[001] Настоящее изобретение относится к резьбовым соединениям для бурения и/или эксплуатации углеводородных скважин и, более конкретно, к оптимизации общих характеристик соединения в отношении эффективности и уплотнения при работе соединения на сжатие/растяжение.
[002] Термин «резьбовые соединения» означает любой узел, образованный из по существу трубных элементов, которые являются металлическими и могут быть соединены вместе путем свинчивания, в частности, для образования либо бурильной штанги для бурения углеводородной скважины, либо райзера для капитального ремонта скважин или колонны для эксплуатации таких скважин, таких как райзер, или обсадная или насосно-компрессорная колонна, применяемые при эксплуатации скважины.
[003] Каждый трубный компонент содержит концевую часть, снабженную зоной с наружной резьбой или зоной с внутренней резьбой для свинчивания с соответствующей концевой частью аналогичного элемента. В сцепленном состоянии элементы образуют так называемое соединение.
[004] Эти резьбовые трубные компоненты соединения сцепляются под заранее заданными нагрузками для соответствия требованиям фиксации и герметичности, накладываемым условиями эксплуатации. Кроме того, следует понимать, что резьбовые трубные компоненты могут быть подвергнуты нескольким циклам свинчивания-развинчивания, в частности при эксплуатации.
[005] Условия применения таких резьбовых трубных компонентов обуславливают появление широкого диапазона механических нагрузок, воздействующих на чувствительные части этих компонентов, таких как резьбовые зоны, зоны упора или уплотняющие поверхности в широком диапазоне.
[006] По этой причине структура соединения имеет сложную конфигурацию, которая требует одновременного учета нескольких параметров. Таким образом, рекомендуется сохранять эффективность соединения и толщину зоны трубных компонентов, которая поддерживает уплотняющие поверхности, а также насколько это возможно сводить к минимуму риски смещения контактных точек уплотнения, когда соединение работает на сжатие/растяжение.
[007] В документе US 7416374 описаны соединения, в которых используются две резьбы с двойной винтовой линией, в которых вершины резьбы выполнены закругленными.
[008] Однако данный тип решения улучшает только усталостные характеристики. Принцип наличия двух резьбовых зон в двухзаходной конфигурации используется только с целью ускорения свинчивания и развинчивания.
[009] В документе US 7475917 предложены соединения, в которых углы закладных сторон и опорных сторон изменяются по общей длине резьбы.
[0010] Однако данный тип решения, направленный на внесение точечных изменений в углы опорной стороны или закладной стороны резьбы, может быть использован только для распределения точек концентрации нагрузки. Данный тип решения не может быть использован для улучшения характеристик работы на сжатие/растяжение, регулирования давления смазки для свинчивания или уменьшения осевых смещений, которые возникают при переменных нагрузках.
[0011] В документе US 6767035 описано создание высокого момента свинчивания с применением первой резьбы с профилем «ласточкин хвост» и второй резьбы с положительным углом. В альтернативном варианте, указанном на фиг. 9, предложено использование двух резьб, причем углы, которые закладные стороны образуют с нормалью к оси соединения, равны и имеют значительный наклон.
[0012] Однако эти решения не могут быть применены для обеспечения одновременно удовлетворительной прочности на растяжение и удовлетворительной прочности на сжатие.
[0013] По этой причине целью настоящего изобретения является обеспечение резьб по меньшей мере с двумя винтовыми линиями, или даже с несколькими винтовыми линиями, причем эти резьбы отличаются друг от друга для придания им таких качеств, как прочность на растяжение, прочность на сжатие или усталостная прочность.
[0014] Более конкретно, настоящее изобретение относится к узлу для образования резьбового соединения, содержащему первый и второй трубные компоненты с осью вращения, причем каждый из них соответственно снабжен на одном из своих концов по меньшей мере первой и второй непрерывными резьбовыми зонами, соответственно выполненными на наружной или внутренней периферийной поверхности компонента в зависимости от того, является резьбовой конец охватываемого или охватывающего типа, в виде первой и второй винтовых линий, каждая из которых снабжена первой и второй образующими конуса, причем первые резьбовые зоны, образованные в соответствии с первой винтовой линией, могут взаимодействовать при свинчивании, и вторые резьбовые зоны, образованные в соответствии со второй винтовой линией, могут взаимодействовать при свинчивании, причем каждая из резьбовых зон образует профиль резьбы, который, если смотреть в продольном сечении, проходящем через ось вращения, имеет опорные стороны, закладные стороны, вершины резьбы и впадины резьбы, характеризующийся тем, что каждая из высоты профилей резьбы первых резьбовых зон и высоты профилей резьбы вторых резьбовых зон находится в диапазоне от 1 мм до 2,5 мм, и угол опорных сторон первых и вторых резьбовых зон с нормалью к оси вращения находится в диапазоне от 1 до 20 градусов, и угол закладных сторон первой и второй резьбовых зон с нормалью к оси вращения находится в диапазоне от 3 до 25 градусов.
[0015] Необязательные признаки настоящего изобретения, которые могут быть дополняющими или заменяющими, указаны ниже.
[0016] Разница между высотой профиля резьбы первых резьбовых зон и высотой профиля резьбы вторых резьбовых зон может быть больше или равна 0,05 мм в абсолютном значении.
[0017] Каждая из вершин и впадин резьбы первых и вторых резьбовых зон может образовывать угол с осью вращения, находящийся в диапазоне от 0 до 10 градусов.
[0018] Вершины и впадины резьбы первых и вторых резьбовых зон могут образовывать идентичный угол с осью вращения.
[0019] Высота профиля резьбы первых резьбовых зон и высота профиля резьбы вторых резьбовых зон могут быть ограничены диапазоном, который определен значениями 1,3 мм и 2 мм, и угол опорных сторон первых и вторых резьбовых зон с нормалью к оси вращения может быть ограничен диапазоном, определенным значениями 3 и 15 градусов, и угол закладных сторон первых и вторых резьбовых зон с нормалью к оси вращения может быть ограничен диапазоном, определенным значениями 10 и 25 градусов.
[0020] Вершины и впадины резьбы первых или вторых резьбовых зон могут быть расположены параллельно оси вращения, при этом вершины и впадины резьбы вторых или первых резьбовых зон могут быть расположены параллельно образующей конуса указанной резьбовой зоны.
[0021] Угол закладных сторон первых резьбовых зон может отличаться от угла закладных сторон вторых резьбовых зон по меньшей мере на 0,5 градуса в абсолютном значении.
[0022] Угол закладных сторон первых резьбовых зон может отличаться от угла закладных сторон вторых резьбовых зон по меньшей мере на 5 градусов в абсолютном значении.
[0023] Образующая конуса первых резьбовых зон может отличаться от образующей конуса вторых резьбовых зон.
[0024] Образующая конуса первых резьбовых зон может быть аналогична образующей конуса вторых резьбовых зон.
[0025] Между закладными сторонами первых и вторых резьбовых зон может находиться зазор.
[0026] Разница между величиной зазора между закладными сторонами первых резьбовых зон и величиной зазора между закладными сторонами вторых резьбовых зон может находиться в диапазоне от 0,05 мм до 0,5 мм.
[0027] Каждый из концов первого и второго трубных компонентов может содержать по меньшей мере одну уплотняющую поверхность, которые могут взаимодействовать при герметичной посадке с натягом, когда соединение находится в свинченном состоянии.
[0028] Каждый из концов первого и второго трубных компонентов может содержать по меньшей мере одну упорную поверхность, которые могут взаимодействовать при упоре, когда соединение находится в свинченном состоянии.
[0029] Настоящее изобретение также относится к резьбовому соединению, полученному в результате свинчивания узла.
[0030] Признаки и преимущества настоящего изобретения будут более подробно раскрыты в описании ниже, сделанном со ссылкой на прилагаемые графические материалы.
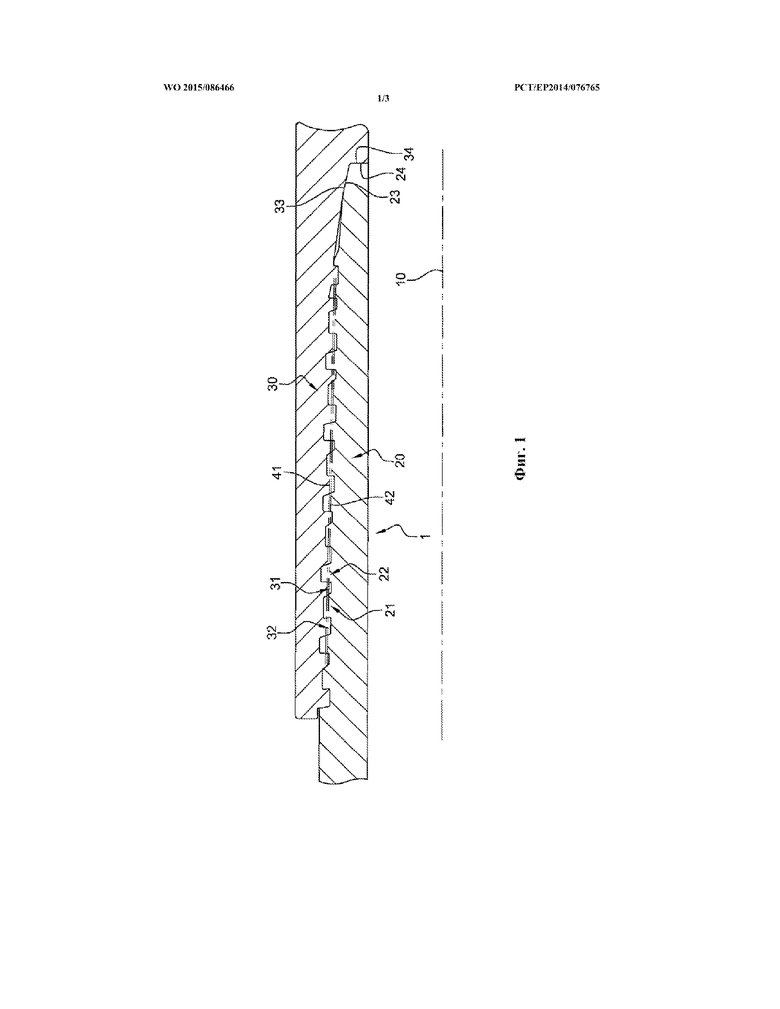
[0031] На фиг. 1 представлен схематический вид в продольном сечении соединения, полученного в результате сцепления двух трубных компонентов свинчиванием, в соответствии с одним вариантом осуществления настоящего изобретения.
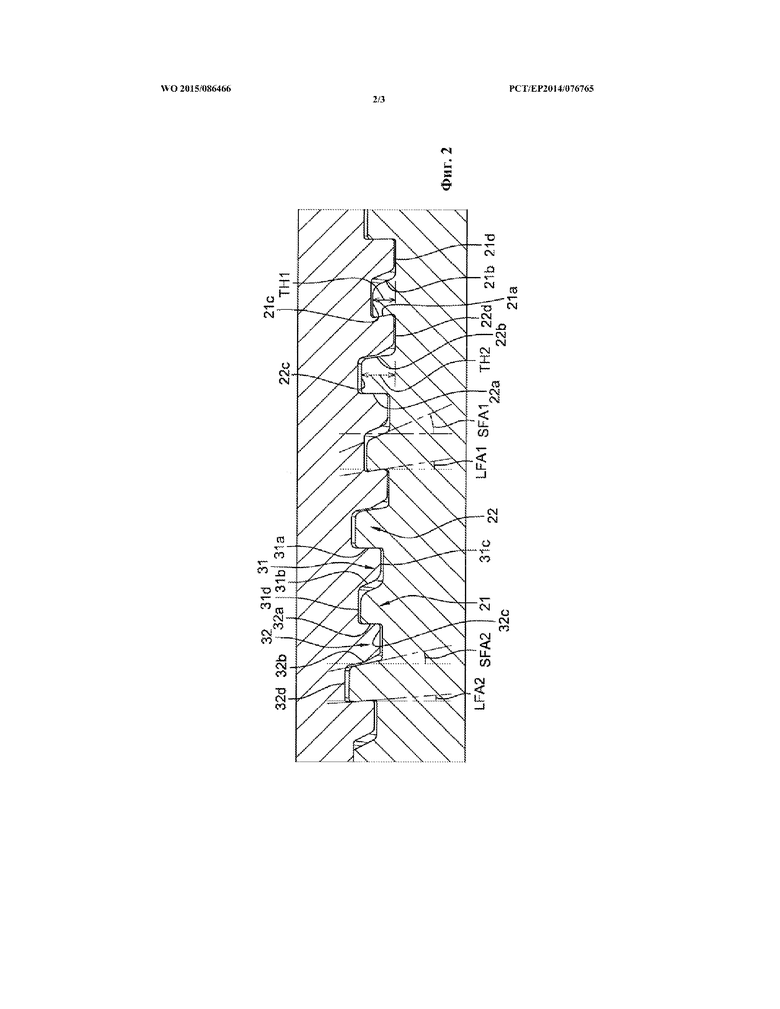
[0032] На фиг. 2 представлен схематический вид в продольном сечении резьб, сцепленных путем свинчивания двух трубных компонентов, в соответствии с одним вариантом осуществления настоящего изобретения.
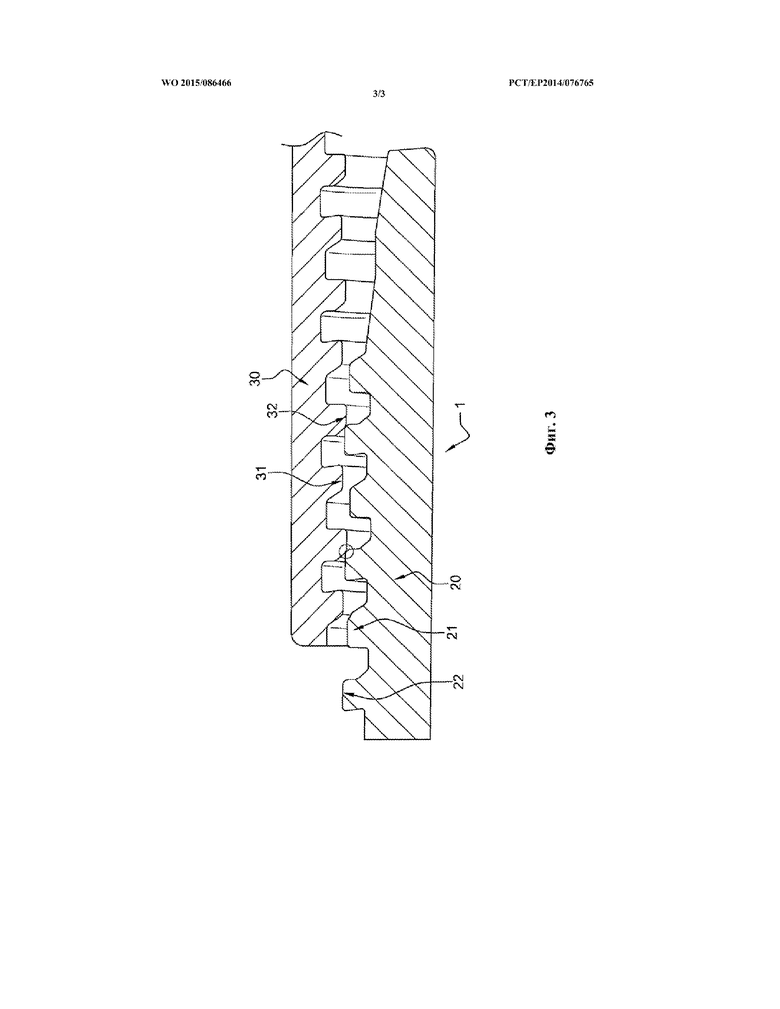
[0033] На фиг. 3 представлен вид в перспективе в разобранном состоянии двух компонентов, подлежащих сборке.
[0034] На фиг. 1 показан узел для образования резьбового соединения, содержащий первый и второй трубные металлические компоненты, обычно выполненные из стали, с осью 10 вращения, каждый из которых снабжен концом 20, 30.
[0035] Конец 20, известный как охватываемый, содержит первую 21 и вторую 22 непрерывные резьбовые зоны, образованные на наружной периферийной поверхности конца одного из трубных компонентов. Каждая из первой и второй резьбовых зон 21 и 22 соответственно образована в соответствии с первой и второй винтовыми линиями, каждая из которых имеет первую образующую 41 конуса и вторую образующую 42 конуса. Первая 21 и вторая 22 непрерывные резьбовые зоны чередуются, т.е. два последовательных шага одной из первой 21 или второй 22 резьбовых зон разделены шагом резьбы другой альтернативной первой 21 или второй 22 резьбовых зон. Резьбовые зоны перемежаются.
[0036] Конец 30, известный как охватывающий, содержит первую 31 и вторую 32 непрерывные резьбовые зоны, образованные на внутренней периферийной поверхности конца другого трубного компонента. Каждая из первой и второй резьбовых зон 31 и 32 соответственно образована в соответствии с первой и второй винтовыми линиями, каждая из которых имеет первую образующую 41 конуса и вторую образующую 42 конуса. Первая 31 и вторая 32 непрерывные резьбовые зоны чередуются, т.е. два последовательных шага одной из первой 31 или второй 32 резьбовых зон разделены шагом резьбы другой альтернативной первой 31 или второй 32 резьбовых зон. Резьбовые зоны перемежаются.
[0037] Очевидно, что резьбовые зоны могут быть непрерывными или фактически они могут прерываться.
[0038] Первые резьбовые зоны 21, 31 первого конца 20 и второго конца 30 имеют одинаковую образующую 41 конуса и могут взаимодействовать при свинчивании. Аналогично, вторые резьбовые зоны 22, 32 первого конца 20 и второго конца 30 имеют одинаковую образующую 42 конуса и могут взаимодействовать при свинчивании.
[0039] Каждая из резьбовых зон 21, 22, 31, 32 образует профиль резьбы, который, если смотреть в продольном сечении, проходящем через ось 10 вращения, соответственно имеет опорные стороны 21a, 22a, 31a, 32a, закладные стороны 21b, 22b, 31b, 32b, вершины 21c, 22c, 31c, 32c резьбы и впадины 21d, 22d, 31d, 32d резьбы.
[0040] Для обеспечения возможности ввинчивания первого компонента во второй компонент шаг первых резьбовых зон 21 и 31 идентичен шагу вторых резьбовых зон 22 и 32.
[0041] В соответствии с настоящим изобретением каждая из высоты TH1 профилей резьбы первых резьбовых зон 21,31 и высоты TH2 профилей резьбы вторых резьбовых зон 22, 32 находится в диапазоне от 1 мм до 2,5 мм.
[0042] В соответствии с настоящим изобретением угол опорных сторон LFA1, LFA2 первых и вторых резьбовых зон с нормалью к оси 10 вращения находится в диапазоне от 1 до 20 градусов.
[0043] В соответствии с настоящим изобретением угол закладных сторон SFA1, SFA2 первых и вторых резьбовых зон с нормалью к оси 10 вращения находится в диапазоне от 3 до 25 градусов.
[0044] Очевидно, что величина и знак углов определяются относительно нормали к оси 10 соединения и против часовой стрелки.
[0045] Предпочтительно разница между высотой TH1 профилей резьбы первых резьбовых зон 21, 31 и высотой TH2 профилей резьбы вторых резьбовых зон 22, 32 больше или равна 0,05 мм в абсолютном значении. По этой причине отсутствует риск заедания между зубцами резьб охватываемого и охватывающего компонентов. Фактически, как можно увидеть в небольшом кружке на фиг. 3, во время свинчивания это означает, что предотвращается заедание между вершинами резьбы резьбовых зон охватываемого конца и вершинами резьбы резьбовых зон охватывающего конца. Аналогично, эта разница в высоте зубцов выступает в качестве средства защиты от неосторожного обращения для обеспечения правильного свинчивания первых резьбовых зон 21, 31 в целом и вторых резьбовых зон 22, 32 в целом.
[0046] В одном варианте осуществления вершины и впадины резьбы каждой из первых 21, 31 и вторых 22, 32 резьбовых зон образуют угол в диапазоне от 0 до 10 градусов к оси 10 вращения. Таким образом, поверхность закладных сторон не слишком уменьшена, что означает сохранение удовлетворительных показателей при сжатии, при этом сохраняя соответствующие свойства стыковки между охватывающим и охватываемым концами при свинчивании.
[0047] В конкретном случае угол, который вершины и впадины резьбы первых 21, 31 и вторых 22, 32 резьбовых зон образуют с осью 10 вращения, является одинаковым для первой 21, 31 и второй 22, 32 резьбовых зон. Таким образом, упрощается контроль диаметра резьбы каждой из резьбовых зон с помощью одного и того же инструмента.
[0048] В предпочтительном варианте осуществления каждая из высоты TH1 профилей резьбы первых резьбовых зон 21, 31 и высоты TH2 профилей резьбы вторых резьбовых зон 22, 32 находятся в диапазоне от 1,3 мм до 2 мм. В то же время угол опорных сторон первых и вторых резьбовых зон с нормалью к оси 10 вращения находится в диапазоне от 3 до 15 градусов, и угол закладных сторон первых и вторых резьбовых зон с нормалью к оси 10 вращения находится в диапазоне от 10 до 25 градусов.
[0049] Кроме того, в то же время и в контексте предпочтительного варианта осуществления, описанного выше, вершины и впадины резьб первых резьбовых зон 21, 31 расположены параллельно оси 10 вращения, при этом вершины и впадины резьб вторых резьбовых зон 22, 32 расположены параллельно образующей 42 конуса резьбовых зон 22, 32. Таким образом, свинчивание может осуществляться более просто, предотвращая риск скрещивания резьбовых зон во время операции стыковки охватываемого и охватывающего концов, обеспечивая средство защиты от неосторожного обращения определенного типа. Это означает, что во время свинчивания резьбовая зона 21 надлежащим образом ввинчивается в резьбовую зону 31, а не в резьбовую зону 32, и резьбовая зона 22 надлежащим образом ввинчивается в резьбовую зону 32, а не в резьбовую зону 31.
[0050] В одном варианте предпочтительного варианта осуществления, описанного выше, вершины и впадины резьбы вторых резьбовых зон 22, 32 расположены параллельно оси 10 вращения, при этом вершины и впадины резьбы первых резьбовых зон 21, 31 расположены параллельно образующей 41 конуса резьбовых зон 21, 31. Таким образом, свинчивание может осуществляться более просто, предотвращая риск скрещивания резьбовых зон во время операции стыковки охватывающего и охватываемого концов, обеспечивая средство защиты от неосторожного обращения определенного вида.
[0051] Преимущественно, угол закладных сторон SFA1 первых резьбовых зон отличается от угла закладных сторон SFA2 вторых резьбовых зон по меньшей мере на 0,5 градуса в абсолютном значении. Таким образом, это означает, что одна из резьбовых зон характеризуется более высокой прочностью на сжатие. Указанная характеристика также может быть усилена путем доведения разницы между углом закладных сторон первых резьбовых зон и углом закладных сторон вторых резьбовых зон до 5 градусов.
[0052] В одном варианте осуществления образующая 41 конуса первых резьбовых зон 21, 31 отличается от образующей 42 конуса вторых резьбовых зон 22, 32. Данная конфигурация может быть использована для получения дополнительного средства защиты от неосторожного обращения. Таким образом, две расположенные последовательно вершины 21 или 31 первой резьбовой зоны, имеющие образующую 41 конуса, разделены по меньшей мере одной вершиной 22 или 32 второй резьбовой зоны, имеющей другую образующую 42 конуса.
[0053] Альтернативно образующая 41 конуса первых резьбовых зон 21, 31 аналогична образующей 42 конуса вторых резьбовых зон 22, 32. Данная конфигурация может способствовать проведению механической обработки.
[0054] Преимущественно и как показано на фиг. 2, может быть предпочтительным обеспечить зазор между закладными сторонами 21b, 31b первых резьбовых зон 21, 31 и между закладными сторонами 22b, 32b вторых резьбовых зон 22, 32, когда соединение свинчено. Фактически, эти зазоры образуют свободные объемы, в которых собирается смазка для свинчивания, таким образом предотвращая проблемы, связанные с избыточным давлением, которые приводят к выходу резьб из зацепления во время свинчивания. Таким образом, представляет интерес обеспечение одной из резьбовых зон меньшим зазором, вследствие чего указанная резьбовая зона имеет удовлетворительную величину прочности на сжатие, и обеспечение другой резьбовой зоны большим зазором, вследствие чего в другой резьбовой зоне происходит сбор смазки для свинчивания. Предпочтительно разница между величиной зазора между закладными сторонами первых резьбовых зон 21, 31 и величиной зазора между закладными сторонами вторых резьбовых зон 22, 32 находится в диапазоне от 0,05 мм до 0,5 мм.
[0055] Необязательно каждый из концов 20, 30 первого и второго трубных компонентов содержит по меньшей мере одну уплотняющую поверхность 23, 33, которые могут взаимодействовать в виде посадки с натягом, когда соединение свинчено.
[0056] Необходимо гарантировать повышенный уровень уплотнения, соответствующий высоким давлениям на соединении между двумя компонентами. Известно, что на других типах соединений, таких как соединения VAM® TOP, описанные в каталоге заявителя № 940, на охватываемом конце соединения за пределами резьбовой зоны с этой целью обеспечивается уплотняющая поверхность, предназначенная для взаимодействия в виде посадки с натягом с уплотняющей поверхностью, обеспеченной на охватывающем конце соединения.
[0057] Следует отметить, что уплотняющие поверхности 23 и 33 охватываемого и охватывающего концов могут быть расположены рядом с концевой поверхностью охватываемого конца или фактически рядом с концевой поверхностью охватывающего конца.
[0058] Одна из уплотняющих поверхностей может иметь куполообразную поверхность, обращенную в радиальном направлении наружу, диаметр которой уменьшается в направлении рассматриваемой конечной поверхности. Радиус указанной куполообразной поверхности предпочтительно находится в диапазоне от 30 до 100 мм. Слишком большой радиус (> 150 мм) куполообразной поверхности приводит к возникновению проблем, идентичных проблемам, характерным для контакта «конус на конус». Слишком малый радиус (< 30 мм) этой куполообразной поверхности приводит к недостаточной ширине контакта.
[0059] Охватывающий конец, обращенный к указанной конусной поверхности, имеет конусную поверхность, обращенную в радиальном направлении внутрь, диаметр которой также уменьшается в направлении конечной поверхности охватываемого конца. Тангенс половины угла при вершине конусной поверхности находится в диапазоне от 0,025 до 0,075, т.е. конусность находится в диапазоне от 5% до 15%. Слишком низкая конусность (<5%) конусной поверхности приводит к риску истирания при свинчивании, а слишком высокая конусность (>15%) требует очень жестких допусков на механическую обработку.
[0060] Фактически, было продемонстрировано, что такая зона контакта между конусной поверхностью и куполообразной поверхностью может использоваться для получения ширины высокоэффективного осевого контакта и по существу полуэллиптического распределения контактных давлений по зоне эффективного контакта, по сравнению с зонами контакта между двумя конусными поверхностями, которые имеют две узкие зоны эффективного контакта на концах зоны контакта.
[0061] Необязательно каждый из концов 20, 30 первого и второго трубных компонентов может содержать по меньшей мере одну упорную поверхность 24, 34, которые могут взаимодействовать при контакте, когда соединение находится в свинченном состоянии. Эти упорные поверхности могут образовывать внутренний упор, как показано на фиг. 1, т.е. упорная поверхность 24 расположена на свободном конце охватываемого компонента, причем указанный свободный конец проходит вдоль в целом радиальной поверхности относительно оси 10 соединения. Упорная поверхность 34 расположена так, что она обращена к упорной поверхности 24 и к заплечику охватывающего компонента.
[0062] Упорные поверхности могут иметь конусную форму, как в документе EP 0488912, тороидальную, как в документе US 3870351 или WO 2007/017082, ступенчатую, как в документе US 4611838, продолговатую, как в документе US 6047797, или комбинацию этих форм.
[0063] Преимущественно, конусная форма с углом в диапазоне от -20 до -5 градусов является предпочтительной, данный угол представляет собой угол, образованный упорной поверхностью с нормалью к оси 10 соединения.
[0064] Настоящее изобретение также относится к резьбовому соединению, полученному в результате свинчивания узла.
[0065] Настоящее изобретение может быть применено к любому типу соединения, независимо от того, является оно муфтового, равнопроходного или полуравнопроходного типа.
Настоящее изобретение относится к резьбовым соединениям для бурения и/или эксплуатации углеводородных скважин. Узел для образования резьбового соединения, содержащий первый и второй трубные компоненты с осью вращения, причем каждый из них соответственно снабжен на одном из своих концов по меньшей мере первой и второй непрерывными резьбовыми зонами, соответственно выполненными на наружной или внутренней периферийной поверхности компонента в зависимости от того, является резьбовой конец охватываемого или охватывающего типа, в виде первой и второй винтовых линий, каждая из которых снабжена первой и второй образующими конуса. Причем первые резьбовые зоны, образованные в соответствии с первой винтовой линией, могут взаимодействовать при свинчивании и вторые резьбовые зоны, образованные в соответствии со второй винтовой линией, могут взаимодействовать при свинчивании. Каждая из резьбовых зон образует профиль резьбы, который, если смотреть в продольном сечении, проходящем через ось вращения, имеет опорные стороны, закладные стороны, вершины резьбы и впадины резьбы. Каждая из высоты профилей резьбы первых резьбовых зон и высоты профилей резьбы вторых резьбовых зон находится в диапазоне от 1 мм до 2,5 мм, и угол опорных сторон первых и вторых резьбовых зон с нормалью к оси вращения находится в диапазоне от 1 до 20 градусов, и угол закладных сторон первой и второй резьбовых зон с нормалью к оси вращения находится в диапазоне от 3 до 25 градусов. 2 н. и 13 з.п. ф-лы, 3 ил.
1. Узел для образования резьбового соединения, содержащий первый и второй трубные компоненты с осью (10) вращения, причем каждый из них соответственно снабжен на одном из своих концов (20, 30) по меньшей мере первой (21, 31) и второй (22, 32) непрерывными резьбовыми зонами, соответственно выполненными на наружной или внутренней периферийной поверхности компонента в зависимости от того, является резьбовой конец охватываемого или охватывающего типа, в виде первой и второй винтовых линий, каждая из которых снабжена первой (41) и второй (42) образующими конуса, причем первые резьбовые зоны (21, 31), образованные в соответствии с первой винтовой линией, могут взаимодействовать при свинчивании, и вторые резьбовые зоны (22, 32), образованные в соответствии со второй винтовой линией, могут взаимодействовать при свинчивании, причем каждая из резьбовых зон (21, 22, 31, 32) образует профиль резьбы, который, если смотреть в продольном сечении, проходящем через ось (10) вращения, имеет опорные стороны (21a, 22a, 31a, 32a), закладные стороны (21b, 22b, 31b, 32b), вершины (21c, 22c, 31c, 32c) резьбы и впадины (21d, 22d, 31d, 32d) резьбы, отличающийся тем, что
каждая из высоты (TH1) профилей резьбы первых резьбовых зон (21, 31) и высоты (TH2) профилей резьбы вторых резьбовых зон (22, 32) находится в диапазоне от 1 мм до 2,5 мм, и
угол опорных сторон (LFA1, LFA2) первых и вторых резьбовых зон с нормалью к оси (10) вращения находится в диапазоне от 1 до 20 градусов, и
угол закладных сторон (SFA1, SFA2) первых и вторых резьбовых зон с нормалью к оси (10) вращения находится в диапазоне от 3 до 25 градусов.
2. Узел по п. 1, отличающийся тем, что разница между высотой (TH1) профиля резьбы первых резьбовых зон (21, 31) и высотой (TH2) профиля резьбы вторых резьбовых зон (22, 32) больше или равна 0,05 мм в абсолютном значении.
3. Узел по п. 1 или 2, отличающийся тем, что вершины и впадины резьбы каждой из первых (21, 31) и/или вторых (22,32) резьбовых зон образуют угол с осью (10) вращения в диапазоне от 0 до 10 градусов.
4. Узел по п. 3, отличающийся тем, что вершины и впадины резьбы первых (21, 31) и вторых (22, 32) резьбовых зон не образуют одинаковый угол с осью (10) вращения.
5. Узел по п. 1 или 2, отличающийся тем, что:
каждая из высоты (TH1) профилей резьбы первых резьбовых зон (21, 31) и высоты (TH2) профилей резьбы вторых резьбовых зон (22, 32) находится в диапазоне от 1,3 мм до 2 мм, и
угол опорных сторон первых и вторых резьбовых зон с нормалью к оси (10) вращения находится в диапазоне от 3 до 15 градусов, и
угол закладных сторон первых и вторых резьбовых зон с нормалью к оси (10) вращения находится в диапазоне от 10 до 25 градусов.
6. Узел по п. 5, отличающийся тем, что вершины и впадины резьбы первых (21, 31) или вторых (22,32) резьбовых зон расположены параллельно оси (10) вращения, при этом вершины и впадины резьбы вторых или первых резьбовых зон расположены параллельно образующей конуса указанной резьбовой зоны.
7. Узел по любому из пп. 1, 2, 4, 6, отличающийся тем, что образующая (41) конуса первых резьбовых зон (21, 31) отличается от образующей (42) конуса вторых резьбовых зон (22, 32).
8. Узел по любому из пп. 1, 2, 4, 6, отличающийся тем, что образующая (41) конуса первых резьбовых зон (21, 31) аналогична образующей (42) конуса вторых резьбовых зон (22, 32).
9. Узел по любому из пп. 1, 2, 4, 6, отличающийся тем, что угол закладных сторон первых резьбовых зон отличается от угла закладных сторон вторых резьбовых зон по меньшей мере на 0,5 градуса в абсолютном значении.
10. Узел по любому из пп. 1, 2, 4, 6, отличающийся тем, что угол закладных сторон первых резьбовых зон отличается от угла закладных сторон вторых резьбовых зон по меньшей мере на 5 градусов в абсолютном значении.
11. Узел по любому из пп. 1, 2, 4, 6, отличающийся тем, что зазор обеспечен между закладными сторонами (21b, 22b, 31b, 32b) первых (21, 31) и вторых (22, 32) резьбовых зон, когда соединение свинчено.
12. Узел по п. 11, отличающийся тем, что разница между величиной зазора между закладными сторонами первых (21, 31) резьбовых зон и величиной зазора между закладными сторонами вторых (22, 32) резьбовых зон находится в диапазоне от 0,05 мм до 0,5 мм.
13. Узел по любому из пп. 1, 2, 4, 6, 12, отличающийся тем, что каждый из концов (20, 30) первого и второго трубных компонентов содержит по меньшей мере одну уплотняющую поверхность (23, 33), которые могут взаимодействовать при герметичной посадке с натягом, когда соединение находится в свинченном состоянии.
14. Узел по любому из пп. 1, 2, 4, 6, 12, отличающийся тем, что каждый из концов (20, 30) первого и второго трубных компонентов содержит по меньшей мере одну упорную поверхность (24, 34), которые могут взаимодействовать при упоре, когда соединение находится в свинченном состоянии.
15. Резьбовое соединение, полученное в результате свинчивания узла по любому из предыдущих пунктов.
| US 5498035 A, 12.03.1996 | |||
| Резьбовое соединение для бурильных труб | 1977 |
|
SU1131481A3 |
| Способ изготовления разъемного резьбового соединения для стальных труб | 1985 |
|
SU1575950A3 |
| Вальцовочная головка к сверлильному станку для завальцовки труб, в частности, корпусов и ручек велосипедных насосов | 1951 |
|
SU96161A1 |
| РЕЗЬБОВОЙ ЭЛЕМЕНТ ДЕТАЛИ С ПРОТИВОПОЛОЖНЫМИ ЧАСТЯМИ РЕЗЬБЫ И СООТВЕТСТВУЮЩИМ ТРУБНЫМ РЕЗЬБОВЫМ СОЕДИНЕНИЕМ | 2008 |
|
RU2454525C2 |
| Оптическая система для электрической телескопии | 1928 |
|
SU14091A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

