Изобретение относится к области строительства, и более точно к установке, на которой заделывают вставками-заплатами дефектные места в листах фанеры, поступающих из сушилки. Перед выполнением этого этапа обработки листы сортируют по наличию дефектных мест таким образом, чтобы дефектное место, подлежащее заделыванию вставкой, было меньше определенных размеров.
Традиционно дефектные места заделывали вставками вручную посредством вырубания дефектного места из листа фанеры штампом и впрессовывания вставки из неповрежденной фанеры в проем, образованный штампом, посредством введения в проем вставки по плотной посадке.
Процесс установки вставки был также механизирован, при этом первым этапом была механизация операции вырубки и введения вставки. Обрабатываемый лист фанеры перемещали вручную к месту расположения узла для установки вставки, называемого «головкой для установки вставки», для выполнения операции установки вставки.
При дальнейшем усовершенствовании процесса механизации были введены видеосистемы, с помощью которых можно было осматривать всю площадь листа фанеры для определения дефектных мест, требующих установки вставок. Информацию, касающуюся конкретного листа фанеры, полученную с помощью такого определяющего устройства, вводили в управляющее устройство, с помощью которого, в свою очередь, управляли устройством для перемещения фанеры для расположения дефектных мест в месте действия узла для введения вставки. Место для введения вставки подводили посредством перемещения фанеры в направлениях длины и ширины таким образом, чтобы при приближении области для установки вставки к середине пути перемещения фанеры средства для удерживания транспортирующего устройства перемещались в установке для ввода вставок к области фанеры, в которой уже была произведена операция установки вставки.
Обрабатываемые листы фанеры имеют достаточно большие размеры, например длину, составляющую 8 футов (приблизительно 2,6 м), и ширину, составляющую половину этой величины. Место в фанере, пригодное для ремонта посредством установки вставки, доводят до максимума при сортировке фанеры для уменьшения потери качества, из-за чего предъявляются высокие требования по выверке положения листов фанеры точно относительно узла для установки вставки. Кроме того, выверку позиционирования при переходе от одного места установки вставки к другому следует выполнять быстро. Для осуществления этих операций с листом фанеры, имеющим структуру, податливую в некоторой степени, требуются компромиссные решения при работе установки. Следует предоставлять возможность листу фанеры «успокаиваться» после каждого торможения при перемещении таким образом, чтобы целевое место установки вставки располагалось близко к желаемому положению относительно узла для установки вставки. Задачей изобретения является создание установки для ввода вставок в клееную фанеру, позволяющей при хорошей скорости перемещения листа фанеры точно позиционировать дефекты и осуществлять ввод вставок. Потребность в компромиссе между скоростью перемещения и точностью была существенно уменьшена благодаря использованию установки согласно настоящему изобретению, отличающемуся тем, что каждая конкретная установка для ввода вставок в фанеру содержит два или большее число узлов для установки вставок.
Изобретение описано более подробно со ссылками на прилагаемые чертежи, на которых изображено:
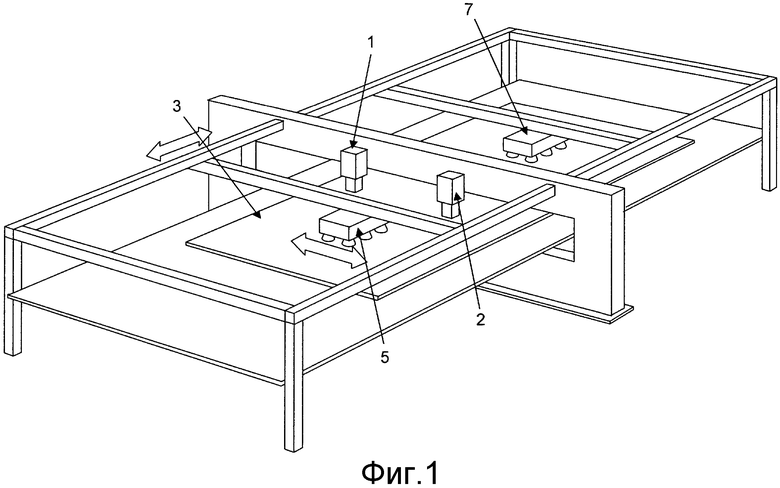
на фиг.1 - установка для ввода вставок в листы фанеры согласно изобретению, и
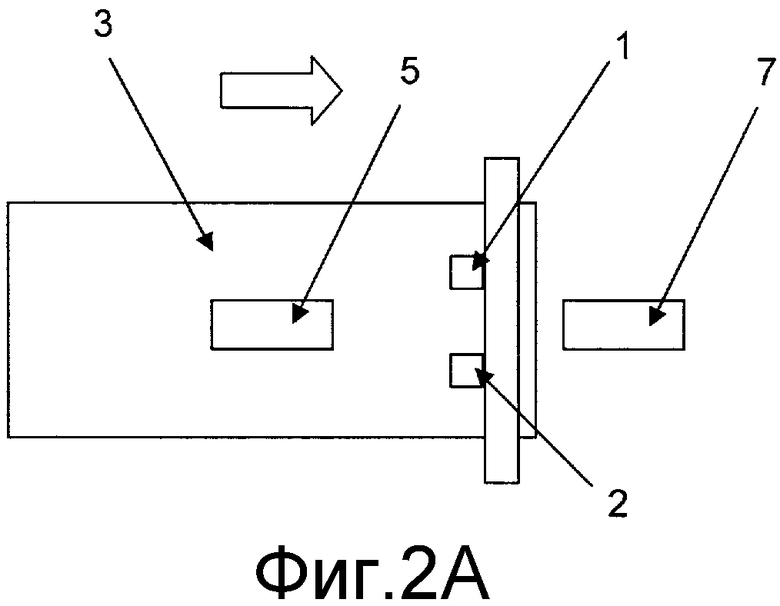
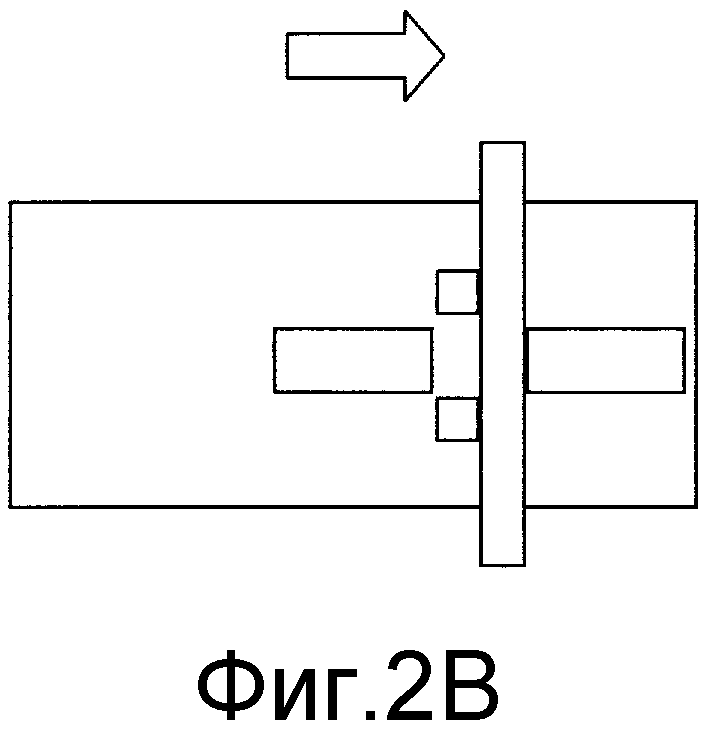
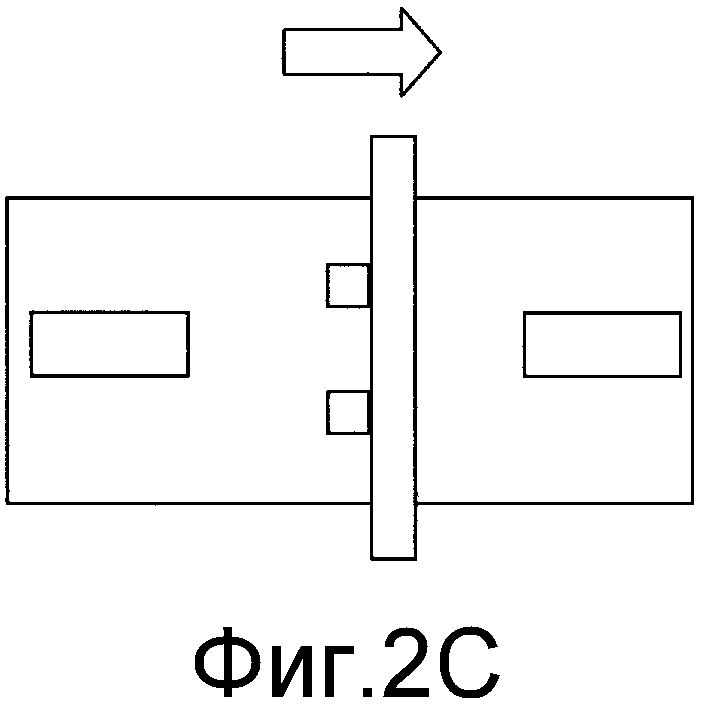
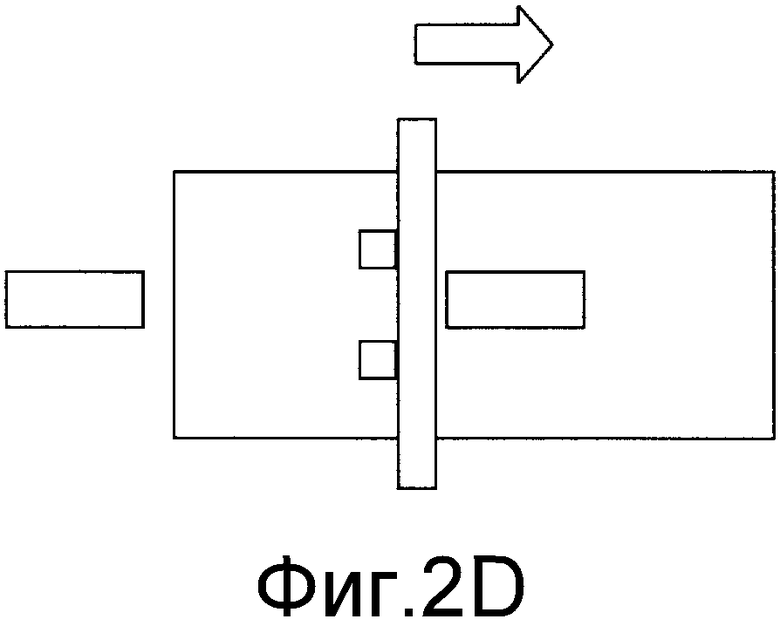
на фиг.2A-2D - последовательные фазы перемещения держателей, введенных в состав установки, в направлении перемещения листа фанеры.
Установка, показанная на фиг.1, на которой осуществляют транспортирование листа фанеры, состоит из двух частей в направлении перемещения листа фанеры и снабжена двумя держателями 5, 7, из которых один действует в передней части установки, а другой - в ее задней части. Лист фанеры 3, подлежащий обработке, вводят в установку для ввода вставок и перемещают в продольном направлении. Узлы 1 и 2 для установки вставок зафиксированы в неподвижном положении по существу в середине установки в направлении перемещения листа фанеры. Предварительно принятые первоначальные положения узлов 1 и 2 для установки вставок расположены на расстоянии, составляющем ¼ и ¾ ширины листа фанеры. При осуществлении средств для перемещения держателей могут, естественно, требоваться другие положения при оптимизации программной функции транспортирования.
После введения листа фанеры, поддерживаемого соответствующим транспортером, в установку его затем захватывают удерживающим устройством 5, например, снабженным пневматическим захватом, по существу в средней части листа, как это показано на фиг.2A. До введения листа фанеры в установку для ввода вставок его подвергают осмотру на датчике, представляющем собой видеосистему, действующую как сканнер; и информацию о дефектных местах, полученную с ее помощью, сохраняют в виде конкретных данных, касающихся этого листа фанеры, для управления транспортирующими средствами держателей, с помощью которых перемещают лист фанеры в установке для ввода вставок. Система управления подает команды к транспортирующим средствам держателей (например, кареткам, перемещаемым в поперечном направлении) таким образом, чтобы каждый раз дефектное место подводилось путем перемещения по наиболее подходящей траектории к месту расположения одного или другого узла 1, 2 для установки вставок. Траекторию перемещения, определяемую командами, оптимизируют таким образом, чтобы она была как можно более короткой.
Взаимное действие держателей 5, 7 синхронизируют таким образом, чтобы лист фанеры, подвергаемый операции по установке вставок, всегда поддерживался любым одним из держателей, где оба держателя действуют на их собственных сторонах установки. В положении, показанном на фиг.2B, лист фанеры продвинут в положение, в котором заднее удерживающее устройство 7 принимает лист фанеры в направлении перемещения, и лист поддерживается обоими держателями. В следующей фазе (см. фиг.2C) переднее удерживающее устройство 5, отделенное от листа фанеры, перемещается в положение приема нового листа фанеры, но в этом положении оно продолжает поддерживать лист фанеры 3, подвергаемый операции установки вставок. В следующей фазе (см. фиг.2D) лист фанеры продвигают таким образом, чтобы его поддерживало только заднее удерживающее устройство 7, и лист фанеры перемещают, поддерживая его задним удерживающим устройством 7, для осуществления остальной части операции установки вставок и вывода его из установки. Возвратно-поступательные перемещения держателей синхронизируют таким образом, чтобы лист фанеры, подвергаемый установке вставок, постоянно поддерживался и чтобы выполнение операций по установке вставок можно было продолжать без перерывов, а также чтобы вывод листа фанеры с установленными вставками и ввод нового листа фанеры производились по существу как непрерывное действие.
Обычные установки для ввода вставок обладают функцией удерживания для удерживания листа фанеры на месте во время вырубания дефектного места и установки вставки. Узлы 1 и 2 для установки вставок могут быть выполнены таким образом, чтобы в дополнение к функции вырубания их использовали для установки вставок, где они осуществляют функцию, посредством которой их можно было бы использовать для удерживания листа фанеры без его повреждения. Это может быть выполнено посредством управления функцией удерживания независимо от функций вырубания и установки вставок. Эта функция является важной в ситуациях, в которых дефектное место, подлежащее заделыванию вставкой, находится в той области, где находится удерживающее устройство 5 или 7, и в которых установка для ввода вставок не может функционировать, если не переместить удерживающее устройство в другое место. К узлу, с помощью которого обычно осуществляют функцию установки вставок, подают команду на удерживание.
При использовании двух узлов для установки вставок расстояние, на которое следует переместить лист фанеры в направлении перемещения, уменьшается вдвое, в результате чего производственная площадь, требующаяся для размещения линии для установки вставок, также существенно сокращается. Кроме того, сокращение расстояний перемещения является отчетливо хорошей предпосылкой для автоматизации, которая осложняется при необходимости выполнения перемещений на большие расстояния. При меньшем расстоянии перемещения также отчетливо обеспечивается возможность повышения производственной мощности.
Вместо двух узлов для установки вставок, представленных в настоящем описании, установка может содержать даже большее число узлов для установки вставок в листы фанеры, благодаря чему действие установки может быть еще больше ускорено при сохранении точности выполнения операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ ПОЛУОБОЛОЧЕК | 2018 |
|
RU2768729C2 |
| ТЕРМОФОРМУЮЩЕЕ УСТРОЙСТВО ДЛЯ ТЕРМОФОРМУЕМЫХ МАТЕРИАЛОВ В ФОРМЕ ЛЕНТЫ ИЛИ ЛИСТА | 1995 |
|
RU2159181C2 |
| УСТРОЙСТВО И СПОСОБ СОЕДИНЕНИЯ ИЗНАШИВАЮЩИХСЯ ДЕТАЛЕЙ НА КОНЦАХ ИНСТРУМЕНТОВ И ЕМКОСТЕЙ ПРИ ИХ ПРИМЕНЕНИИ В ОБОРУДОВАНИИ ДЛЯ КОММУНАЛЬНО-СТРОИТЕЛЬНЫХ РАБОТ | 1994 |
|
RU2124148C1 |
| СЕКЦИОННАЯ МАШИНА | 1998 |
|
RU2205803C2 |
| СЕКЦИОННАЯ МАШИНА | 2001 |
|
RU2245306C2 |
| СПОСОБ НАГРЕВА ИНСТРУМЕНТОВ ШТАМПОВОЧНЫХ МАШИН И ШТАМПОВОЧНЫХ ИНСТРУМЕНТОВ И СЪЕМНЫЙ ПЕЧНОЙ ЭЛЕМЕНТ ДЛЯ НАГРЕВА ТАКИХ ИНСТРУМЕНТОВ | 2005 |
|
RU2398650C2 |
| Шпонопочиночный станок | 1990 |
|
SU1715597A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С УПРАВЛЕНИЕМ НАГРУЗКОЙ | 2014 |
|
RU2691442C2 |
| ОБЖИМНАЯ ФИТИНГОВАЯ МУФТА ДЛЯ СОЕДИНЕНИЯ ТРУБ И ОБЖИМНОЙ ШТАМП | 2001 |
|
RU2272691C2 |
| РУЧНОЕ ЗАЖИМНОЕ СРЕДСТВО ДЛЯ ДЕРЖАТЕЛЯ БУРА С БЫСТРЫМ ПОЗИЦИОНИРОВАНИЕМ | 2009 |
|
RU2490107C2 |
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для ввода вставок в листы фанеры. Установка содержит датчик для определения и расположения дефектных мест в листе фанеры, стационарно расположенный узел для установки вставок и средства для удерживания и транспортирования листа фанеры, которыми управляют с помощью датчика. Установка для ввода вставок в лист фанеры содержит два или большее число узлов для установки вставок, расположенных по существу в середине установки в направлении перемещения листа фанеры. Узлы для установки вставок содержат штамп и устройство для установки вставок. Повышается производительность установки. 4 з.п. ф-лы, 5 ил.
1. Установка для ввода вставок в листы клееной фанеры, содержащая датчик для определения и расположения дефектных мест в листе фанеры, стационарно расположенный узел (1, 2) для установки вставок, содержащий штамп и устройство для установки вставок, и средства (5, 7) для удерживания и транспортирования листа фанеры, которыми управляют с помощью датчика, отличающаяся тем, что каждая установка для ввода вставок в лист фанеры содержит два или большее число узлов (1, 2) для установки вставок, расположенных по существу в середине установки в направлении перемещения листа фанеры.
2. Установка для ввода вставок по п.1, отличающаяся тем, что узлы для установки вставок расположены на расстоянии, составляющем приблизительно 1/4 и 3/4 ширины листа фанеры.
3. Установка для ввода вставок по п.1 или 2, отличающаяся тем, что узлы (1, 2) для установки вставок выполнены, в дополнение к осуществлению функции вырубания, с возможностью осуществления управляемой функции удерживания.
4. Установка для ввода вставок по любому из предыдущих пунктов, отличающаяся тем, что содержит два удерживающих средства (5, 7), расположенных функционально в направлении перемещения листа фанеры.
5. Установка для ввода вставок по любому из предыдущих пунктов, отличающаяся тем, что траектории перемещения средств для транспортирования фанеры программно оптимизированы в соответствии с информацией, полученной посредством использования датчика.

