ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Данное изобретение относится в целом к машинам для обжатия, более точно к обжимным муфтам и штампам, используемым для удерживания труб в таких машинах во время процесса обжатия.
Обжатие предусматривает сужение стержня или трубы, например посредством ковки, забивания или сжатия. Обжатие также может включать соединение вместе двух компонентов с помощью аналогичных манипуляций. Например, фитинг в качестве соединительного элемента может быть присоединен к наружной поверхности трубы посредством любой из операций ковки, забивания или сжатия. Обычно фитинг надевают на наружную сторону стержня или трубы и затем подвергают обжатию до заданного положения, предпочтительно по существу в том месте, где он находится. Обжатие представляет собой обычный способ, применяемый на практике для присоединения фитингов к трубам. Множество труб может быть соединено вместе с помощью фитингов, которые были присоединены к любому или к обоим концам труб посредством обжатия.
Несмотря на то, что обжатие может быть выполнено вручную, машины для обжатия используются для автоматизации и облегчения процесса присоединения фитинга к трубе посредством обжатия. Имеется большое множество машин для обжатия. Большинство из них включают средства для удерживания одного или более обжимных штампов. Обжимной штамп обеспечивает удерживание фитинга и трубы на месте во время процесса обжатия. Когда фитинг и труба находятся в заданном положении в обжимном штампе, давление прикладывают к наружной поверхности фитинга в том месте, где он находится в контакте с наружной поверхностью трубы. Это достигается или путем поворота детали, трубы, стержня или т.д., подлежащего обработке, или путем поворота устройств для обжатия вокруг детали, которая остается в фиксированном положении. В альтернативном варианте давление может быть приложено к трубчатой обрабатываемой детали изнутри трубы посредством расширителя. Это называют внутренним обжатием с помощью роликов.
В большинстве случаев фитинг больше трубы. Принимая во внимание то, что два элемента [фитинг и труба] находятся в непосредственной близости друг от друга внутри обжимного штампа или комплекта обжимных штампов, необходимо иметь средство для захвата трубы внутри обжимного штампа с целью удерживания ее зафиксированной на месте во время процесса обжатия. Такое средство представляет собой установленную по плотной посадке, кольцевую вставку, в которую вставляют трубу и которая расположена в выемке в обжимном штампе. Вставка, обычно, изготовлена из неметаллического материала, такого как найлон. Найлоновая вставка обеспечивает подклинивание трубы на месте внутри обжимного штампа. При внутреннем обжатии с помощью роликов с целью установки фитинга и трубы в заданном положении используют пакет из противолежащих половин штампа. Каждая половина имеет найлоновую вставку с формой полукольца. Трубу и фитинг устанавливают в одной из половин и затем зажимают в заданном положении, когда вторую половину обжимного штампа сопрягают с первой.
Было установлено, что найлоновая вставка не обеспечивает надлежащего удерживания трубы на месте во время процесса обжатия. А именно, поскольку вставка изготовлена из вязкоупругого материала, она часто не обеспечивает приложения надлежащего усилия зажима во время процесса обжатия, связанного со значительными нагрузками. В результате труба поворачивается и/или смещается в аксиальном направлении во время выполнения обжатия. Кроме того, величина усилия зажима, создаваемого в пакете обжимного штампа, зависит от допусков отдельного обжимного штампа и износа обжимного штампа при использовании найлоновых вставок. Следовательно, оператору часто необходимо удерживать трубу на месте с целью предотвращения поворота и смещения в аксиальном направлении. Это ограничивает эффективность автоматизированного процесса обжатия, сводит к минимуму возможность оператора выполнять другие задачи и приводит к увеличению выпуска бракованных деталей. Следовательно, существует необходимость в создании обжимного штампа и приспособления для сопряжения обжимного штампа с трубой, которые обеспечивают гарантированное удерживание трубы и фитинга на месте во время обжатия.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Эта необходимость обеспечивается посредством настоящего изобретения, в соответствии с которым предложен узел, состоящий из обжимного штампа и муфты, предназначенный для удерживания трубы и ее фитинга на месте в машине для обжатия. Узел включает муфту, установленную на обрабатываемой детали с возможностью разжима, и обжимной штамп, выполненный с возможностью вставки в машину для обжатия. Обжимной штамп имеет паз для обрабатываемой детали и выемку для муфты, выполненные на рабочей поверхности обжимного штампа. Выемка для муфты выполнена с такой конфигурацией, которая обеспечивает возможность удерживания муфты, которая, в свою очередь, присоединена к обрабатываемой детали с охватыванием ее. Муфта имеет первую зажимную часть и вторую зажимную часть, которые соединены вместе во время процесса обжатия. Для изогнутых обрабатываемых деталей муфта имеет на одной из своих торцевых поверхностей скошенную часть, предназначенную для размещения изогнутой части обрабатываемой детали. Выемка для муфты и сама муфта могут иметь шестиугольную форму. В том случае, когда фитинг должен быть присоединен к обрабатываемой детали путем обжатия, на рабочей поверхности обжимного штампа образована выемка для фитинга. Кроме того, деталь, имитирующая фитинг, может быть использована для фиксации положения муфты на обрабатываемой детали перед обжатием последнего фитинга.
Сущность настоящего изобретения и его преимущества по сравнению с известным уровнем техники станут очевидными при изучении нижеследующего подробного описания и приложенной формулы изобретения, приведенных со ссылкой на сопровождающие чертежи.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предмет изобретения конкретно указан и четко заявлен в заключительной части описания. Однако изобретение можно лучше понять при изучении нижеприведенного описания, рассматриваемого совместно с сопровождающими чертежами, на которых:
На фиг. 1 изображен перспективный вид первого варианта осуществления узла, состоящего из обжимного штампа и муфты, согласно настоящему изобретению, при этом на фиг. 1 показана одна из двух частей обжимного штампа, представляющих собой зеркальное отображение друг друга, и труба с установленными на ней фитингом и муфтой.
На фиг. 2 изображен вид сверху части обжимного штампа на фиг. 1 с трубой, фитингом и муфтой, установленными в заданном положении.
На фиг. 3 изображен перспективный вид муфты первого варианта осуществления настоящего изобретения, которая показана частично открытой.
На фиг. 4 изображен перспективный вид второго варианта осуществления узла, состоящего из обжимного штампа и муфты, согласно настоящему изобретению, при этом показана одна из двух частей обжимного штампа, представляющих собой зеркальное отображение друг друга, и труба с установленными на ней фитингом и муфтой.
На фиг.5 изображен вид сверху части обжимного штампа на фиг. 4 с трубой, фитингом и муфтой, установленными в заданном положении.
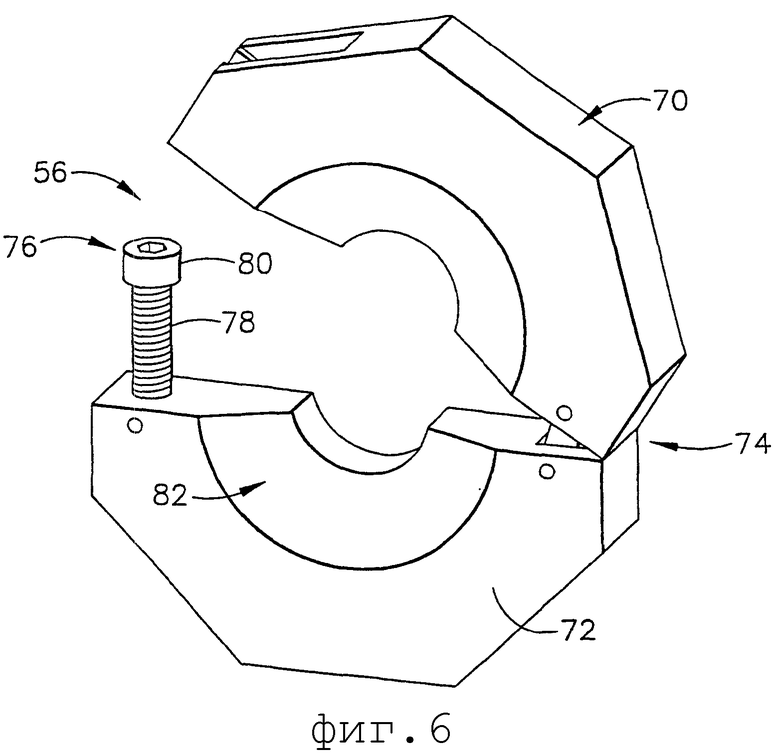
На фиг.6 изображен перспективный вид муфты второго варианта осуществления настоящего изобретения, которая показана частично открытой и со скошенной частью для приема трубы с коротким прямолинейным участком для обжатия.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Как показано на чертежах, на которых идентичные ссылочные номера обозначают одинаковые элементы, на фиг. 1 и 2 изображен первый узел 10, который состоит из обжимного штампа и муфты и который может быть использован в машине для обжатия с целью обжатия обрабатываемой детали, такой как труба 12, и фитинга 14. Узел 10 включает штамп 16 и муфту 18, которые совместно удерживают трубу 12 и фитинг 14 на месте во время обжатия. Обжимной штамп имеет выемку 20 для фитинга, выемку 22 для муфты и паз 24 для трубы на рабочей поверхности 26 обжимного штампа, обеспечивающей удерживание.
Выемка 20 для фитинга и паз 24 для трубы могут быть выполнены таких размеров, которые обеспечивают возможность размещения фитинга 14 и трубы 12 с определенными размерами. Муфта 18 выполнена с конфигурацией, которая сводит к минимуму возможность ее поворота внутри выемки 22 для муфты в процессе выполнения операции обжатия. Несмотря на то, что можно выполнить множество конфигураций, предохраняющих от поворота, один вариант состоит в выполнении выемки 22 для муфты с шестиугольной формой. При такой форме выемки муфта 18 также может иметь шестиугольную форму, как показано на фиг.1 и 3. Естественно, другие виды "противодействующих повороту" элементов могут образовывать часть муфты 18 и/или выемки 22. В качестве одного примера можно привести введение в конструкцию установочного винта.
Как также показано на фиг.1-3, выемка 22 для муфты имеет размеры, превышающие наружные размеры муфты 18. Может быть выполнен небольшой зазор между боковыми стенками выемки 22 для муфты и муфтой 18, когда муфта установлена на месте в выемке 22 для муфты. Небольшой зазор обеспечивает возможность легкой вставки и удаления муфты 18, когда он надет на трубу 12, как показано на фиг.1. Однако этот зазор не должен иметь такую большую величину, при которой возникает возможность значительного перемещения муфты 18 в продольном направлении в обжимном штампе 16.
Обжимной штамп 16 и муфта 18 могут быть выполнены из любого материала, пригодного для обжатия обрабатываемых деталей. Обжимной штамп 16 и муфта 18 могут быть изготовлены из одинакового материала, такого как сталь. В альтернативном варианте любой из элементов или оба элемента могут быть изготовлены из других пригодных материалов, включая алюминий, нержавеющую сталь, титан или никелевые сплавы, но возможные материалы не ограничены указанными выше. Муфта 18, показанная на фиг.3, имеет первую зажимную часть 28 и вторую зажимную часть 30. Первая зажимная часть 28 и вторая зажимная часть 30 соединены вместе с помощью шарнирного соединения 32. Вторая зажимная часть 30 имеет на поверхности муфты зажим муфты или фиксатор, такой как зажимной болт 34. Зажимной болт 34 имеет стержень 36 болта и головку 38 болта. Стержень 36 болта предназначен для вставки внутрь выполненного в первой зажимной части 28 паза 40 муфты. Паз 40 муфты имеет удерживающие выступы 42, на которые опирается головка 38 болта, когда обрабатываемая деталь расположена между частями 28 и 30. Головка 38 болта может быть выполнена с пазом или иметь аналогичные средства для затягивания, так что при затягивании болта относительно выступов 42 обрабатываемая деталь остается зафиксированной на месте. Шарнирное соединение 32 создает простое средство для удерживания частей 28 и 30 вместе и при этом обеспечивает возможность простой вставки и извлечения обрабатываемой детали. В альтернативном варианте муфта может быть выполнена из двух отдельных частей, которые соединяются друг с другом без возможности поворота друг относительно друга. Вместо этого две отдельные части могут быть соединены вместе с помощью альтернативного средства скрепления муфты, такого как комплект болтов и соответствующих гаек, наряду с другими широко используемыми возможными средствами присоединения.
Узел 10 на фиг.1-3, состоящий из обжимного штампа и муфты, обеспечивает возможность надежной установки обрабатываемой детали, такой как труба 12, в машине для обжатия. Он позволяет устранить проблемы, связанные с использованием найлоновой вставки. В частности, он предотвращает поворот обрабатываемой детали и смещение обрабатываемой детали в продольном направлении. Он позволяет устранить необходимость в том, чтобы оператор вручную удерживал обрабатываемую деталь на месте во время операции обжатия. Кроме того, деталь, имитирующая фитинг ("ложный" фитинг), может быть использована перед вставкой обрабатываемой детали в обжимной штамп 16. Деталь, имитирующая фитинг, в особенности фитинг такого типа, который подлежит обжатию, может быть установлена в соответствующем положении на трубе 12. После этого муфта 18 может быть зафиксирована в заданном положении на трубе 12. Эта операция может быть завершена перед инициированием процесса обжатия. Фитинг, подлежащий обжатию, и трубу 12 вместе с муфтой 18, зафиксированной в заданном положении, затем вставляют в соответствующие выемки на рабочей поверхности 26 обжимного штампа. После этого машина для обжатия может быть приведена в действие, и при наличии муфты 18 в надлежащем положении гарантируется точное смещение фитинга 14 назад на трубе 12. При этом также можно избежать того влияния, которое оказывают на процесс износ роликов и колебания допусков обжимного штампа.
Узел 10 на фиг. 1-3 пригоден для удерживания обрабатываемой детали, такой как труба 12, которая имеет "длинный" прямолинейный участок. Однако такой комплект может оказаться непригодным для обрабатываемых деталей, имеющих "короткие" прямолинейные участки по отношению к местоположению фитинга, подлежащего обжатию. На фиг.4-6 проиллюстрирован второй вариант осуществления настоящего изобретения, пригодный для обрабатываемых деталей с коротким прямолинейным участком. Второй узел 50, состоящий из обжимного штампа и муфты, может быть использован в машине для обжатия с целью обжатия короткой детали, такой как изогнутая труба 52, и фитинга 14. Узел 50 включает обжимной штамп 54 и муфту 56, которые совместно удерживают трубу 52 и фитинг 14 на месте во время обжатия. Обжимной штамп имеет выемку 58 для фитинга, выемку 60 для муфты и выполненный с фаской паз 62 для трубы и возможное, но необязательное отверстие 64 для расширителя на рабочей поверхности 66 обжимного штампа, обеспечивающей удерживание.
Выемка 58 для фитинга может быть выполнена с такими размерами, которые обеспечивают возможность размещения фитинга 14 с определенными размерами. Выполненный с фаской паз 62 для трубы обеспечивает возможность вставки труб, имеющих очень короткие прямолинейные участки, в обжимной штамп 54 без воздействия на изогнутую часть трубы 52, которая не удерживается в обжимном штампе 54. Обжимной штамп 54 также может иметь отверстие 64, обеспечивающее возможность вставки расширителя 68, если труба 52 должна быть расширена в зоне, в которой должен быть размещен фитинг 14.
Муфта 56 выполнена такой конфигурации, которая сводит к минимуму возможность ее поворота внутри выемки 60 для муфты в процессе выполнения операции обжатия. Несмотря на то, что можно выполнить множество конфигураций, предохраняющих от поворота, один вариант состоит в выполнении выемки 60 для муфты с шестиугольной формой. При такой форме выемки муфта 56 также может иметь шестиугольную форму, как показано на фиг.4 и 6. Выемка 60 для муфты имеет размеры, превышающие наружные размеры муфты 56. Может быть выполнен небольшой зазор между боковыми стенками выемки 60 для муфты и муфтой 56, когда муфта установлена на месте в выемке 60 для муфты. Небольшой зазор обеспечивает возможность легкой вставки и удаления муфты 56, когда он надет на трубу 52, как показано на фиг.4. Однако этот зазор не должен иметь такую большую величину, при которой возникает возможность значительного перемещения муфты 56 в продольном направлении в обжимном штампе 54.
Обжимной штамп 54 и муфта 56 могут быть выполнены из любого материала, пригодного для обжатия обрабатываемых деталей. Обжимной штамп 54 и муфта 56 могут быть изготовлены из одинакового материала, такого как сталь. В альтернативном варианте любой из элементов или оба элемента могут быть изготовлены из других пригодных материалов, включая алюминий, нержавеющую сталь, титан или никелевые сплавы, но возможные материалы не ограничены указанными выше. Муфта 56, показанная на фиг.6, имеет первую зажимную часть 70 и вторую зажимную часть 72. Первая зажимная часть 70 и вторая зажимная часть 72 соединены вместе с помощью шарнирного соединения 74. Вторая зажимная часть 72 имеет на поверхности муфты зажим муфты или фиксатор, такой как зажимной болт 76. Зажимной болт 76 имеет стержень 78 болта и головку 80 болта. Стержень 78 болта предназначен для вставки внутрь паза муфты по существу так же, как в конструкции и зажимном механизме муфты 18 на фиг.3. Шарнирное соединение 74 обеспечивает простое средство для удерживания частей 70 и 72 вместе и при этом делает простыми операции вставки и извлечения обрабатываемой детали. Чтобы обеспечить возможность размещения изогнутого участка трубы 52, вторая зажимная часть 72 имеет фаску или выемку 82 на своей вертикальной поверхности, ближайшей к изогнутому участку.
Узел 50 на фиг.4-6, состоящий из обжимного штампа и муфты, обеспечивает возможность надежной установки обрабатываемой детали с коротким прямолинейным участком, такой как труба 52, в машине для обжатия. Он позволяет устранить проблемы, связанные с использованием найлоновой вставки. В частности, он предотвращает поворот и смещение изогнутой обрабатываемой детали в продольном направлении. Он позволяет устранить необходимость в том, чтобы оператор вручную удерживал обрабатываемую деталь на месте во время операции обжатия, что может быть особенно трудным в случае изогнутых обрабатываемых деталей. Как и в узле 10, деталь, имитирующая фитинг ("ложный" фитинг), может быть использована перед вставкой обрабатываемой детали в обжимной штамп 54. Деталь, имитирующая фитинг, в особенности фитинг такого типа, который подлежит обжатию, может быть установлена в соответствующем положении на трубе 52. После этого муфта 56 может быть зафиксирована в заданном положении на трубе 52. Эта операция может быть завершена перед инициированием процесса обжатия. Фитинг, подлежащий обжатию, и трубу 52 вместе с муфтой 56, зафиксированной в заданном положении, затем вставляют в соответствующие выемки на рабочей поверхности 66 обжимного штампа. После этого машина для обжатия может быть приведена в действие, и при наличии муфты 56 в надлежащем положении гарантируется точное смещение фитинга 14 назад на трубе 52. При этом также можно избежать того влияния, которое оказывают на процесс износ роликов и колебания допусков обжимного штампа.
Выше был описан усовершенствованный узел, состоящий из обжимного штампа и муфты. Несмотря на то, что были описаны конкретные варианты осуществления изобретения, для специалистов в данной области очевидно, что могут быть выполнены их различные модификации, не отходя от сущности и объема изобретения, определенных в приложенной формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЖИМНОЙ ФИТИНГ | 2016 |
|
RU2711704C2 |
| ОБЪЕДИНЕННЫЙ ПРОВЕРОЧНЫЙ КАЛИБР ДЛЯ РУЧНОГО ОБЖИМНОГО ИНСТРУМЕНТА | 2012 |
|
RU2549032C1 |
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| УЛУЧШЕННЫЙ ОБЖИМНОЙ ИНСТРУМЕНТ | 2006 |
|
RU2400324C2 |
| ОПРЕССОВЫВАЕМАЯ ИЛИ ОБЖИМНАЯ МУФТА ДЛЯ РУКАВОВ, АРМИРОВАННЫХ ПРОВОДАМИ | 2011 |
|
RU2516676C1 |
| ЕДИНОЕ ЦЕЛЬНОЕ РАДИАЛЬНО СМИНАЕМОЕ ОБЖИМНОЕ КОЛЬЦО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2477816C2 |
| ОБЖИМНОЙ МОДУЛЬ ДЛЯ ПРОПИТАННЫХ ПРОВОДНИКОВЫХ СТЕРЖНЕЙ КРУПНОГАБАРИТНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН И ОБЖИМНОЙ МЕХАНИЗМ, ОБОРУДОВАННЫЙ ТАКИМ ОБЖИМНЫМ МОДУЛЕМ | 2011 |
|
RU2551735C2 |
| УСТРОЙСТВО ВИЗУАЛИЗАЦИИ ОБЖАТИЯ ДЛЯ ОБЖИМНОГО СОЕДИНИТЕЛЯ | 2016 |
|
RU2703853C2 |
| КОЛЬЦО ВИЗУАЛЬНОГО КОНТРОЛЯ ЗА ОБЖАТИЕМ ФИТИНГА ДЛЯ ТРУБ И ФИТИНГ, ОБОРУДОВАННЫЙ УКАЗАННЫМ КОЛЬЦОМ | 2005 |
|
RU2352851C2 |
| ЗАЖИМАЮЩЕЕ ТРУБОПРОВОД УСТРОЙСТВО С ФИКСИРУЮЩЕЙ СТРУКТУРОЙ ДЛЯ ТРУБНОГО ФИТИНГА | 2011 |
|
RU2555924C2 |




Изобретение относится к обработке металлов давлением и может быть использовано в машинах для обжатия. Узел состоит из обжимного штампа и муфты, предназначенной для удерживания обрабатываемой детали в машине для обжатия. Муфту устанавливают на обрабатываемой детали с возможностью разжима. При этом муфта имеет первую зажимную часть и вторую зажимную часть, шарнирно соединенные вместе. Обжимной штамп выполнен с возможностью вставки в машину для обжатия. При этом он имеет паз для обрабатываемой детали и выемку для муфты на рабочей поверхности обжимного штампа. Выемка для муфты выполнена с конфигурацией, обеспечивающей возможность удерживания в ней муфты. Способ обжатия обрабатываемой детали в машине для обжатия включает установку муфты вокруг обрабатываемой детали в заданном положении, затягивание муфты вокруг обрабатываемой детали, вставку муфты и обрабатываемой детали соответственно в выемку для муфты и паз для обрабатываемой детали, выполненные в обжимном штампе, и вставку обжимного штампа с муфтой и обрабатываемой деталью в машину для обжатия. Повышается эффективность процесса обжатия. 12 з.п. ф-лы, 6 ил.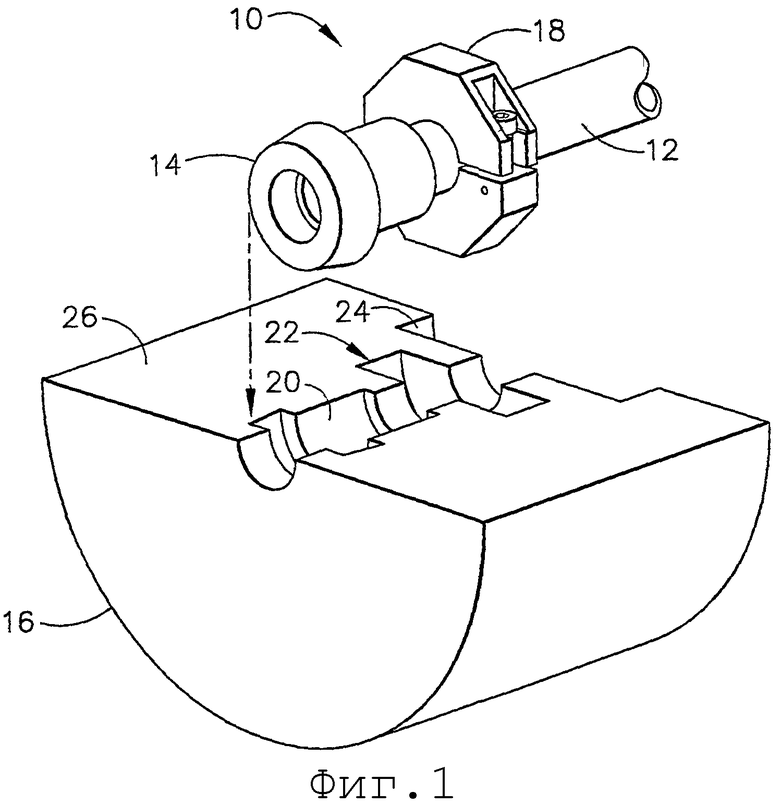
| US 3726122 А, 10.04.1973 | |||
| Устройство для сборки шлангов | 1980 |
|
SU837723A1 |
| Устройство для обжатия муфт | 1984 |
|
SU1212658A1 |

