Данное изобретение в общем касается термоформующего устройства для термоформуемых материалов в форме ленты или листа.
Как известно в данной области техники - см., например, патенты заявителя N 1175178 и N 1218634 - уже предлагалось извлекать отливки термоформуемых объектов из матрицы (неподвижного штампа) путем использования всасывающих пластин, которые вводятся между пуансоном (подвижным штампом) и матрицей термоформующей машины, а затем последовательно удаляются из области отливки для помещения изделий в извлекающее или удаляющее средство для ряда проводимых на изделиях операций, таких как укладка в штабель, маркирование и т.д.
Также уже предлагалась термоформующая машина с двойной матрицей, установленной для приведения в чередующееся поперечное движение по отношению к пуансону, в котором два всасывающих колпака попеременно извлекают отливку термоформуемого изделия из соответствующей матрицы для передачи ее последовательно в образующую перфорированный направляющий шаблон часть шагового конвейера, имеющую множество зажимных приспособлений, каждое из которых имеет отверстия, расположенные и имеющие такие же размеры, как и полости матриц, где формовались изделия. Этот конвейер операционно соединен с термоформующей машиной и движется с шагом рабочей скорости термоформующей машины и предназначен для принятия изделий немедленно после термоформующего процесса, поддерживания их в том же взаимном расположении, которое они имели в матрице, для того чтобы продлить время стабилизации только что сформованного материала и обеспечить регулярную подачу термоформуемых изделий к ряду рабочих пунктов для обработки изделий. Следует сослаться на итальянскую патентную заявку заявителя N 92 А 000012, поданную 3 февраля 1992 года и озаглавленную "Способ и устройство для термоформования и штабелирования полых, снабженных дном изделий, получаемых из ленты термопластного материала".
В патенте США 4464329 (Whiteside и др.) описана термоформующая машина, в которой пластины пластинчатого конвейера проходят между пуансоном и матрицей и прессуются между этими двумя штампами во время фазы закрытия штампа и взаимодействуют с промежуточным вспомогательным штампом, который подвижен относительно матрицы. Каждая пластина или направляющий шаблон смонтированы с принимающим отливочное изделие гнездом (местом установки), а вокруг периферического контура такого гнезда образована кольцевая прокладка из эластичного материала, которая служит для упругого зацепления и удерживания термоформуемого изделия ограниченным в его положении или во время извлечения изделия из матрицы, или во время его переноса в разгрузочный пункт или удаления из конвейера.
Решения, предлагаемые до сих пор, хотя и удовлетворительны с различных точек зрения, не обеспечили быстрого захвата термоформуемого изделия или изделий принимающей матрицей или образующей направляющий шаблон частью шагового конвейера, операционно соединенного с термоформующей машиной, и в этом случае термосформованные и еще не стабилизированные изделия могут подвергаться инерционному сдвигу или удалению из принимающих их мест, вследствие чего они могут терять требуемую точность их размещения для последующих операций или действий над ними.
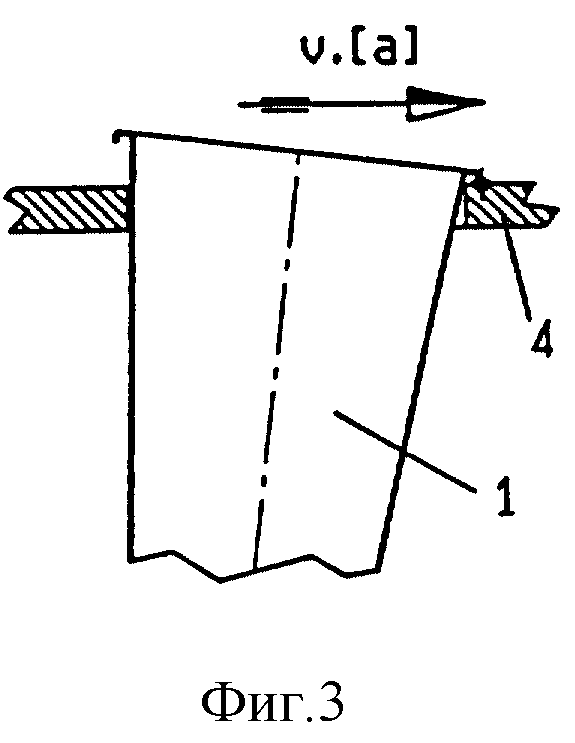
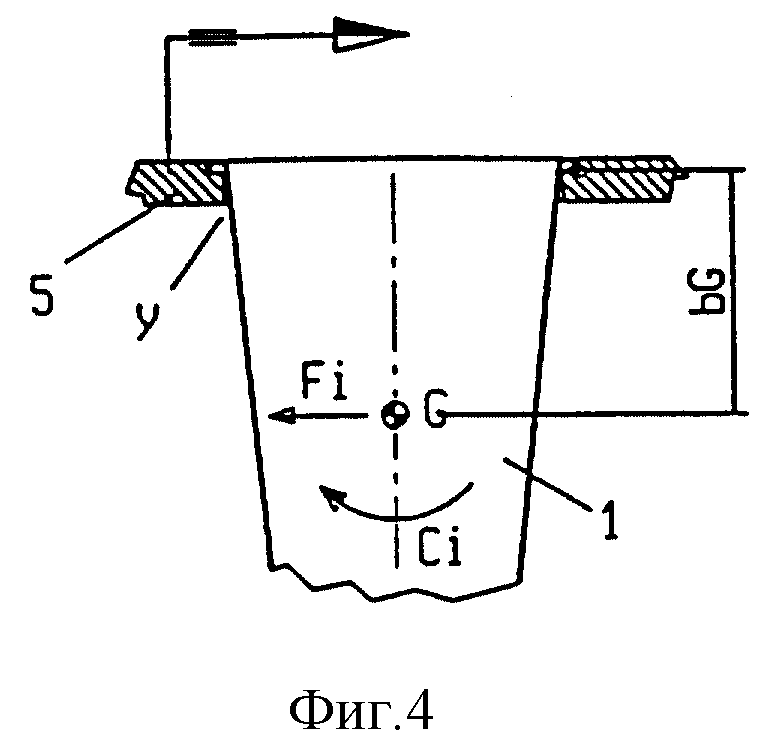
В самом деле, можно видеть, что фиг.1-6 из сопутствующих рисунков показывают контейнер в виде усеченного конуса с выступающим краем в виде стаканчика 1, вставленного в два различных гнезда (сквозные отверстия) 2 и 3 (причем последнее подогнано к периферической выемке 3а, к которой может примыкать край 1а контейнера), в соответствующей переносящей пластине или направляющем шаблоне 4 и 5. Так как каждая пластина или направляющий шаблон быстро движутся с шагом скорости работы термоформующей машины, изготовляющей изделия, эти изделия в направляющем шаблоне периодически подвергаются ускорению, как при движении вперед, так и при остановке. Поскольку центр тяжести G каждого изделия 1 находится вне плоскости расположения направляющих шаблонов 4 и 5, когда бы изделие ни подвергалось ускорению, оно также подвергается поворачивающему вверх моменту импульса, который стремится наклонить изделие по отношению к вертикали пропорционально плечу bG (фиг. 1 и 4). Ввиду этого наклона (угол α - фиг. 2 и 5) этот момент импульса может также вызвать вредный удар или по боковой стенке контейнера 1 в процессе стабилизации, или по его краю (фиг. 3 и 6), а также нежелательное напластование вне оси, что почти всегда портит хороший результат последующих операций и действий над контейнером, который должен сохранять правильную, неизмененную установку или во время пошагового переноса, или при остановках на различных рабочих местах.
В случае решения, предложенного в патенте США 4464329, операции извлечения штампа не отделены от операции размещения переносящей пластины или направляющего шаблона, что является причиной того, почему следует прибегнуть к помощи состоящего из трех частей штампа (подвижного (пуансона), неподвижного (матрицы) и вспомогательного промежуточного штампа), исключительно сложного и дорогого по стоимости изготовления и приведения в действие. Кроме того, в решении Whiteside и др., во время фазы отливки кольцевая прокладка контактирует с горячими краями термоформующего штампа, и таким образом эта прокладка подвергается периодическому термоциклированию, подвергается резкому старению и потере эластичности и после ограниченного числа циклов термоформования может затвердевать до тех пор, пока это не вызовет задира (бороздчатого износа) или другой формы повреждения изделия, которое только что вышло из термоформующего штампа и еще не полностью стабилизировалось, и это несомненно увеличивает число бракованных изделий (если не используется особый и, следовательно, очень дорогостоящий материал).
Основной целью данного изобретения является устранение или значительное уменьшение недостатков в термоформующих устройствах, на которые часто жалуются, и тем самым обеспечение или быстрого извлечения термоформуемых изделий из штампа, или помещения их в стабильный ряд на матрицах или в направляющем шаблоне для последующего удаления и переноса к одному или нескольким местам обработки и/или рабочим местам.
Другой целью данного изобретения является обеспечение доступности термоформующего устройства, смонтированного с шаговым конвейером с матрицами или направляющими шаблонами для принятия изделий, только что извлеченных из термоформующих штампов и находящихся в процессе стабилизации, для возможности их переноса к множеству рабочих мест при поддерживании их установки в ненарушенном состоянии.
Эти и дальнейшие цели, которые станут более очевидными далее, достигаются посредством термоформующего устройства, содержащего термоформующую машину, смонтированную по меньшей мере с одной матрицей и контрштампом, или пуансоном, взаимно приближающимися друг к другу и устраняемыми для операций закрывания, термоформования и открывания, подающий механизм (фидер) для подачи термопластного штампуемого материала в форме ленты или пластины между каждым штампом и контрштампом, режущее средство, связанное со штампом и контрштампом, для обрезания материала ленты или пластины немедленно после закрывания штампа и контрштампа, по меньшей мере одно рабочее место или место обработки для изделий, термоформуемых в штампе или контрштампе, или в каждом штампе и контрштампе, множество средств извлечения для извлечения отливки термосформованного изделия из матрицы и удаления от штампа для транспортировки извлеченных изделий последовательно к рабочему месту или месту обработки, или к каждому рабочему месту или месту обработки, или для их переноса к принимающему шаблону для транспортировки к рабочему месту или месту обработки, или рабочим местам или местам обработки, средство удерживания, подходящее для зацепления каждого термосформованного изделия соответствующей извлекающей головкой, или же для его соответствующего принимающего шаблона, что обеспечивает его помещение в правильный ряд во время транспортировки через рабочее место или место обработки, или рабочие места или места обработки.
Дальнейшие аспекты и преимущества данного изобретения станут более очевидными из следующего подробного описания некоторых предпочтительных в настоящее время вариантов изобретения, приведенных в качестве показательных, но не исключительных примеров, со ссылкой на фиг.7-53 из сопутствующих рисунков, на которых:
фиг. 7 - схематический боковой вертикальный разрез термоформующей машины, снабженной извлекающей пластиной для термоформуемых изделий и попеременно движущимся конвейером, имеющим два копланарных шаблона;
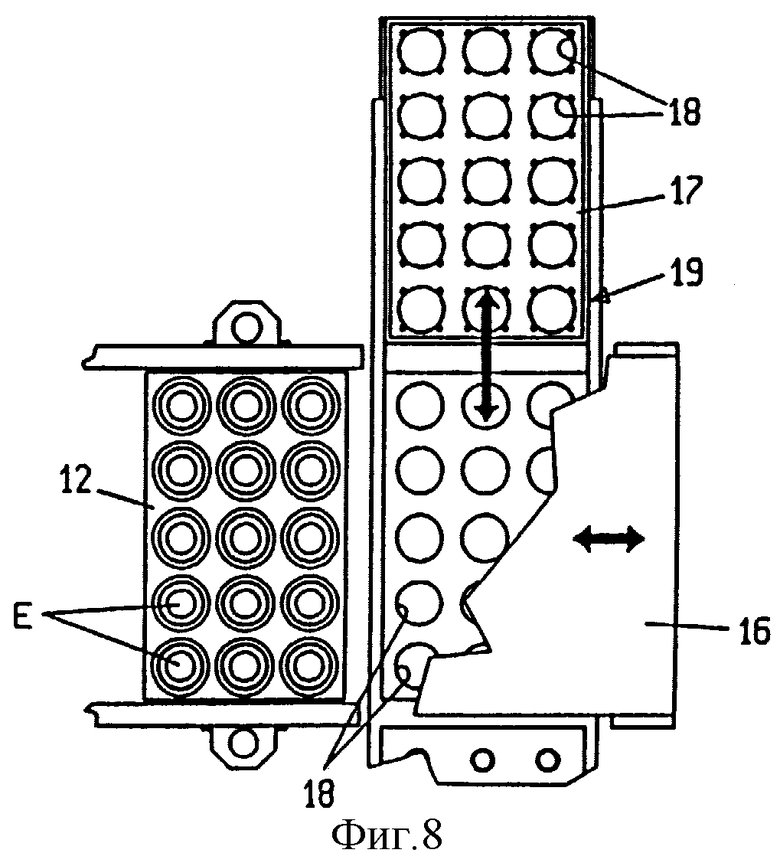
фиг. 8 - частичный вид сверху матрицы термоформующей машины, конвейера и извлекающей пластины фиг. 7;
фиг. 9 - вид сверху, иллюстрирующий вариант типа карусели с четырьмя плечами;
фиг. 10 показывает в схематическом сечении и в боковом вертикальном разрезе термоформующую машину, смонтированную с извлекающей термосформованные изделия пластиной и с цепным конвейером (с прямым и обратным ходом, параллельными, но движущимися в противоположных направлениях), подогнанным к принимающим изделия шаблонам, движущимся последовательно, сначала в одном направлении (прямой ход), а затем в другом (обратный ход);
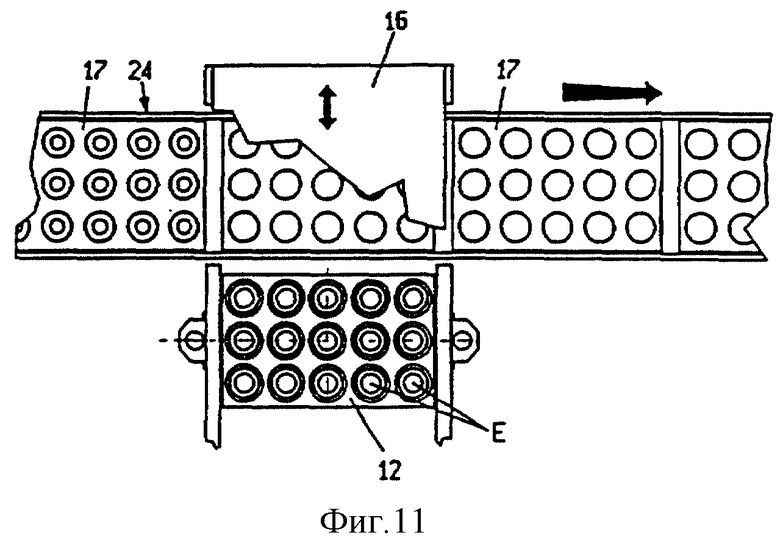
фиг. 11 иллюстрирует частичный вид сверху матрицы термоформующей машины, конвейера и извлекающей пластины фиг.10;
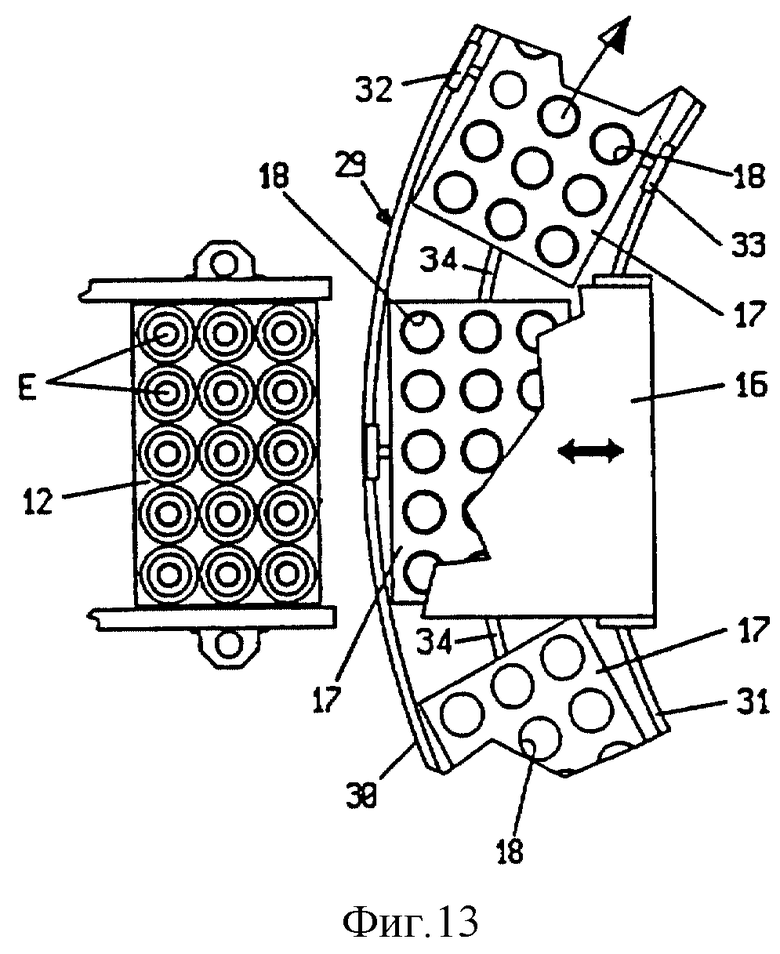
фиг. 12 и 13 являются соответственно боковым видом в вертикальном разрезе и видом в разрезе сверху, подобными видам фиг. 10 и 11, но с конвейером с шаблонами, смонтированными и передвигаемыми вдоль двух круговых, коаксиальных и копланарных направляющих рельсов;
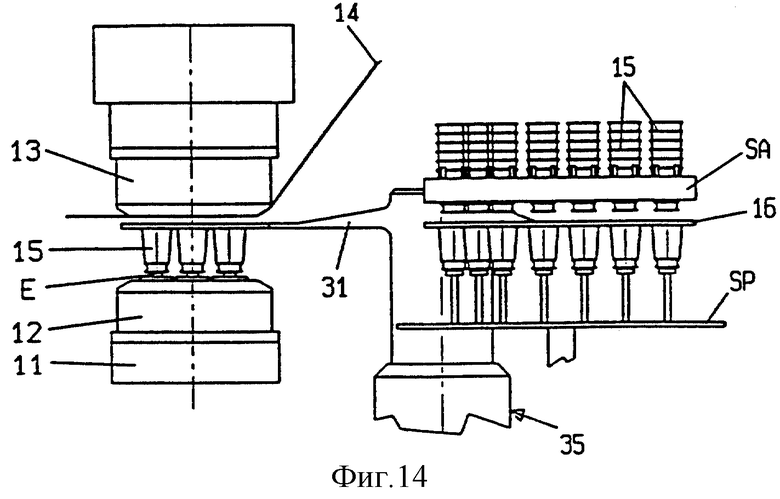
фиг. 14 и 15 являются соответственно боковым видом в вертикальном разрезе и видом сверху в разрезе, подобными видам фиг. 10 и 11, но с конвейером типа карусели с тремя пластинами или шаблонами, действующими или как извлекающие пластины для штампа, или как конвейер;
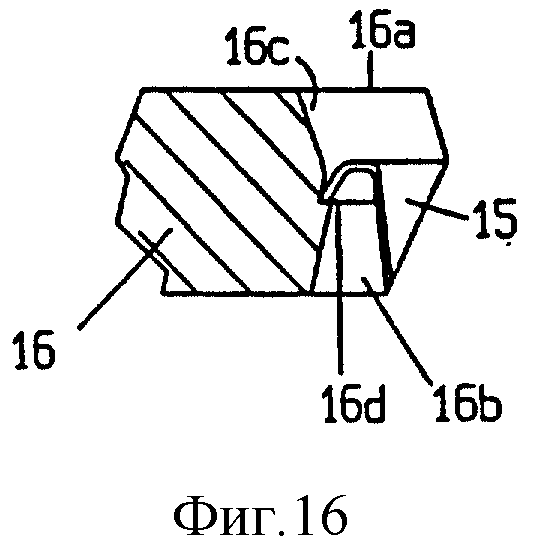
фиг. 16 показывает деталь гнезда (места принятия) для термосформованного изделия, обеспеченную в шаблоне;
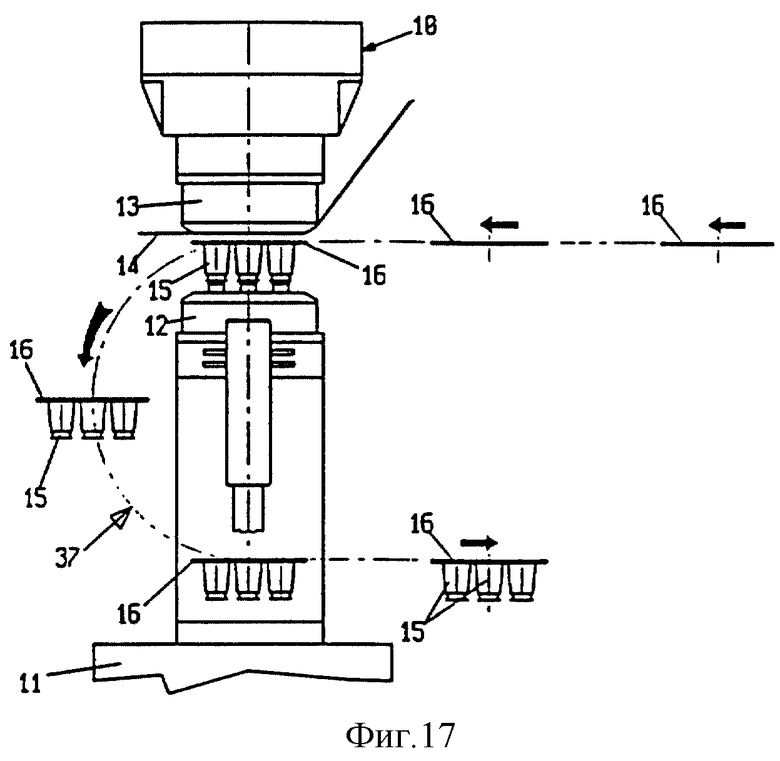
фиг. 17 - схематичный фронтальный вид в вертикальном разрезе, иллюстрирующий термоформующую машину с конвейером с шаблонами, смонтированными на цепях, где шаблоны конвейера так же действуют, как извлекающие пластины для изделий, термосформованных штампом;
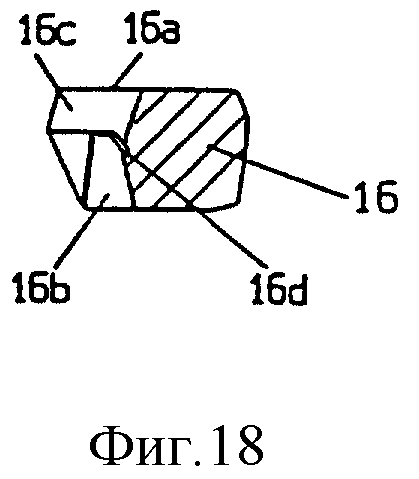
фиг. 18 показывает деталь в увеличенном масштабе шаблона конвейера фиг. 17;
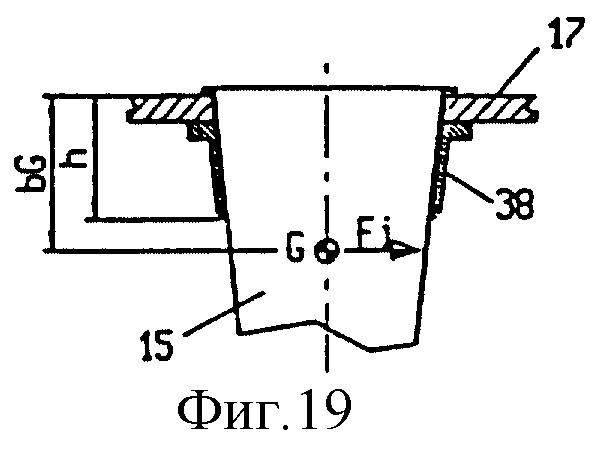
фиг. 19 - частичный вид в разрезе шаблона конвейера с гнездом, снабженным удерживающей втулкой, и контейнером, вставленным в нее;
фиг. 20 иллюстрирует деталь шаблона фиг. 19 в увеличенном масштабе;
фиг. 21 иллюстрирует частичный вид в разрезе другого шаблона конвейера, подобного шаблону конвейера фиг. 19, но также сформованного с кольцевой выемкой для принятия края контейнера;
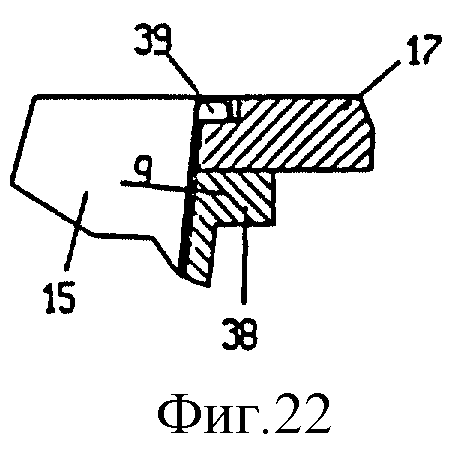
фиг. 22 иллюстрирует деталь в разрезе в увеличенном масштабе фиг. 21;
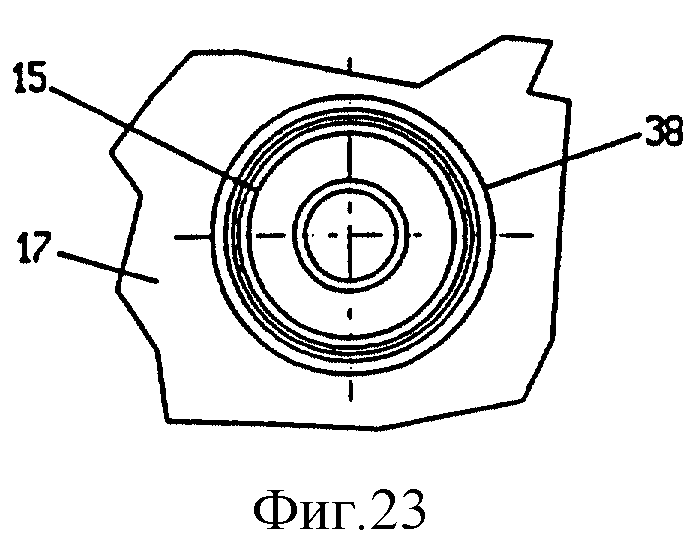
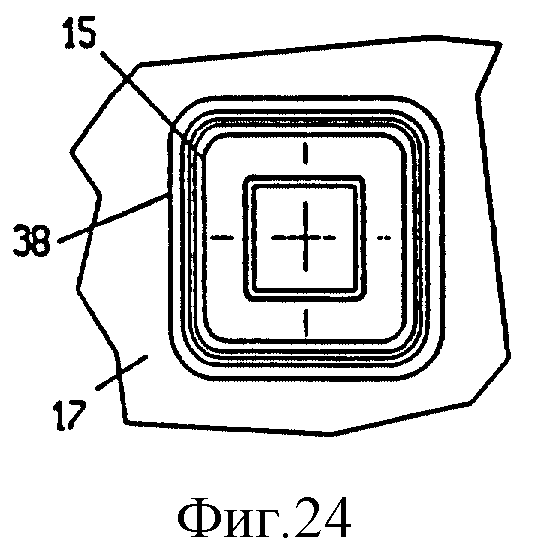
фиг. 23 и 24 - виды сверху, иллюстрирующие возможные формы в круговом, прямоугольном или квадратном виде сверху контейнера фиг. 19 и 21;
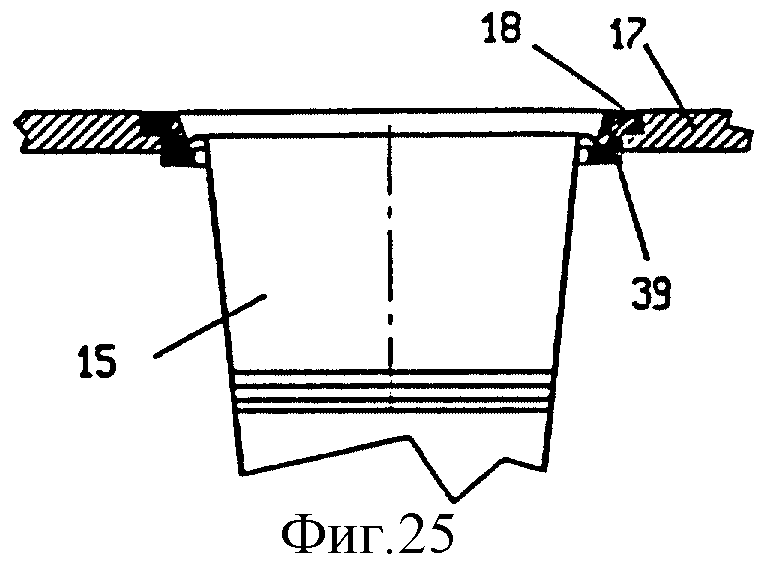
фиг. 25 - локальный вид в разрезе, показывающий другой вариант гнезда в шаблоне для термоформуемых изделий;
фиг. 26 показывает деталь в разрезе фиг. 25;
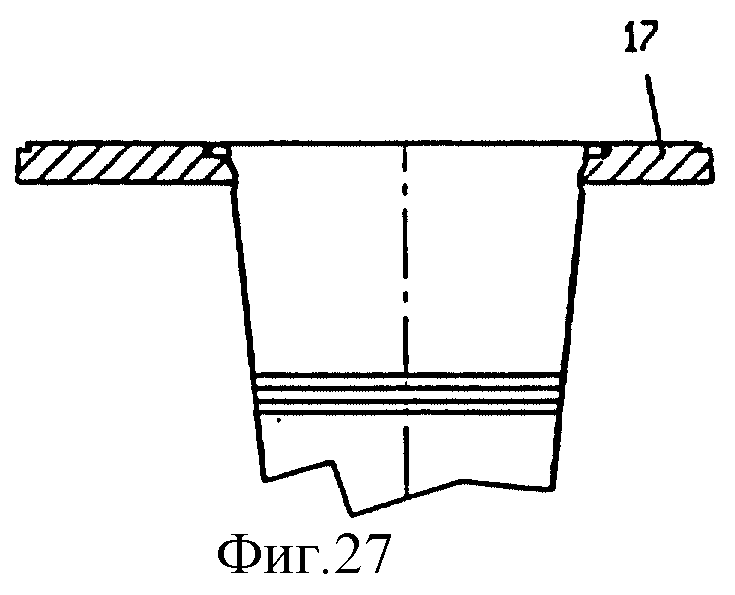
фиг. 27 показывает вид в разрезе дальнейшего варианта гнезда для принимающего термосформованные изделия шаблона;
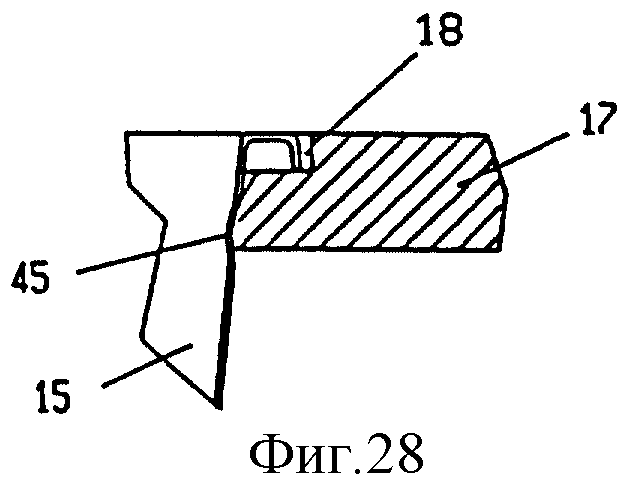
фиг. 28 иллюстрирует деталь фиг. 27;
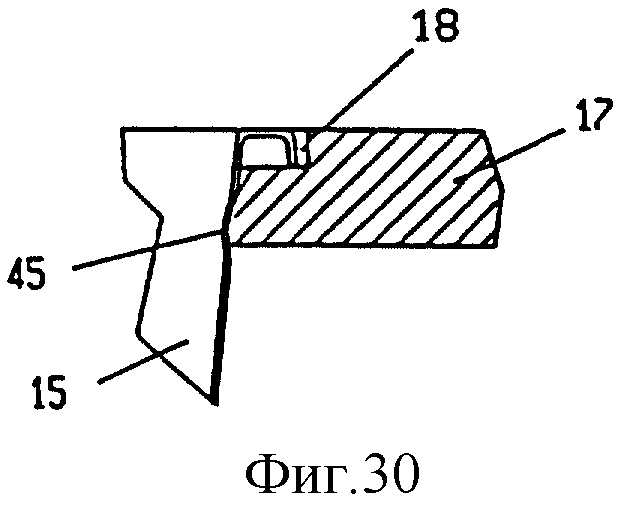
фиг. 29 - вид в разрезе, показывающий шаблон с принимающим гнездом, снабженным переходной втулкой для удерживания контейнера;
фиг. 30 показывает деталь фиг. 29;
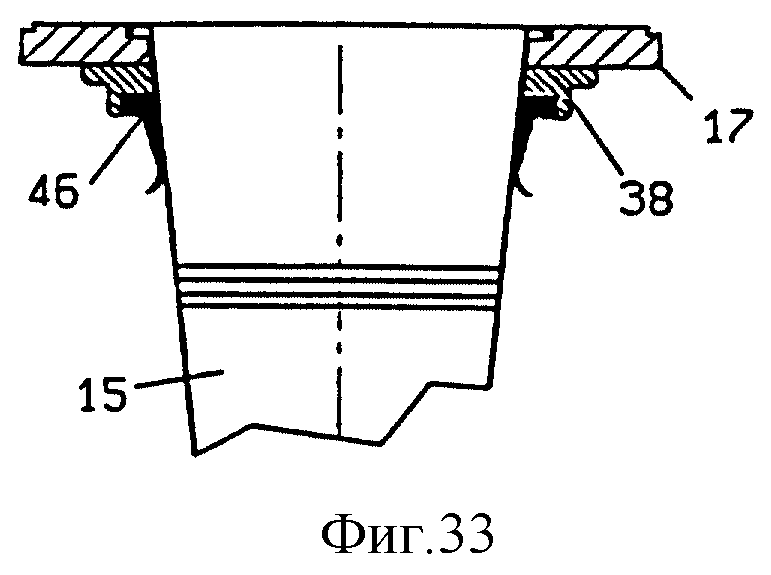
фиг. 31 и 33 и соответствующие детали фиг. 32 и 34 иллюстрируют два варианта шаблона конвейера, смонтированного с упругим средством ограничения термосформованных изделий;
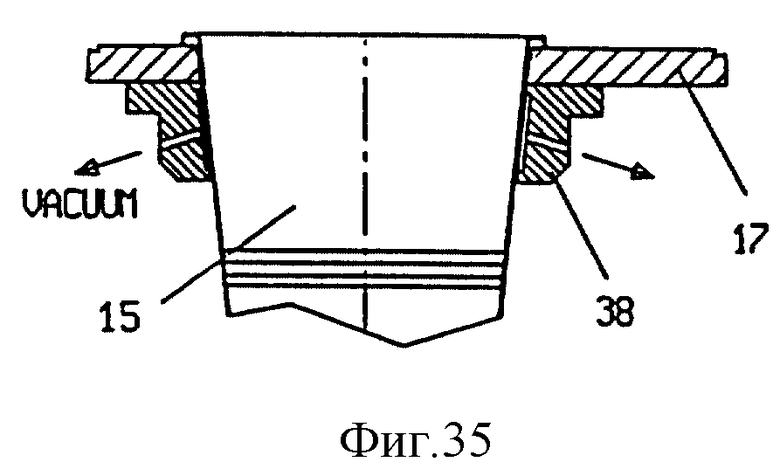
фиг. 35 иллюстрирует частичный вид в разрезе принимающего гнезда для термосформованного изделия в шаблоне конвейера со средством вакуумного удерживания;
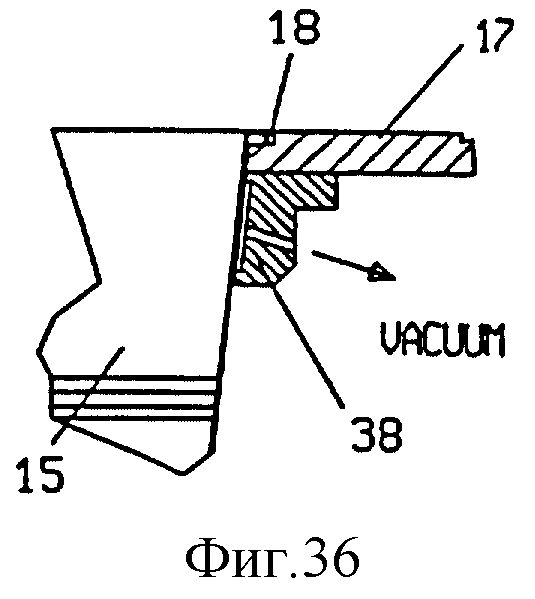
фиг. 36 показывает вариант фиг. 35;
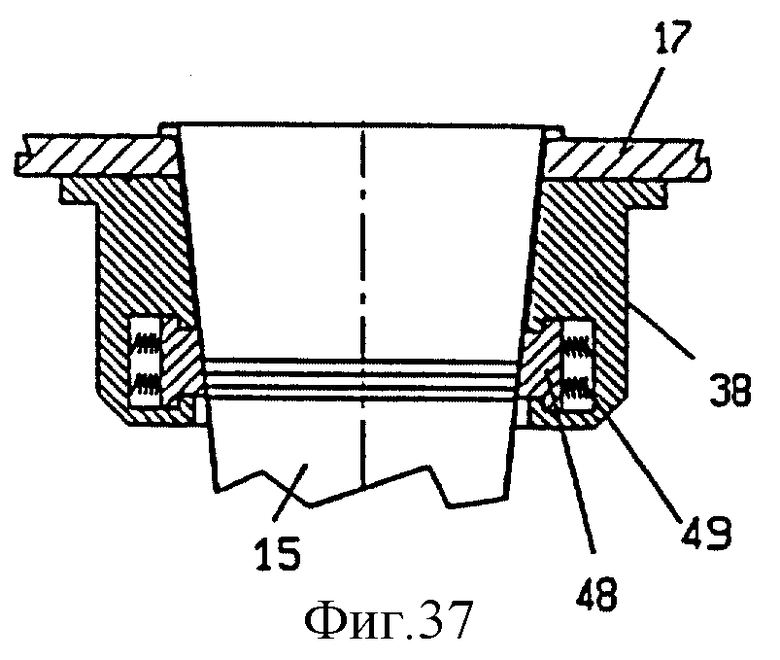
фиг. 37 - вид в разрезе, показывающий принимающее гнездо для термосформованных изделий, снабженное средством упругого удерживания;
фиг. 38 показывает модификацию фиг. 37;
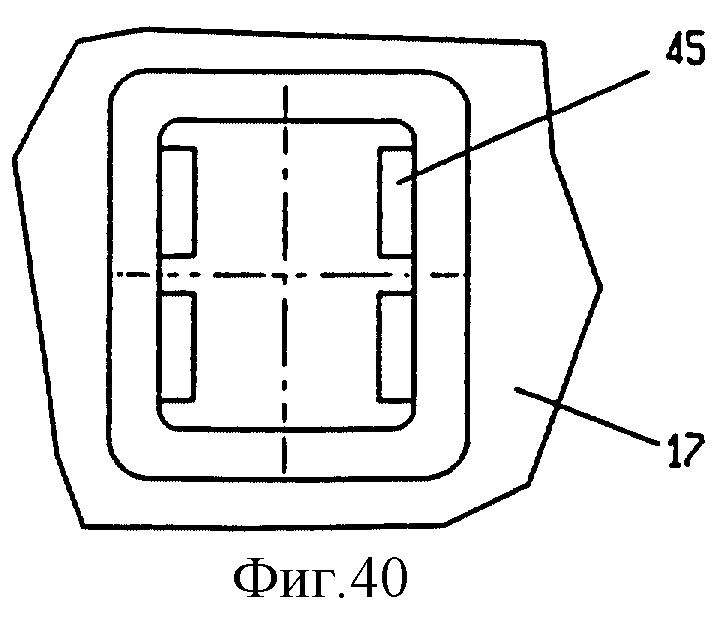
фиг. 39 и 40 - виды сверху, иллюстрирующие круговую и прямоугольную форму термоформуемого изделия фиг. 37 и 38;
фиг. 41 показывает частичный вид в разрезе другого варианта принимающего гнезда для термосформованных изделий шаблона конвейера, снабженного средством механического удерживания;
фиг. 42 и 43 показывают детали и варианты пластины или шаблона фиг. 41;
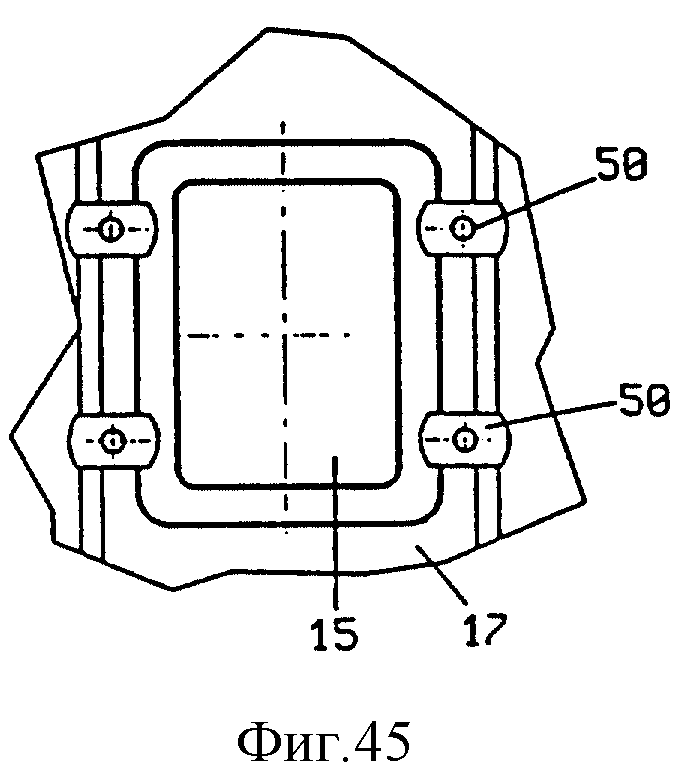
фиг. 44 и 45 - виды сверху, показывающие круговую и прямоугольную форму термоформуемого изделия, устанавливаемого в пластинах фиг. 41-43;
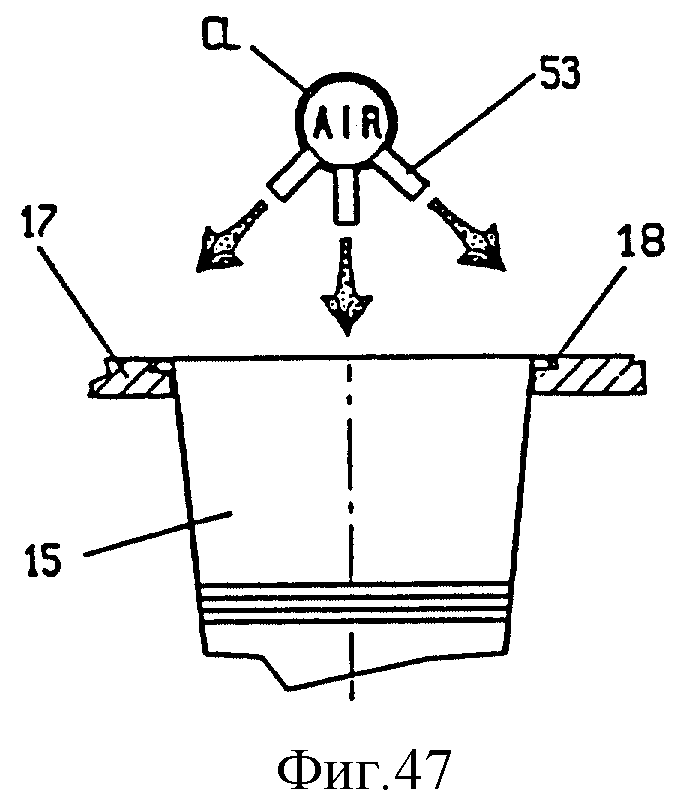
фиг. 46 и 47 показывают два зажимных гнезда для пластинки шаблона конвейера для термоформуемых изделий с пневматическим средством для удерживания на месте;
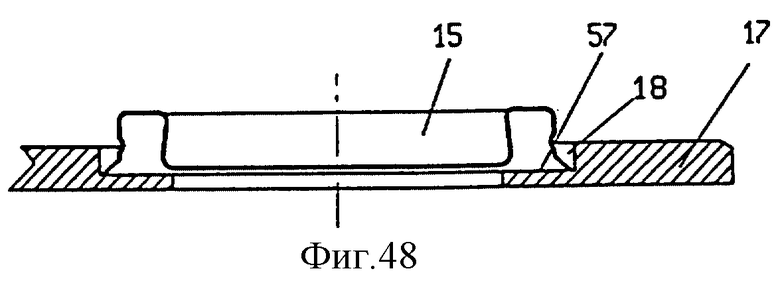
фиг. 48 и 49 показывают два частичных вида в разрезе двух различных вариантов принимающего гнезда для термоформуемого покрытия в шаблоне конвейера;
фиг. 50 показывает принимающее гнездо шаблона конвейера, содержащего поднятый толкающий стержень;
фиг. 51 показывает частичный вид в разрезе принимающего гнезда с несущей выемкой для края термоформуемого изделия;
фиг. 52 иллюстрирует частичный вид в разрезе принимающего гнезда в шаблоне конвейера для термоформуемых изделий и
фиг. 53 показывает вариант фиг. 52.
На прилагаемых чертежах одни и те же или подобные части или составляющие элементы отмечены одними и теми же позициями.
Со ссылкой прежде всего на вариант на фиг. 7 и 8 позицией 10 обозначено термоформующее устройство, содержащее основание 11, на котором смонтирована вертикально подвижная матрица 12. Выше матрицы 12, как обычно в термоформующей технологии, обеспечен пуансон или контрштамп 13, который, в свою очередь, может быть опущен или поднят относительно матрицы и синхронно с ней для выполнения требуемых операций закрывания и открывания штампа, а также обрезания термоформуемого материала в виде ленты или пластины 14, подаваемого любыми подходящими средствами между штампами 12 и 13 при их нахождении в открытом положении.
Изделия 15 (обычно контейнеры - стаканы, чашки, миски, колпачки и т.п.), полученные термоформованием в матрице 12, после открывания или взаимного удаления штампов 12 и 13, должны быть извлечены из матрицы, причем эта операция облегчается путем обеспечения извлекающих элементов E (одного для каждого термоформуемого изделия), поднимающихся из основания матрицы во время фазы открывания штампов. Изделия отделяются от штампа 12 при помощи извлекающей пластины 16, например, всасывающей пластины, как описано в итальянских патентах N 1175178 и N 1218634, упомянутых выше, которая приводится в действие со скоростью удаления штампов 12 и 13 и извлекает все отливочные изделия, присутствующие в матрице 12, и переносит их в направляющую линейку или шаблон 17, снабженный таким количеством принимающих гнезд отверстий 18, которое равно числу изделий 15, составляющих отливку.
Шаблоны 17 принадлежат конвейеру 19 с двумя шаблонами, попеременно движущимися, один - с одной стороны штампа 12, а другой - с другой стороны, так что один шаблон двигают горизонтально относительно матрицы, в то время как другой находится спереди от нее, готовый для принятия отливки изделий из извлекающей пластины 16. В их латеральном положении шаблоны 17 доставляют изделия 15 к месту манипулирования и/или месту обработки, например, месту стерилизации и укладки изделий.
Вариант фиг. 9 касается конвейера типа карусели 20, содержащего четыре шаблона 17, расположенных под углами 90o, для вращения в заданном направлении для помещения под извлекающей пластиной 16, для принятия из нее отливки изделий 15 для переноса.
Фиг. 10 и 11 иллюстрируют вариант, в котором шаблоны 17 помещены под шаговым конвейером 24, содержащим две цепи 25, которые оборачиваются вокруг соответствующих цепных колес 26 на концах конвейера, и пролет, на котором смонтировано множество шаблонов 17, которые размещены в верхнем ходе 27 непосредственно под рабочей трассой извлекающей пластины 16 и в нижнем ходе 28, который движется в противоположном верхнему ходу направлении. Можно обеспечить множество рабочих и/или мест манипулирования для изделий 15, размещенных на шаблонах вдоль конвейера 25 как вдоль его верхнего хода 27, так и его нижнего хода, а также в концевых колесах 26.
Вариант, показанный на фиг. 12 и 13, касается конвейера 29, содержащего единственный ход, горизонтальный, но круговой по форме, подходящий для движения множества шаблонов 17 в последовательности, заставляющей их пошагово вращаться все в одном и том же направлении под извлекающей пластиной 16.
По желанию каждый шаблон 17 может быть легко смонтирован на паре закрепленных, круговых, горизонтальных рельсовых путей 30 и 31, например, посредством двух ползунков или кареток, соответственно 32 и 33, и соединен обычно тросом или цепью или подходящим связывающим средством 34 или с предыдущим шаблоном, или со следующим шаблоном на круговом конвейере 29. Последовательный ряд шаблонов, конечно, приводится во вращение шаговым мотором с шагом, который заставляет многочисленные шаблоны вставать по очереди под извлекающей пластиной 16.
Вариант, показанный на фиг. 14-16, касается конвейера типа карусели 35 с тремя плечами 36, отстоящих на угол 120o, каждый из которых поддерживает извлекающую пластину 16 в его конце. Каждая извлекающая пластина 16, следовательно, последовательно передвигается в три различных рабочих положения, а именно: одно для извлечения между открытыми штампами 12 и 13, одно промежуточное, где, например, изделия 15 маркируются или просверливаются или обрабатываются другим образом или подвергаются механической обработке на конкретном рабочем месте (не показано на фигурах), и одно терминальное (все расположены вдоль трассы извлекающей пластины 16), где те же изделия 15, например, укладываются в штабель в штабелирующий блок SA, подобный блоку фиг. 7.
Как можно видеть из фиг. 16, извлекающие пластины 16 могут также отличаться от всасывающей пластины и могут иметь принимающие отверстия 16а, механически обработанные вдоль их толщины для того, чтобы представить две кольцевых наклонно плоских поверхности 16а и 16b, которые ограничивают между ними экваториальное плечо 16d с внутренним углом, слегка подрезанным для зацепления и крепкого удерживания в положении свободного края (обода) соответствующего изделия 15.
Последнее, будучи поднятым извлекающими элементами E, выталкивается для скольжения его краем вдоль конической поверхности 16b и защелкивается в положение зацепления с плечом 16d, а затем транспортируется вдоль рабочего пути, содержащего промежуточное и конечное место для соответствующей извлекающей пластины 16. На конечном месте легкий нажим на основание контейнера подходящим нажимным устройством SP (фиг.14) высвобождает контейнер из его принимающего гнезда для последующего движения в штабелирующий блок SA.
Подобной конструкцией является конструкция, проиллюстрированная на фиг. 17 и 18, на которых множество извлекающих пластин, таких как пластины на фиг. 14-16, смонтировано на цепном конвейере 37 типа конвейера 24, в котором ход, например, верхний ход, простирается между штампами 12 и 13, при их нахождении в открытом положении, и несет в шаговой последовательности различные пластины 16 для загрузки изделиями, которые затем переносятся последовательно в заданное число рабочих мест или мест для манипулирования.
Фиг. 19-24 иллюстрируют шаблон 17, который в каждом принимающем отверстии 18 имеет на его удаленной от извлекающей пластины 16 поверхности коническую втулку 38, в которой изделия 15 могут точно попадать в свое местоположение, где они могут, таким образом, примыкать своим краем или прямо к другой поверхности шаблона (фиг. 19 и 20), или к подходящей кольцевой выемке 39, которая способствует обеспечению большей стабильности и точности в удерживании изделий 15 как круговой, так и квадратной или прямоугольной конфигурации при виде сверху в правильном расположении (установке).
Как можно видеть, фактически поворачивающий вверх момент импульса, обусловленный плечом bG и силой инерции в центре тяжести G изделий 15, полностью нейтрализуется формовым зацеплением, обеспечиваемым втулкой 38 и толщиной шаблона, имеющего общую высоту h. В свою очередь, высота h определяется как функция как формы изделия 15, так и промежутка g между стенкой изделия и внутренним диаметром соответствующего принимающего гнезда 16а.
Вариант, показанный на фиг. 25 и 26, касается переходной втулки 39, устанавливаемой в каждом двухдиаметровом принимающем отверстии 18 шаблона 17 и имеющей внутренний диаметр, ограниченный более высоким коническим разрезом 40, подрезанной промежуточной частью 41 с отрицательным углом α, например, от 3o до 10o, предпочтительно, приблизительно 5o, кольцевым буртиком 42 в подрезанной части, за которым следует цилиндрическая концевая часть 41. Изделия 15, высвобожденные извлекающей пластиной 16, помещаются в соответствующую втулку 39 при их крае, скользят вдоль конической части 40, пока не защелкиваются с конической частью 40, в которой они остаются "упруго зажатыми" в правильном положении.
Шаблоны 17 фиг. 27-30 имеют отверстия 18, снабженные принимающей конической верхней частью 44 и соединенной нижней частью 45, но с внутренним диаметром, немного меньшим, чем наружные размеры изделия 15 вблизи его края. Также в этом случае изделие 15 "упруго зажато" и, следовательно, установлено стабильным образом внутри соответствующего принимающего отверстия, из которого оно может быть вынуто кверху исключительно посредством достаточного толчка снизу вверх.
Поскольку промежуток g между внутренним диаметром принимающего места 18 в шаблоне 17 и стенками изделия 15 отсутствует, нет необходимости в обеспечении какого-либо кольцевого средства для увеличения толщины шаблона 17.
Вариант фиг. 31-34 подобен варианту фиг. 19-22, за исключением того, что нижняя часть 46 втулки 38 состоит из деформируемого упругого материала, подходящим образом закрепленного на втулке и предназначенного для приложения умеренного давления на внешнюю поверхность изделия.
Фиг. 35 и 36 показывают отверстия для вакуумной пневматической цепи (не показанной и связанной с подходящим всасывающим средством), образованной во втулке 38 и имеющей функцию поддержания термоформуемых изделий 15 в стабильной установке.
Фиг. 37 и 38 иллюстрируют имеющие подходящую форму храповики 48, установленные во втулке 38, смонтированные на заданном расстоянии от шаблона 17 для того, чтобы их можно было передвигать радиально или иным образом вдоль поперечной плоскости (предпочтительно перпендикулярно) по отношению к оси соответствующего изделия 15 для запирания его на месте. Храповики 48 упруго нагружены, например, одной или несколькими пружинами 49.
Фиг. 39-45 показывают эксцентрические механические держатели 50, каждый из которых смонтирован в соответствующем принимающем отверстии 18 на шаблоне 17 и является подвижным, например, путем вращения вокруг оси, перпендикулярной к шаблону 17, к которому он принадлежит, между рабочим положением, в котором он зацепляет край изделия 15, и нерабочим освобожденным положением. Приведение в действие держателей 50 может быть выполнено посредством зубчатой рейки, управляемой подходящим источником движения, таким как пневматический домкрат, и выполненной как одно целое шестерни 52 во вращении с соответствующим держателем 50.
Примеры вариантов фиг. 46 и 47 касаются средства удерживания, генерирующего воздушные струи 53 через патрубок CL, которые прикладывают толкающее давление на изделие 15 в правильной установке в соответствующем принимающем гнезде 18 и с их краем, примыкающим к шаблону 17.
Средства удерживания на месте для крышек 15 проиллюстрированы на фиг. 48 и 49 и содержат несущий буртик 57 в каждом принимающем гнезде 18, которое имеет два диаметра, или же кольцевой выступ 59, зацепляющий внутренний диаметр фланца 60 крышки (фиг.49).
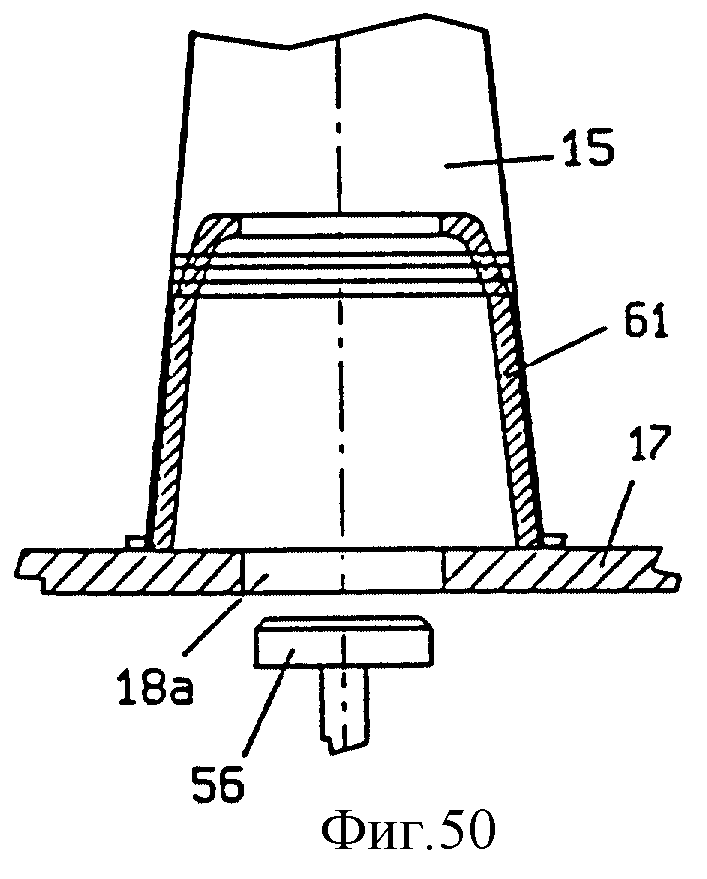
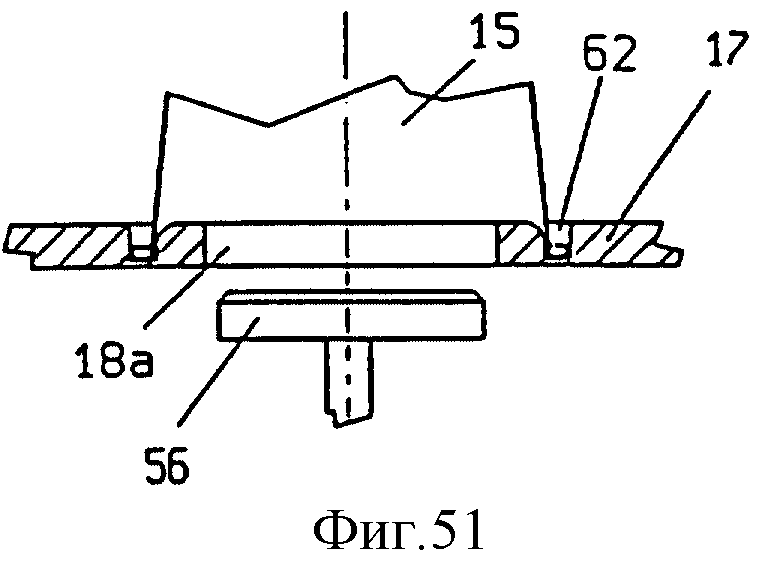
Фиг. 50 и 51 показывают средство удерживания изделий 15, поддерживаемых перевернутыми во время переноса к различным рабочим местам или местам обработки. фиг. 50 иллюстрирует некоторый тип толкающего стержня 61, который поднимается от поверхности шаблонов 17 в глухое принимающее гнездо 18а, тогда как на фиг. 51 глухие принимающие отверстия 18 снабжены кольцевыми желобками 62, к которым будет примыкать свободный край перевернутого изделия 15. Удаление выполняют, например, посредством толкающего стержня 56.
Фиг. 52 и 53 иллюстрируют средство удерживания 54 чашек с отверстием 55 в основании. Чашку 54 помещают сходным образом во втулку 38 так, чтобы она соответствовала каждому принимающему отверстию 18 шаблона 17 для приема и полного охватывания изделия 15 (даже если оно не снабжено отфланцованным или загнутым краем), чтобы тем самым препятствовать любому боковому смещению, но с возможностью его легкого вытеснения из чашки 54 под действием толкающего стержня 56 через отверстие 55.
Как видно из технического решения, в соответствии с данным изобретением гарантируется надежное, устойчивое, единообразное помещение изделий для неограниченного числа отливок таким образом, чтобы на одних и тех же изделиях, во время их нахождения в процессе стабилизации, можно было бы выполнять ряд операций окончательной отделки и/или украшения с большой точностью и без брака, связанного с их выниманием.
Вышеописанное изобретение может иметь многочисленные модификации и вариации в пределах защищающего объема, определяемого сферой действия формулы изобретения.

























Изобретение может быть использовано для термоформования материалов в форме ленты или листа. Термоформующее устройство содержит термоформующую машину с, по меньшей мере, одной матрицей и пуансоном, приближаемыми или удаляемыми. Термоформующая машина содержит подающий механизм между каждой матрицей и пуансоном, режущее средство, связанное с матрицей и пуансоном для определения материала ленты или пластины после закрытия матрицы и пуансона. Устройство снабжено, по меньшей мере, одним рабочим местом или местом обработки термосформованных изделий, извлекающим подхватывающим средством для извлечения изделия из матрицы и транспортирования его к рабочему месту или переноса к принимающему транспортирующему шаблону. Шаблон снабжен принимающими отверстиями, имеющими конфигурацию гнезда, соответствующего конфигурации матрицы. Устройство имеет удерживающее средство для зацепления термосформованного изделия с помощью извлекающей головки или шаблона для обеспечения расположения изделия в правильном положении при его перемещении через рабочее место или место обработки. Удерживающее средство на каждом шаблоне снабжено конической втулкой, размещенной внизу каждого принимающего отверстия для точной установки изделия в каждом транспортирующем шаблоне напротив извлекающего подхватывающего средства. Устройство обеспечивает надежное и точное транспортирование изделий в правильном положении во время их отделки и обработки. 4 с. и 13 з.п.ф-лы, 53 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| НОЖЕВАЯ ПОЧВООБРАБАТЫВАЮЩАЯ ФРЕЗА С ПРИСОБЛЕНИЕМ ДЛЯ ИЗВЛЕЧЕНИЯ СОРНЫХ ТРАВ И КАМНЕЙ | 1922 |
|
SU611A1 |
