Изобретение относится к электродуговой сварке металлов и сплавов плавящимся электродом в аргоне и смеси аргона не менее 80% остальное углекислый газ и может быть использован в авиации, в судостроении, в химическом машиностроении и других отраслях машиностроения.
Известен способ импульсно-дуговой сварки цветных металлов и нержавеющих сталей и сплавов плавящимся электродом в защитной среде аргона, заключающийся в наложении на базовый ток дуги кратковременных импульсов тока длительностью 1,5-3,0 мсек от специального генератора импульсов, подключенного параллельно сварочному источнику питания с целью получения управляемого переноса металла - импульс тока одна капля [Дюргеров Н.Г. Оборудование для импульсно-дуговой сварки плавящимся электродом. /Н.Г. Дюргеров, Х.Н. Сагиров, В.А. Ленивкин, М.: Энергоатомиздат, 1985. - 80 с.].
Недостатком способа является относительно узкий диапазон регулирования параметров импульсов тока, обеспечивающих стабильный процесс сварки за счет перераспределения тока во время цикла.
Наиболее близким по выполнению, технической сущности и достигаемому результату является способ импульсно-дуговой сварки плавящимся электродом [Авторское свидетельство №440863, В23К 9/16, 1974 г.], заключающий в том, что на непрерывно горящую дугу на базовом токе налагают импульсы тока той же полярности длительностью 4-10 мсек с частотой их следования 50 или 100 имп/сек, со скоростью нарастания тока импульса 250-500 кА/сек, с целью получения процесса с управляемым переносом металла, в котором при действии импульса тока переносится несколько капель электродного металла.
Недостатком способа является то, что струйно прерывистый перенос электродного металла возможен в относительно узком диапазоне регулирования параметров импульсов тока, обеспечивающих непрерывное горение дуги и стабильный процесс сварки. Процесс импульсно-дуговой сварки осуществляют от двух параллельно включенных на дугу источников питания: основного - сварочного источника питания с жесткой вольтамперной характеристикой источника питания (ВАХ ИП) и дополнительного - специального генератора импульсов, который оказывает влияние на работу основного источника питания. Увеличение тока импульсов их длительности и частоты следования приводит к уменьшению величины базового тока Iб за счет принципа саморегулирования процесса сварки. Это особенно проявляется во время прекращения действия импульса тока, когда за счет переходного процесса в цепи питания сварочной дуги Iб снижается до величины меньше минимально допустимого тока горения дуги. Это приводит к перерыву в горении дуги, нарушению равномерности формирования свариваемого шва. Частота следования импульсов устанавливается ступенчато, что снижает гибкость управления процессом сварки.
Техническим результатом изобретения является улучшение формирования шва и расширение диапазонов режима сварки с мелкокапельным управляемым переносом электродного металла от управляемого источника питания с инверторным преобразователем.
Технический результат достигается тем, что способ импульсно-дуговой сварки плавящимся электродом характеризуется тем, что процесс проводят в аргоне или смеси аргона не менее 80% с углекислым газом, устанавливают базовый ток дуги Iб, соответствующий крупнокапельному переносу металла с электрода в сварочную ванну, а затем ток дуги повышают до пикового тока с амплитудой импульсов Iп=(1,5-2,0)Iкр, где Iкр - критический ток и поддерживают ток импульса в течение времени, обеспечивающего струйный перенос металла, по формуле  , где tи - длительность импульса,
, где tи - длительность импульса,  - увеличение длины дуги за время действия импульса тока, Δυэ1 - увеличение скорости плавления электрода при переходе с базового тока на ток импульса, затем понижают ток импульса до базового тока, выдерживают его в течение времени
- увеличение длины дуги за время действия импульса тока, Δυэ1 - увеличение скорости плавления электрода при переходе с базового тока на ток импульса, затем понижают ток импульса до базового тока, выдерживают его в течение времени  , где tп - длительность паузы, обеспечивающей сокращение длины дуги до длины дуги, соответствующей базовому току,
, где tп - длительность паузы, обеспечивающей сокращение длины дуги до длины дуги, соответствующей базовому току,  - сокращение длины дуги за время паузы, Δνэ2=υп-υэ2 - уменьшение скорости плавления электрода при переходе на сварку базовым током в паузе, при которой производят сокращение длины дугового промежутка до длины, соответствующей длине дуги крупнокапельного переноса, и процесс повторяют.
- сокращение длины дуги за время паузы, Δνэ2=υп-υэ2 - уменьшение скорости плавления электрода при переходе на сварку базовым током в паузе, при которой производят сокращение длины дугового промежутка до длины, соответствующей длине дуги крупнокапельного переноса, и процесс повторяют.
Значение Δυэ1 может быть определено по формуле  , где kст, kсн - коэффициент саморегулирования по току и по напряжению соответственно, kд - градиент потенциала столба дуги, Iп и Iб - ток импульса и базы соответственно.
, где kст, kсн - коэффициент саморегулирования по току и по напряжению соответственно, kд - градиент потенциала столба дуги, Iп и Iб - ток импульса и базы соответственно.
Базовый ток дуги Iб может быть установлен управляемым источником питания с инверторным преобразователем, преимущественно с комбинированной вольтамперной характеристикой со штыковым участком в диапазоне рабочих токов.
Переход от базового тока к пиковому току и обратно преимущественно осуществляют дискретно, например, переключением штыкового участка вольтамперной характеристики источника питания.
Процесс повторяют преимущественно с плавным изменением частоты от 10 до 110 имп/с.
Принцип осуществления предлагаемого способа сварки импульсами прямоугольной формы при дискретном переключении штыкового участка вольтамперной характеристики источника питания показан на фиг. 1, где 1 - вольтамперная характеристика источника питания, обеспечивающая сварку на докритическом токе, 11 - вольтамперная характеристика источника питания, обеспечивающая сварку на закритическом токе; 2 - характеристика саморегулирования дуги; 3 и 31 - статические вольтамперные характеристики дуги до и после действия импульса тока соответственно.
Режим сварки, соответствующий процессу с крупнокапельным переносом металла Iб<Iкр, определяется пересечением ВАХ ИП (кривая 1) с кривой саморегулирования сварки (2) точка (а), при этом величина падения напряжения на дуге Uда должна обеспечивать ее длину не более 1,5-2,5 мм. В этой точке независимая скорость подачи электрода (νп) равна скорости ее плавления (νэ), которая определяется по формуле (1)

где kдт - крутизна естественной статической характеристики дуги.
При этом длина дугового промежутка  остается постоянной и через точку (а) проходит вольтамперная характеристика дуги (ВАХ Д) кривая 3.
остается постоянной и через точку (а) проходит вольтамперная характеристика дуги (ВАХ Д) кривая 3.
При дискретном переключении ВАХ ИП из положения 1, обеспечивающая крупнокапельный перенос металла точка а, в положение 11, обеспечивающая струйный перенос металла, ток и напряжение дуги (Iп, Uда1) в этом случае определяются точкой a1 пересечением ВАХ Д (кривая 3) и ВАХ ИП 11 при неизменной длине дуги  а скорость плавления электрода в ней (νэа1) определяется уравнением 2
а скорость плавления электрода в ней (νэа1) определяется уравнением 2

Так как νп остается неизменной (кривая саморегулирования дуги 2), то νэа1 при Iп больше νп на величину Δνэ

Длина дуги при этом начнет увеличиваться, вылет электрода уменьшаться и ВАХ Д 3 эквидистантно смещается вверх из точки а1 в точку (б1), получаемой пересечением характеристик ВАХ Д с ВАХ ИП 11. Длина дуги  выбирается из условия обеспечения СПМ при постоянном токе импульса Iп и займет положение 31.
выбирается из условия обеспечения СПМ при постоянном токе импульса Iп и займет положение 31.
Исходя из допустимой длины дуги, обеспечивающей СПМ при Iп, длительность импульса тока tи определяется временем горения дуги между точками а 1 и б1

где  ,
,  ,
,  - скорость плавления электрода при Iп,
- скорость плавления электрода при Iп,  , kд - градиент потенциала столба дуги.
, kд - градиент потенциала столба дуги.
Из уравнения 7 следует, что чем больше  и меньше разность между величинами тока в импульсе и паузе, тем больше длительность импульса, во время которого происходит интенсивное плавление электродной проволоки и струйный перенос металла.
и меньше разность между величинами тока в импульсе и паузе, тем больше длительность импульса, во время которого происходит интенсивное плавление электродной проволоки и струйный перенос металла.
При переключении ВАХ ИП из положения 11 точка б1 в положение 1 точка б начинается пауза tп, длительность которой определяется временем горения дуги между точками б и а.

где  ,
,  .
.
Так как приращение скорости плавления электродной проволоки при действии импульса тока Δνэи равно по абсолютной величине скорости плавления при Δνэп, то длительность импульса равна длительности паузы.
Минимальная длительность импульса, обеспечивающая ПСПМ, составляет (4,5…5,0)·10-3 с при Iп=(1,5…2,0)Iкр. В этом случае частота следования импульсов максимальна - 110…100 имп/с. Наибольшая длительность импульса определяется из условия обеспечения СПМ при постоянной величине Iп и максимально допустимой  . Частота следования импульсов выбирается из условия обеспечения равномерности формирования ширины шва по его длине и не должна превышать 10 имп/с.
. Частота следования импульсов выбирается из условия обеспечения равномерности формирования ширины шва по его длине и не должна превышать 10 имп/с.
Ниже приведен пример осуществления изобретения.
Пример
Для сварки взяты: пластины из низкоуглеродистой конструкционной стали Ст20, толщиной 6 мм, сварочная проволока Св-08Г2С диаметром 1,2 мм.
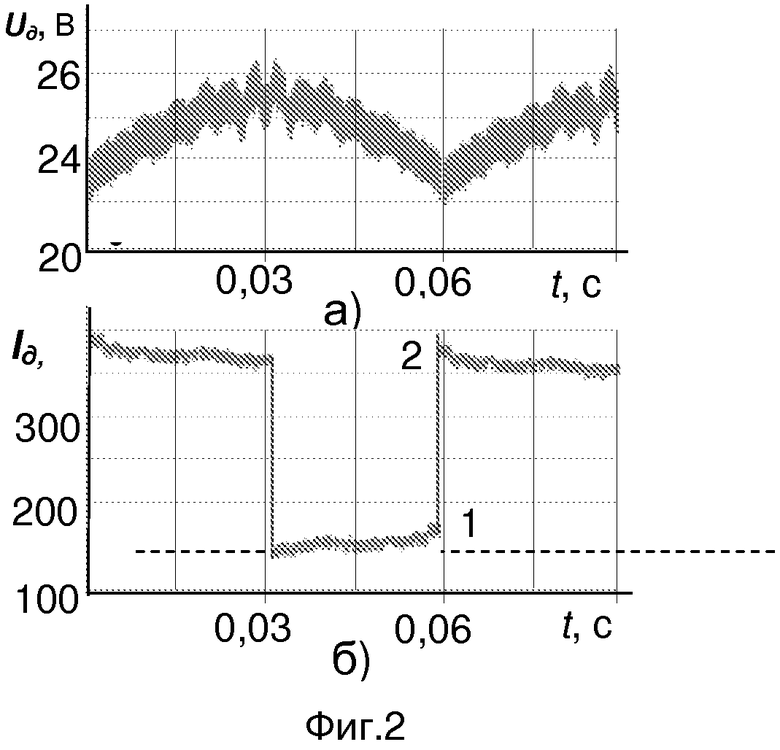
Способ импульсно-дуговой сварки плавящимся электродом вели в смеси 80% Ar+20% CO2. Предварительно устанавливали режим сварки, соответствующий области режимов с крупнокапельным переносом металла с электрода в сварочную ванну [Ленивкин В.А. Технологические свойства сварочной дуги в защитных газах / В.А. Ленивкин, Н.Г. Дюргеров, Х.Н. Сагиров. - 2-е изд. доп. - М.: 368 с.], базовый ток дуги Iб, равный 160 А, и падение напряжения на дуге 23.4 В. В этом случае: внешняя составляющая длина дуги составляет 2,5 мм, дуга пространственно устойчивая, жидкий металл на конце электрода имеет сферическую форму, активное пятно дуги располагается под каплей, перенос металла крупнокапельный 6-10 капель/с.
Затем ток дуги повышали до пикового тока с амплитудой импульсов Iп, равного 375А, что составляло 1,87 Iкр - (Iкр - критический ток для проволоки Св-08Г2С диаметром 1,2 мм в смеси защитных газов равен 190-210А [Ленивкин В.А. Технологические свойства сварочной дуги в защитных газах / В.А. Ленивкин, Н.Г. Дюргеров, Х.Н. Сагиров. - 2-е изд. доп. - М.: 368 с.], и поддерживали в течение времени tи, равного 30 мсек, рассчитанного по формуле  , где
, где  - увеличение длины дуги за время действия импульса тока - 2,0 мм, Δυэи - увеличение скорости плавления электрода при переходе с базового тока на ток импульса - 6,6 мм/с, рассчитанной по формуле (3).
- увеличение длины дуги за время действия импульса тока - 2,0 мм, Δυэи - увеличение скорости плавления электрода при переходе с базового тока на ток импульса - 6,6 мм/с, рассчитанной по формуле (3).
Во время действия импульса дуга охватывает боковую поверхность электрода и жидкий металл, находящийся на конце электродной проволоки, вытягивается под действием электромагнитных сил в конус (струйку). С вершины конуса отделяются мелкие капли диаметром до 0,4 мм с частотой 400÷200 капель в секунду. Длина дуги увеличивается до 4,5 мм, падение напряжения на дуге повышается до 25,8 В.
Затем ток импульса дискретно понижали до базового тока 160 А и выдерживали его в течение времени  , где tп - длительность паузы, равная 30 мсек, которая обеспечивала сокращение длины дуги
, где tп - длительность паузы, равная 30 мсек, которая обеспечивала сокращение длины дуги  до 2,5 мм, соответствующей базовому току, Δυзп=υп-υэ2 - уменьшение скорости плавления электрода при переходе на сварку базовым током во время паузы. Перенос металла с электрода в сварочную ванну во время паузы отсутствовал.
до 2,5 мм, соответствующей базовому току, Δυзп=υп-υэ2 - уменьшение скорости плавления электрода при переходе на сварку базовым током во время паузы. Перенос металла с электрода в сварочную ванну во время паузы отсутствовал.
При уменьшении  до нуля ток дуги вновь повышали до Iп, равного 375 А, и процесс повторялся. Время цикла tц=tи+tп составляет 60 мсек, частота следования импульсов f=1/tц-16,6 имп/с.
до нуля ток дуги вновь повышали до Iп, равного 375 А, и процесс повторялся. Время цикла tц=tи+tп составляет 60 мсек, частота следования импульсов f=1/tц-16,6 имп/с.
На фиг. 2а и б приведен участок осциллограммы изменения напряжения и тока во время импульса и паузы во времени, из которого следует, что ток Iб и Iп во времени остаются неизменными.
Полученный шов сформирован равномерно по ширине и высоте выпуклости шва.
Таким образом, использование заявляемого способа импульсно-дуговой сварки позволяет обеспечить улучшение формирования шва и расширить диапазон режима сварки с прерывисто струйным переносом электродного металла от управляемых источников питания с инверторным преобразователем с комбинированными вольтамперными характеристиками с штыковым участком в диапазоне рабочих токов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1164019A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2212989C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ МОДУЛИРОВАННЫМ ТОКОМ | 2006 |
|
RU2333083C2 |
| Способ механизированной дуговой сварки | 1990 |
|
SU1791086A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| Установка для плазменной сварки | 1988 |
|
SU1623846A1 |
| Устройство для импульсно-дуговой сварки с подогревом электродной проволоки | 2018 |
|
RU2726493C2 |
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2570609C2 |
Изобретение относится к электродуговой сварке металлов и сплавов плавящимся электродом в аргоне или смеси не менее 80% аргона с углекислым газом. Способ включает формирование последовательности импульсов сварочного тока, в паузах между которыми устанавливают базовый ток дуги Iб, соответствующий крупнокапельному переносу металла с электрода в сварочную ванну, а в импульсе ток дуги повышают до пикового тока с амплитудой Iп=(1,5 - 2,0)Iкр, где Iкр - критический ток, и поддерживают ток импульса в течение времени, обеспечивающего струйный перенос металла. При этом длительность паузы равна длительности импульса. Применение изобретения позволяет улучшить качество формирования шва и расширить диапазон режима сварки с мелкокапельным управляемым переносом электродного металла от управляемого источника питания с инверторным преобразователем. 3 з.п. ф-лы, 2 ил.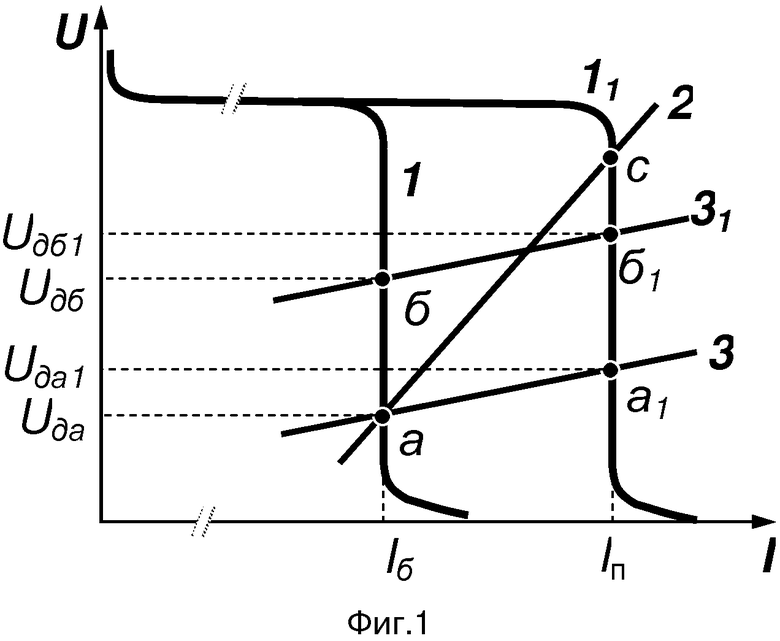
1. Способ импульсно-дуговой сварки металлов плавящимся электродом в защитном газе в виде аргона или смеси не менее 80% аргона с углекислым газом, включающий формирование последовательности импульсов сварочного тока, в паузах между которыми устанавливают базовый ток дуги Iб, отличающийся тем, что устанавливают базовый ток дуги Iб, соответствующий крупнокапельному переносу металла с электрода в сварочную ванну, а амплитуду упомянутых импульсов устанавливают соответствующей пиковому току дуги Iп= (1,5 - 2,0) Iкр, где Iкр - критический ток, обеспечивающий струйный перенос металла с электрода в сварочную ванну, и поддерживают упомянутый пиковый ток в течение времени tи=Δℓди/ΔVэ1, где tи - длительность импульса сварочного тока, Δ ℓди - увеличение длины дуги за время действия упомянутого импульса, равное Δℓди = (Uдб1 - Uда1)/kд, где Uдб1 - напряжение, определяемое точкой пересечения статической вольтамперной характеристикой (ВАХ) дуги после действия импульса тока и ВАХ источника питания при струйном переносе металла электрода, Uда1 - напряжение, определяемое точкой пересечения статической ВАХ дуги до действия импульса тока и ВАХ источника питания при струйном переносе металла электрода, kд - градиент потенциала столба дуги, ΔVэ1 -увеличение скорости плавления электрода при переходе с базового тока на ток импульса, равное ΔVэ1 = (kcт (Iп - Iб) - kсн ·(Uда1 - Uда)), где kcт, kсн - коэффициенты саморегулирования по току и по напряжению соответственно, Uда - напряжение, определяемое точкой пересечения статической ВАХ дуги до действия импульса тока и ВАХ источника питания при крупнокапельном переносе металла электрода, при этом длительность паузы tп между упомянутыми импульсами, при которой происходит сокращение длины дугового промежутка до длины, соответствующей длине дуги крупнокапельного переноса, устанавливают равной длительности упомянутого импульса.
2. Способ по п.1, отличающийся тем, что базовый ток дуги Iб устанавливают посредством управляемого источника питания с инверторным преобразователем.
3. Способ по п.1, отличающийся тем, что переход от базового тока к пиковому току и обратно осуществляют дискретно.
4. Способ по п.1, отличающийся тем, что частоту следования импульсов сварочного тока устанавливают в пределах от 10 до 110 имп/с.
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2038935C1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| US 8124913 B2, 28.02.2012 | |||
| US 4594498 A, 10.06.1986 | |||
| EP 1944115 A1, 16.07.2008. | |||

