2.Способ по п. 1, о т л и ч а ющ и и с я тем, что в процессе сварки осуществляют модзляцию тока напряжения дуги.
3.Способ по п. 2, отличающийся тем, что модуляцию тока
и напряжения дуги осуществляют путем nepHoj iH4ecKoro изменения максимального тока крутопадаиядего участка характеристики источника питания или периодического изменения максимального напряжения пологопадающего . участка характеристики источника питания в пределах 5-10% от их оптимальных значений,
4. Способ по п. 2, отличающийся тем, что модуляцию тока и напряжения дуги осуществляют путем периодического изменения скорости подачи электрода на 15-20% от оптимальной скорости.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механизированной дуговой сварки | 1990 |
|
SU1791086A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1148741A1 |
| Способ дуговой сварки плавящимся электродом | 1988 |
|
SU1599168A2 |
| Выпрямитель для дуговой сварки с комбинированными внешними характеристиками | 1988 |
|
SU1637969A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| Способ дуговой сварки | 1990 |
|
SU1756061A1 |
| Способ дуговой механизированной сварки модулированным током | 1991 |
|
SU1797539A3 |

1. СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ, при котором сварку выполняют на оптимальном режиме с использованием источника питания, обладающего разными вольтамперными характеристиками, а дугу возбуждают на крутопадающем участке вольтамперной характеристики, отличающийся тем, что, с целью повьшения качества сварки за счет уменьшения разбрызгивания металла, в качестве оптимального режима выбирают режим, при котором вольтамперная характеристика дуги пересекает вольтамперную характеристику источника питания,fi точке перехода крутопадающего участка к пологопадающему участку вольтамперной характеристики источника питания, а при зажигании дуги скорость подачи электрода устанавливают на 3050% меньше оптимальной скорости. 
Изобретение относится к дуговой варке плавящимся электродом в защитых газах и может найти применение различных отраслях народного хояйства.
Цель изобретения - повьшение качества сварки за счет уменьшения разбрызгивания металла.
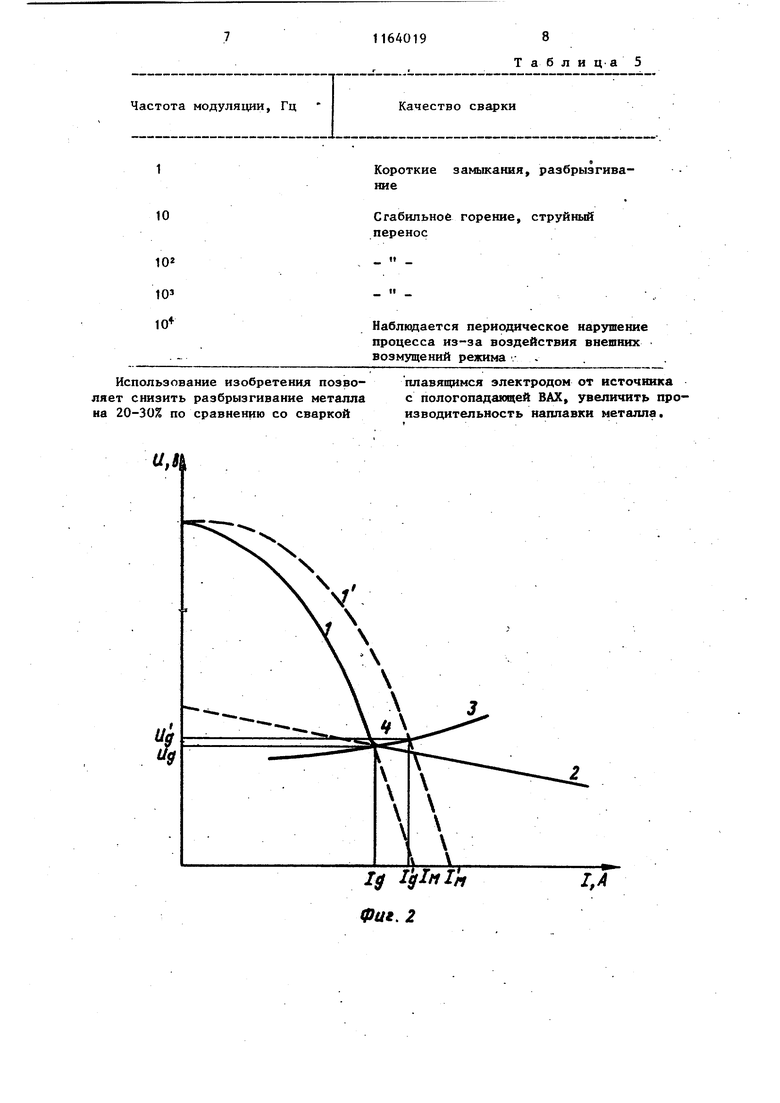
На фиг. 1 изображена внешняя вольтамперная характеристика (ВАХ) источника питания дуги; на фиг. 2 система модуляции тока и напряжения дуги за счет изменения положения крутопадающего участка ВАХ; на фиг.Зсистема модуляции тока участка и напряжения на дуге за счет изменения положения полого падающего участка ВАХ; на фиг. 4 - система модуляции тока и напряжения дуги за счет изменения скорости подачи электрода.
Для осуществления способа выбирают источник питания, ВАХ которого (фиг. 1) представляет собой комбинацию крутопадающего участка 1 и полого падающего участка 2. В качестве оптимального режима выбирают режим, при котором ВАХ дуги 3 пересекает ВАХ источника питания в точке 4, точке пересечения участков 1 и 2. При зажигании дуги ВАХ дуги занимают положение З, а при увеличении скорости подачи электрода - положение 4. Б случае смещения ВАХ дуги в положение 3 длина дуги уменьшается и увеличивается вероятность коротких замыканий, что нежелательно. Модуляция тока дуги путем периодического смещения в сторону больших токов крутопадающего участка 1 ВАХ (фиг. 2) в поло- жение 1 приводит к незначительному
- увеличению напряжения на дуге (jL . Смещение участка 1 в сторону меньших токов не имеет смысла, так как ВАХ дуги не сдвигается, а точка ее пересечения с ВАХ источника питания остается на месте, т.е. ток и напряжение на дуге остаются без изменений при этом точка пересечения ВАХ источника и ВАХ дуги находится на учас ке 2, а не в точке пересечения участков 1 и 2.
Модуляция напряжения на дуге путе смещения в сторону больших напряже15 НИИ участка 2 (фиг. 3) в положение 2 приводит к изменению тока и напряжения на дуге. Смещение участка 2 в сторону меньших напряжений не име ет,смысла, так как ВАХ дуги 3 не
20 сдвигается, точка ее пересечения с ВАХ источника питания остается на прежнем месте, т.е. ток и напряжение на дуге остаются без изменений, при этом точка пересечения ВАХ дуги и
25 ВАХ источника питания находится на участке 1, а не в точке пересечения участков 1 и 2.
При модуляции тока и напряжения 30 на дуге путем периодического изменения скорости подачи электрода (фиг. 4) могут иметь место два слу:чая: при увеличении скорости подачи электрода ВАХ дуги 3 занимает положение З, в результате чего ток заметно увеличивается, а напряжение на дуге уменьшается незначительно, при уменьшении скорости подачи электрода ВАХ дуги 3 занимает положе40 ние З , в результате чего ток уменьS 1 После возбущдения дуги увеличивали скорости подачи электрода до 280 м/ч и сварку вели на оптимальном режиме: 1л- 180 А, УЧ 25 В. Горение дуги оыло стабиль юе, разбрызгивание практически отсутствовало.
Максимальное напряжение крутопадаищего участка, В
17 17
22 24
Отношение крутизны крутопадаиячего участка к крутизне пологопадаюцего
40 50
75
100
110
Модуляцию тока и напряжения дуги осуществляли путем периоди- ческого изменения максимального
Качество сварки
Нет устойчивого горения дуги, дуга периодически гаснет
Нормальное горение дуги, перенос струйный
Таблица 4
Качество сварки
Нестабильное возбуждение дуги
Стабильное возбуждение дуги, струйный перенос
То же
Усиленное разбрызгивание
напряжения пологопадающего участка ЕАХ источника в пределах 26-29В. 9 При лабораторных испытаниях предложенного способа была опробована i сварка с использованием семейства характеристик источника, которые имели различные параметры круто- и пологопадающих участков (табл. 3 и табл. 4). Таблица 3
шается незначительно, а напряжение на дуге заметно возрастает.
Пример осуществления способа. . Производили сварку плоских образцов из малоуглеродистой стали проволокой Св 08Г2С диаметром 1,2 мм.в углекислом газе. Использовали источВ качестве оптимального выбрали режим: Ij - 180 А, Vj 280 м/ч, и 25 В, который соответствует точке пересечения ВАХ дуги.с ВАХ источника в точке перехода от круто224
196
17р 140 112
ник питания ВДГ-301У с пологопадающей ВАК и ВД-306 с крутопадающей ВАХ, включенные последовательно друг с другом.
Для проволоки диаметром 1,2 мм струйный перенос металла достигается на следующих режимаэ (табл. 1). л
Таблица 1
падающего участка ВАХ источника к пологопадающеку. Дугу возбуждали на. крутопадающем участке ВАХ источника при следую1цих значениях скорости подачи электрода (табл. 2).
;Таблица 2
165
Неустойчивое возбуждение с периодическими короткими замыканиями
160
Возбуждение стабильное без коротких замыканий
150 145 135
Возбуждение нор-, мальное, повышенное разбрызгивание, крупнокапельный перенос
Частота модуляции, Гц
10
102 10 10
Использование изобретения позволяет снизить разбрызгивание металла на 20-30% по сравнению со сваркой
Таблица 5
Качество сварки
Короткие замыкания, разбрызгивание
Стабильное горение, струйный перенос
Наблюдается периодическое нарушение процесса из-за воздействия внешних возмущений режима .- плавящимся электродом от источника с пологопадающей ВАХ, увеличить производительность наплавки металла.
10 ГдГнГ
1,А Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сварка в защитных газах плавящимся электродом | |||
| Машиностроение, 1974, с.119-12 2 | |||
| Способ дуговой сварки плавящимсяэлЕКТРОдОМ пульСиРующЕй дугОй | 1979 |
|
SU837665A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
