительном соответствии этих зерен, хорошо сбалансированном в матрице стального листа после первичной рекристаллизации, зерна с ориентацией Госса после отжига на вторичную рекристаллизацию могут быть в высокой степени согласованы.
Например, в JP2001-60505A (PTL2) приведены сведения о том, что после проведения отжига на вторичную рекристаллизацию может быть получен стальной лист, стабильно демонстрирующий превосходные магнитные свойства, в том случае, если этот стальной лист после отжига на первичную рекристаллизацию, обладает: текстурой вблизи поверхностного слоя стального листа, имеющей максимальную ориентацию с отклонением в пределах 10° от ориентации (φ1=0°, Ф=15° и φ2=0°) или ориентации (φ1=5°, Ф=20° и φ2=70°), выраженной в пространстве углов Эйлера, (определенных по Бунге); и текстурой центрального слоя стального листа, имеющей максимальную ориентацию в пределах 5° от ориентации (φ1=90°, Ф=60°, и φ2=45°) в пространстве углов Эйлера, определенных по Бунге.
В качестве технологии использования ингибитора, например, в документе PTL1 раскрыт способ с использованием AlN и MnS, a JPS51-13469B (PTL3) раскрывает способ с использованием MnS и MnSe, при этом оба указанных способа внедрены в практическое использование.
Эти известные способы с использованием ингибитора требуют по возможности однородного и тонкого распределения выделений фазы ингибитора, и для этого необходимо, чтобы нагревание сляба перед горячей прокаткой осуществлялось при высокой температуре 1300°C или выше. Однако при таком высокотемпературном нагревании кристаллическая структура сляба становится слишком крупнозернистой. Преимущественно структура сляба имеет ориентацию {100}<011>, которая является стабильной ориентацией после горячей прокатки, и происходящее укрупнение структуры сляба в значительной степени препятствует процессу вторичной рекристаллизации и приводит к значительному ухудшению магнитных свойств. Таким образом, для текстурированных листов электротехнической стали, полученных с использованием ингибитора и осуществлением высокотемпературного нагревания сляба необходимо содержание C в металле приблизительно от 0,03% до 0,08%, чтобы использовать трансформацию α-γ в процессе горячей прокатки для разрушения крупнозернистой структуры сляба. Тем не менее, если в готовом стальном листе остается C, магнитные свойства готового стального листа значительно ухудшаются. Следовательно, для уменьшения содержания C в готовом стальном листе приблизительно до 0,003% или менее необходимо также осуществить обезуглероживающий отжиг на любой стадии после проведения горячей прокатки.
Как отмечено выше, в известных способах производства текстурированных листов электротехнической стали с использованием ингибитора высокотемпературное нагревание сляба требует больших затрат энергии, и необходимо проведении стадии обезуглероживающего отжига. В результате расходы на изготовление увеличиваются.
Для решения указанной проблемы, например, в JPH5-112827A (PTL4) описан так называемый метод обработки азотированием, посредством которого за счет проведения низкотемпературного нагревания сляба могут быть достигнуты магнитные свойства, эквивалентные свойствам, получаемым с помощью высокотемпературного нагревания сляба. Для достижения указанной цели температуру нагревания сляба устанавливают на уровне низкой температуры 1200°C или ниже, и на стадии нагревания сляба элементы, образующие ингибитор, такие как Al, N, Mn, S, не полностью растворяются в стали. После обезуглероживающего отжига во время движения стального листа осуществляют отжиг в сильно восстановительной атмосфере, такой как атмосфера из смеси NH3 и H2 для образования ингибитора, состоящего, главным образом, из (Al, Si) N.
Кроме того, в патентном документе JPS57-114614A (PTL5) описан способ, в соответствии с которым заготовку из электротехнической стали с содержанием углерода С равным 0,02% или менее, подвергают черновой горячей прокатке при начальной температуре 1250°C или менее для получения горячекатаного листа, затем горячекатаный лист подвергают рекристаллизационной горячей прокатке, при которой суммарное обжатие при 900°C или более составляет 80% или более, и, по меньшей мере, один проход реализует степень обжатия 35% или более, после чего горячекатаный лист подвергают прокатке накапливающей деформацию, при которой суммарное обжатие при 900°C или менее составляет 40% или более, для разрушения структуры сляба даже в стали с низким содержанием C.
Однако в этом способе, несмотря на содержание в стали элементов, образующих ингибитор, таких как Al и N, высокотемпературное нагревание сляба не проводят, и, следовательно, мелкозернистого выделения ингибитора не происходит. Кроме того, поскольку обработка азотированием, такая как упомянутая выше, не осуществляется, эффект замедления роста первоначально рекристаллизованных зерен является недостаточным и магнитные свойства ухудшаются. Помимо того, условия охлаждения перед конечной холодной прокаткой и после отжига не являются точно заданными, а содержания растворенных элементов (C, N и тому подобных) контролируются недостаточно.
В патентном документе JPH6-346147A (PTL6) описан способ, согласно которому сляб из электротехнической стали с содержанием C от 0,0005% до 0,004%, подвергают грубой черновой горячей прокатке при начальной температуре в интервале от 1000°C до 1200°C для получения горячекатаного листа, затем горячекатаный лист подвергают кратковременному отжигу при температуре в интервале от 700°C до 1100°C, если это необходимо, и последующей холодной прокатке, осуществляемой один раз, два раза или более с промежуточным отжигом между этими холодными прокатками с получением холоднокатаного листа, затем холоднокатаный лист нагревают при температуре в интервале от 850°C до 1050°C в течение периода времени от 1 секунды или более до 200 секунд или менее, после чего стальной лист подвергают обработке азотированием в процессе движения стального листа.
Однако, как и в случае способа согласно PTL5, хотя в стали содержатся элементы, образующие ингибитор, такие как Al и N, высокотемпературное нагревание сляба не осуществляют, и, следовательно, мелкозернистое выделение ингибитора является недостаточным. Соответственно, ингибирующий эффект роста первично рекристаллизованных зерен является недостаточным, и магнитные свойства ухудшаются. Кроме того, условия охлаждения перед конечной холодной прокаткой и после отжига не являются точно заданными, а содержания растворенных элементов (C, N и тому подобных) контролируются недостаточно.
Список цитированных источников
Патентная литература
PTL1: JPS40-15644B
PTL2: JP2001-60505A
PTL3: JPS51-13469B
PTL4: JPH5-112827A
PTL5: JPS57-114614A
PTL6: JPH6-346147A
Непатентная литература
NPL1: Materials Translations, т. 54 No 01 (2013) с. 14-21
Сущность изобретения
Техническая проблема
Как отмечено выше, в известном способе контроля текстуры первичной рекристаллизации, таком как описан в документе PTL2, используют ингибитор и осуществляют высокотемпературное нагревание сляба (температура нагревания составляет 1200°C или выше). Известный способ имеет ограничение, которое заключается в том, что для использования трансформации α-γ в процессе горячей прокатки необходимое содержание C в металле составляет приблизительно от 0,03% до 0,08% для разрушения крупнозернистых структур сляба, и в соответствии с этим способом лишь определяют подходящий интервал в пределах указанного ограничения. Следовательно, было бы полезным создать способ производства текстурированного листа из электротехнической стали, который позволяет получить хорошие магнитные свойства за счет эффективного роста зерен с ориентацией Госса при достижении высокого выхода продукта, низкой стоимости и высокой производительности, причем без ограничения содержания относительно большого количества C.
Решение проблемы
Для решения вышеуказанных проблем были проведены интенсивные исследования, сконцентрированные на количестве растворенного C в стальном листе перед проведением конечной холодной прокатки. В результате было установлено, что за счет минимизации количества растворенного C в стальном листе перед проведением конечной холодной прокатки магнитные свойства готового стального листа значительно улучшаются. В частности, было обнаружено, что за счет ограничения содержания C в слябе до интервала от 0,0005 мас. % или более до 0,005 мас. % или менее и содержания Si в слябе до интервала от 2,0 мас. % или более до 4,5 мас. % или менее, и контроля средней скорости охлаждения от температуры 800°C до 200°C, после процесса нагревания перед проведением конечной холодной прокатки, до подходящего интервала с точки зрения содержаний растворенного C и Si в слябе, перед конечной холодной прокаткой достигается величина индекса ИС старения стального листа от 70 МПа или менее, что обеспечивает улучшение магнитных свойств. Настоящее изобретение основано на этих полученных данных.
Кроме того, было установлено, что за счет регулирования скорости нагревания при отжиге на первичную рекристаллизацию в интервале от 10°C/с до 100°С/с в текстуре центрального слоя в направлении толщины стального листа, подвергнутого отжигу на первичную рекристаллизацию, достигаются отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации, равное 12 или более, и отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110>, равное 7 или более, что обеспечивает дополнительное улучшение магнитных свойств.
Настоящее изобретение основано на приведенных выше полученных результатах исследования. В результате изобретением обеспечивается следующее.
1. Способ производства текстурированного листа из электротехнической стали, включающий:
нагревание сляба, имеющего состав, содержащий, в мас. %:
C: от 0,0005% до 0,005%, Si: от 2,0% до 4,5%, Мп: от 0,005% до 0,3%, S и/или Se (в сумме): 0,05% или менее, растворенный Al: от 0,010% до 0,04%, N: 0,005% или менее, Fe и неизбежные примеси - остальное;
затем горячую прокатку сляба с получением горячекатаного листа;
при необходимости, отжиг горячекатаного листа в горячей зоне;
холодную прокатку горячекатаного листа, осуществляемую один, два или большее число раз с промежуточным отжигом между ними, с получением холоднокатаного листа с конечной толщиной; и затем
отжиг холоднокатаного листа на первичную рекристаллизацию; и затем
отжиг холоднокатаного листа на вторичную рекристаллизацию;
при этом используют параметр X, характеризующий содержание растворенного C, рассчитанный по приведенной ниже формуле (1), а среднюю скорость R (°C/с) охлаждения от температуры 800°C до 200°C после процесса нагревания перед конечной холодной прокаткой устанавливают до или ниже верхнего предела средней скорости RH охлаждения, вычисленной по приведенной ниже формуле (2), для достижения индекса ИС старения стального листа перед конечной холодной прокаткой, составляющего 70 МПа или менее,


где [%M] в формуле (1) представляет содержание элемента M (мас. %).
2. Способ производства текстурированного листа из электротехнической стали по п. 1, в котором среднюю скорость нагревания от температуры 500°C до 700°C при отжиге на первичную рекристаллизацию регулируют в интервале от 10°C/с до 100°C/с для достижения отношения интенсивности ориентации {554}<225> к интенсивности случайной ориентации, равного 12 или более, и отношения интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110>, равного 7 или более, в текстуре центрального слоя в направлении толщины стального листа, подвергнутого отжигу на первичную рекристаллизацию.
3. Способ производства текстурированного листа из электротехнической стали по п. 1 или п. 2, в котором состав стального сляба дополнительно содержит, в мас. %, один или большее число элементов, выбранных из Ni: от 0,005% до 1,5%, Sn: от 0,005% до 0,50%, Sb: от 0,005% до 0,50%, Cu: от 0,005% до 1,5%, Cr: от 0,005% до 0,10%, P: от 0,005% до 0,50%, и Mo: от 0,005% до 0,50%.
4. Способ производства текстурированного листа из электротехнической стали по любому из пп. 1-3, в котором состав стального сляба дополнительно содержит, в мас. %, один или большее число элементов, выбранных из Ti: от 0,001% до 0,1%, Nb: от 0,001% до 0,1%, и V: от 0,001% до 0,1%.
5. Способ производства текстурированного листа из электротехнической стали по любому из пп. 1-4, в котором на любой стадии между отжигом на первичную рекристаллизацию и отжигом на вторичную рекристаллизацию осуществляют дополнительную обработку ингибитором.
6. Способ производства текстурированного листа из электротехнической стали по п.5, в котором в качестве дополнительной обработки ингибитором осуществляют обработку нитрированием.
7. Способ производства текстурированного листа из электротехнической стали по п. 5, в котором перед проведением отжига на вторичную рекристаллизацию в качестве дополнительной обработки ингибитором в сепаратор отжига добавляют один или большее число элементов, выбранных из сульфида, сульфата, селенида и селената.
8. Способ производства текстурированного листа из электротехнической стали по любому из пп. 1-7, в котором на любой стадии после конечной холодной прокатки осуществляют обработку путем совершенствования магнитной доменной структуры.
9. Способ производства текстурированного листа из электротехнической стали по п. 8, в котором совершенствование магнитной доменной структуры осуществляют посредством облучения электронным пучком стального листа, подвергнутого отжигу на вторичную кристаллизацию.
10. Способ производства текстурированного листа из электротехнической стали по п. 8, в котором совершенствование магнитной доменной структуры осуществляют путем облучения лазером стального листа, подвергнутого отжигу на вторичную кристаллизацию.
Положительный эффект изобретения
С помощью настоящего изобретения можно контролировать текстуру листа с первичной рекристаллизацией зерен так, что зерна кристаллов готового стального листа в значительной степени соответствуют ориентации Госса, и, следовательно, создается возможность производства текстурированных листов из электротехнической стали, обладающих после отжига на вторичную рекристаллизацию лучшими магнитными свойствами по сравнению с магнитными свойствами до проведения этого отжига. В частности, даже в случае тонкого стального листа, толщиной 0,23 мм, в котором повышение плотности магнитного потока считается затруднительным, могут быть получены превосходные магнитные свойства, т.е. плотность магнитного потока B8 после отжига на вторичную рекристаллизацию, составляющая 1,92 T или более. Кроме того, за счет регулирования средней скорости нагревания от температуры 500°C до 700°C при проведении отжига на первичную рекристаллизацию в интервале от 10°C/с или выше до 100°C/с или ниже, могут быть получены превосходные магнитные свойства, т.е. плотность магнитного потока Bs после отжига на вторичную рекристаллизацией, составляющая 1,93 Тл или более. Помимо этого, за счет осуществления дополнительной обработки ингибитором могут быть получены еще более превосходные магнитные свойства, т.е. плотность магнитного потока B8 для каждого стального листа равная 1,94 Тл или более, или даже 1,95 Тл или более. Кроме того, в каждом случае после обработки для улучшения магнитной доменной структуры могут быть достигнуты исключительные свойства по потерям в железе W17/50, т.е. W17/50 составляет 0,70 Вт/кг или менее.
Кроме того, следует отметить, что за счет снижения температуры нагревания сляба и, в некоторых других случаях, исключения процесса обезуглероживающего отжига и улучшения структуры продукта за счет получения однородных структур в направлении длины, ширины и толщины рулона можно уменьшить затраты на производство. Следует также отметить, что благодаря снижению давления при прокатке в результате снижения содержания С может быть получен ультратонкий материал, и может быть достигнуто снижение потерь в железе без увеличения затрат.
Краткое описание чертежей
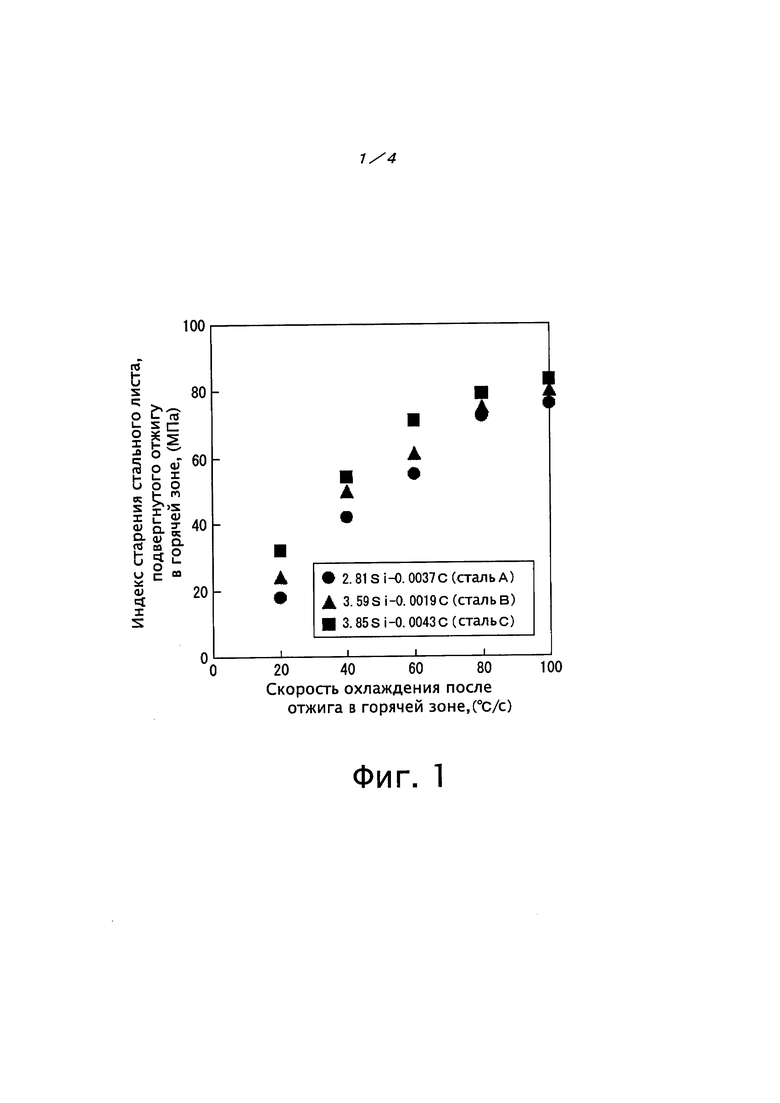
Фиг. 1 - графическая зависимость, отражающая влияние скорости охлаждения после отжига в горячей зоне от индекса ИС старения стальных листов, подверженных отжигу в горячей зоне.
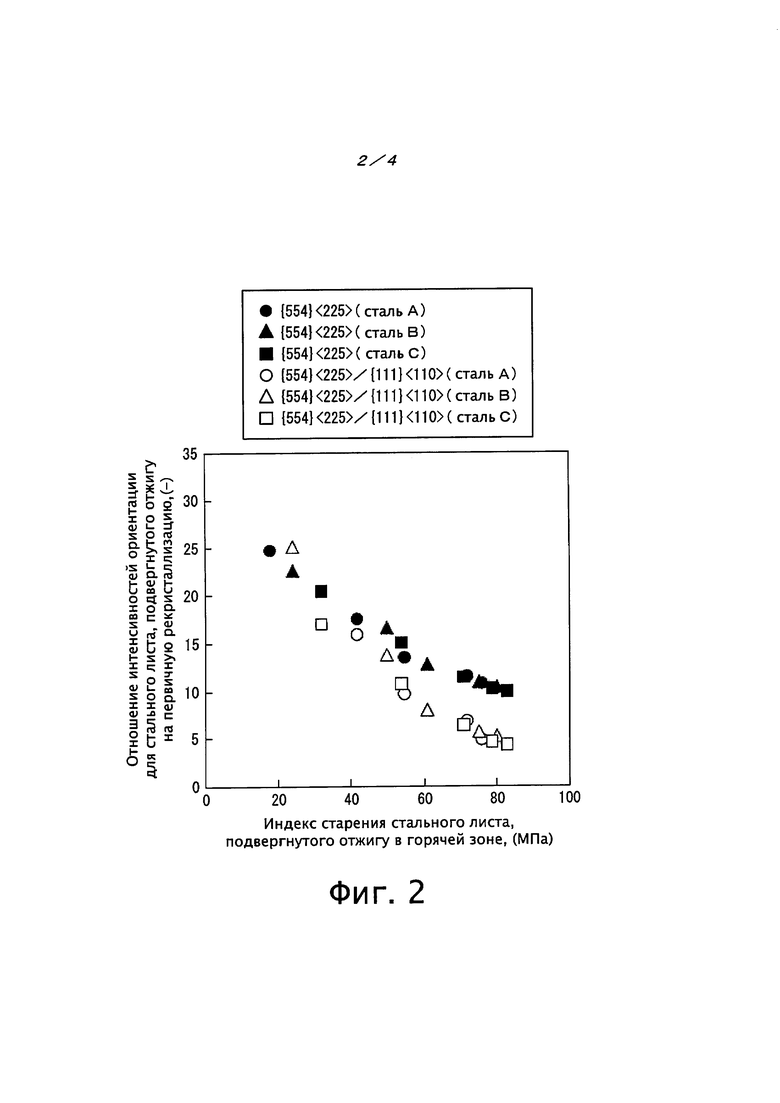
Фиг. 2 - графическая зависимость индекса ИС старения стальных листов, подвергнутых отжигу в горячей зоне, от отношения интенсивности ориентации {554}<225> к интенсивности случайной ориентации и отношения интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> в центральном слое в направлении толщины стальных листов, подвергнутых отжигу на первичную рекристаллизацию.
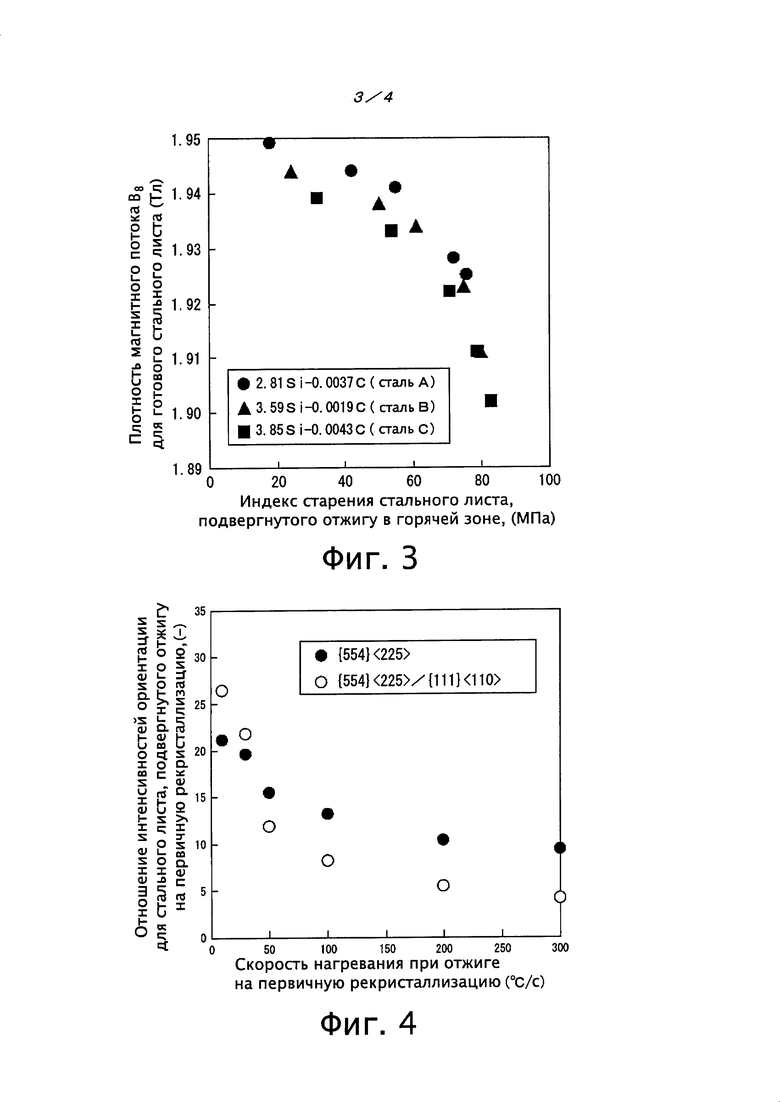
Фиг. 3 - графическая зависимость индекса ИС выдержки стальных листов, подвергнутых отжигу в горячей зоне, от плотности магнитного потока B8 готовых стальных листов.
Фиг. 4 - графическая зависимость скорости нагревания стальных листов от температуры 500°C до 700°C при отжиге на первичную рекристаллизацию, от отношения интенсивности ориентации {554}<225> к интенсивности случайной ориентации и отношения интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> в центральном слое в направлении толщины стальных листов, подвергнутых отжигу на первичную рекристаллизацию.
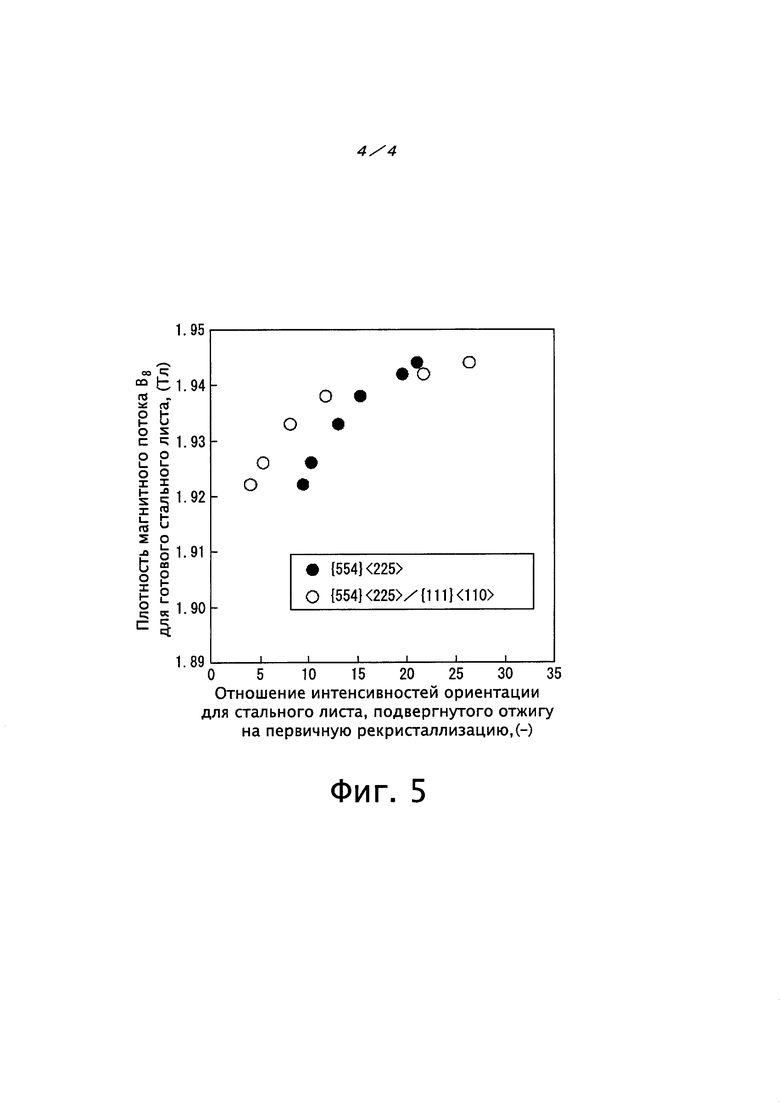
Фиг. 5 - графическая зависимость отношения интенсивности ориентации {554}<225> к интенсивности случайной ориентации и отношения интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> в центральном слое в направлении толщины стальных листов, подвергнутых отжигу на первичную рекристаллизацию, от плотности магнитного потока Be для готовых стальных листов.
Подробное описание
Предлагаемые изобретением способы и продукты более подробно описаны ниже. Здесь и далее приведены ссылки на эксперименты, с помощью которых было завершено создание настоящего изобретения. Если не оговорено иное, обозначение «%», относящееся к составу стали стального листа, означает «мас. %».
Слябы из стали трех типов, в которых Fe и неизбежные примеси составляют остальное, а именно, сталь A (C: 0,0037%, Si: 2,81%, Mn: 0,07%, S: 0,006%, Se: 0,006%, растворенный (sol). Al: 0,014%, N: 0,0044%), сталь B (C: 0,0019%, Si: 3,59%, Mn: 0,08%, S: 0,003%, Se: 0,009%, sol.Al: 0,028%, N: 0,0026%) и сталь С (С: 0,0043%, Si: 3,85%, Мп: 0,05%, S: 0,002%, Se: 0,016%, sol. Al: 0,022%, N: 0,0030%) были нагреты до 1200°C и затем подвергнуты горячей прокатке с получением горячекатаных листов толщиной 2,4 мм. После этого, горячекатаные листы были подвергнуты отжигу в горячей зоне при температуре 1050°C в течение 60 секунд, затем последовательно охлаждены от температуры 800°C до 200°C со средней скоростью охлаждения в интервале от 20=°C/с до 100°C/с и подвергнуты холодной прокатке с получением холоднокатаных листов толщиной 0,23 мм, которые, в свою очередь, были подвергнуты отжигу с первичной рекристаллизацией при температуре 800°C в течение 60 секунд. Скорость нагревания от температуры 500°C до 700°C при отжиге с первичной рекристаллизацией составляла, 40°C/с.После этого на поверхности стальных листов были нанесены сепараторы отжига, каждый выполненный, в основном, из MgO, и затем холоднокатаные листы были подвергнуты отжигу на вторичную рекристаллизацию, в комбинации с очистительным отжигом при температуре 1200°C в течение 50 часов. Вслед за этим на стальные листы было нанесено изоляционное растягивающее покрытие на основе фосфата и подвергнуто спеканию и в целях выравнивания полученных полос был осуществлен выравнивающий отжиг с получением продуктов, и при подходящих условиях были получены исследуемые образцы.
На фиг. 1 представлены результаты исследования влияния скорости охлаждения после отжига в горячей зоне на индекс ИС старения стальных листов, подвергнутых отжигу в горячей зоне (стальных листов после отжига в горячей зоне и перед конечной холодной прокаткой). Указанный индекс ИС старения был получен в результате вырезания исследуемых образцов из общей толщины стальных листов перед проведением конечной холодной прокатки в соответствии с методом проведения испытаний JIS Z 2241, с последующей механической деформацией исследуемых образцов до достижения номинальной деформации, соответствующей 7,5% при начальной скорости деформации 1×10-3, после чего образцы подвергали обработке старением при температуре 100°C в течение 30 минут, затем проводили испытания на растяжение при начальной скорости растяжения 1×10-3 и вычитали напряжение растяжения во время приложения механической деформации 7,5% из напряжения при текучести материала (ниже точки текучести, если явление текучести имеет место) во время испытаний на растяжение после обработки старением.
В приведенной ниже формуле (1) X был определен как параметр содержания растворенного C. С использованием параметра X был установлен верхний предел величин RH средних скоростей охлаждения от температуры 800°C до 200°C каждого стального листа после отжига в горячей зоне в соответствии с приведенной ниже формулой (2). Верхние пределы величин RH средних скоростей охлаждения от температуры 800°C до 200°C после отжига в горячей зоне, которые вычислены для композиций стали A, B, и C, составляют 76°C/с, 70°C/с и 58°C/с соответственно.


Из фиг. 1 можно видеть, что при уменьшении параметра X, характеризующего содержание растворенного C в стали, индекс ИС старения уменьшается. Кроме того, в том случае, если средняя скорость охлаждения от температуры 800°C до 200°C после отжига в горячей зоне удовлетворяет условию R≤RH, индекс ИС старения составляет 70 МПа или менее.
На фиг. 2 приведены результаты исследования зависимости индекса ИС старения стальных листов, подвергнутых отжигу в горячей зоне, от отношения напряженности при ориентации {554}<225>к напряженности для неориентированных зерен и от отношения напряженности при ориентации {554}<225> напряженности при ориентации {111}<110> в центральном слое по толщине стальных листов, подвергнутых отжигу с первичной рекристаллизацией. Для определения ориентации кристаллов стальных листов, подвергнутых отжигу на первичную рекристаллизацию, образцы, шлифованные и утоненные до центрального по толщине листа слоя были подвергнуты травлению в течение 30 секунд, с использованием азотной кислоты с концентрацией 10%, и с помощью метода рентгеновского исследования Шульца были определены положения плоскости (110), плоскости (200) и плоскости (211); затем был проведен анализ ODF (функции распределения ориентации) с использованием полученных данных для вычисления напряженности для каждой ориентации кристаллов. Для проведения этого анализа была использована программа Textools, разработанная компанией ResMat Corporation, и были выполнены вычисления по методу ADC (Arbitrarily Denned Cell). В результате было установлено, что отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации составляет (φ1 Ф, φ2)=(90, 60, 45), а отношение интенсивности ориентации {111}<110>к интенсивности случайной ориентации составляет (φ1 Ф, φ2)=(60, 55, 45) в пространстве углов Эйлера, определенных по Бунге. Из фиг. 2 можно видеть, что при уменьшении индекса ИС старения стальных листов, подвергнутых отжигу в горячей зоне, отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации, а также отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> в центральном слое по толщине стальных листов, подвергнутых отжигу на первичную рекристаллизацию, увеличиваются.
На фиг. 3 приведены результаты исследования зависимости индекса ИС старения стальных листов, подвергнутых отжигу в горячей зоне, от плотности Be магнитного потока готовых стальных листов. Из фиг. 3 видно, что при уменьшении индекса старения ИС стальных листов, подвергнутых отжигу в горячей зоне, плотность магнитного потока увеличивается. При этом за счет контроля индекса ИС старения на уровне 70 МПа или менее может быть достигнута плотность магнитного потока B8, составляющая 1,93 Тл или более.
Кроме того, было тщательно исследовано влияние скорости нагревания при отжиге на первичную рекристаллизацию.
Различные слябы, содержащие C: 0,0035%, Si: 3,18%, Mn: 0,06%, sol. Al: 0,025%, N: 0,0022%, S: 0,003% и Se: 0,015% остальное - Fe и неизбежные примеси, были нагреты до температуры 1240°C и затем подвергнуты горячей прокатке с получением горячекатаных листов толщиной 2,5 мм. После этого горячекатаные листы были подвергнуты отжигу в горячей зоне при температуре 1000°C в течение 60 секунд и затем охлаждены от 800°C до 200°C со средней скоростью охлаждения 30°C/с. Здесь, в случае удовлетворения соотношения:

верхняя предельная скорость RH (=10/X) охлаждения от 800°C до 200°C после отжига в горячей зоне, вычисленная для составов стали, составляет 70°C/с.Горячекатаные листы затем были подвергнуты холодной прокатке с получением холоднокатаных листов толщиной 0,23 мм, которые, в свою очередь, были подвергнуты отжигу на первичную рекристаллизацию при температуре 800°C в течение 20 секунд. Скорости нагревания от температуры 500°C до 700°C в процессе отжига с первичной рекристаллизацией изменяли в интервале от 10°C/с до 300°C/с. Затем на поверхности стальных листов были нанесены сепараторы отжига, каждый выполненный, главным образом, из MgO, после чего холоднокатаные листы были подвергнуты отжигу на вторичную рекристаллизацию вместе очистительным отжигом при температуре 1200°C в течение 50 часов. Затем на стальные листы было нанесено изоляционное растягивающее покрытие на основе фосфата и подвергнуто спеканию, и с целью выравнивания осуществлен выравнивающий отжиг с получением продуктов, и при подходящих условиях получены исследуемые образцы.
На фиг. 4 приведены результаты исследования зависимости скорости нагревания от температуры 500°C до 700°C при отжиге на первичную рекристаллизацию от отношения интенсивности ориентации {554}<225> к интенсивности случайной ориентации, а также отношения интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> в центральном слое по толщине стальных листов, подвергнутых отжигу на первичную рекристаллизацию.
Из фиг. 4 видно, что при уменьшении скорости нагревания от температуры 500°C до 700°C, при отжиге на первичную рекристаллизацию, отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации, а также отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> в центральном слое в направлении толщины стальных листов, подвергнутых отжигу на первичную рекристаллизацию, увеличивается. Кроме того, если скорость нагревания при отжиге на первичную рекристаллизацию составляет 100°C/с или менее, достигаются отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации равное 12 или более, и отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> равное 7 или более.
На фиг. 5 представлены результаты исследования зависимости отношения интенсивности ориентации {554}<225> к интенсивности случайной ориентации, а также отношения интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> в центральном слое по толщине стальных листов, подвергнутых отжигу на первичную рекристаллизацию, от плотности магнитного потока B8 готовых листов стали. Из фиг. 5 можно видеть, что в том случае, если отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации равно 12 или более, и отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> равно 7 или более в центральном слое по толщине слоя стального листа, подвергнутого отжигу на первичную рекристаллизацию, достигается величина плотности магнитного потока (B8) равная 1,93 T или более.
Приведенные выше результаты ясно показывают, что для готового стального листа при увеличении плотности магнитного потока индекс ИС старения стального листа перед конечной холодной прокаткой может быть уменьшен за счет контроля скорости охлаждения от температуры 800°C до 200°C после отжига в горячей зоне на уровне или ниже верхней предельной скорости охлаждения RH, рассчитанной, исходя из содержаний C и Si в металле, и, следовательно, важно уменьшить содержание растворенного C. Кроме того, было установлено, что если среднюю скорость нагревания от температуры 500°C до 700°C при отжиге на первичную рекристаллизацию устанавливают в пределах до 100°C/с или менее, отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации равно 12 или более, и отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> равно 7 или более в центральном слое по толщине стального листа, подвергнутого отжигу на первичную рекристаллизацию, то интенсивность магнитного потока может быть дополнительно увеличена.
Следует отметить, что в настоящее время не вполне ясно, почему отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации и отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111 }<110> для стального листа, подвергнутого отжигу на первичную рекристаллизацию, увеличивается с уменьшением индекса старения стального листа перед конечной холодной прокаткой, другими словами, при уменьшении содержания растворенного C. Однако предполагают, что такая зависимость обусловлена нижеследующими причинами.
Если содержание C в металле уменьшается, содержание растворенного C в зернах, а также количество выделившееся фазы на границах зерен уменьшается, и, следовательно, удерживающая сила, действующая на границах зерен, уменьшается. В результате локальные деформированные области, обусловленные полосами сдвига во время холодной прокатки, уменьшаются и образуются в высокой степени ориентированные текстуры холодной прокатки. Кроме того, за счет регулирования скорости охлаждения от температуры 800°C до 200°C после отжига в горячей зоне на уровне или ниже верхней предельной средней скорости охлаждения RH, рассчитанной, исходя из содержаний C и Si в металле, индекс ИС старения стального листа перед конечной холодной прокаткой может быть в значительной степени уменьшен. Предполагают, что в результате таких действий ориентация {554}<225>, первоначальная при отжиге на первичную рекристаллизацию, является преобладающей установившейся ориентацией.
С определенностью не ясно, почему отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации и отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> для стального листа, подвергнутого отжигу на первичную рекристаллизацию, увеличиваются при установлении скорости нагревания при отжиге на первичную рекристаллизацию до 100°C/с или менее. Однако предполагают, что такая зависимость обусловлена следующими причинами.
Как известно, ввиду того, что энергия, запасенная во время прокатки, различна в зависимости от ориентации каждого кристалла, при проведении отжига на первичную рекристаллизацию эта рекристаллизация начинается с ориентации за счет большого количества запасенной энергии. Увеличение скорости нагревания при отжиге на первичную рекристаллизацию будет ограничивать различие в запасенной энергии и тем самым будет разупорядочивать текстуру первичной рекристаллизации и обуславливать эффект, противоположный эффекту, достигаемому согласно концепции настоящего изобретения. Поэтому предпочтительна низкая скорость нагревания, и в настоящем изобретении предполагается, что холодная текстура при первичной рекристаллизации образуется, если скорость нагревания от температуры 500°C до 700°C составляет 100°C/с или менее. Что касается нижнего предела скорости нагревания, то скорость нагревания, подходящая для завершения первичной рекристаллизации в короткий период времени, является предпочтительной при условии проведения непрерывного отжига, и, исходя из таких соображений, нижний предел скорости нагревания был установлен 10°C/с.
До конца не ясно также, почему плотность магнитного потока для стального листа, подвергнутого отжигу на вторичную рекристаллизацию, увеличивается при увеличении отношения интенсивности ориентации {554}<225> к интенсивности случайной ориентации и отношения интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110>. Однако предполагают, что такая зависимость обусловлена следующими причинами.
Из документа информации: Materials Transactions, т. 54 No.01 (2013) с. 14-21 (NPL1) следует, что согласно теории вторичной рекристаллизации с использованием модели с границами высокой энергии границы зерен с углом разориентировки от 25° до 40° имеют высокую подвижность. Другими словами, при образовании текстуры первичной рекристаллизации с углом разориентировки от 25° до 40° относительно ориентации Госса, во время вторичной рекристаллизации происходит выделение зерен с высокой степенью ориентации по Госсу. Угол разориентировки относительно ориентации Госса составляет 29,5° для ориентации {554}<225> и 46,0° для ориентации {111}<110>. Помимо того, угол разориентировки, при повороте вокруг оси ND//<110> на 20° относительно ориентации Госса, составляет 35,5° для ориентации {554}<225> и 36,6° для ориентации {111}<110>. Другими словами, существование зерен первичной рекристаллизации с ориентацией {111}<110> облегчает выделение зерен, ориентированных в направлении, повернутом относительно ориентации Госса вокруг оси ND//<110>, при выделении зародышей первичной кристаллизации, и ухудшает магнитные свойства готового стального листа. Следовательно, для увеличения плотности магнитного потока в стальном листе, подвергнутом отжигу на вторичную рекристаллизацию, как предполагают, существенным является увеличение зерен первичной рекристаллизации с ориентацией {554}<225> и уменьшение зерен первичной рекристаллизации с ориентацией {111}<110>. Ниже будет описан химический состав используемого стального сляба.
C: 0,0005% или более и 0,005% или менее.
C является одной из характерных особенностей настоящего изобретения. Как отмечено выше, с точки зрения улучшения свойств, исключения обезуглероживающего отжига и тому подобного, предпочтительно, чтобы содержание C было как можно меньше, и поэтому оно ограничено до величины 0,005% или менее. С другой стороны, рассматривая увеличение стоимости в результате увеличения нагрузки обезуглероживания при регулировании содержаний компонентов, а также использования современной технологии очистки, в качестве практически применимого содержания нижний предел содержания C был установлен равным 0,0005%. Однако даже в том случае, когда содержание C превышает 0,005%, если можно уменьшить содержание растворенного C за счет проведения операции по образованию выделений перед конечной холодной прокаткой, в частности, путем проведения отжига в течение длительного периода времени при повышении температуры от 100°C до 500°C и последующего постепенного охлаждения в печи, то достигается эффект, эквивалентный эффекту, достигаемому в настоящем изобретении.
Si: 2,0% или более и 4,5% или менее.
Si является весьма эффективным элементом для увеличения электрического сопротивления стали и уменьшения потерь на вихревые токи, которые составляют часть потерь в железе. За счет добавления Si в стальной лист электрическое сопротивление монотонно возрастает до тех пор, пока содержание кремния не достигнет 11%. Однако, если содержание Si превышает 4,5%, способность стального листа к обрабатываемости значительно ухудшается. С другой стороны, если содержание C составляет менее 2,0%, электрическое сопротивление становится слишком малым и могут быть получены неблагоприятные свойства с точки зрения потерь в металле. Поэтому содержание Si следует устанавливать в пределах интервала от 2,0% или более до 4,5% или менее.
Mn: 0,005% или более и 0,3% или менее.
Mn соединяется с S и Se с образованием MnS или MnSe, которые действуют как ингибиторы для замедления нормального роста зерен в процессе нагревания при отжиге на вторичную рекристаллизацию. Однако, если содержание Mn составляет менее 0,0005%, абсолютное содержание ингибитора будет недостаточным, и таким образом эффект ингибирования нормального роста зерен будет недостаточным. С другой стороны, если содержание Mn превышает 0,3%, то не только необходимо будет нагреть сляб при высокой температуре перед горячей прокаткой для полного растворения Mn, но ингибитор будет образован в виде крупнозернистой выделившейся фазы, и таким образом эффект ингибирования нормального роста зерен будет недостаточным. Поэтому содержание Mn следует устанавливать в интервале от 0,005% или более до 0,3% или менее.
S и/или Se (в сумме): 0,05% или менее.
Несмотря на то, что S и Se соединяются с Mn с образованием ингибитора, если общее содержание одного или обоих элементов из S и Se составляет менее 0,001%, то такое общее содержание, соответствующее незначительному количеству ингибитора, является недостаточным, и, следовательно, эффект ингибирования нормального роста зерен будет также недостаточным. Поэтому содержание S и Se предпочтительно составляет 0,001% или более. Однако, если содержание указанных компонентов превышает 0,05%, при отжиге на вторичную рекристаллизацию процесс десульфуризации и деселенизации остается незавершенным, и это приводит к ухудшению свойств, характеризующих потери в железе. Таким образом, общее содержание одного или обоих элементов, выбранных из S и Se, должно составлять 0,05% или менее. Для достижения большего эффекта, обусловленного добавлением S и Se, общее их содержание предпочтительно составляет 0,01% или более.
Растворенный Al: 0,01% или более и 0,04% или менее.
Растворенный Al является важным элементом в текстурированном листе из электротехнической стали, поскольку AlN служит в качестве ингибитора при ингибировании нормального роста зерен в процессе нагревания при отжиге на вторичную рекристаллизацию. Однако, если содержание растворенного Al составляет менее 0,01%, общее содержание ингибитора будет недостаточным, и, таким образом, эффект ингибирования нормального роста зерен будет недостаточным. С другой стороны, если содержание растворенного Al превышает 0,04%, AlN образуется в виде крупнозернистой выделившейся фазы, и, таким образом, эффект ингибирования нормального роста зерен будет недостаточным. Таким образом, содержание растворенного Al следует устанавливать в интервале от 0,01% или более до 0,04% или менее.
N: 0,005% или менее.
Хотя N соединяется с Al с образованием ингибитора, на стадии операций со слябом важно минимизировать содержание N для повышения содержания растворенного Al. Это обеспечивает активное проявление эффекта усиления замедляющего действия ингибитора при обработке азотированием в качестве дополнительно обработки ингибитора. Таким образом, содержание N следует устанавливать равным 0,005% или менее.
Несмотря на то, что основными компонентами, используемыми в настоящем изобретении, являются компоненты, в отношении которых даны пояснения выше, в случае необходимости могут быть также добавлены нижеследующие элементы.
Ni: 0,005% или более и 1,5% или менее.
Ni является аустенитообразующим элементом и поэтому он представляет собой полезный элемент для улучшения текстуры горячекатаного листа и улучшения магнитных свойств за счет использования аустенитного превращения. Однако если содержание Ni составляет менее 0,005%, он становится менее эффективным для улучшения магнитных свойств. С другой стороны, если содержание Ni превышает 1,5%, снижается способность к обрабатываемости, ухудшается способность к протяжке листа, и вторичная рекристаллизация становится нестабильной и приводит к ухудшению магнитных свойств. Таким образом, содержание Ni следует устанавливать в интервале от 0,005% до 1,5%.
Sn: 0,005% или более и 0,50% или менее, Sb: 0,005% или более и 0,50% или менее, Cu: 0,005% или более и 1,5% или менее, Cr: 0,005% или более и 0,10% или менее, P: 0,005% или более и 0,50% или менее и Mo: 0,005% или более и 0,50% или менее.
Все указанные выше элементы, а именно, Sn, Sb, Cu, Cr, P и Mo являются эффективными для улучшения магнитных свойств. Однако, если содержание каждого из указанных элементов составляет менее нижних предельных величин приведенных выше интервалов, указанный эффект улучшения магнитных свойств становится слабым, в то время как в случае, если содержание этих элементов превышает верхние предельные величины каждого из приведенных выше интервалов, вторичная рекристаллизация становится нестабильной и приводит к ухудшению магнитных свойств. Поэтому содержания Sn, Sb, Cu, Cr, P и Mo следует устанавливать в нижеследующих интервалах: Sn: 0,005% или более и 0,50% или менее, Sb: 0,005% или более и 0,50% или менее, Cu: 0,005% или более и 1,5% или менее, Cr: 0,005% или более и 0,10% или менее, P: 0,005% или более и 0,50% или менее и Mo: 0,005% или более и 0,50% или менее.
Ti: 0,001% или более и 0,1% или менее, Nb: 0,001% или более и 0,1% или менее и V: 0,001% или более и 0,1% или менее.
Все указанные элементы Ti, Nb и V, которые выделяются в виде карбидов и нитридов, являются эффективными для уменьшения растворенного C и N. Однако, если содержание каждого элемента составляет менее нижних предельных величин каждого из приведенных выше интервалов, указанный эффект улучшения магнитных свойств становится слабым. В то же время, если содержания этих элементов превышает верхние предельные величины каждого из приведенных выше интервалов, вторичная, выделившаяся фаза, состоящая из этих элементов, остающихся в готовом стальном листе, вызывает ухудшение свойств, характеризующих потери в железе. Поэтому содержания каждого из Ti, Nb и V следует устанавливать в приведенных ниже интервалах, а именно, Ti: 0,001% или более и 0,1% или менее, Nb: от 0,001% или более и 0,1% или менее и V: 0,001% или более и 0,1% или менее.
Далее будет описан предложенный способ производства.
Стальной сляб, имеющий приведенный выше химический состав, нагревают и подвергают холодной прокатке. Температуру нагревания этого сляба следует устанавливать на уровне 1250°C или ниже. Это связано с тем, что при более низкой температуре нагревания сляба размер зерен в нем уменьшается и величина деформаций, накопленных во время горячей прокатки, увеличивается, и, поэтому такая температура является подходящей для улучшения текстуры горячекатаного листа.
После горячей прокатки текстура горячекатаного листа может быть улучшена за счет оптимального проведения отжига в горячей зоне. Отжиг в горячей зоне в это время осуществляется предпочтительно в условиях температуры выдержки 800°C или выше и 1200°C или ниже, при этом время выдержки составляет 2 секунды или более и 300 секунд или менее.
Если температура выдержки при отжиге в горячей зоне ниже 800°C, текстура горячекатаного листа улучшается не полностью, остаются еще не рекристаллизованные участки, и поэтому желаемая микроструктура не может быть получена. С другой стороны, если температура выдержки превышает 1200°C, происходит растворение AlN, MnSe и MnS, эффект ингибирования в процессе вторичной рекристаллизации становится недостаточным, вторичная рекристаллизация приостанавливается, и в результате магнитные свойства ухудшаются. Поэтому температура выдержки при отжиге в горячей зоне предпочтительно находится в указанном интервале 800°C или выше и 1200°C или ниже.
Кроме того, если время выдержки составляет менее 2 секунд, то из-за короткого времени высокотемпературной выдержки остаются не рекристаллизованные участки, и желаемая микроструктура не может быть получена. С другой стороны, если продолжительность выдержки превышает 300 секунд, происходит растворение AlN, MnSe и MnS, эффект незначительного количества ингибитора снижается, текстура перед обработкой азотированием становится неоднородной, и в результате магнитные свойства стального листа, подвергнутого отжигу на вторичную рекристаллизацию, ухудшаются. В связи с этим время выдержки при отжиге в горячей зоне предпочтительно составляет 2 секунды или более и 300 секунд или менее.
В том случае, если промежуточный отжиг, описанный выше, не осуществляется, охлаждение после отжига в горячей зоне является одной из характерных особенностей настоящего изобретения. Как и в вышеупомянутом эксперименте, за счет регулирования скорости охлаждения от 800°C до 200°C после отжига в горячей зоне в пределах до или ниже верхней предельной средней скорости охлаждения RH, рассчитанной исходя из содержаний C и Si в металле, индекс ИС старения стального листа перед конечной холодной прокаткой уменьшается до величины 70 МПа или менее, что обеспечивает получение хороших магнитных свойств.
В интервале температур охлаждения от 800°C до 200°C следует контролировать среднюю скорость охлаждения, поскольку в этом температурном интервале происходит выделение фазы карбидов (Fe3C, ε-карбид и тому подобное) и нитридов (AlN, Si3N4, и тому подобное). Путем контроля средней скорости в указанном температурном интервале образование растворенного C и N может быть эффективно уменьшено.
Поскольку перед конечной холодной прокаткой важно уменьшить содержание растворенного C в стальном листе, в том случае, если отжиг в горячей зоне не осуществляется, и стальной лист сразу подвергается прокатке до конечной толщины посредством холодной прокатки (т.е. без проведения промежуточного отжига), важно уменьшить содержание растворенного C в горячекатаном листе. Другими словами, в таком случае было бы достаточно регулировать среднюю скорость охлаждения R (°C/с) от температуры 800°C до 200°C после горячей прокатки до или ниже верхнего предела средней скорости охлаждения RH, вычисленной, исходя из содержаний C и Si в металле.
В настоящем изобретении стальной лист конечной толщины может быть получен путем осуществления холодной прокатки стального листа два или большее число раз, с промежуточным отжигом между прокатками, после отжига в горячей зоне или без проведения отжига в горячей зоне. В этом случае промежуточный отжиг предпочтительно проводят при температуре выдержки в интервале от 800°C или выше до 1200°C или ниже продолжительности выдержки, составляющей от 2 секунд до 300 секунд, исходя из одинаковых соображений, касающихся ограничений для отжига в горячей зоне. Кроме того, за счет регулирования средней скорости охлаждения от температуры 800°C до 200°C после горячей прокатки до или ниже верхнего предела средней скорости охлаждения RH, рассчитанной, исходя из содержаний C и Si в металле, индекс ИС старения стального листа после холодной прокатки может быть уменьшен до 70 МПа или менее, что позволяет получить хорошие магнитные свойства.
Приведенные скорости охлаждения устанавливаются с величиной до или ниже верхнего предела средней скорости охлаждения RH, вычисленной, исходя из содержаний C и Si в металле, в зависимости от особенностей технологического процесса изготовления стального листа, т.е. в случае, если осуществляется промежуточный отжиг: указанная скорость охлаждения от температуры 800°C до 200°C устанавливается после промежуточного отжига; в случае, если отжиг в горячей зоне осуществляется без промежуточного отжига: скорость охлаждения от температуры 800°C до 200°C после отжига в горячей зоне; и в случае, когда не осуществляется ни промежуточный отжиг, ни отжиг в горячей зоне: средняя скорость охлаждения от температуры 800°C до 200°C после горячей прокатки. Другими словами, важно контролировать среднюю скорость охлаждения от температуры 800°C до 200°C после процесса нагревания до проведения конечной холодной прокатки.
В случае холодной прокатки, если степень обжатия на конечной холодной прокатке составляет 80% или более и 95% или менее, может быть получена даже лучшая текстура стального листа, подвергнутого отжигу на первичную рекристаллизацию.
После упомянутой холодной прокатки холоднокатаный лист подвергается отжигу на первичную рекристаллизацию, предпочтительно при температуре выдержки 700°C или выше и 1000°C или ниже. Кроме того, для получения дополнительного эффекта обезуглероживания стального листа отжиг на первичную рекристаллизацию может быть осуществлен, например, во влажной атмосфере водорода. Следует отметить, что если температура выдержки при отжиге на первичную рекристаллизацию составляет менее 700°C, остаются участки без рекристаллизации, и поэтому желаемая микроструктура не может быть получена. С другой стороны, если температура выдержки превышает 1000°C, может происходить вторичная рекристаллизация зерен с ориентацией Госса. В связи с этим температуру выдержки при отжиге на первичную рекристаллизацию устанавливают предпочтительно в интервале 700°C или выше и 1000°C или ниже.
Как и в вышеупомянутом эксперименте, за счет установления скорости нагревания при отжиге на первичную рекристаллизацию от 500°C до 700°C от 10°C/с до 100°C/с, могут быть получены лучшие магнитные свойства. Здесь скорость нагревания надлежит контролировать в температурном интервале от 500°C до 700°C, поскольку в этом интервале температур при рекристаллизации образуются центры кристаллизации зерен.
Кроме того, обработка азотированием может быть применена на любой ступени обработки между отжигом на первичную рекристаллизацию и отжигом на вторичную рекристаллизацию в качестве дополнительной обработки ингибитором. Для проведения обработки азотированием может быть использована известная технология такая, как газовое азотирование, осуществляемое путем тепловой обработки в атмосфере аммиака после отжига на первичную рекристаллизацию; азотирование в соляной ванне, осуществляемое посредством тепловой обработки в соляной ванне; плазменное азотирование; добавление нитридов и использование атмосферы азотирования в качестве атмосферы отжига на вторичную рекристаллизацию.
Затем на поверхность стального листа может быть, при необходимости, нанесен сепаратор отжига, образованный, главным образом, из MgO, после чего стальной лист подвергается вторичной рекристаллизации. В случае дополнительной обработки ингибитором в сепаратор отжига могут быть добавлены один или большее число элементов, выбранных из: сульфида, сульфата, селенида и селената. Эти добавки растворяются в процессе отжига на вторичную рекристаллизацию и обуславливают последующее сульфидирование и селенирование стали, обеспечивая тем самым эффект ингибирования. Условия проведения отжига на вторичную рекристаллизацию особо не ограничены, и могут быть реализованы традиционно используемые условия. Кроме того, за счет проведения отжига в атмосфере водорода при отжиге может быть также достигнут эффект очистки поверхности. В результате, после осуществления процессов нанесения изоляционного покрытия и выравнивающего отжига получается требуемый текстурированный лист из электротехнической стали. Следует отметить, что не существует особых ограничений в отношении ведения указанных процессов нанесения изоляционного покрытия и процесса выравнивающего отжига, и эти технологические процессы могут быть проведены в соответствии с традиционными методами их проведения.
Текстурированный лист из электротехнической стали, произведенный при описанных выше условиях проведения производственного процесса характеризуется исключительно высокой плотностью магнитного потока, а также низкими потерями в железе после вторичной рекристаллизации. При этом достижение высокой плотности магнитного потока означает, что рост кристаллических зерен в процессе вторичной рекристаллизации предпочтительно происходил только при ориентациях, близких к (идеальной) ориентации Госса. Как известно, чем ближе ориентация вторично рекристаллизованных зерен к идеальной ориентации Госса, тем больше увеличивается скорость роста вторично рекристаллизованных зерен. Увеличение плотности магнитного потока свидетельствует также о том, что вторично рекристаллизованные зерна, вероятно, представляют собой крупные по размеру зерна. Это считается выгодным, поскольку приводит к снижению потерь на гистерезис, но неблагоприятным с точки зрения снижения потерь на вихревые токи.
Таким образом, для компенсации отмеченного неблагоприятного эффекта и достижения конечной цели предложенного способа, т.е. снижения потерь в железе, предпочтительно осуществлять обработку листа для улучшения магнитной доменной структуры. За счет проведения обработки с целью улучшения магнитной доменной структуры неблагоприятные потери на вихревые токи, обусловленные укрупнением вторично рекристаллизованных зерен, будут уменьшены, и в совокупности с эффектом снижения потерь на гистерезис, могут быть достигнуты свойства, характеризующиеся весьма низкими потерями в железе.
Для обработки в целях совершенствования магнитной доменной структуры может быть применен любой широко известный способ обработки, обеспечивающий улучшение теплопроводной или нетеплопроводной магнитной доменной структуры. За счет применения, в частности, облучения поверхности стального листа электронным пучком или лазерным лучом после отжига на вторичную рекристаллизацию эффект улучшения магнитной доменной структуры может распространяться на внутреннюю часть по толщине стального листа, и, таким образом, по сравнению с применением другой обработки для улучшения магнитной доменной структуры, такой, как травление, потери в железе могут быть значительно уменьшены
Примеры
Пример 1
Стальные слябы, имеющие химический состав, приведенный в таблице 1, были нагреты до 1180°C и затем подвергнуты горячей прокатке с получением горячекатаных листов толщиной 2,3 мм. После этого горячекатаные листы были последовательно подвергнуты отжигу в горячей зоне при температуре 1020°C в течение 60 секунд, охлаждены от температуры 800°C до 200°C со средней скоростью охлаждения 40°C/с, и затем подвергнуты холодной прокатке с получением холоднокатаных листов толщиной 0,23 мм, которые, в свою очередь, были подвергнуты отжигу на первичную рекристаллизацию в смешанной влажной атмосфере водород-азот при 820°C в течение 120 секунд. Скорость нагревания от 500°C до 700°C при отжиге на первичную рекристаллизацию составляла 20°C/с. Затем на поверхности стального листа были нанесены сепараторы отжига, каждый из которых выполнен из MgO, и после этого холоднокатаные листы были подвергнуты отжигу на вторичную рекристаллизацию, в комбинации с отжигом для очистки поверхности при температуре 1180°C в течение 50 часов, и на стальные листы последовательно было нанесено и подвергнуто термической обработке изоляционное, создающее напряжение покрытие на основе фосфата, и затем был осуществлен выравнивающий отжиг с целью выравнивания произведенных стальных полос с получением конечного продукта.
Результаты исследования магнитных свойств полученных таким путем продуктов приведены также в таблице 1. В таблице 1, кроме того, приведены результаты исследования индекса старения ИС стальных листов перед конечной холодной прокаткой, т.е. стальных листов, подвергнутых отжигу в горячей зоне, и текстуры в центральном слое в направлении толщины стальных листов, подвергнутых отжигу на первичную рекристаллизацию.

Из таблицы 1 можно видеть, что если индекс старения ИС стального листа перед конечной холодной прокаткой, т.е. стального листа, подвергнутого отжигу в горячей зоне, составляет 70 МПа или менее и отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации составляет 12 или более, и отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> равно 7 или более в текстуре центрального слоя в направлении толщины стального листа, подвергнутого отжигу на первичную рекристаллизацию, может быть достигнута плотность магнитного потока B8 после отжига на вторичную рекристаллизацию, составляющая 1,92 Тл или более.
Пример 2
Стальные слябы, № 3 и 4 в таблице 1, были нагреты до 1220°C и затем подвергнуты горячей прокатке с получением горячекатаных листов различной толщины, указанной в таблице 2. После этого горячекатаные листы были подвергнуты отжигу в горячей зоне при температуре 1050°C в течение 30 секунд, охлаждены от температуры 800°C до 200°C со средней скоростью охлаждения 20°C/с и затем подвергнуты холодной прокатке с получением холоднокатаных листов толщиной 0,20 мм, которые, в свою очередь, были подвергнуты отжигу на первичную рекристаллизацию в смешанной влажной атмосфере водород-азот при 820°C в течение 120 секунд. Скорость нагревания от 500°C до 700°C при отжиге на первичную рекристаллизацию составляла 30°C/с. Затем на поверхности стального листа были нанесены сепараторы отжига, каждый из которых содержит MgO с добавлением 10 частей MgSO4 на 100 массовых частей MgO, и после этого холоднокатаные листы были подвергнуты отжигу на вторичную рекристаллизацию, в комбинации с очистительным отжигом при температуре 1180°C в течение 50 часов, и затем на стальные листы последовательно было нанесено и подвергнуто термической обработке изоляционное, создающее напряжение покрытие на основе фосфата, после чего был осуществлен выравнивающий отжиг с целью выравнивания произведенных стальных полос с получением конечного продукта. Результаты исследования магнитных свойств продуктов, полученных указанным образом, приведены также в таблице 2. В таблице 2 представлены также результаты исследования индекса старения ИС стального листа после отжига в горячей зоне и текстуры центрального слоя в направлении толщины стальных листов, подвергнутых отжигу на первичную рекристаллизацию.
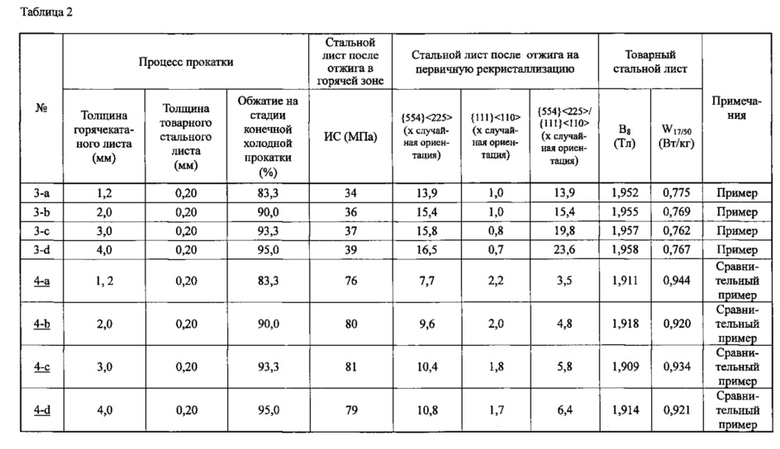
Из таблицы 2 можно видеть, что если величина индекса старения ИС стальных листов перед конечной холодной прокаткой, т.е. стальных листов, подвергнутых отжигу в горячей зоне, составляет 70 МПа или менее, а отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации составляет 12 или более и отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111 }<110> равно 7 или более в текстуре центрального слоя в направлении толщины стального листа, подвергнутого отжигу на первичную рекристаллизацию, после отжига на вторичную рекристаллизацию может быть достигнута плотность магнитного потока B8 1,95 Тл или более. Кроме того, при увеличении степени обжатия на стадии конечной холодной прокатки интенсивность ориентации {554}<225> и отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> текстуры центрального слоя в направлении толщины слоя стального листа, подвергнутого отжигу на первичную рекристаллизацию, значительно увеличиваются, и в результате магнитные свойства B8 стального листа, подвергнутого отжигу на вторичную рекристаллизацию, значительно улучшаются по сравнению с указанными магнитными свойствами в других примерах.
Пример 3
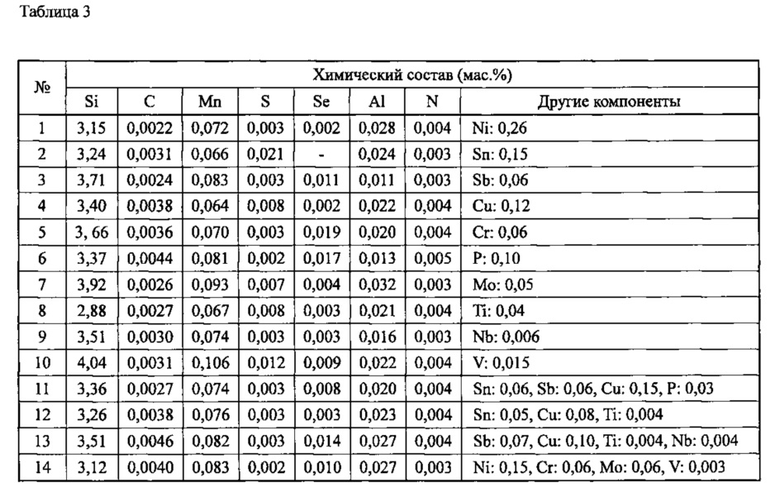
Стальные слябы, имеющие различные химические составы, приведенные в таблице 3, были нагреты до температуры 1220°C и затем подвергнуты горячей прокатке с получением горячекатаных листов толщиной 2,7 мм. Затем горячекатаные листы были подвергнуты первой холодной прокатке с получением холоднокатаных листов с промежуточной толщиной 2,2 мм, после чего холоднокатаные листы были последовательно подвергнуты промежуточному отжигу при температуре 950°C в течение 60 секунд, охлаждены от температуры 800°C до 200°C при средней скорости охлаждения 40°C/с, и затем подвергнуты вторичной холодной прокатке с получением холоднокатаных листов с конечной толщиной 0,23 мм, которые, в свою очередь, были подвергнуты отжигу на первичную рекристаллизацию при температуре 840°C в течение 10 секунд. Скорость нагревания от 500°C до 700°C при отжиге на первичную рекристаллизацию составляла 40°C/с.
После этого холоднокатаные листы были подвергнуты обработке азотированием в цианатной ванне при температуре 600°C в течение 3 минут. Затем на поверхности стального листа были нанесены сепараторы отжига, каждый из которых содержит, главным образом, MgO, и после этого холоднокатаные листы были подвергнуты отжигу на вторичную рекристаллизацию, в комбинации с очистительным отжигом, при температуре 1200°C в течение 50 часов, и затем на стальные листы было нанесено и подвергнуто термической обработке изоляционное, создающее напряжение покрытие на основе фосфата, после чего был осуществлен выравнивающий отжиг с целью выравнивания произведенных стальных полос с получением конечного продукта.
Результаты исследования магнитных свойств полученных таким образом продуктов приведены в таблице 4. В таблице 4 представлены также результаты исследования индекса старения ИС стального листа, подвергнутого отжигу в горячей зоне, и текстуры центрального слоя в направлении толщины стальных листов, подвергнутых отжигу на первичную рекристаллизацию.

Из таблицы 4 можно видеть, что если величина индекс старения ИС стальных листов перед конечной холодной прокаткой, т.е. стальных листов, подвергнутых отжигу в горячей зоне, составляет 70 МПа или менее, а отношение интенсивности ориентации {554}<225> к интенсивности случайной ориентации составляет 12 или более, и отношение интенсивности ориентации {554}<225> к интенсивности ориентации {111}<110> равно 7 или более в текстуре центрального слоя по толщине стального листа, подвергнутого отжигу на первичную рекристаллизацию, то после отжига на вторичную рекристаллизацию может быть достигнута плотность магнитного потока B8 равная 1,95 Тл или более.
Пример 4
Для образцов №3 и 12, указанных в таблицах 3 и 4 были проведены эксперименты для подтверждения достигнутого эффекта обработки с целью улучшения магнитной доменной структуры, отраженного в таблице 5.
В этом примере на одной поверхности каждого холоднокатаного листа было осуществлено травление для формирования канавок шириной 80 мкм, глубиной 15 мкм, с интервалами между канавками в направлении прокатки 5 мм в направлении, ортогональном направлению прокатки. Затем холоднокатаные листы были подвергнуты отжигу на первичную рекристаллизацию при температуре 840°C в течение 20 секунд. Скорость нагревания от температуры 500°C до 700°C при отжиге на первичную рекристаллизацию составляла 30°C/с. После этого холоднокатаные листы были подвергнуты обработке азотированием в смешанной атмосфере аммиака, азота и водорода при температуре 750°C в течение 30 секунд. Затем на поверхности стального листа были нанесены сепараторы отжига, каждый из которых содержит, главным образом, MgO, и после этого холоднокатаные листы были подвергнуты отжигу на вторичную рекристаллизацию, в комбинации с очистительным отжигом, при температуре 1180°C в течение 50 часов, и затем на стальные листы было нанесено и подвергнуто термической обработке изоляционное создающее напряжение покрытие на основе фосфата. Затем был осуществлен выравнивающий отжиг с целью выравнивания произведенных стальных полос с получением продуктов.
Одна поверхность каждого стального листа, подвергнутого выравнивающему отжигу, была облучена электронным пучком в режиме непрерывного облучения в направлении, ортогональном направлению прокатки, в условиях действия ускоряющего напряжения величиной 80 кВ с интервалами облучения 4 мм и током в пучке 3 мА. Непрерывный лазерный луч постоянно был направлен на одну поверхность каждого стального листа, подвергнутого выравнивающему отжигу в направлении, ортогональном направлению прокатки, при следующих параметрах облучения: диаметр луча 0,3 мм, мощность непрерывного излучения 200 Вт, скорость сканирования 100 м/с, и интервал облучения 4 мм.
Результаты исследования магнитных свойств продуктов, произведенных указанным образом, приведены также в таблице 5.
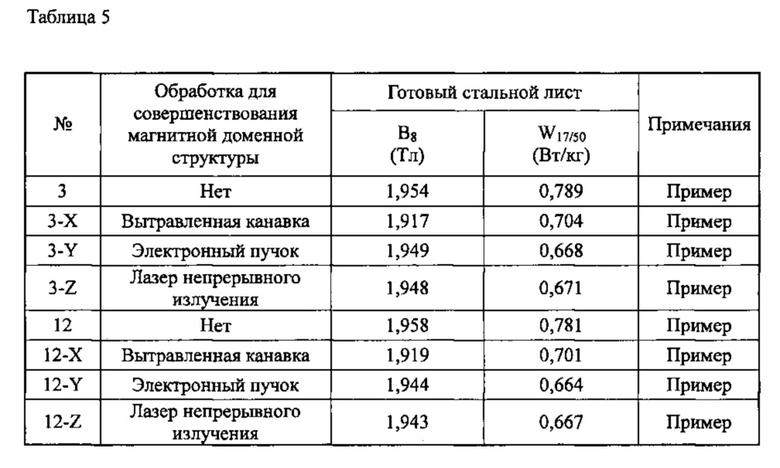
Из таблицы 5 можно видеть, что за счет обработки, проведенной для совершенствования магнитной доменной структуры, получены еще более благоприятные магнитные свойства.
Изобретение относится к области металлургии. Способ производства текстурированного листа из электротехнической стали включает нагревание сляба, содержащего, мас.%: C от 0,0005 до 0,005, Si от 2,0 до 4,5, Mn от 0,005 до 0,3, S и/или Se (в сумме) 0,05 или менее, растворенный Al от 0,010 до 0,04, N 0,005 или менее, остальное - Fe и неизбежные примеси, горячую прокатку сляба с получением горячекатаного листа, при необходимости, отжиг горячекатаного листа в горячей зоне, холодную прокатку горячекатаного листа в один, два или большее число проходов с промежуточным отжигом между ними и с получением холоднокатаного листа конечной толщины, отжиг холоднокатаного листа на первичную рекристаллизацию и отжиг на вторичную рекристаллизацию, при этом индекс ИС старения стального листа перед проведением конечной холодной прокатки устанавливают равным 70 МПа или менее для эффективного роста зерен с ориентацией Госса с обеспечением в результате текстурированного листа из электротехнической стали с хорошими магнитными свойствами, без ограничения содержания C в относительно большом количестве. 12 з.п. ф-лы, 5 ил., 5 табл, 4 пр.
1. Способ производства текстурированного листа из электротехнической стали, включающий нагревание стального сляба, содержащего, мас.%:
С от 0,0005 до 0,005
Si от 2,0 до 4,5
Mn от 0,005 до 0,3
S и/или Se (в сумме) 0,05 или менее
растворенный Al от 0,010 до 0,04
N 0,005 или менее
Fe и
неизбежные примеси - остальное;
горячую прокатку сляба с получением горячекатаного листа,
при необходимости, отжиг горячекатаного листа в горячей зоне,
однократную, двукратную или многократную холодную прокатку горячекатаного листа с промежуточным отжигом между ними для получения холоднокатаного листа конечной толщины,
отжиг холоднокатаного листа для первичной рекристаллизации и последующий
отжиг холоднокатаного листа для вторичной рекристаллизации,
причем после нагревания перед конечной холодной прокаткой осуществляют охлаждение от температуры 800°C до 200°C со средней скоростью охлаждения R (°C/с), при этом используют параметр X, характеризующий содержание растворенного С, вычисленный по формуле (1 ), а среднюю скорость охлаждения R (°C/с) устанавливают до или ниже верхнего предела средней скорости RH охлаждения, вычисленной по формуле (2) для достижения индекса ИС старения стального листа перед конечной холодной прокаткой, составляющего 70 МПа или менее,


где [% М] в формуле (1) представляет содержание элемента М (мас.%).
2. Способ производства текстурированного листа из электротехнической стали по п. 1, в котором среднюю скорость нагревания в температурном интервале от 500°C до 700°C при отжиге на первичную рекристаллизацию регулируют в интервале от 10°C/с или выше и 100°C/с или ниже для достижения отношения интенсивности ориентации {554} <225> к интенсивности случайной ориентации, равного 12 или более, и отношения интенсивности ориентации {554} <225> к интенсивности ориентации {111} <110>, равного 7 или более, в текстуре центрального слоя в направлении толщины стального листа, подвергнутого отжигу на первичную рекристаллизацию.
3. Способ производства текстурированного листа из электротехнической стали по п. 1, в котором стальной сляб дополнительно содержит, в мас.%, один или более элементов, выбранных из: Ni от 0,005 до 1,5, Sn от 0,005 до 0,50, Sb от 0,005 до 0,50, Cu от 0,005 до 1,5, Cr от 0,005 до 0,10, Р от 0,005 до 0,50, Мо от 0,005 до 0,50, Ti от 0,001 до 0,1, Nb от 0,001 до 0,1 и V от 0,001 до 0,1.
4. Способ производства текстурированного листа из электротехнической стали по п. 2, в котором стальной сляб дополнительно содержит, в мас.%, один или более элементов, выбранных из: Ni от 0,005 до 1,5, Sn от 0,005 до 0,50, Sb от 0,005 до 0,50, Cu от 0,005 до 1,5, Cr от 0,005 до 0,10, Р от 0,005 до 0,50, Мо от 0,005 до 0,50, Ti от 0,001 до 0,1, Nb от 0,001 до 0,1 и V от 0,001 до 0,1.
5. Способ производства текстурированного листа из электротехнической стали по любому из пп. 1-4, в котором на любой стадии между отжигом на первичную рекристаллизацию и отжигом на вторичную рекристаллизацию осуществляют дополнительную обработку ингибитором.
6. Способ производства текстурированного листа из электротехнической стали по п. 5, в котором в качестве дополнительной обработки ингибитором осуществляют обработку нитрированием.
7. Способ производства текстурированного листа из электротехнической стали по п. 5, в котором перед проведением отжига на вторичную рекристаллизацию в качестве дополнительной обработки ингибитором в сепаратор отжига добавляют один или более элементов, выбранных из сульфида, сульфата, селенида и селената.
8. Способ производства текстурированного листа из электротехнической стали по любому из пп. 1-4, в котором на любой стадии после конечной холодной прокатки осуществляют обработку путем совершенствования магнитной доменной структуры.
9. Способ производства текстурированного листа из электротехнической стали по п. 8, в котором совершенствование магнитной доменной структуры осуществляют посредством облучения электронным пучком стального листа, подвергнутого отжигу на вторичную кристаллизацию.
10. Способ производства текстурированного листа из электротехнической стали по п. 8, в котором совершенствование магнитной доменной структуры осуществляют посредством облучения лазером стального листа, подвергнутого отжигу на вторичную кристаллизацию.
11. Способ производства текстурированного листа из электротехнической стали по п. 5, в котором на любой стадии после конечной холодной прокатки осуществляют обработку путем совершенствования магнитной доменной структуры.
12. Способ производства текстурированного листа из электротехнической стали по п. 11, в котором совершенствование магнитной доменной структуры осуществляют посредством облучения электронным пучком стального листа, подвергнутого отжигу на вторичную кристаллизацию.
13. Способ производства текстурированного листа из электротехнической стали по п. 11, в котором совершенствование магнитной доменной структуры осуществляют посредством облучения лазером стального листа, подвергнутого отжигу на вторичную кристаллизацию.
| JP 06346147 A, 20.12.1994 | |||
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2002 |
|
RU2216601C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2007 |
|
RU2378394C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТУРИРОВАННОЙ МАГНИТНОЙ ПОЛОСЫ | 2008 |
|
RU2456351C2 |
| JP 2003171718 A, 20.06.2003. | |||

