[0001] Настоящее изобретение относится к трубчатому компоненту, применяемому при бурении и разработке углеводородных скважин, более конкретно к концевой части такого компонента, при этом указанная концевая часть является охватываемой или охватывающей и может быть соединена с соответствующей концевой частью другого компонента, также применяемого при бурении и разработке углеводородных скважин. Изобретение также относится к резьбовому соединению, получаемому в результате соединения двух трубчатых компонентов путем свинчивания.
[0002] Термин компонент, «применяемый при бурении и разработке углеводородных скважин» означает любой элемент по существу трубчатой формы, предназначенный для соединения с другим элементом такого же или другого типа, для того, чтобы в итоге образовать или бурильную колонну для углеводородной скважины, или водоотделяющую колонну для технического обслуживания, например водоотделяющие колонны для проведения ремонта, или водоотделяющие колонны для разработки, или обсадную колонну или насосно-компрессорную колонну, применяемые в разработке скважины. В частности, изобретение применимо для компонентов, применяемых в бурильной колонне, таких как, например, бурильные трубы, утяжеленные бурильные трубы, воротники бура и детали для соединения труб и утяжеленных труб, известных как бурильные замки.
[0003] Известным образом каждый компонент, применяемый в бурильной колонне, как правило, содержит концевую часть, оснащенную участком с охватываемой резьбой, и/или концевую часть, оснащенную участком с охватывающей резьбой, при этом каждый предназначен для соединения посредством свинчивания с соответствующей концевой частью другого компонента, при этом узел образует соединение. Колонна, образованная таким образом, вращается при бурении на поверхности скважины; с этой целью компоненты должны быть свинчены друг с другом с приложением высокого момента для передачи достаточного крутящего момента, так что скважину можно пробурить, исключая возникновение разъединения или слишком высокого момента.
[0004] В традиционных изделиях момент свинчивания, как правило, получают, во-первых, посредством взаимодействия затягиванием внутренних и/или наружных поверхностей примыкания, предоставленных на каждом из компонентов, и, во-вторых, посредством взаимодействия затягиванием боковых поверхностей витков резьбы взаимно свинченных компонентов. Однако так как требуемые моменты свинчивания непрерывно возрастают вследствие усложнения условий бурения (большие глубины, горизонтальное бурение и т.д.), через соединения необходимо передавать более высокий момент. Поскольку размер поверхностей примыкания представляет собой часть толщины трубы и более конкретно бурильных замков в случае компонентов для бурения, критический порог пластификации поверхностей примыкания достигается быстро, когда прикладывают слишком высокий момент свинчивания. Кроме того, одно решение заключается в приложении большего крутящего момента к резьбовому соединению с целью разгрузки поверхностей примыкания.
[0005] Были разработаны решения, в которых применяют самостопорящиеся резьбы, например, описанные в документах уровня техники US Re 30 647 и US Re 34 467. В самостопорящейся резьбе такого типа боковые поверхности резьбы (также называемые зубьями) охватываемой концевой части и витки резьбы (также называемые зубьями) охватывающей концевой части характеризуются постоянным шагом резьбы, однако ширина резьбы варьируется.
[0006] Более конкретно, расстояние между рабочими поверхностями является постоянным, также как и шаг резьбы (расстояние) между нерабочими поверхностями, однако указанное расстояние между рабочими поверхностями отличается от указанного расстояния между нерабочими поверхностями.
[0007] Более конкретно, ширина между вершинами резьбы (или зубьев) постепенно увеличивается для витков резьбы охватываемой концевой части, соответственно охватывающей концевой части, с расстоянием от охватываемой концевой части, соответственно охватывающей концевой части.
[0008] Таким образом, при свинчивании охватываемые и охватывающие витки (или зубья) резьбы в итоге блокируются друг другом в положении, соответствующем точке блокировки. С этой целью момент свинчивания воспринимается всеми контактными поверхностями между боковыми поверхностями, т.е. суммарная поверхность, которая значительно больше поверхности, представленной поверхностями примыкания из уровня техники. Однако соединять поверхности примыкания с резьбой такого типа не просто, поскольку конфигурации резьб, известных в качестве самостопорящихся резьб, обуславливают необходимость синхронизации стыковки поверхностей примыкания с боковыми поверхностями резьбы.
[0009] В решениях согласно API 7 используют внутренние и/или наружные поверхности примыкания в сочетании с витками резьбы в форме усеченной буквы V, оставляя зазор между впадинами и вершинами резьбы.
[0010] Настоящее изобретение предлагает новые профили резьбы, способные передавать больший момент по резьбе, в частности увеличивая контактную поверхность между боковыми поверхностями витков резьбы.
[0011] Более конкретно изобретение предоставляет резьбовое соединение, содержащее первый и второй трубчатые компоненты, при этом каждый оснащен соответствующей охватываемой и охватывающей концевой частью, где охватываемая концевая часть содержит по меньшей мере один резьбовой участок на своей наружной периферийной поверхности и заканчивается на конечной поверхности, при этом охватывающая концевая часть содержит по меньшей мере один резьбовой участок на своей внутренней периферийной поверхности и заканчивается на конечной поверхности, где резьбовые участки, по меньшей мере на части их длины, содержат витки резьбы, при этом каждый содержит, если смотреть в направлении продольного сечения, проходящего через ось трубчатого компонента, вершину резьбы, впадину резьбы, рабочую сторону и нерабочую сторону, отличающееся тем, что профили рабочих поверхностей охватываемой и охватывающей резьбы, если смотреть в направлении продольного сечения, проходящего через ось вращения соединения, представляют собой непрерывную кривую выпуклой или вогнутой формы, при этом профиль боковых поверхностей охватываемой резьбы является комплементарным для боковых поверхностей охватывающей резьбы по меньшей мере на 70%, предпочтительно 90% указанной непрерывной кривой.
[0012] Необязательные признаки изобретения, которые могут быть дополнительными или заменяющими, описаны ниже.
[0013] Профиль нерабочих поверхностей охватываемой и охватывающей резьбы, а также профиль рабочих поверхностей охватываемой и охватывающей резьбы может быть непрерывной кривой выпуклой или вогнутой формы, при этом профиль нерабочих поверхностей направлен противоположно профилю рабочих поверхностей для той же части резьбового участка.
[0014] Профиль нерабочих поверхностей охватываемой резьбы, если смотреть в направлении продольного сечения, проходящего через ось соединения, может быть выпуклым, при этом профиль рабочих поверхностей охватываемой резьбы является вогнутым.
[0015] Профиль нерабочих поверхностей и/или профиль рабочих поверхностей, если смотреть в направлении продольного сечения, проходящего через ось соединения, может представлять собой дугу окружности, радиус которой находится в диапазоне 25-127 мм.
[0016] Нерабочие поверхности и рабочие поверхности могут быть соединены в вершинах резьбы и/или во впадинах резьбы посредством соединительной галтели радиусом 3-13 мм.
[0017] Угол нерабочих поверхностей и угол рабочих поверхностей могут быть равны, при этом каждый берут относительно оси, перпендикулярной оси вращения соединения.
[0018] Угол нерабочих поверхностей может быть больше угла рабочих поверхностей не более чем на 30 градусов.
[0019] Угол нерабочих поверхностей и угол рабочих поверхностей может находиться в диапазоне 10-80°, при этом каждый берут относительно оси, перпендикулярной оси вращения соединения.
[0020] Шаг резьбы резьбовых участков может находиться в диапазоне от 2 мм до 13 мм.
[0021] Резьбовые участки могут иметь коническую образующую, формирующую угол с осью соединения в диапазоне 1,5-8 градусов.
[0022] Указанный компонент может быть буровым компонентом.
[0023] Выступы охватывающей концевой части могут быть усечены, так что между вершиной зубьев участка с охватывающей резьбой и нижней частью вершин участка с охватываемой резьбой образуется зазор, когда части резьбовых участков свинчены друг с другом.
[0024] Конечная поверхность охватывающей концевой части может упираться в буртик, выполненный внутри охватывающей концевой части, когда части резьбовых участков свинчены друг с другом.
[0025] Конечная поверхность охватывающей концевой части может упираться в буртик, выполненный снаружи охватываемой концевой части, когда части резьбовых участков свинчены друг с другом.
[0026] Охватываемые и охватывающие концевые части каждая может соответственно содержать поверхность уплотнения, которая может обеспечивать совместное соединение с натягом, когда части резьбовых участков свинчены друг с другом.
[0027] Осевой натяг между рабочими поверхностями и между нерабочими поверхностями может быть более чем 0,05 мм, когда части резьбовых участков свинчены друг с другом.
[0028] Признаки и преимущества изобретения более подробно описаны ниже со ссылками на прилагаемые графические материалы.
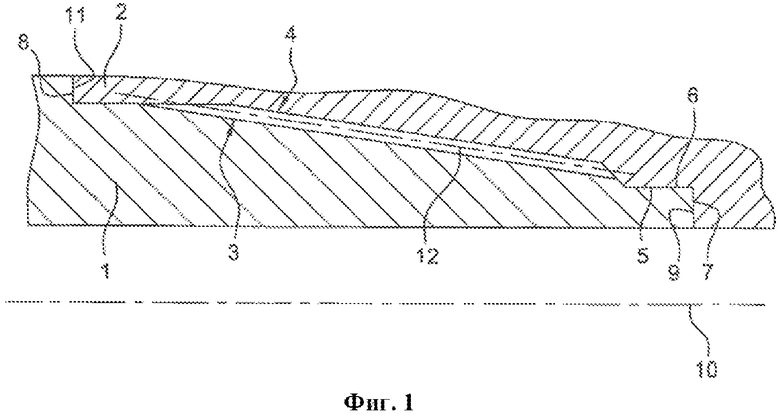
[0029] На фиг. 1 представлено схематическое изображение соединения, полученного в результате сочленения двух трубчатых компонентов посредством свинчивания их соответствующих резьбовых участков согласно изобретению.
[0030] На фиг. 2 представлено подробное схематическое изображение резьбовых участков двух трубчатых компонентов соединения по фиг. 1, показанных в несоединенном состоянии.
[0031] На фиг. 3-6 представлены подробные изображения резьбы охватываемой концевой части компонента трубчатого соединения в конкретных вариантах осуществления изобретения.
[0032] Резьбовое соединение, показанное на фиг. 1, применяют в операциях бурения, при этом резьбовое соединение содержит, известным образом, первый трубчатый компонент с осью 10 вращения, оснащенный охватываемой концевой частью 1, и второй трубчатый компонент с осью 10 вращения, оснащенный охватывающей концевой частью 2. Каждая из двух концевых частей 1 и 2 заканчивается на конечной поверхности 7, 8, направленной радиально относительно оси 10 вращения резьбового соединения, и соответственно оснащена резьбовыми участками 3 и 4, взаимодействующими вместе для совместного соединения двух компонентов посредством свинчивания. Следует отметить, что ось 10 резьбового соединения также является осью вращения трубчатых компонентов 1 и 2. Термин «направленной радиально относительно оси 10 резьбового соединения» означает, что конечные поверхности 7 и 8 концевых частей 1 и 2 наклонены относительно плоскости, перпендикулярной оси 10 резьбового соединения, не более чем на 20 градусов.
[0033] Дополнительно, если необходимо, и более конкретно в случае применений, предназначенных для разработки углеводородных скважин, в отличие от операций бурения, соединения могут содержать уплотнение для флюидов, перемещающихся как внутри трубчатого соединения, так и снаружи трубчатого соединения. Это уплотнение обеспечено двумя поверхностями 5, 6 уплотнения металл по металлу, расположенными рядом с концевой поверхностью 7 охватываемой концевой части 1. Более конкретно, поверхность 6 уплотнения расположена на внутренней периферийной поверхности охватывающей концевой части 2 рядом с концевой поверхностью 7 охватываемой концевой части 1, которая сама направлена по прямой линии, по существу перпендикулярной оси 10 соединения. Напротив поверхности 6 уплотнения на наружной периферийной поверхности охватывающей концевой части 1 расположена поверхность 5 уплотнения. Две поверхности уплотнения расположены так, что они могут образовывать соединение с натягом при свинчивании охватывающей концевой части с охватывающей концевой частью. «Соединение с натягом» получают благодаря тому, что наружный диаметр охватываемой концевой части 1 на поверхности 5 уплотнения несколько больше внутреннего диаметра охватывающей концевой части 2 на поверхности 6 уплотнения. Контакт между поверхностями 5, 6 уплотнения металл по металлу может представлять собой, например, два конуса, два тора или тор и конус.
[0034] Когда первый и второй трубчатые компоненты свинчены вместе до конечного положения, каждая из конечных поверхностей 7, 8 соответственно охватываемой концевой части 1 и охватывающей концевой части 2 упирается соответственно в буртик 9, предоставленный внутри охватывающей концевой части, и буртик 11, предоставленный на наружной поверхности охватываемой концевой части. Следует отметить, что конечное положение, как правило, получают, когда момент достигает заданного номинального значения. Это означает, что в качестве функции выбранного соединения и его применения пользователи используют номинальный момент, которые необходимо прикладывать при использовании компонентов.
[0035] На фиг. 2 показан вид в продольном сечении, проходящем через ось 10 двух резьбовых участков соединения по фиг. 1, где ссылочной позицией 3 обозначен охватываемый резьбовой участок и ссылочной позицией 4 обозначен охватывающий резьбовой участок, и предназначенные для совместного взаимодействия посредством свинчивания.
На фиг. 2 представлено покомпонентное изображение соединения, показанного на фиг. 1, после того, как концевые части 1, 2 трубчатого компонента свинчены друг с другом, резьбовые участки 3, 4 соединены друг с другом для взаимодействия при свинчивании. Витки 32 резьбы относятся к резьбовому участку 3 охватываемой концевой части 1 трубчатого компонента, при этом каждый содержит нерабочую сторону 31, рабочую сторону 30, впадину 35 резьбы и вершину 36 резьбы. Аналогично витки 42 резьбы относятся к резьбовому участку 4 охватывающей концевой части 2 трубчатого компонента, при этом каждый содержит нерабочую сторону 41, рабочую сторону 40, впадину 45 резьбы и вершину 46 резьбы.
[0036] В отношении охватывающей концевой части и согласно одному варианту осуществления изобретения профиль нерабочих поверхностей 31 витков охватываемой резьбы, а также профиль рабочих поверхностей 30 витков охватываемой резьбы (и если смотреть в направлении продольного сечения, проходящего через ось 10 трубчатого компонента) представляют каждый непрерывную кривую или выпуклой формы, или вогнутой формы, при этом профили нерабочих поверхностей 31 и рабочих поверхностей 30 направлены противоположно.
Более конкретно профиль нерабочих поверхностей 31 витков охватываемой резьбы является выпуклым, а профиль рабочих поверхностей 30 является вогнутым. Другими словами, профили нерабочих поверхностей охватываемой резьбы и рабочих поверхностей охватываемой резьбы имеют противоположно направленные кривые. Термин «изогнутый профиль» означает, что профиль является непрямолинейным.
[0037] В отношении охватывающей концевой части и согласно одному варианту осуществления изобретения, профиль нерабочих поверхностей 41 витков охватывающей резьбы, а также профиль рабочих поверхностей 40 витков охватывающей резьбы (и если смотреть в направлении продольного сечения, проходящего через ось 10 трубчатого компонента) каждый представляет собой непрерывную кривую выпуклой формы или вогнутой формы, при этом профили нерабочих поверхностей 41 и рабочих поверхностей 40 противоположно направлены. Более конкретно профиль нерабочих поверхностей 41 витков охватывающей резьбы является вогнутым, а профиль рабочих поверхностей 40 витков охватывающей резьбы является выпуклым. Другими словами, профили нерабочих поверхностей охватывающей резьбы и рабочих поверхностей охватывающей резьбы имеют противоположно направленные кривые.
[0038] Кроме того, профили боковых поверхностей витков охватываемой резьбы и профиль боковых поверхностей витков охватывающей резьбы, где боковые поверхности витков охватываемой резьбы были приведены в контакт с боковыми поверхностями витков охватывающей резьбы, являются комплементарным. Это означает, что каждая из непрерывных кривых, образующая профили рабочих поверхностей охватываемой и охватывающей резьбы, совпадает по меньшей мере на 70% и предпочтительно 90%.
Аналогично каждая из непрерывных кривых, образующая профили охватываемых и охватывающих нерабочих поверхностей, совпадает по меньшей мере на 70%, предпочтительно 90%.
[0039] Очевидно, также может быть обеспечена обратная конфигурация, где профиль нерабочих поверхностей 31 витков охватываемой резьбы является вогнутым, а профиль рабочих поверхностей 30 является выпуклым. Соответственно, профиль нерабочих поверхностей 41 витков охватывающей резьбы является выпуклым, а профиль рабочих поверхностей 40 витков охватывающей резьбы является вогнутым.
[0040] Очевидно, также представляется возможным обеспечить конфигурацию, в которой только профиль рабочих поверхностей 30 витков охватываемой резьбы (и если смотреть в направлении продольного сечения, проходящего через ось 10 трубчатого компонента) представляет собой непрерывную кривую выпуклой или вогнутой формы; при этом профили нерабочих поверхностей 31 могут быть прямолинейными. Таким образом, профиль рабочих поверхностей 40 витков охватывающей резьбы является комплементарным для рабочих поверхностей 30 витков охватываемой резьбы, так что каждая из непрерывных кривых, образующая профили рабочих поверхностей охватываемой и охватывающей резьбы, совпадает по меньшей мере на 70%, предпочтительно 90%.
[0041] Несмотря на выбранную конфигурацию, при свинчивании охватываемых и охватывающих элементов друг с другом с образованием соединения между боковыми поверхностями получают контактную поверхность, которая больше при изогнутых профилях, чем при прямолинейных профилях. Однако, поскольку момент свинчивания пропорционален суммарной площади поверхности находящихся в контакте поверхностей, чем больше контактная поверхность боковых поверхностей, тем выше получаемый момент свинчивания.
[0042] Как видно на фиг. 1, соединение содержит внутренний упор и наружный упор. Рассматривая наружный упор, первый и второй трубчатые компоненты свинчены вместе, так что конечная поверхность 8 охватывающей концевой части 2 упирается в буртик 11, предоставленный на наружной поверхности охватывающей концевой части 1. Рассматривая внутренний упор, первый и второй трубчатые компоненты свинчены вместе, так что конечная поверхность 7 охватываемой концевой части 1 упирается в буртик 9, предоставленный на внутренней поверхности охватывающей концевой части 2.
[0043] Также возможна конфигурация, в которой предоставлен как внутренний, так и наружный упор.
[0044] Также возможна конфигурация, в которой не предоставлен ни внутренний упор, ни наружный упор и где рабочие поверхности и нерабочие поверхности охватываемой и охватывающей резьбы входят в контакт на определенном этапе свинчивания. В этом случае между рабочими поверхностями охватываемой и охватывающей резьбы и между нерабочими поверхностями охватываемой и охватывающей резьбы присутствует положительный осевой натяг, таким образом создавая момент свинчивания. Преимущественно этот натяг составляет более чем 0,05 мм. Осевой натяг получают с использованием большей ширины резьбы, чем ширина впадин резьбы.
[0045] В то же время также является преимущественным максимально увеличить площадь поверхности контактной поверхности на рабочих поверхностях 30, 40 для достижения наилучшего возможного момента свинчивания. Преимущественно является предпочтительным, чтобы по меньшей мере 90% площади поверхности рабочих поверхностей охватываемой и охватывающей резьбы находились в контакте. Это значит, что по меньшей мере 90% изогнутых профилей рабочих поверхностей охватываемой и охватывающей резьбы должны находиться в контакте согласно виду в сечении по продольной оси, проходящей через ось 10 соединения.
[0046] Для снижения риска возникновения концентраций напряжений рабочие поверхности и нерабочие поверхности соединяют тангенциально по впадинам резьбы и по вершинам резьбы с использованием соединительных галтелей.
[0047] В наиболее широком смысле термин «изогнутый профиль боковых поверхностей» подразумевает боковые поверхности, профиль которых повторяет форму эллиптической части, дугу окружности или последовательность тангенциально соединенных дуг окружности. Очевидно, указанные кривые являются непрерывными, поскольку у них нет сингулярностей. Они также повторяют профиль, являющийся полностью вогнутым или полностью выпуклым, что исключает возможность наличия точки перегиба, характерной для боковых поверхностей «S»-образного профиля.
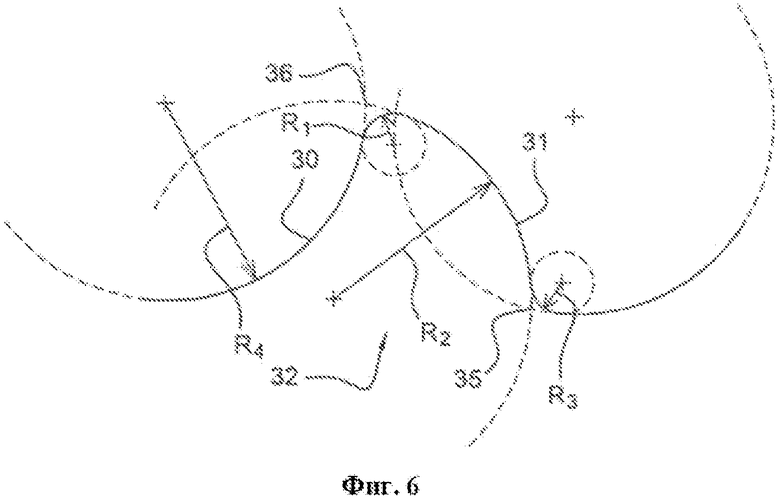
[0048] На фиг. 6 показан подробный вид в продольном сечении, проходящий через ось 10 участка с охватываемой резьбой, в конкретной конфигурации. Боковые поверхности 32 охватываемой резьбы содержат часть вогнутой дуги окружности для рабочих поверхностей и часть выпуклой дуги окружности для нерабочих поверхностей.
[0049] Соединительные галтели также представляют собой дуги окружности с соответствующим радиусом R1 в вершине резьбы и R3 во впадине резьбы. Предпочтительно каждый из радиуса R1 соединительной галтели в вершине резьбы и радиуса R3 соединительной галтели во впадине резьбы находится в диапазоне 3-13 мм.
[0050] Предпочтительно, каждый из радиуса R4 для профиля рабочих поверхностей и радиуса R2 для нерабочей стороны профиля находится в диапазоне 25-127 мм. Верхнее значение 127 мм означает, что можно выполнить достаточную кривизну для обеспечения достаточно большой контактной поверхности, способной, следовательно, поддерживать высокий момент свинчивания. Нижнее значение 25,4 мм означает, что предоставлена резьба достаточной высоты, приспособленная к диаметру трубчатых компонентов.
[0051] Очевидно, радиусы R4 и R2 профилей рабочей стороны и нерабочей стороны не являются обязательно одинаковыми. Однако оказывается, что интервал, образованный нижним и верхним значениями 25,4 мм и 127 мм, в первую очередь относится к радиусу R4 рабочих поверхностей в случае, когда соединение содержит упор. К тому же, рабочие поверхности воспринимают часть момента свинчивания. С этой целью радиус кривизны R2 нерабочих поверхностей менее важен.
[0052] Следует отметить, что представляется возможным предоставить конфигурацию, где радиус R2 нерабочих поверхностей является большим, вследствие чего образуется квазипрямолинейный профиль нерабочих поверхностей.
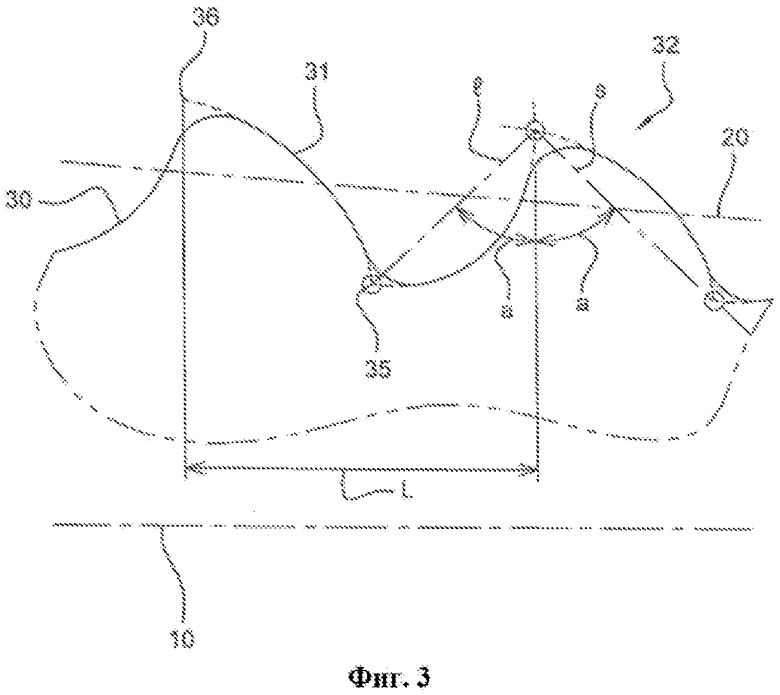
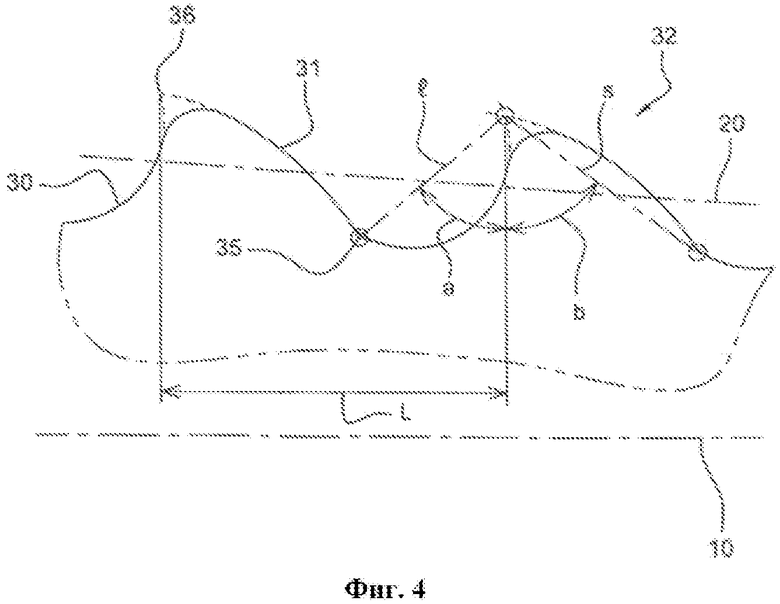
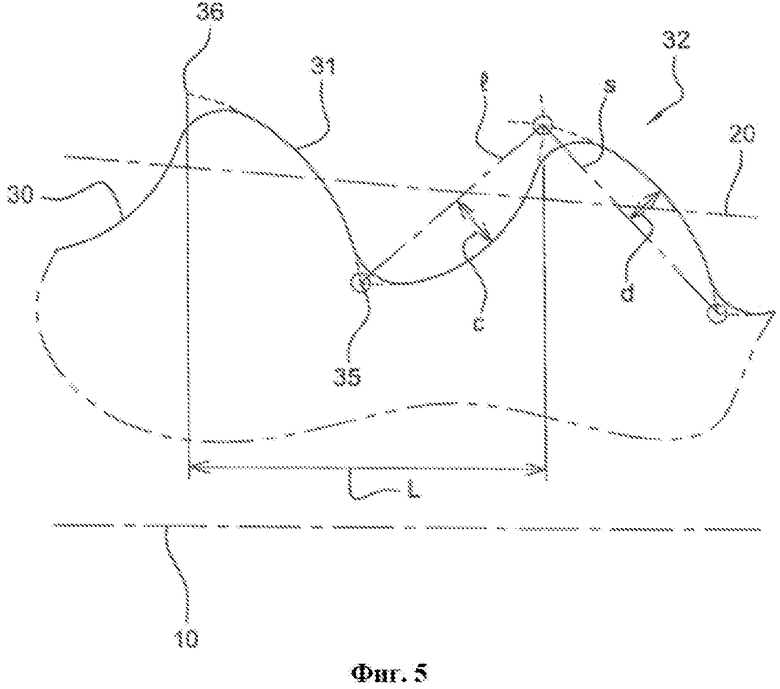
[0053] На фиг. 3, 4 и 5 показаны различные профили резьбы с разными углами рабочих поверхностей и нерабочих поверхностей.
[0054] На фиг. 3 линии 1 хорды для кривых рабочих поверхностей и линии s хорды для кривых нерабочих поверхностей образуют одинаковый угол a с перпендикуляром к оси 10 трубчатых компонентов. Линии 1 и s хорды образованы посредством пересечений кривой, обеспечивающей профиль рабочей стороны, и кривой, обеспечивающей профиль нерабочей стороны.
[0055] Следует отметить, что положение вершин 36 резьбы получено пересечением кривой, обеспечивающей профиль рабочей стороны, и кривой, обеспечивающей профиль нерабочей стороны. Аналогично положение впадин 35 резьбы образовано пересечением кривой, обеспечивающей профиль рабочей стороны, и кривой, обеспечивающей профиль нерабочей стороны. Шаг L резьбы в таком случае равен расстоянию между двумя последовательными вершинами резьбы, при этом указанное расстояние также равно расстоянию между двумя последовательными впадинами резьбы.
[0056] В случае, когда наклон рабочих поверхностей и нерабочих поверхностей одинаковый, и в случае, когда кривизна рабочих поверхностей и нерабочих поверхностей одинаковая, соединение характеризуется оптимальным сочетанием характеристик напряжения и сжатия. Эта конфигурация означает, что могут быть получены резьбовые участки с высокими характеристиками напряжения и сжатия.
[0057] На фиг. 4 линии 1 хорды для кривых рабочих поверхностей и линии s хорды для кривых нерабочих поверхностей образуют другой угол, соответственно a и b, с перпендикуляром к оси 10 трубчатых компонентов. Линии 1 и s хорды также образованы посредством пересечения кривой, обеспечивающей профиль рабочей стороны, и кривой, обеспечивающей профиль нерабочей стороны.
[0058] В случае, когда наклон нерабочих поверхностей больше, чем наклон рабочих поверхностей (рабочие поверхности более вертикальны, чем нерабочие поверхности), сопротивление сжатию является предпочтительным. Предпочтение должно отдаваться этой конфигурации для буровых компонентов, применяемых рядом с бурильной головкой, где сопротивления сжатию являются высокими. Предпочтительно, чтобы угол нерабочих поверхностей был больше угла рабочих поверхностей не более чем на тридцать градусов. Сцепление между витками резьбы фактически теряется, и охватываемые и охватывающие элементы могут разъединиться.
[0059] В случае, когда наклон нерабочих поверхностей меньше наклона рабочих поверхностей (рабочие поверхности менее вертикальны, чем нерабочие поверхности), сопротивление разрыву является предпочтительным. Предпочтение должно отдаваться этой конфигурации для буровых компонентов, применяемых в местах, отличных от колонны в забое скважины, т.е. далеко от бурильной головки.
[0060] На фиг. 5 профиль рабочих поверхностей и нерабочих поверхностей является эллиптическим. Предпочтительно, стрелки с между линиями хорды, проходящими через концевые части профилей рабочей стороны, и стрелки d между линиями хорды, проходящими через концевые части профиля нерабочей стороны, должны находиться в диапазоне 3-13 мм.
[0061] Необходимо также отметить положение вершин 36 резьбы; оно образовано пересечением кривой, обеспечивающей профиль рабочей стороны, и кривой, обеспечивающей профиль нерабочей стороны. Аналогично положение впадин 35 резьбы образовано пересечением кривой, обеспечивающей профиль рабочей стороны, и кривой, обеспечивающей профиль нерабочей стороны. Шаг L резьбы в этом случае равен расстоянию между двумя последовательными вершинами резьбы, при этом указанное расстояние также равно расстоянию между двумя последовательными впадинами резьбы.
[0062] Предпочтительно угол нерабочих поверхностей и угол рабочих поверхностей находится в диапазоне 10-80°. Нижняя граница 10° соответствует тому, что компоненты должны обладать способностью свинчивания, и верхняя граница 80° соответствует тому, что между витками резьбы должно удерживаться определенное сцепление.
[0063] Для защиты от возникновения истирания и/или для обеспечения потока любых смазывающих агентов, применяемых при свинчивании, преимущественным является выполнение вершины резьбы с усеченным профилем. Такой тип усеченного профиля может быть применен или для вершин охватываемой резьбы, или для вершин охватывающей резьбы, или для обеих.
[0064] Термин «усеченный профиль» означает профиль, который является более плоским у вершины резьбы, чем профиль образованный соединительными галтелями в форме дуги окружности. Эти усеченные профили таким образом могут быть основаны на эллиптическом профиле, тангенциально соединяющем рабочие поверхности с нерабочими поверхностями на вершине резьбы.
[0065] Преимущественно шаг L резьбы резьбовых участков 3, 4 находится в диапазоне от 2 мм до 13 мм, что соответствует 10 и 2 TPI (десяти и двум виткам на один дюйм). Этот интервал обуславливает компромиссное решение между быстротой свинчивания резьбовых элементов и достаточным сцеплением между этими резьбовыми элементами.
[0066] Для облегчения свинчивания трубчатых компонентов 1 и 2 резьбовые участки 3, 4 каждый имеет коническую образующую 20, формирующую угол с осью 10 трубчатого компонента, который находится в диапазоне 1,5-8 градусов.
Изобретение относится к резьбовому соединению, содержащему первый и второй трубчатые компоненты, при этом каждый оснащен соответствующей охватываемой и охватывающей концевой частью, при этом охватываемая концевая часть содержит, по меньшей мере, один резьбовой участок на своей наружной периферийной поверхности и заканчивается на конечной поверхности, при этом охватывающая концевая часть содержит, по меньшей мере, один резьбовой участок на своей внутренней периферийной поверхности и заканчивается на конечной поверхности. Резьбовые участки содержат, по меньшей мере, на части их длины витки резьбы, каждый из которых содержит, если смотреть в направлении продольного сечения, проходящего через ось трубчатого компонента, вершину резьбы, впадину резьбы, рабочую сторону и нерабочую сторону. Профили рабочих поверхностей (30, 40) охватываемой и охватывающей резьбы, если смотреть в направлении продольного сечения, проходящего через ось вращения соединения, представляют собой непрерывную кривую выпуклой или вогнутой формы, при этом профиль охватываемых боковых поверхностей является комплементарным для охватывающих боковых поверхностей, по меньшей мере, на 70%, предпочтительно 90% указанной непрерывной кривой. Изобретение повышает надежность соединения. 15 з.п. ф-лы, 6 ил.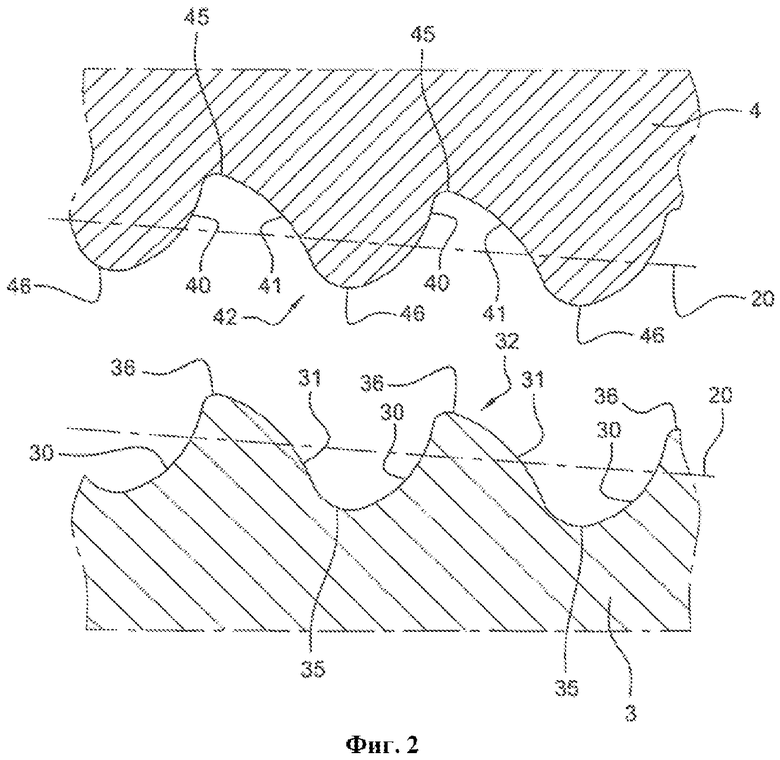
1. Резьбовое соединение, содержащее первый и второй трубчатые компоненты, при этом каждый оснащен соответствующей охватываемой концевой частью (1) и охватывающей концевой частью (2), при этом охватываемая концевая часть (1) содержит по меньшей мере один резьбовой участок (3) на своей наружной периферийной поверхности и заканчивается на конечной поверхности (7), охватывающая концевая часть (2) содержит по меньшей мере один резьбовой участок (4) на своей внутренней периферийной поверхности и заканчивается на конечной поверхности (8), причем резьбовые участки (3, 4) содержат по меньшей мере на части их длины витки (32, 42) резьбы, при этом каждый содержит, если смотреть в направлении продольного сечения, проходящего через ось трубчатого компонента, вершину (36, 46) резьбы, впадину (35, 45) резьбы, рабочую сторону (30, 40) и нерабочую сторону (31, 41), отличающееся тем, что профили рабочих поверхностей (30, 40) охватываемой и охватывающей резьбы, если смотреть в направлении продольного сечения, проходящего через ось (10) вращения соединения, представляют собой непрерывную кривую выпуклой или вогнутой формы, при этом профиль боковых поверхностей охватываемой резьбы является комплементарным для боковых поверхностей охватывающей резьбы по меньшей мере на 70%, предпочтительно 90% указанной непрерывной кривой.
2. Резьбовое соединение по п. 1, отличающееся тем, что профиль нерабочих поверхностей (31, 41) охватываемой и охватывающей резьбы, а также профиль рабочих поверхностей (30, 40) охватываемой и охватывающей резьбы представляют собой непрерывную кривую выпуклой или вогнутой формы, при этом профиль нерабочих поверхностей (31, 41) направлен противоположно к профилю рабочих поверхностей (30, 40) той же части резьбового участка (3, 4).
3. Резьбовое соединение по п. 2, отличающееся тем, что профиль нерабочих поверхностей (31) охватываемой резьбы, если смотреть в направлении продольного сечения, проходящего через ось (10) соединения, является выпуклым, при этом профиль рабочих поверхностей (30) охватываемой резьбы является вогнутым.
4. Резьбовое соединение по п. 1, отличающееся тем, что профиль нерабочих поверхностей (31, 41) и/или профиль рабочих поверхностей (30, 40), если смотреть в направлении продольного сечения, проходящего через ось (10) соединения, является дугой окружности радиусом в диапазоне 25-127 мм.
5. Резьбовое соединение по п. 1, отличающееся тем, что нерабочие поверхности (31, 41) и рабочие поверхности (30, 40) соединены по вершине (36, 46) резьбы и/или по впадине (35, 45) резьбы посредством соединительной галтели радиусом в диапазоне 3-13 мм.
6. Резьбовое соединение по п. 1, отличающееся тем, что угол (a) нерабочих поверхностей и угол (b) рабочих поверхностей равны, при этом каждый взят относительно оси, перпендикулярной оси вращения соединения.
7. Резьбовое соединение по п. 1, отличающееся тем, что угол (b) нерабочих поверхностей больше, чем угол (a) рабочих поверхностей не более чем на 30 градусов.
8. Резьбовое соединение по п. 1, отличающееся тем, что угол нерабочих поверхностей и угол рабочих поверхностей, взятые относительно оси, перпендикулярной оси вращения соединения, находятся в диапазоне 10 -80°.
9. Резьбовое соединение по п. 1, отличающееся тем, что шаг (L) резьбы резьбовых участков (3, 4) находится в диапазоне 2-13 мм.
10. Резьбовое соединение по п. 1, отличающееся тем, что резьбовые участки (3, 4) имеют коническую образующую (20), формирующую угол в диапазоне 1,5-8 градусов с осью (10) соединения.
11. Резьбовое соединение по п. 1, отличающееся тем, что указанный компонент является буровым компонентом.
12. Резьбовое соединение по п. 1, отличающееся тем, что вершины (46) охватывающей концевой части (2) усечены так, что между вершиной зубьев участка (4) с охватывающей резьбой и нижней частью вершин участка (3) с охватываемой резьбой образован зазор (h) при свинчивании частей резьбовых участков (3, 4) друг с другом.
13. Резьбовое соединение по п. 1, отличающееся тем, что конечная поверхность (7) охватывающей концевой части (1) упирается в буртик (9), предоставленный внутри охватывающей концевой части (2) при свинчивании частей резьбовых участков (3, 4) друг с другом.
14. Резьбовое соединение по п. 1, отличающееся тем, что конечная поверхность (8) охватывающей концевой части (2) упирается в буртик (11), предоставленный снаружи охватываемой концевой части (1) при свинчивании частей резьбовых участков (3, 4) друг с другом.
15. Резьбовое соединение по п. 1, отличающееся тем, что каждая из охватываемой конечной части (1) и охватывающей конечной части (2) соответственно содержит поверхность (5, 6) уплотнения, которая способствует созданию соединения с натягом при свинчивании частей резьбовых участков (3, 4) друг с другом.
16. Резьбовое соединение по любому из пп. 1-12, отличающееся тем, что осевой натяг между рабочими поверхностями (30, 40) и между нерабочими поверхностями (31, 41) при свинчивании частей резьбовых участков (3, 4) друг с другом составляет более чем 0,05 мм.
| US 2909380 A, 20.10.1959 | |||
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2297512C2 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

