Изобретение относится к сварочному производству, а именно к способам дуговой сварки, и может быть использовано для автоматической, полуавтоматической и ручной дуговой сварки плавящимся и неплавящимся электродом.
Известны основные требования к источникам питания сварочной дуги [1]. Внешней характеристикой источника питания, вольт-амперной характеристикой (ВАХ) называют зависимость напряжения на его зажимах от силы тока нагрузки. Различают следующие внешние характеристики источников питания: падающую, жесткую, возрастающую. В результате анализа ВАХ дуги и источника питания (источник питания - сварочный трансформатор) был разработан критерий устойчивого горения дуги  , для упрощения анализа произведена линеаризация нелинейной ВАХ дуги и источника питания, выбрана одна линия семейства ВАХ дуги. На основании анализа ky были определены требования к ВАХ всех источников питания, что не всегда верно, так как частный, упрощенный случай нельзя рассматривать как закономерность. ВАХ дуги - это семейство характеристик, зависящих от многих факторов, поэтому ВАХ дуги - это переменная структура с высоким быстродействием, стремящаяся к синергетике дугового процесса [2]. Инверторные источники питания имеют силовую схему, содержащую емкости, индуктивности, диоды, которые работают как идеальные ключи в зависимости от напряжений и токов на реактивных элементах, а такая схема имеет переменные во времени параметры [3], при последовательно включенных индуктивности и емкости наклон ВАХ определить нельзя, а изменение тока и напряжения определяется законами коммутации, поэтому использовать ky в этом случае некорректно. При питании дуги от аккумуляторов ВАХ жесткая, источник питания не содержит индуктивности, кроме индуктивности проводов, ky<0, но дуга горит устойчиво. Дуга подключена параллельно источнику питания, поэтому напряжение дуги должно быть равно напряжению источника питания. Если, согласно ВАХ дуги, напряжение меньше, в дуге происходят сложные физико-химические процессы (меняется структура объекта), приводящие к выравниванию напряжений, при напряжении источника питания меньше напряжения ВАХ дуги дуга гореть не может. При разработке требований к источникам питания сварочной дуги не рассматривается мощность процесса сварки.
, для упрощения анализа произведена линеаризация нелинейной ВАХ дуги и источника питания, выбрана одна линия семейства ВАХ дуги. На основании анализа ky были определены требования к ВАХ всех источников питания, что не всегда верно, так как частный, упрощенный случай нельзя рассматривать как закономерность. ВАХ дуги - это семейство характеристик, зависящих от многих факторов, поэтому ВАХ дуги - это переменная структура с высоким быстродействием, стремящаяся к синергетике дугового процесса [2]. Инверторные источники питания имеют силовую схему, содержащую емкости, индуктивности, диоды, которые работают как идеальные ключи в зависимости от напряжений и токов на реактивных элементах, а такая схема имеет переменные во времени параметры [3], при последовательно включенных индуктивности и емкости наклон ВАХ определить нельзя, а изменение тока и напряжения определяется законами коммутации, поэтому использовать ky в этом случае некорректно. При питании дуги от аккумуляторов ВАХ жесткая, источник питания не содержит индуктивности, кроме индуктивности проводов, ky<0, но дуга горит устойчиво. Дуга подключена параллельно источнику питания, поэтому напряжение дуги должно быть равно напряжению источника питания. Если, согласно ВАХ дуги, напряжение меньше, в дуге происходят сложные физико-химические процессы (меняется структура объекта), приводящие к выравниванию напряжений, при напряжении источника питания меньше напряжения ВАХ дуги дуга гореть не может. При разработке требований к источникам питания сварочной дуги не рассматривается мощность процесса сварки.
Известен способ сварки [4], при котором сварочный процесс осуществляют с помощью источника питания, вольтамперная характеристика которого содержит участок в виде гиперболической кривой. Гиперболическая кривая является дробно-рациональной функцией. Гиперболическая ВАХ в прототипе является естественной характеристикой, т.е. получается в результате использования силовой схемы с определенными значениями элементов при отсутствии системы автоматического регулирования, основанной на принципах регулирования по отклонению или возмущению. Такие схемы обычно имеют узкий диапазон регулирования, сложны в настройке, могут быть реализованы только для определенной силовой схемы. В известном устройстве используется характеристика, близкая к гиперболической кривой, что уменьшает точность стабилизации мощности.
Известен способ управления дуговой обработкой [5], выбранный в качестве прототипа, имеющий источник питания со сложной формой ВАХ. При возрастании тока ВАХ меняется с крутопадающей, пологопадающей (жесткой) до возрастающей, которая является рабочим участком, на конечном участке внешняя характеристика крутопадающая. Недостатком известного способа является большая потребляемая мощность из-за наличия возрастающей ВАХ, а поэтому низкий КПД процесса, большие сварочные напряжения и деформации, склонность источника питания к потере устойчивости при достаточно больших возмущениях, связанных с большой нелинейностью ВАХ.
Предлагаемый способ сварки реализуется сваркой с постоянной мощностью, для чего используется источник питания с ВАХ, имеющей по меньшей мере один участок, описываемый дробно-рациональной функцией. При этом точка переключения ВАХ на упомянутый участок может быть определена исходя из заданной (по условиям сварки) мощности, которая далее на рабочем участке поддерживается постоянной. Дробно-рациональная функция ƒ(x) представляет собой отношение двух целых рациональных функций  , где S(x), Q(x) - рациональные функции, x - переменная величина сила тока или напряжение. При сварке основной технологический параметр, переменная величина - сила сварочного тока. Если принять S(x)=k, а Q(x)=x, получим частный случай дробно-рациональной функции, обратно пропорциональную функцию. Мощность в нагрузке равна произведению тока сварки на напряжение дуги, при использовании обратно пропорциональной функции мощность будет постоянной, а значит, температура сварочной ванны также будет постоянной, что улучшит качество сварного соединения. Изменяя выражения целых рациональных функций S(x), Q(x), можно получить практически любой наклон изменения мощности от тока, что позволит изменять скорость и направление металлургических и химических реакций, структуру кристаллической решетки сварного шва, величину сварочных напряжений и деформаций. ВАХ источника питания может содержать несколько дробно-рациональных участков, имеющих разные рациональные функции. Дробно-рациональная ВАХ источника питания, описанная одним выражением, имеет разную крутизну характеристики, так, обратно пропорциональная функция для малых токов имеет внутреннее сопротивление источника питания, равное бесконечности, ВАХ штыковая, а для больших токов ВАХ жесткая. Получить дробно-рациональную функцию можно в результате регулирования по отклонению или возмущению. Дробно-рациональная функция описывается на всем диапазоне рациональных чисел, некоторые дробно-рациональные функции имеют точки разрыва, поэтому ее необходимо ограничивать диапазоном действия переменной величины, зависящих от конкретных условий сварки. Данное изобретение отличается от аналога и прототипа формированием нового типа ВАХ источника питания описываемого известной математической зависимостью в виде дробно-рациональной функции, причем вначале используется жесткая или падающая ВАХ, а потом дробно-рациональная ВАХ, переход от одной ВАХ к другой происходит в точке, определяемой координатами (Ii, Uj), а мощность в точке переключения равна произведению координат, задание формы дробно-рациональной ВАХ осуществляется с помощью системы автоматического регулирования.
, где S(x), Q(x) - рациональные функции, x - переменная величина сила тока или напряжение. При сварке основной технологический параметр, переменная величина - сила сварочного тока. Если принять S(x)=k, а Q(x)=x, получим частный случай дробно-рациональной функции, обратно пропорциональную функцию. Мощность в нагрузке равна произведению тока сварки на напряжение дуги, при использовании обратно пропорциональной функции мощность будет постоянной, а значит, температура сварочной ванны также будет постоянной, что улучшит качество сварного соединения. Изменяя выражения целых рациональных функций S(x), Q(x), можно получить практически любой наклон изменения мощности от тока, что позволит изменять скорость и направление металлургических и химических реакций, структуру кристаллической решетки сварного шва, величину сварочных напряжений и деформаций. ВАХ источника питания может содержать несколько дробно-рациональных участков, имеющих разные рациональные функции. Дробно-рациональная ВАХ источника питания, описанная одним выражением, имеет разную крутизну характеристики, так, обратно пропорциональная функция для малых токов имеет внутреннее сопротивление источника питания, равное бесконечности, ВАХ штыковая, а для больших токов ВАХ жесткая. Получить дробно-рациональную функцию можно в результате регулирования по отклонению или возмущению. Дробно-рациональная функция описывается на всем диапазоне рациональных чисел, некоторые дробно-рациональные функции имеют точки разрыва, поэтому ее необходимо ограничивать диапазоном действия переменной величины, зависящих от конкретных условий сварки. Данное изобретение отличается от аналога и прототипа формированием нового типа ВАХ источника питания описываемого известной математической зависимостью в виде дробно-рациональной функции, причем вначале используется жесткая или падающая ВАХ, а потом дробно-рациональная ВАХ, переход от одной ВАХ к другой происходит в точке, определяемой координатами (Ii, Uj), а мощность в точке переключения равна произведению координат, задание формы дробно-рациональной ВАХ осуществляется с помощью системы автоматического регулирования.
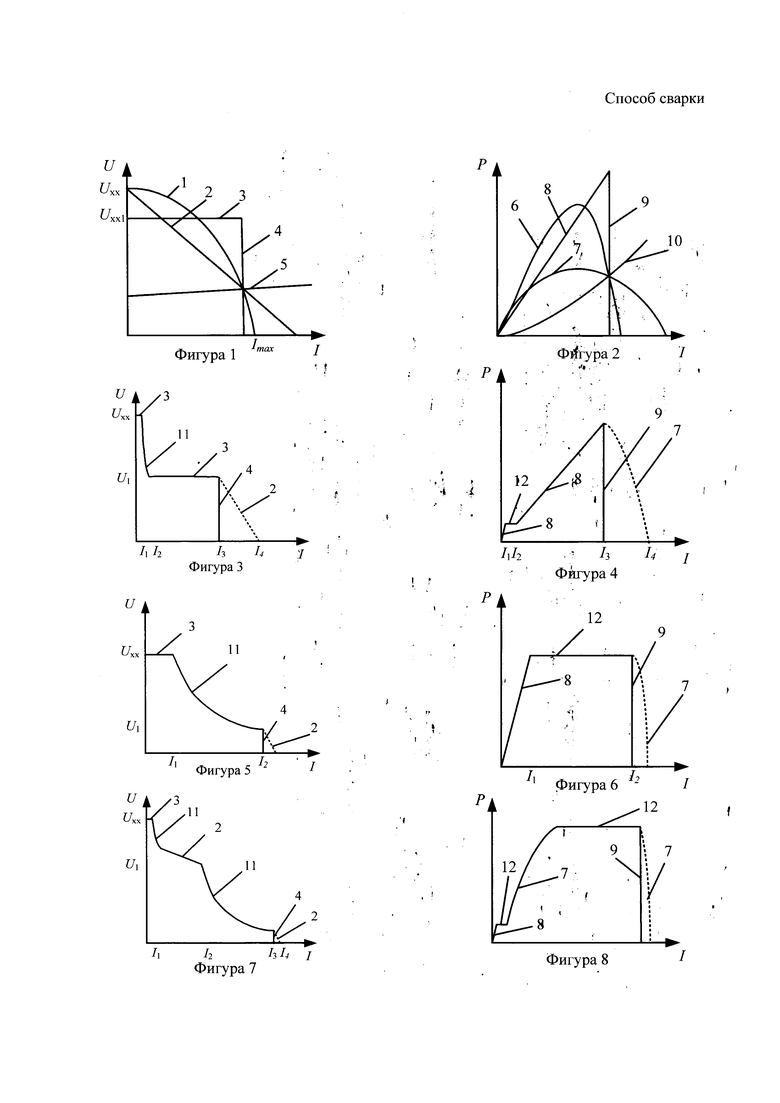
На фиг. 1 изображены ВАХ источников питания. На фиг. 2 представлены графики зависимости мощности в дуге от тока сварки при различных типах ВАХ сварочных источника питания. На фиг. 3 показаны ВАХ источника питания с дробно-рациональной функцией в начале сварки, координаты дробно-рационального участка (I1, Uxx-I2, U1). На фиг. 4 представлен график изменения мощности от тока с дробно-рациональной функцией в начале сварки. На фиг. 5 изображена ВАХ источника питания с дробно-рациональной функцией на рабочем участке, координаты дробно-рационального участка (I1, Uxx-I2, U1). На фиг. 6 представлено изменение мощности от тока с дробно-рациональной функцией на рабочем участке. На фиг. 7 показана ВАХ источника питания с двумя дробно-рациональными функциями, координаты переключения с жесткой на первый участок дробно-рациональной ВАХ (I1, Uxx), (I2, U1) координаты переключения с падающей на второй участок дробно-рациональной ВАХ. На фиг. 8 представлено изменение мощности от тока с двумя дробно-рациональными функциями. На рисунках следующие обозначения: 1 - крутопадающая ВАХ, 2 - линейная ВАХ, 3 - жесткая ВАХ, 4 - штыковая ВАХ, 5 - возрастающая характеристика, соответствует условной рабочей нагрузке при ручной дуговой сварке Uд=20+0,04Iд согласно ГОСТ Р МЭК 60974-1-2004, 6 - зависимость мощности от тока, ВАХ источника питания крутопадающая, 7 - зависимость мощности от тока, ВАХ линейная, 8 - зависимость мощности от тока, ВАХ жесткая, 9 - зависимость мощности от тока, ВАХ штыковая, 10 - зависимость мощности от тока, ВАХ возрастающая, 11 - дробно-рациональная ВАХ, 12 - зависимость мощности от тока, ВАХ дробно-рациональная. ВАХ источника питания состоит из двух участков, выход на рабочую область и рабочий участок, определяемый по условной рабочей нагрузке, для определенного способа сварки, с учетом возмущений: для жесткой характеристики - весь диапазон изменения тока, для крутопадающей и линейной ВАХ - спадающий участок параболы, для штыковой выходной характеристики - вертикальный участок.
Для построения изменения мощности при крутопадающей ВАХ, позиция 6 фиг. 2, внешняя характеристика источника питания заменена четвертью эллипса
где Uxx - напряжение холостого хода, Imax - ток короткого замыкания. График изменения мощности в нагрузке для линейной ВАХ, позиция 7 фиг. 2, определяется выражениями

где Rвн - внутреннее сопротивление источника питания. Определим рабочий участок падающей характеристики, взяв первую производную изменения мощности по току. При  парабола возрастает, если
парабола возрастает, если  , мы имеем экстремум, при
, мы имеем экстремум, при  парабола падает, вычислив, получим
парабола падает, вычислив, получим  . Изменение мощности в нагрузке при жесткой ВАХ, позиция 8 фиг. 2, равно Р=Uxx1I, при штыковой ВАХ изменение мощности, позиция 9 фиг. 2 - это вертикальная линия, численно равная току. Изменение мощности от тока для возрастающей характеристики, позиция 10 фиг. 2, определяется выражением Р=(20+0,04Iд)Iд.
. Изменение мощности в нагрузке при жесткой ВАХ, позиция 8 фиг. 2, равно Р=Uxx1I, при штыковой ВАХ изменение мощности, позиция 9 фиг. 2 - это вертикальная линия, численно равная току. Изменение мощности от тока для возрастающей характеристики, позиция 10 фиг. 2, определяется выражением Р=(20+0,04Iд)Iд.
Анализируя графики изменения напряжения и мощности от тока, технологические особенности сварки, можно предложить еще один вид ВАХ для формирования внешней характеристики источника питания - дробно-рациональную функцию. В качестве примера использования дробно-рациональной функции для формирования ВАХ источника питания рассмотрим обратно пропорциональную функцию вида  , где U(I) - напряжение на выходе источника питания, K - постоянный коэффициент, I - ток дуги. При изменении напряжения по формуле
, где U(I) - напряжение на выходе источника питания, K - постоянный коэффициент, I - ток дуги. При изменении напряжения по формуле  получим горизонтальный участок на графике изменения мощности Р=K, позиция 12 фиг. 4, 6, 8. Наличие дробно-рационального участка в начале сварки позволяет регулировать функцию горячего старта. Для надежного возбуждения дуги необходимо высокое напряжение холостого хода. Жесткий участок ВАХ, позиция 3 фиг. 3, ограничивает величину напряжения дробно-рациональной функции и способствует легкому возбуждению дуги. Минимальное энергопотребление рабочего участка соответствует штыковой ВАХ, позиция 4 фиг. 3, однако в этом случае при сварке плавящимся электродом саморегулирование дуги минимально, для повышения саморегулирования ВАХ должна иметь наклон, позиция 2 фиг. 3, U=Uxx-RвнIд, при Rвн→∞ получим штыковую ВАХ. Дробно-рациональный участок в рабочей области, позиция 11 фиг. 5, стабилизирует мощность, позиция 12 фиг. 6, и соответственно тепловложение в сварной шов, что уменьшает сварочные деформации, улучшает условия протекания металлургических реакций, повышая качество сварки. Для ограничения тока при коротком замыкании конечный участок ВАХ имеет падающий или штыковой участок.
получим горизонтальный участок на графике изменения мощности Р=K, позиция 12 фиг. 4, 6, 8. Наличие дробно-рационального участка в начале сварки позволяет регулировать функцию горячего старта. Для надежного возбуждения дуги необходимо высокое напряжение холостого хода. Жесткий участок ВАХ, позиция 3 фиг. 3, ограничивает величину напряжения дробно-рациональной функции и способствует легкому возбуждению дуги. Минимальное энергопотребление рабочего участка соответствует штыковой ВАХ, позиция 4 фиг. 3, однако в этом случае при сварке плавящимся электродом саморегулирование дуги минимально, для повышения саморегулирования ВАХ должна иметь наклон, позиция 2 фиг. 3, U=Uxx-RвнIд, при Rвн→∞ получим штыковую ВАХ. Дробно-рациональный участок в рабочей области, позиция 11 фиг. 5, стабилизирует мощность, позиция 12 фиг. 6, и соответственно тепловложение в сварной шов, что уменьшает сварочные деформации, улучшает условия протекания металлургических реакций, повышая качество сварки. Для ограничения тока при коротком замыкании конечный участок ВАХ имеет падающий или штыковой участок.
Схемотехнически существует много методов получения дробно-рациональной ВАХ. Рассмотрим некоторые из способов получения дробно-рациональной ВАХ в виде обратно пропорциональной функции. Получить обратно пропорциональную ВАХ можно путем регулирования по отклонению или возмущению [2]. При регулировании по отклонению контролируем ток и напряжение с последующим умножением или используем квадрат тока P=UI=I2Rн, далее организуется отрицательная обратная связь по мощности, внешняя характеристика источника питания будет иметь форму обратно пропорциональной зависимости. Регулирование по возмущению основано на непосредственном использовании обратно пропорциональной функции. Падающая ВАХ источника питания описывается уравнением U=Uxx-IRвн, при достаточно большой величине Uxx и определенной величине внутреннего сопротивления Rвн ВАХ источника питания, на определенном интервале тока, соответствует обратно пропорциональной зависимости. Получение обратно пропорциональной функции возможно в результате использования аналоговых перемножителей сигналов и микросхем логарифмирования, экспоненциального преобразования.
Источники информации
1. Технология электрической сварки металлов и сплавов плавлением. Под ред. Б.Е. Патона. М., «Машиностроение», 1974, 377-392 стр.
2. Фролов В.А. Статические характеристики и синергетика сварочной дуги // Автоматизация и современные технологии, №12, 2014, С. 39-43.
3. Фролов В.А. Анализ работы конвертера как объекта с переменной структурой // Практическая силовая электроника, №3(55), 2014, С. 28-33.
4. А.С. №1574392.
5. А.С. №1547986.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ | 2017 |
|
RU2643025C1 |
| Способ механизированной дуговой сварки | 1990 |
|
SU1791086A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1829989A3 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1164019A1 |
| Способ управления сварочными источниками питания инвертарного типа и устройство для его осуществления | 1983 |
|
SU1119799A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2014 |
|
RU2570145C1 |
| СВАРОЧНЫЙ АГРЕГАТ | 2004 |
|
RU2293631C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
Изобретение относится к сварочному производству и может быть использовано в способах дуговой сварки. Способ сварки реализуется в результате использования источника питания со сложной формой вольт-амперной характеристики (ВАХ), имеющей по меньшей мере один рабочий участок, описываемый дробно-рациональной функцией. При этом вначале сварку ведут на токе и напряжении, соответствующих жесткой или падающей ВАХ, а затем переключаются на рабочий участок ВАХ, описываемый дробно-рациональной функцией, причем данное переключение осуществляют в точке ВАХ, соответствующей заданной мощности на рабочем участке, которую затем поддерживают постоянной. Использование изобретения позволяет повысить качество сварных соединений. 8 ил. 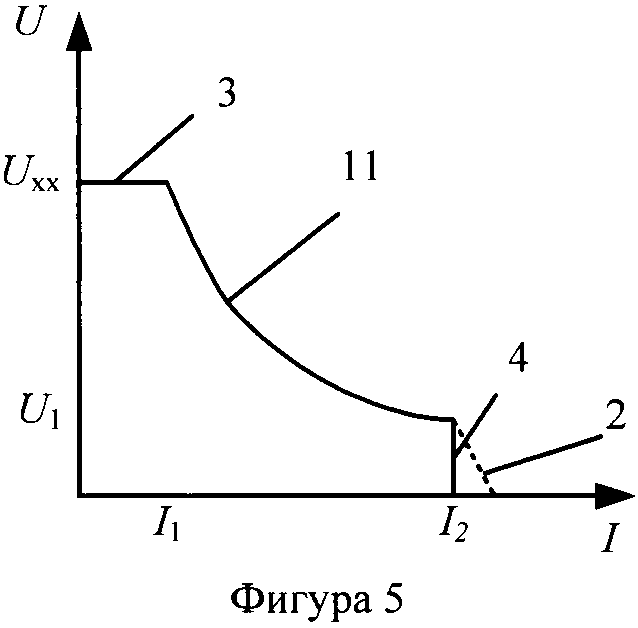
Способ сварки, включающий использование источника питания со сложной формой вольт-амперной характеристики (ВАХ), имеющей по меньшей мере один рабочий участок, описываемый дробно-рациональной функцией, отличающийся тем, что вначале сварку ведут с использованием сварочных тока и напряжения, соответствующих жесткой или падающей ВАХ, а затем с использованием сварочных тока и напряжения, соответствующих рабочему участку ВАХ, описываемому дробно-рациональной функцией, с обеспечением при этом постоянства заданной мощности, причем переключение на указанный участок ВАХ осуществляют в точке ВАХ, координаты которой соответствуют заданной мощности на рабочем участке ВАХ.

