Изобретение относится к области измерительной техники - угломерным установкам типа оптических делительных головок и столов, применяемым в точном машиностроении, приборостроении, технической физике для задания угловых положений деталей, изделий, инструментов или приборов. Изобретение может быть использовано при разработке высокоточных рабочих средств измерений плоского угла, предназначенных для решения широкого круга задач на предприятиях, в организациях и учреждениях разного профиля, главным образом, при производстве и использовании продукции.
Известна автоматизированная установка, входящая в стационарный комплект вторичного эталона единицы плоского угла, основной частью которой является поворотный стол, имеющий вертикальный шпиндель и оптический датчик угла [1]. Устройство характеризуется применением сложных систем и механизмов и не предназначено для серийного производства рабочих средств измерений угла.
Известен измерительный поворотный стол, предназначенный для использования при производстве и контроле продукции, имеющий вертикальный шпиндель, датчик угла поворота шпинделя и прецизионные механизмы для поворота и фиксации шпинделя [2]. Недостатком устройства является невысокая грузоподъемность стола (до 2 кг) при возможности измерения углов только в горизонтальной плоскости и наличие прецизионных механизмов, что приводит к повышению стоимости и сужает область применения устройства.
Известно устройство оптических делительных головок, широко применяемых для обработки деталей и в проверках приборов, относящихся к образцовым средствам измерений плоского угла, имеющее неподвижный корпус с двумя взаимно перпендикулярными основаниями, шпиндель в подшипниках неподвижного корпуса, выполненный с возможностью прикрепления позиционируемых объектов, червячный привод шпинделя и электромагнитный зажим, установленный с возможностью фиксации шпинделя [3]. Это устройство (обеспечивающее большую грузоподъемность до 70 кг) принято за прототип.
Устройству присущи недостатки, способные отрицательно проявляться при выставке углового положения выходного звена (шпинделя). Выставка углов осложняется наличием люфтов и трения, способных нарушать плавное и точное перемещения шпинделя. Существующий в подшипниках шпинделя (подшипниках скольжения) небольшой зазор, не более 0,001 мм, необходимый для смазки, при изменении нагрузки на шпиндель может создавать эксцентриситет и угловую погрешность изделий (эксцентриситет 0,001 мм создает погрешность 8′′ детали диаметром 100 мм). Показатели технического состояния устройства - биение и моменты вращения шпинделя, люфты привода, изменение показаний при зажиме шпинделя и др. - нормированы и периодически проверяются в оптических делительных головках, но для проверки необходимо временно изъять их из производства, что сопряжено с их демонтажем из состава рабочего места, кроме того, периодически осуществляемые проверки имеют субъективный характер и невысокую точность. В результате оптические делительные головки не удовлетворяют возросшим требованиям к испытательным средствам приборостроения, так как не обеспечивают:
- минимальную (меньше 1′′) погрешность выставки угла поворота шпинделя в задаваемые угловые положения и минимальную (меньше 0,001 мм) погрешность выставки эксцентриситета изделий, требующих точного центрирования на поворотном столе;
- самоконтроль устройства при проведении высокоточных угловых измерений, обеспечивающий возможность алгоритмической компенсации систематических составляющих погрешности измерения угла;
- высокую производительность труда при проведении испытаний, зависящую от непрерывного и согласованного выполнения всех операций, включая опрос выхода испытуемого прибора на заданных углах поворота стола и обработку полученных результатов.
Задачей изобретения является расширение арсенала тестируемых высокоточных средств измерения угла, повышение точности и производительности угловых измерений.
Технический результат достигается тем, что в поворотный угломерный стол, содержащий неподвижный корпус с двумя взаимно перпендикулярными основаниями, шпиндель в подшипниках неподвижного корпуса, выполненный с возможностью прикрепления внешних объектов, червячный привод шпинделя и электромагнитный зажим, установленный с возможностью фиксации шпинделя, согласно изобретению дополнительно введена контрольно-измерительная система, содержащая датчик угла поворота и радиальных перемещений шпинделя, устройство интерполяции, блок преобразования информации, преобразователь емкость-код, устройство ввода, процессорное устройство, первый и второй широтно-импульсные формирователи, первый и второй коммутаторы, электродвигатель червячного привода шпинделя; датчик имеет прикрепленное к шпинделю и выполненное из электропроводного материала кольцо с круговой шкалой на внешней цилиндрической поверхности и неподвижно установленные с зазорами к этой поверхности оптическую считывающую головку и электропроводную пластину; процессорное устройство имеет первый вход, связанный с выходом оптической считывающей головки через последовательную цепь блок преобразования информации - устройство интерполяции; процессорное устройство имеет второй вход, связанный с электропроводной пластиной через последовательную цепь устройство ввода - преобразователь емкость-код; процессорное устройство имеет первый и второй выходы, связанные соответственно с входами электромагнитного зажима и электродвигателя через последовательно соединенные соответствующие цепи первых широтно-импульсного формирователя и коммутатора и вторых широтно-импульсного формирователя и коммутатора; процессорное устройство имеет вход/выход, обеспечивающий возможность запроса и приема цифровой информации внешних объектов и имеет возможность подключения дисплея.
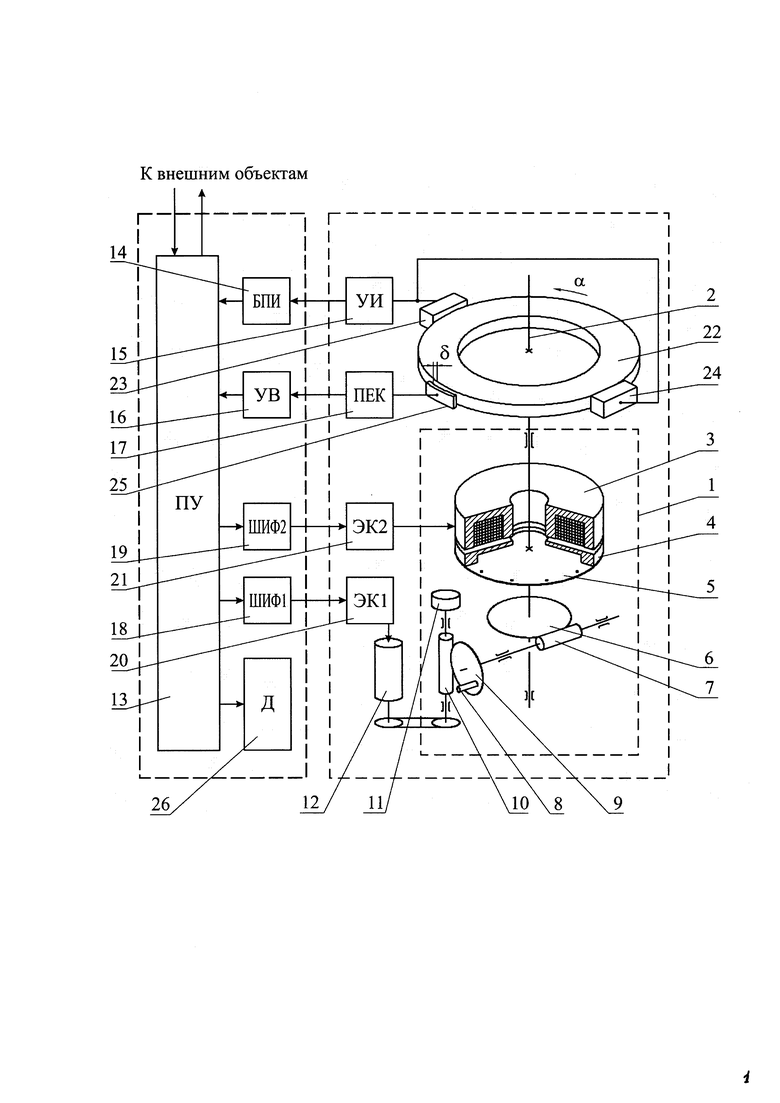
На чертеже представлена блочно-кинематическая схема поворотного угломерного стола (ПУС).
В подшипниках неподвижного корпуса 1 установлен шпиндель 2. Для точной фиксации шпинделя на углах поворота относительно неподвижного корпуса используется электромагнитный зажим, имеющий неподвижный кольцевой электромагнит 3 и якорь 4, прикрепленный к шпинделю при помощи плоской мембраны 5 с возможностью осевого перемещения, прижатия к полюсам кольцевого электромагнита и фиксации шпинделя. К шпинделю прикреплено червячное колесо 6, в зацеплении с ним находится червяк 7. На его оси установлены рукоятка 8 грубой выставки угла и червячное колесо 9, установленное с возможностью поворота червяком 10 с помощью маховичка точной выставки угла 11. С входом ручного червячного привода шпинделя в ПУС связан вал электродвигателя 12 (с помощью зубчатой ременной передачи).
Контрольно-измерительная система стола содержит электродвигатель (12), процессорное устройство (ПУ) (13), блок преобразования информации (БПИ) (14), устройство интерполяции (УИ) (15), устройство ввода (УВ) (16), преобразователь емкость-код (ПЕК) (17), первый и второй широтно-импульсные формирователи (ШИФ1 и ШИФ2) (18 и 19), первый и второй электронные коммутаторы (ЭК1 и ЭК2) (20 и 21) и датчик угла поворота и радиальных перемещений, содержащий прикрепленное к шпинделю и выполненное из электропроводного материала кольцо (22) с круговой шкалой на внешней цилиндрической поверхности и неподвижно установленные с зазорами к этой поверхности оптическую считывающую головку (23) (возможна установка двух головок (23 и 24) для повышения точности измерений) и электропроводную пластину (25). Информация об углах поворота отображается на дисплее (26). Электропроводная пластина подключена к ПУ через последовательную цепь ПЕК - УВ. Оптическая считывающая головка подключена к ПУ через последовательную цепь УИ - БПИ. Обмотки электродвигателя и электромагнитного зажима подключены к ПУ через соответствующие последовательные цепи первый/второй электронный коммутатор ЭК1 - первый/второй широтно-импульсный формирователь.
Участок поверхности электропроводного кольца, находящийся против пластины и образующий с ней зазор δ, образуют конденсатор, изменение емкости которого при изменении зазора определяется формулой
ΔC=ε·S/4π Δδ,
где ΔC - изменение емкости,
ε - диэлектрическая проницаемость воздуха;
S - площадь пластины, образующая зазор δ;
Δδ - изменение зазора δ.
Высокая разрешающая способность емкостного устройства позволяет контролировать перемещения, которые много меньше остаточного зазора в подшипниках шпинделя (меньше 0,0001 мм).
Поворотный угломерный стол может работать в ручном или автоматическом режимах. В ручном режиме повороты осуществляются с помощью рукоятки 8 (грубо) или маховичка 11 (точно), данные операции проводятся в поворотном столе без существенных изменений относительно прототипа, при этом шаговый двигатель 12 не запитан и не препятствует повороту. При повороте считывающие головки 23, 24 воспринимают перемещение штрихов круговой шкалы масштабного кольца 22, прикрепленного к шпинделю 2, и с выходов УИ на входы БПИ выдается кодовая последовательность, отражающая направление вращения и текущее значение угла поворота шпинделя. Она обрабатывается и может отображается на экране дисплея.
Контрольно-измерительная система обеспечивает автономную работу угломерного стола или проведение автоматических испытаний в целом, при этом в зависимости от установленной программы в процессорном устройстве она выполняет следующие функции:
- автоматическая выставка шпинделя в задаваемые угловые положения с последующим измерением заданного значения угла;
- контроль нестабильности радиальных положений шпинделя при выставке эксцентриситета изделий, требующих точного центрирования на поворотном столе;
- самоконтроль поворотного стола в составе рабочего места испытаний приборов;
- алгоритмическая компенсация систематических погрешностей измерения угла:
- автоматические испытания приборов в режиме программного задания статических угловых положений.
Устройство работает следующим образом. Значение каждого угла, на который должен повернуться стол, определяет оператор либо последовательность требуемых значений углов содержится в программе заранее написанного сценария разворотов. При осуществлении поворота контрольно-измерительная система, подавая последовательность управляющих импульсов на обмотки шагового электродвигателя, начнет разворот, непрерывно контролируя угол поворота и сравнивая его со значением угла, которое необходимо достигнуть. Система сначала производит максимально быстрый разворот шпинделя в режиме максимальных по величине шагов электродвигателя в релейном режиме управления с выхода ШИФ1 через электронный коммутатор ЭК1. После быстрого поворота шпинделя на угол, который несколько меньше (на 30′′), чем выставляемое значение угла, согласно алгоритму автоматического поворота контрольно-измерительная система производит снижение скорости вращения вала двигателя до минимального значения, что достигается переходом в режим широтно-импульсной модуляции выдаваемых напряжений постоянного тока с выхода ШИФ1 через электронный коммутатор ЭК1. В замедленном режиме работы привода момент сопротивления вращению шпинделя определяется градиентом скорости в тонком слое смазки, разделяющем втулки и вал подшипников скольжения, вращение шпинделя становится медленным и равномерным. По достижению значения угла, близкого к необходимому (отличающегося на 0,1′′…0,2′′), система прекратит подачу управляющих импульсов на шаговый электродвигатель и включит электромагнитный зажим с помощью электронного коммутатора ЭК2. Для уменьшения погрешности, вносимой электромагнитным зажимом, достигающей 1′′ при скачкообразной подаче напряжения в оптических делительных головках, контрольно-измерительная система производит плавное включение электромагнитного зажима, используя широтно-импульсную модуляцию выдаваемого напряжения постоянного тока посредством ШИФ2. Затем будет автоматически произведено измерение фактического (фиксированного) значения угла с помощью углового энкодера. После выполнения замеров проверяемого прибора в данном угловом положении цикл разворотов продолжится.
Контроль нестабильности радиальных положений шпинделя при выставке эксцентриситета изделий, требующих точного центрирования на поворотном столе (в частности, это высокоточные полноповоротные индукционные преобразователи угла), контрольно-измерительная система осуществляет, сравнивая изменение емкости (ΔС) и вычисляя (по приведенной формуле) соответствующее изменение Δδ зазора δ на одном и том же неоднократно задаваемом угле поворота шпинделя для каждого угла из задаваемого при выставке. Если значения зазора δ имеют достаточную повторяемость, а его изменения Δδ не превышают допуска 0,0003 мм, то результаты регулирования эксцентриситета изделия считаются положительными.
Самоконтроль поворотного стола в составе рабочего места испытаний приборов автоматически осуществляется тем, что контрольно-измерительная система согласно алгоритму проверки производит повороты шпинделя в разных направлениях с помощью червячного привода (приводящие к изменению направления радиального усилия на червячное колесо), измерение радиальных перемещений шпинделя (то есть изменений зазора δ), показания емкостного датчика на углах позиций j=1, 2, …, n, измерение угла 360° поворота по нулевой метке масштабного кольца, обеспечивающей возможность контроля точности измерения углового энкодера, потребляемый ток и частоту питания шагового электродвигателя, включение и выключение электромагнитного зажима. Полученные данные обрабатываются в процессорном устройстве. Результатом функционирования контрольно-измерительной системы в режиме автоматического самоконтроля ПУС являются показатели технического состояния устройства поворотного стола - люфт в подшипниках скольжения шпинделя и момент сопротивления вращению шпинделя, эксцентриситет и погрешность цилиндрической круговой шкалы углового энкодера и погрешность его оптического считывающего устройства, люфт червячного привода, изменение показаний угломерного устройства при фиксации шпинделя и погрешность позиционирования поворотного стола.
Алгоритмическая компенсация систематических погрешностей измерения угла существенно повышает точность угловых измерений, так как зависимость ошибки от угла поворота имеет в угловом энкодере высокую повторяемость. С помощью контрольно-измерительной системы периодически проводятся метрологические поверки ПУС, в которых к шпинделю прикреплено приспособление с многогранной кварцевой призмой, а к входу/выходу процессорного устройства подключен цифровой автоколлиматор, наведенный на зеркало призмы. Поверки проводятся по алгоритму автоматических испытаний путем задания позиций j=1, 2, …, n (углов поворота шпинделя), запроса и приема в каждой из них цифровой информации (последовательного кода) с выхода автоколлиматора на вход/выход процессорного устройства, сравнения полученных данных (в ПУ) с измеренными поворотным столом углами позиций j=1, 2, …, n и формирования массива поправок (Δj=1, 2, …, n), компенсирующего систематические погрешности измерения угла. Эта информация сохраняется в памяти контрольно-измерительной системы и используется путем автоматического введения поправок при испытаниях.
Автоматические испытания приборов в режиме программного задания статических угловых положений выполняются контрольно-измерительной системой путем задания позиций j=1, 2, …, n (углов поворота шпинделя), запроса и приема в каждой из них цифровой информации с выхода измерительной схемы испытуемого прибора на вход/выход процессорного устройства, сравнения полученных данных (в ПУ) с измеренными поворотным столом углами в позициях j=1, 2, …, n и формирования массива погрешностей испытуемого прибора, характеризующего точностные характеристики прибора.
Введение контрольно-измерительной системы позволило устранить влияние известных недостатков поворотных механизмов (трения, люфтов, зазоров) на точность задания углов и точность центрирования испытуемых приборов, обеспечить самоконтроль устройства с компенсацией систематических погрешностей измерения угла, согласованное выполнение операций поворотным столом и испытуемым прибором. В результате реализовано новое рабочее (образцовое) средство измерений плоского угла, имеющее погрешность задания углов, не превышающую 1′′, и погрешность измерения углов, не превышающую 0,35′′.
Таким образом, заявлен поворотный угломерный стол, содержащий неподвижный корпус с двумя взаимно перпендикулярными основаниями, шпиндель в подшипниках неподвижного корпуса, выполненный с возможностью прикрепления внешних объектов, червячный привод шпинделя и электромагнитный зажим, установленный с возможностью фиксации шпинделя. Отличительная особенность заключается в том, что он дополнен контрольно-измерительной системой, содержащей датчик угла поворота и радиальных перемещений шпинделя, устройство интерполяции, блок преобразования информации, преобразователь емкость-код, устройство ввода, процессорное устройство с графическим дисплеем, первый и второй широтно-импульсные формирователи, первый и второй коммутаторы, электродвигатель червячного привода шпинделя; датчик имеет прикрепленное к шпинделю и выполненное из электропроводного материала кольцо с круговой шкалой на внешней цилиндрической поверхности и неподвижно установленные с зазорами к этой поверхности оптическую считывающую головку и электропроводную пластину; процессорное устройство имеет первый вход, связанный с выходом оптической считывающей головки через последовательную цепь блок преобразования информации - устройство интерполяции; процессорное устройство имеет второй вход, связанный с электропроводной пластиной через последовательную цепь устройство ввода - преобразователь емкость-код; процессорное устройство имеет первый и второй выходы, связанные соответственно с входами электромагнитного зажима и электродвигателя шпинделя через последовательно соединенные соответствующие цепи первых широтно-импульсного формирователя и коммутатора и вторых широтно-импульсного формирователя и коммутатора; процессорное устройство имеет вход/выход, обеспечивающий возможность запроса и приема цифровой информации внешних объектов.
Источники информации
1. Янковский А.А. и др. Новый эталон единицы плоского угла для области обороны и безопасности государства. Научно-технический журнал «Вестник метролога», №3, 2012 г. Стр. 33, 34.
2. Руководство пользователя «Стенд контроля погрешности измерения контрольного элемента», Петербургский институт ядерной физики им. Б.П. Константинова.
3. /www.npzoptics.ru>files/ОДГЭ-2,-5,-20.pdf/. ОАО «ШВАБЕ оборона и защита». Технические условия ТУ 3-3.199-80. Паспорт АЛ2.787.055 ПС, стр. 11, стр. 25. Головки делительные оптические ОДГЭ-5.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО БАЗИРОВАНИЯ МНОГОГРАННЫХ ПРИЗМ | 2019 |
|
RU2711610C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ УГЛОМЕРНОГО ПОВОРОТНОГО СТОЛА | 2021 |
|
RU2779239C1 |
| ДВУХОСНЫЙ ПОВОРОТНЫЙ СТЕНД | 2018 |
|
RU2684419C1 |
| Приспособление для контроля конических колес | 1989 |
|
SU1732138A1 |
| Эталон единицы плоского угла | 2016 |
|
RU2637727C1 |
| ГИРОСКОПИЧЕСКИЙ ИЗМЕРИТЕЛЬ | 2015 |
|
RU2610389C1 |
| Способ измерения углов между отражающими элементами | 1991 |
|
SU1796896A1 |
| ОПТИКО-МЕХАНИЧЕСКОЕ УГЛОМЕРНОЕ УСТРОЙСТВО ПОВОРОТНОГО ТИПА С ОПТИЧЕСКИМ УКАЗАТЕЛЕМ НА ОСНОВЕ МНОГОЗНАЧНОЙ МЕРЫ И ФОТОЭЛЕКТРОННЫМ РЕГИСТРАТОРОМ | 2007 |
|
RU2377498C2 |
| УСТРОЙСТВО КОНТРОЛЯ ТОЧНОСТИ АНАЛОГОВОГО И ЦИФРОВОГО ПРЕОБРАЗОВАТЕЛЕЙ УГЛА | 2014 |
|
RU2575467C1 |
| Способ определения безопасного положения оператора носимого и выносного противотанкового ракетного комплекса при стрельбе в положении лежа и система для его осуществления | 2017 |
|
RU2669168C1 |
Изобретение относится к измерительной технике, к устройствам для задания и измерения углов ориентации изделий приборостроения при их изготовлении и контроле, и может быть использовано в любой другой области при необходимости точного задания и измерения углов. Заявлен прецизионный поворотный стол, содержащий корпус, шпиндель в подшипниках корпуса, выполненный с возможностью закрепления внешних объектов, червячный привод шпинделя. Согласно изобретению введена контрольно-измерительная система, содержащая датчик угла поворота и радиальных перемещений, последовательные цепи: оптическая головка датчика - устройство интерполяции - блок преобразования информации - процессорное устройство, электропроводная пластина датчика - преобразователь емкость-код - устройство ввода - процессорное устройство, электромагнитный электродвигатель/электромагнитный зажим шпинделя - соответствующие коммутаторы - соответствующие широтно-импульсные формирователи - процессорное устройство. Техническим результатом является повышение точности, производительности измерений и расширение области применения. 1 ил.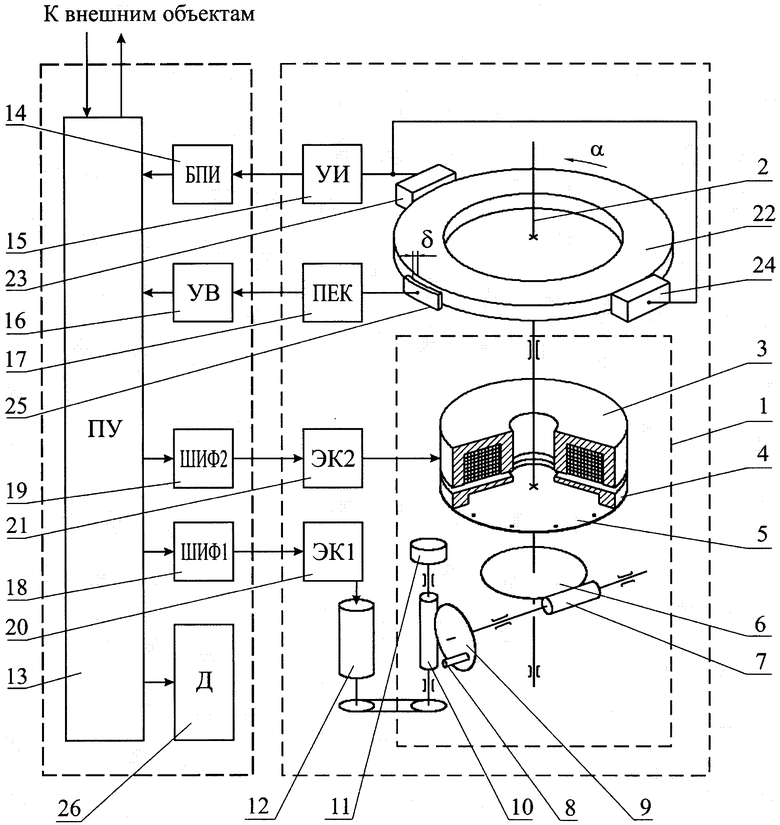
Поворотный угломерный стол, содержащий неподвижный корпус с двумя взаимно перпендикулярными основаниями, шпиндель в подшипниках неподвижного корпуса, выполненный с возможностью прикрепления внешних объектов, червячный привод шпинделя и электромагнитный зажим, установленный с возможностью фиксации шпинделя, отличающийся тем, что он дополнен контрольно-измерительной системой, содержащей датчик угла поворота и радиальных перемещений шпинделя, устройство интерполяции, блок преобразования информации, преобразователь емкость-код, устройство ввода, процессорное устройство с графическим дисплеем, первый и второй широтно-импульсные формирователи, первый и второй коммутаторы и электродвигатель червячного привода шпинделя; датчик имеет прикрепленное к шпинделю и выполненное из электропроводного материала кольцо с круговой шкалой на внешней цилиндрической поверхности и неподвижно установленные с зазорами к этой поверхности оптическую считывающую головку и электропроводную пластину; процессорное устройство имеет первый вход, связанный с выходом оптической считывающей головки через последовательную цепь блок преобразования информации - устройство интерполяции; процессорное устройство имеет второй вход, связанный с электропроводной пластиной через последовательную цепь устройство ввода - преобразователь емкость-код; процессорное устройство имеет первый и второй выходы, связанные соответственно с входами электромагнитного зажима и электродвигателя шпинделя через последовательно соединенные соответствующие цепи первых широтно-импульсного формирователя и коммутатора и вторых широтно-импульсного формирователя и коммутатора; процессорное устройство имеет вход/выход, обеспечивающий возможность запроса и приема цифровой информации внешних объектов.
| ОПТИЧЕСКОЕ УГЛОМЕРНОЕ УСТРОЙСТВО | 0 |
|
SU366350A1 |
| Способ приготовления индикаторной бумаги | 1950 |
|
SU92950A1 |
| Угломерный стол | 1960 |
|
SU137566A1 |
| ШИРОКОДИАПАЗОННЫЙ СТЕНД ДЛЯ КОНТРОЛЯ ИЗМЕРИТЕЛЕЙ УГЛОВОЙ СКОРОСТИ | 2008 |
|
RU2378618C2 |
| US 6621565 B2 16.09.2003. | |||

