Изобретение относится к области измерительных электрических машин и цифровых преобразователей угла.
Известно устройство для поверки преобразователя угла поворота (далее - преобразователя угла). Устройство содержит корпус, установленные в нем соосно с возможностью вращения платформу со шпинделем и статор образцового преобразователя угла, привод вращения шпинделя и две электромагнитные муфты. При проведении измерений на первые полумуфты подают электрический ток, что позволяет зафиксировать угловое положение статора образцового преобразователя угла относительно корпуса, а также связать шпиндель с приводом вращения. При подаче тока на вторые полумуфты фиксируется угловое положение шпинделя относительно корпуса, а статор образцового преобразователя угла связывается с приводом вращения, что позволяет изменять начальную фазу напряжения образцового преобразователя угла. Автоматическая установка начальной фазы образцового преобразователя угла позволяет повысить производительность поверки [1].
Недостатком данного устройства является сложность механической и электрической конструкции, а также ограничения по виду контролируемого преобразователя угла (вращающегося трансформатора) и его режима работы (синусно-косинусного, линейного и др.).
Известно также устройство контроля точностных параметров аналоговых и цифровых преобразователей угла поворота, содержащее угломерное устройство типа оптической делительной головки (ОДГ), с которым кинематически соединено приспособление (оправа 6361/154), для установки контролируемого преобразователя угла. При этом корпус преобразователя угла неподвижно соединен с прямолинейным рычагом, второй конец которого прижат к неподвижной опоре пружиной, что дает возможность продольного перемещения рычага, обусловленного несоосностью положения вала преобразователя угла и осью поворотного блока угломерного устройства. Вал преобразователя угла неподвижно соединен с поворотным блоком угломерного устройства. Испытуемый преобразователь угла соединен с электрической схемой контроля точности (прототип) [2].
Недостатком данного устройства является невысокая точность контроля вследствие большой погрешности сочленения преобразователя угла с угломерным устройством.
В основу изобретения положена техническая задача, заключающаяся в повышении точности контроля путем существенного снижения влияния смещения осей преобразователя угла поворота и угломерного устройства относительно друг друга.
Решение указанной технической задачи заключается в том, что в устройство контроля точности преобразователя угла, содержащее угломерное устройство, поворотный блок которого неподвижно сочленен с валом контролируемого преобразователя угла, корпус которого неподвижно сочленен с первым концом прямолинейного рычага, второй конец которого прижат пружиной к неподвижной опоре, выход преобразователя угла электрически соединен с электрической схемой контроля точности, согласно изобретению введены новые элементы связи, а именно: корпус преобразователя угла неподвижно сочленен с поворотным блоком угломерного устройства, а на валу преобразователя угла неподвижно закреплен прямоугольный рычаг, вертикальный катет которого отходит от вала преобразователя угла, а горизонтальный катет имеет две плоские жесткие площадки, которые опираются на ведущий и ведомые штоки механической следящей системы. Расстояние между штоками системы определяется по формуле

где Δ - максимальное смещение оси вала преобразователя угла от оси поворотного блока угломерного устройства, l - расстояние между штоками, Δα - допуск на угловую погрешность преобразователя угла, установленный в нормативно-технической документации (техническом задании на разработку преобразователя угла, технических условиях на него).
Механическая следящая система, введенная в устройство контроля, содержит следующие элементы: ведущий шток, верхний конец которого плотно соприкасается с первой площадкой прямоугольного рычага, нижний конец ведущего штока опирается на плоскую площадку ведущего рычага, имеющего в середине подвижную опору, дающую возможность качания ведущего рычага вверх-вниз, на вторую площадку второго конца ведущего рычага опирается начало ведомого рычага, равновеликого с ведущим и также имеющего в середине подвижную опору, на площадку конца ведомого рычага опирается ведомый шток, верхний конец которого упирается во вторую площадку прямоугольного рычага. В первую часть ведомого рычага упирается прижимная пружина, с помощью которой выбираются люфты механической следящей системы, включая и соединения ее штоков с прямоугольным рычагом.
Изобретение поясняется чертежами:
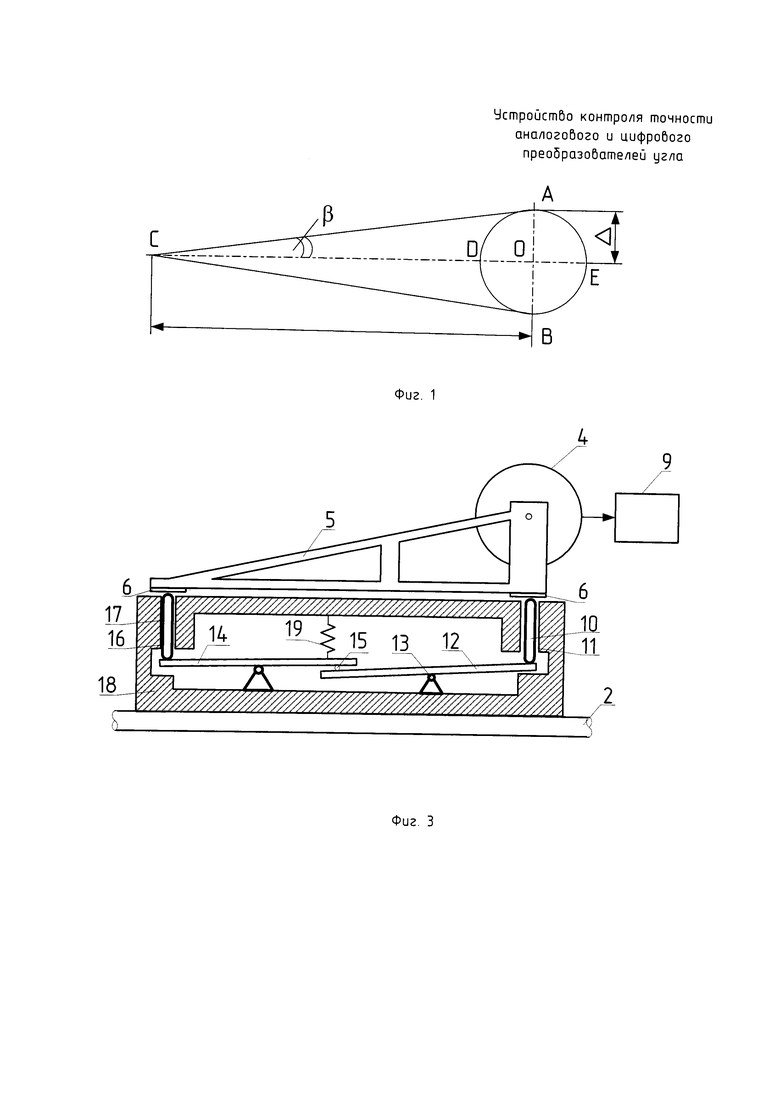
фиг. 1 - схема, иллюстрирующая появление угловой погрешности, зависящей от несоосности осей угломерного устройства и преобразователя угла;
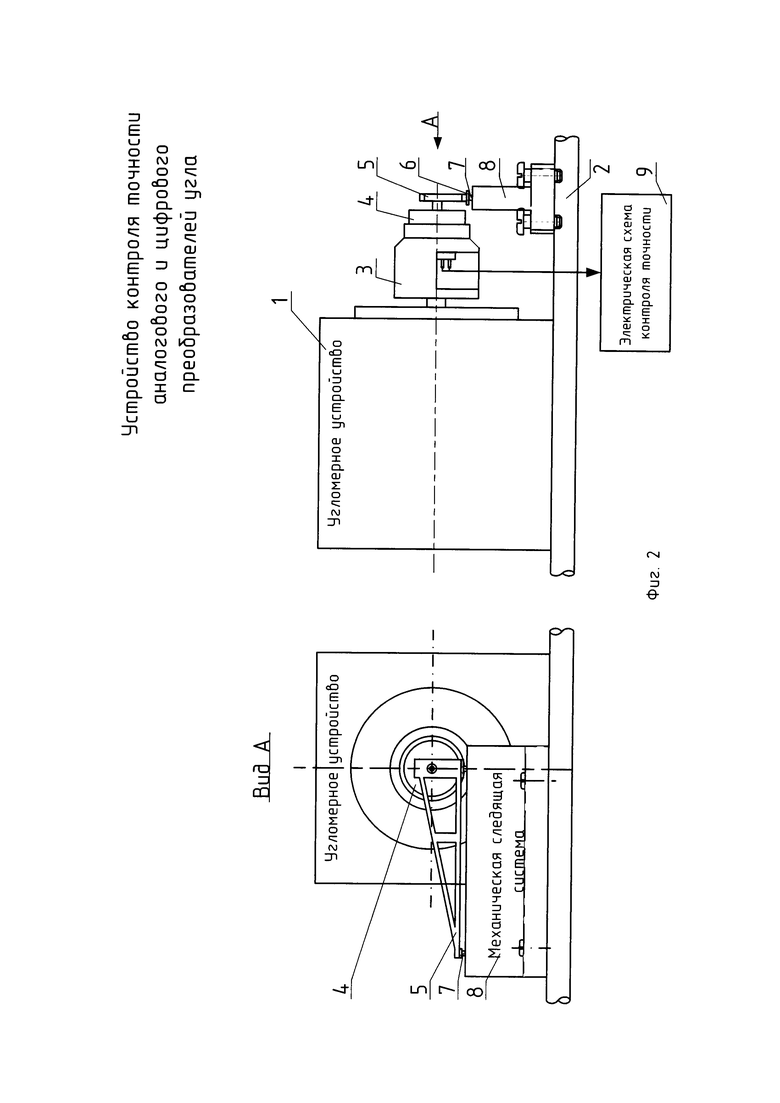
фиг. 2 - функциональная схема предлагаемого устройства;
фиг. 3 - функционально-конструктивная схема предлагаемой механической следящей системы.
Фиг. 1 иллюстрирует появление угловой погрешности устройства контроля, вызванной несоосностью вала преобразователя угла и оси поворотного блока угломерного устройства.
Приведенная на чертеже окружность AEBDA - это окружность, которую описывает ось вала преобразователя угла за один оборот поворотного блока угломерного устройства. Точка А на данной окружности - это верхнее положение оси вала преобразователя угла, в которое попадает указанная ось при вращении поворотного блока угломерного устройства. Точка В - крайнее нижнее положение вала преобразователя угла. Точки D и E - соответственно крайнее левое и правое положения вала преобразователя угла. AC - продольная ось рычага, неподвижно (жестко) закрепленного на валу преобразователя угла в точке A. В точке C рычаг прижат пружиной к неподвижной опоре, благодаря этому он имеет возможность перемещения вдоль его оси. Δ - несоосность (радиус окружности) есть сумма допусков на установочно-присоединительные размеры преобразователя угла: корпуса, установки вала относительно корпуса и выходного конца вала.
Предлагаемое устройство состоит из следующих составных частей (фиг. 2): угломерное устройство 1, закрепленное на станине 2, приспособление 3, неподвижно закрепленное в поворотном блоке угломерного устройства, преобразователь угла 4, неподвижно установленный в приспособление, прямоугольный рычаг 5, закрепленный на валу преобразователя угла. У горизонтального катета прямоугольного рычага на обоих концах выполнены жесткие шлифованные площадки 6. Рычаг 5 этими площадками опирается на верхние концы ведущего и ведомого штоков 7 механической следящей системы 8. Выход преобразователя угла электрически соединен с электрической схемой контроля точности 9.
Несколько видов электрических схем контроля точности для аналоговых преобразователей угла (вращающихся трансформаторов, сельсинов) приведены в брошюре [Баканов М.В., Лыска В.А., Алексеев В.В. Информационные микромашины следящих и счетно-решающих систем (вращающиеся трансформаторы, сельсины). - М.: Сов. Радио, 1977].
Механическая следящая система включает в себя следующие детали (фиг. 3): ведущий шток 10, имеющий возможность перемещения внутри цилиндра 11, нижний конец ведущего штока опирается на первый конец ведущего рычага 12, который имеет посередине подвижную опору 13, благодаря которой ведущий рычаг может качаться, а его концы при этом перемещаться вверх-вниз. На второй конец ведущего рычага 12 опирается первый конец ведомого рычага 14 через выступ 15. Ведомый рычаг выполняют равновеликим с ведущим, и он также имеет посередине подвижную опору. На второй конец ведомого рычага опирается ведомый шток 16, который также имеет возможность перемещения вверх-вниз внутри цилиндра 17. Все указанные детали собраны в корпусе 18. Между первым концом ведомого рычага и корпусом установлена прижимная пружина 19. Благодаря этому ведущий и ведомый штоки своими верхними концами 7 плотно прижимаются к площадкам 6 прямоугольного рычага 5, а также выбираются все люфты механической следящей системы.
Основные требования к устройству. Во-первых, следует обеспечить необходимую точность устройства. Согласно стандарту ГОСТ P 8.563-98 погрешность методики выполнения измерений (МВИ) не должна превышать 0,3 величины допуска на измеряемый параметр, в этом случае - на угловую погрешность преобразователя угла. Пояснить это лучше на конкретном примере. Например, требуется обеспечить точность сочленения аналогового преобразователя угла вида вращающегося трансформатора (ВТ) типа ВТ-5. Погрешность этого ВТ в синусно-косинусном режиме для высшего класса точности составляет ±0,02%, в угловом эквиваленте это ±40 угл. с. Для этого случая погрешность МВИ составит ΔМВИ=0,3·(±40)=±12 угл. с. Если в качестве угломерного устройства принять оптическую делительную головку ОДГЭ-5, то она обеспечит точность на уровне ±5 угл. с. Погрешность электрической схемы измерения этого ВТ находится на уровне ±(2-3) угл. с. На долю механического устройства сопряжения ВТ-5 с угломерным устройством остается ±[12-5-(2-3)]=±(4-5) угл. с. Насколько близко может быть выполнено указанное значение погрешности, видно из нижеследующего. На фиг. 1 приведена схема, иллюстрирующая появление угловой погрешности от несоосности осей угломерного устройства и преобразователя угла. При наличии несоосности ось вала преобразователя угла (в нашем примере ВТ) будет описывать окружность вокруг оси угломерного устройства. Это будет наблюдаться во всех случаях при всех видах механических устройств сочленения преобразователя угла с угломерным устройством. Радиус этой окружности (в единицах протяженности) равен погрешности Δ. Угол АСО (угол β) и есть тот угол, на который будет поворачиваться вал преобразователя угла при наличии несоосности, внося тем самым ту дополнительную погрешность устройства сочленения угломерного устройства с преобразователем угла. Из треугольника АСО следует β=arctg (Δ/l).
Меняя значение l длины нижнего катета прямоугольного рычага, можно добиться требуемого значения несоосности.
В практике применения механических устройств сочленения угломерного устройства и преобразователя угла обычно принимают значения рычага длиной l=120-150 мм. Примем для определения угла β значение l=140 мм. Сумма всех допусков на несоосность (например, для ВТ-5) Δ=0,034 мм, тогда β=arctg (0,034/140)=50 угл. с. Это в 10 раз больше требуемого значения. Следовательно, при применении известного устройства необходимо брать рычаг 1400 мм, что явно неприемлемо.
В случае применения предлагаемого устройства расхождение по высоте верхних концов штоков механической следящей системы, на которые опирается горизонтальный катет прямоугольного рычага, не превышает 1-2 микрон. Это означает, что горизонтальный катет практически не качается относительно точки С, а перемещается параллельно самому себе, оставаясь горизонтальным, а радиус описываемой окружности Δ=(0,001-0,002) мм. Значение угла β в этом случае составляет ±(1,5-3) угл. с., что вполне соответствует требованию, предъявляемому к этому устройству.
Второе требование к указанному устройству заключается в том, что высота от плоскости станины, на котором установлено угломерное устройство, до вершины штоков должно быть на 1-2 мм больше номинального значения от плоскости станины до центра оси угломерного устройства. Это обусловлено тем, что необходимо обеспечить непрерывное отслеживание перемещения вала преобразователя угла по указанной окружности от несоосности на полном обороте угломерного устройства без люфта. То есть, чтобы при достижении вала преобразователя самой верхней точки, контактирование верхнего конца штока с площадкой рычага не прекращалось.
Работа предлагаемого устройства.
Вначале об особенностях установки преобразователя угла в предлагаемое устройство. Предварительно выставляют в нулевое положение угломерное устройство и вал преобразователя угла путем совмещения вручную (по возможности) отметок нулевого положения на валу и корпусе. После этого преобразователь закрепляют в приспособлении 3. Затем, нажимая на верхний конец ведущего штока 10, подводят к нему первую (которая под вертикальным катетом) площадку 6 прямоугольного рычага 5, а верхний конец рычага надевают на вал преобразователя угла и закрепляют на нем. В результате этой установки окажется, что ось вала преобразователя угла может находиться в любом месте окружности AEBDA (фиг. 1). Предположим, что ось вала преобразователя угла при его нулевом положении находится в точке D. Установка преобразователя угла в устройство закончена.
Устройство работает следующим образом. Преобразователь угла 4 соединяют с электрической схемой контроля точности 9. Включают источник питания (не показан) и с помощью угломерного устройства 1 выставляют вал преобразователя угла в нулевое положение. Записывают показание шкалы угломерного устройства, оно будет несколько отличаться от нулевого, так как в результате установки нулевые положения вала, преобразователя угла и угломерного устройства, как правило, расходятся.
Поворачивают вал преобразователя угла в требуемые угловые координаты, которые указаны в нормативно-технической документации. При этом учитывают полученное в результате установки смещение нулевого положения по шкале угломерного устройства (оно записано).
Пусть возрастание угла поворота будет происходить по часовой стрелке (см. фиг. 1) от точки D к точке А. В течение этой четверти оборота ось вала преобразователя угла будет подниматься вверх. Ведущий шток 10 также будет подниматься вверх, выбирая появляющийся свободный промежуток (люфт), поскольку прижимная пружина 19 будет опускать вниз и конец ведущего рычага 12 и начало ведомого 14. А противоположные концы этих рычагов будут подниматься и толкать вверх оба штока 10 и 16, причем на одну и ту же величину, поскольку рычаги 12 и 14 равные и у обоих опоры посередине.
Подобные действия будут происходить и при движении оси вала преобразователя угла от точки А к точке Е. Ось вала преобразователя угла будет опускаться, при этом вертикальная стойка рычага 5 будет отжимать ведущий шток 10 вниз. В точке E ось вала преобразователя угла приходит в среднее (из вертикальных перемещений) положение. На этом завершается полуоборот поворотного блока угломерного устройства. Второй полуоборот является зеркальным отражением первого с той лишь разницей, что вначале идет опускание оси вала (до точки B) и соответственно штоков, а затем - подъем. Горизонтальный катет рычага 5 на протяжении всего оборота поворотного блока угломерного устройства остается с незначительным отклонением параллельным самому себе.
Благодаря этому угловая погрешность механической части предлагаемого устройства не превышает ±3 угл. с., то есть меньше, чем у существующего устройства почти в 20 раз.
Процедура работы с электрической схемой контроля точности в соответствии с методом контроля, указанным в нормативно-технической документации (технических условиях, стандартах, программе испытаний).
Погрешность электрической схемы контроля точности остается без изменения, она зависит от типа преобразователя угла и находится в широких пределах от ±2 угл. с. до ±20 угл. с. и более, в частности, большей для малогабаритных преобразователей угла.
Источники информации
1. SU 1564673, 1990.
2. Технические условия 5053 А/вар ТУ. Сельсины С-65-1ТА, С-65-1ТБ, С-65-1ТВ. Приложение: Оправа для закрепления сельсина на ОДГ 6361/154.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОНТРОЛЯ ДОПОЛНИТЕЛЬНОЙ НЕЛИНЕЙНОСТИ МИКРОЭЛЕКТРОМЕХАНИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ ЛИНЕЙНОГО УСКОРЕНИЯ ПРИ ИСПЫТАНИИ НА ВИБРОУСТОЙЧИВОСТЬ | 2014 |
|
RU2586262C2 |
| УСТРОЙСТВО КОНТРОЛЯ ТОЧНОСТИ ЦИФРОВЫХ ПРЕОБРАЗОВАТЕЛЕЙ УГЛА | 2015 |
|
RU2577186C1 |
| Устройство измерения неравномерности мгновенной частоты вращения вала | 2018 |
|
RU2703274C1 |
| УСТРОЙСТВО КОНТРОЛЯ ПЕРЕХОДНОГО СОПРОТИВЛЕНИЯ КОНТАКТНОГО УЗЛА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2012 |
|
RU2527655C2 |
| УСТРОЙСТВО КОНТРОЛЯ ПРОДОЛЖИТЕЛЬНОСТИ КОНТАКТИРОВАНИЯ ЭЛЕМЕНТОВ КАЧЕНИЯ ПОДШИПНИКОВОГО УЗЛА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2012 |
|
RU2510562C2 |
| Устройство измерения времени разгона вала электродвигателя | 2022 |
|
RU2796152C1 |
| ПОВОРОТНЫЙ УГЛОМЕРНЫЙ СТОЛ | 2015 |
|
RU2596693C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОГРЕШНОСТИ ПРЕОБРАЗОВАТЕЛЯ УГОЛ - ПАРАМЕТР - КОД С БЕСКОРПУСНОЙ ИНФОРМАЦИОННОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2010426C1 |
| Мотор-колесо | 2023 |
|
RU2816724C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВНЕШНЕБАЛЛИСТИЧЕСКИХ ПАРАМЕТРОВ МЕТАТЕЛЬНОГО ЭЛЕМЕНТА С ПОМОЩЬЮ ФОТОЛИНЕЕК И СВЕТОВЫХ ЭКРАНОВ | 2005 |
|
RU2278388C1 |
Изобретение относится к области измерительных электрических машин и цифровых преобразователей угла. Достигаемый технический результат - повышение точности контроля указанных изделий. Устройство содержит угломерное устройство 1, станину 2, приспособление 3, преобразователь угла 4, прямоугольный рычаг 5, имеющий на концах горизонтального катета плоские шлифованные площадки 6, верхние концы ведущего и ведомого штоков 7 механической следящей системы 8 и электрическую схему контроля точности 9. 1 з.п. ф-лы, 3 ил.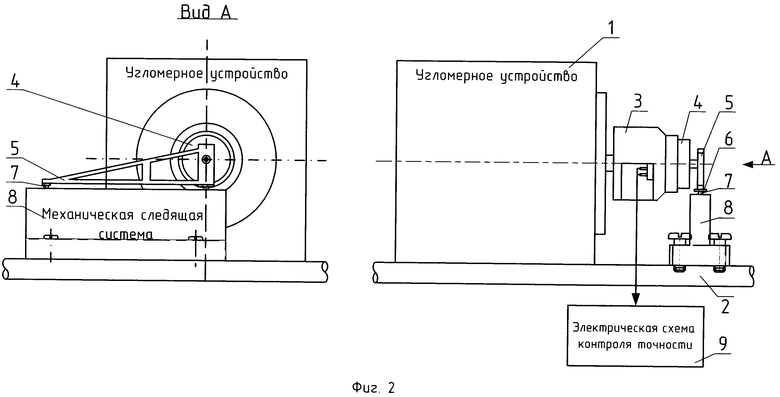
1. Устройство контроля точности аналогового и цифрового преобразователей угла, содержащее угломерное устройство, поворотный блок которого неподвижно сочленен с валом преобразователя угла поворота, корпус которого неподвижно сочленен с первым концом прямолинейного рычага, второй конец которого прижат пружиной к неподвижной опоре, выход преобразователя угла поворота электрически соединен с электрической схемой контроля точности, отличающееся тем, что корпус преобразователя угла поворота неподвижно сочленен с поворотным блоком угломерного устройства, а на валу преобразователя угла поворота неподвижно закреплен прямоугольный рычаг, вертикальный катет которого отходит от вала преобразователя угла поворота, а горизонтальный катет имеет две плоские жесткие площадки, которые опираются на ведущий и ведомые штоки механической следящей системы, расстояние между штоками механической следящей системы определяют по формуле 


2. Устройство по п. 1, отличающееся тем, что механическая следящая система содержит ведущий шток, верхний конец которого плотно соприкасается с первой площадкой прямоугольного рычага, нижний конец ведущего штока опирается на плоскую площадку ведущего рычага, имеющего в середине неподвижную опору, дающую возможность качания ведущего рычага вверх-вниз, на вторую площадку второго конца ведущего рычага опирается начало ведомого рычага, равновеликого с ведущим и также имеющего в середине подвижную опору, на площадку конца ведомого рычага опирается ведомый шток, верхний конец которого упирается во вторую площадку прямоугольного рычага, в первую часть ведомого рычага упирается прижимная пружина, с помощью которой выбираются люфты механической следящей системы, включая и соединения ее штоков с прямоугольным рычагом.
| Устройство для поверки преобразователя угла поворота | 1988 |
|
SU1564673A1 |
| Способ контроля погрешности преобразователей угла | 1982 |
|
SU1037058A1 |
| Способ проверки преобразователя угла поворота вала в код | 1983 |
|
SU1238235A1 |
| CN 201688825 U, 29.12.2010 | |||
| US 7242184 B2, 10.07.2007.. | |||

