Область техники
Настоящее изобретение относится к экструдированным макаронным изделиям, признаками которых является уменьшенное время варки, и к способу производства макаронных изделий быстрого приготовления, получаемых путем сушки экструдированных макаронных изделий после прежелатинизации, и к способу производства сухих макаронных изделий, получаемых путем сушки экструдированных макаронных изделий без прежелатинизации.
Кроме того, настоящее изобретение относится к элементу формующей головки формующей головки макаронного экструдера, применяемому при производстве макаронных изделий, имеющих сквозное отверстие в продольном направлении.
Уровень техники
Экструдированные макаронные изделия, такие как спагетти и макароны формуются путем экструзионной макаронной машины. При этом макаронное тесто экструдируется через отверстия формующей головки, выполненные на конце макаронного экструдера, с вакуумированием или без вакуумирования. Экструдированные макаронные изделия, формуемые таким образом, требуют большего времени для приготовления, чем так называемые «разрезные макаронные изделия», изготовленные путем раскатывания макаронного теста в тонкую полосу и разрезания данной тонкой полосы. Это значит, что для сырых макаронных изделий или сухих макаронных изделий требуется время на приготовление (варку), а для макаронных изделий быстрого приготовления требуется время на восстановление (регидратацию в горячей воде). Одной из причин является то, что полученные экструзией макаронные изделия, которые формуются путем экструзии через отверстия формующей головки под высоким давлением, имеют тонкую структуру, что затрудняет проникновение горячей воды в макаронные изделия.
В особенности, в случае макаронных изделий быстрого приготовления, изготавливаемых путем сушки экструдированных макаронных изделий после прежелатинизации, если для процесса сушки применяется горячий воздух, макаронные изделия имеют очень низкие характеристики восстановления и должны иметь очень малую толщину для восстановления в горячей воде (регидратации в горячей воде) за время около 3-5 минут. Поэтому в настоящее время на рынке отсутствует продукт, относящийся к необжаренным макаронным изделиям быстрого приготовления, получаемым из макаронных изделий, формуемых экструзией через отверстия матриц, толщина которого соответствовала бы толщине спагетти (около 1,7 мм в сухом состоянии). Таким образом, существует потребность в макаронных изделиях быстрого приготовления (пасте быстрого приготовления) с хорошими характеристиками восстановления (быстро восстанавливающий содержание влаги в горячей воде), производимых при помощи процесса экструзии.
Список патентной литературы
Патентный документ 1: Выложенная японская заявка на патент №60-6172.
Патентный документ 2: Выложенная японская заявка на патент №4-211337.
Патентный документ 3: Выложенная японская заявка на патент №10-146161,
Патентный документ 4: Выложенная японская заявка на патент №2001-17104.
Патентный документ 5: Выложенная японская заявка на патент №63-248366.
Патентный документ 6: Выложенная японская заявка на патент №2007-49920,
Патентный документ 6: Публикация патента Японии №36-4595.
Патентный документ 8: Выложенная японская заявка на патент №11 -151081, В качестве технологий снижения времени варки полученных экструзией макаронных изделий давно известны технологии формирования канавок на поверхностях макаронных изделий. Например, все технологии, описанные в патентных документах 1, 2, 3 и 4, включают формирование канавок на поверхностях макаронных изделий.
Кроме того, в патентном документе 5 описывается технология, относящаяся к макаронным изделиям быстрого приготовления с хорошими характеристиками восстановления (быстро восстанавливающие содержание влаги в горячей воде). Технология включает формирование канавок, имеющих площадь 10-35% от площади сечения макаронных изделий, изготовленных экструзией. В патентном документе 5 утверждается, что при восстановлении в горячей воде макаронные изделия раздуваются за счет поглощения горячей воды, и в результате происходит смыкание внешних канавок, и устраняется непривычный внешний вид.
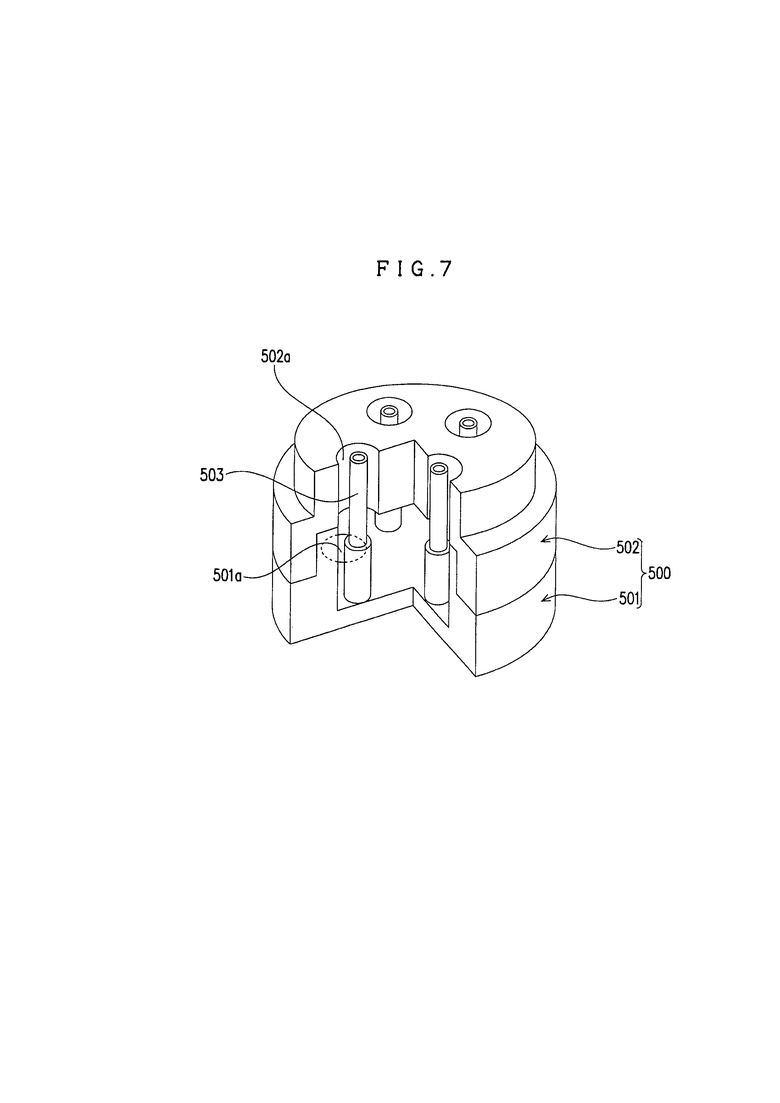
Помимо формирования канавок на поверхностях макаронных изделий способы эффективного снижения времени варки включают способ формирования сквозного отверстия в продольном направлении макаронных изделий, т.е. по длине макаронных изделий. Что касается получаемых экструзией макаронных изделий, то перфорированная паста со сквозным отверстием в продольном направлении включает различные виды пасты, типовым представителем которой являются макароны в случае пасты малой длины. В качестве примера пасты большой длины, можно привести тип букатини, который также известен, как вид макаронных изделий с отверстием. Букатини, толщина которых существенно больше толщины спагетти, обычно имеют диаметр около 5 мм и круговое сквозное отверстие, сформированное в центре. Доступные способы такого формирования кругового сквозного отверстия в центре макаронных изделий включают способ, который предполагает экструдирование макаронного теста при помощи формующей головки с большим числом элементов 500 формующей головки, как показано на Фиг. 7.
Формующая головка установлена в конце экструдера или другой экструзионной машины, и макаронные изделия формуются путем экструзии макаронного теста через сквозные отверстия, сформированные в каждом элементе формующей головки. В каждое отверстие вставлен штифт, идущий от элемента формующей головки со стороны, с которой происходит поступление макаронного теста. Сквозное отверстие формируется в каждом макаронном изделии в месте расположения штифта, где не происходит экструзии макаронного теста.
Сущность изобретения
Задачи/проблемы, решаемые изобретением
Тем не менее, при формировании канавок на поверхностях макаронных изделий, как описано в приведенных патентных документах, даже в случае набухания макаронных изделий за счет впитывания горячей воды и, следовательно, смыкания внешних канавок, например, как описано в патентном документе 5, материал канавок и остальная часть не являются непрерывным целым. Таким образом, при разжевывании макаронных изделий возникает смещение в районе участков с канавками, что вызывает непривычное ощущение во рту.
С другой стороны, в документе 6 описываются экструдированные макаронные изделия, в которых сформировано множество отверстий. Однако формирование множества отверстий в каждом макаронном изделии является затруднительным из-за толщины макаронных изделий. Кроме того, даже в случае формирования множества отверстий, каждое отдельное отверстие приходится выполнять очень малого размера. Малые отверстия затрудняют проникновение горячей воды, что приводит к низким характеристикам восстановления. С другой стороны, при наличии множества крупных отверстий зона с отверстиями в каждом макаронном изделии занимает большую долю площади сечения макаронного изделия, что приводит к неприятным ощущениям во рту. Кроме того, при выполнении круглого отверстия в каждом макаронном изделии, как в случае макарон, не просто обеспечить смыкание отверстия, и изделие остается полым, и, следовательно, отверстия смыкаются при разжевывании макаронных изделий, что приводит к непривычному ощущению отсутствия плотной структуры во рту.
С другой стороны, стандартные примеры формующей головки, снабженной штифтами для формирования отверстия, предназначенные для формирования сквозных отверстий в продольном направлении экструдируемых макаронных изделий, включают элемент 500 формующей головки, показанный на Фиг. 7. Элемент формующей головки 500 включает входную часть 501, снабженную отверстиями 501а, через которые поступает макаронное тесто, и выходную часть 502, снабженную отверстиями 502а, через которые производится экструдирование макаронных изделий, при этом входная часть 501 и выходная часть 502 скреплены друг с другом. В стандартном примере, приведенном на Фиг. 7, сформировано четыре входных отверстия 501а и четыре выходных отверстия 502а. Входные отверстия 501а и выходные отверстия 502а расположены со взаимным смещением 45°. В стандартном примере штифты 503, применяемые для формирования сквозных отверстий в макаронных изделиях, установлены во входной части 501 за счет посадки. Следует заметить, что стандартный вариант, показанный на Фиг. 7, приведен в качестве примера, и что число входных отверстий, выходных отверстий и тому подобных элементов, может выбираться в соответствии с конкретной необходимостью.
Для макаронных изделий большой толщины, таких как букатини, описанные выше, поскольку формируемое сквозное отверстие также должно быть относительно большим, штифт 503 может иметь большую толщину. Следовательно, структура штифта 503 может обеспечивать его вставку во входную часть 501, Однако при попытке формирования сквозного отверстия в тонких макаронных изделиях, имеющих диаметр 3 мм или менее (в частности, в спагетти и им подобных изделиях, имеющих диаметр 2 мм или менее), приходится делать сквозное отверстие очень малого диаметра, что приводит к необходимости выполнения такой конфигурации штифта 503, которая бы обеспечивала формирование сквозного отверстия чрезвычайно малого диаметра. Таким образом, при структуре подобной описанной выше существует вероятность выпадения штифта 503 из входной части 501, изгибания штифта, поломки штифта или возникновения подобных проблем.
Для формующей головки (элементов формующей головки), применяемой для экструзии макаронных изделий, технологии формирования сквозного отверстия в продольном направлении макаронных изделий включают описанные в патентном документе 7 и патентном документе 8. Однако не существует стандартной технологии формирования сквозного отверстия в тонких макаронных изделиях диаметром 3 мм или менее.
Настоящее изобретение выполнено для решения вышеуказанной проблемы. Соответственно, задачей настоящего изобретения является получение экструдированных макаронных изделий, которые имеют малое время варки или хорошие характеристики восстановления (малое время регидратации) и не вызывают непривычных ощущений при еде.
Другой задачей настоящего изобретения является разработка элемента формующей головки макаронного экструдера, который обеспечивает изготовление тонких макаронных изделий со сквозным отверстием при помощи экструзии. Еще одной задачей настоящего изобретения является разработка элемента формующей головки для получения макаронных изделий экструзией, которые имеют малое время варки или хорошие характеристики восстановления, как описано выше.
Средства решения проблем
В настоящем изобретении предлагается экструдированное макаронное изделие, имеющее отверстие проходящие насквозь в продольном направлении, в котором: необходимым сырьем для макаронного изделия является пшеничная мука; отверстие смыкается или сжимается при варке или регидратации в горячей воде; и отверстие в поперечном сечении макаронного изделия имеет такую конфигурацию, при которой вокруг центра поперечного сечения сформировано множество канавок, симметрично расположенных в окружном направлении, идущих наружу в радиальном направлении от центра поперечного сечения макаронного изделия; отверстие имеет воздушный зазор в центре поперечного сечения, воздушный зазор сформирован за счет взаимного перекрытия множества канавок; и отверстие смыкается при варке или регидратации в горячей воде или сжимается, обеспечивая смыкание канавок за исключением воздушного зазора.
Экструдированное макаронное изделие, имеющее конфигурацию в соответствии с вышеприведенным описанием, необходимым сырьем для которого является пшеничная мука, обладает структурой, в которой имеется отверстие с множеством канавок, идущих наружу в радиальном направлении от центра поперечного сечения макаронного изделия. Это увеличивает площадь поверхности макаронного изделия, позволяя горячей воде быстро проникать по всему объему макаронного изделия при варке или регидратации в горячей воде. Отверстие, которое смыкается или сжимается, менее склонно к созданию странного ощущения во рту при еде, которое возникло бы, если бы отверстие осталось несомкнутым.
В настоящем изобретении отверстие может быть сформировано таким образом, что оно занимает 2-15% площади сечения макаронного изделия с учетом отверстия.
При вышеописанной конфигурации отверстие стремиться сомкнуться или сжаться при варке или регидратации в горячей воде. Следовательно, при употреблении в пищу, макаронные изделия менее склонны к созданию странного ощущения во рту, подобного тому, которое возникает при употреблении макарон.
В настоящем изобретении концы множества канавок могут достигать участков, удаленных на 30-70% расстояния от центра поперечного сечения макаронного изделия до внешнего периферического края макаронного изделия.
Вышеописанная конфигурация обеспечивает быстрое проникновение воды по всему объему макаронного изделия и, следовательно, снижает время варки или регидратации макаронного изделия.
В настоящем изобретении множество канавок может быть сформировано таким образом, что в нем имеется от трех до восьми симметрично расположенных в окружном направлении элементов.
При вышеописанной конфигурации, поскольку канавки выполнены таким образом, что имеется от трех до восьми симметрично расположенных в окружном направлении канавок, они идут в радиальном направлении от центра макаронного изделия и имеют равномерное расположение. Следовательно, канавки обеспечивают одинаковое ощущение при разжевывании в любом направлении по внешнему периметру. Кроме того, применение восьми или меньшего числа симметрично расположенных элементов упрощает изготовление формующей головки, применяемой для экструзии макаронного теста.
В настоящем изобретении отверстие в поперечном сечении макаронного изделия может быть выполнено с углубленным участком, который расположен между концами соседних канавок из множества канавок, и утоплен в направлении центра поперечного сечения макаронного изделия.
При вышеописанной конфигурации, поскольку макаронное изделие имеет углубленный участок, утопленный в направлении центра поперечного сечения макаронного изделия, отверстие стремиться сомкнуться или сжаться при варке или регидратации пресованного макаронного изделия в горячей воде.
В настоящем изобретении концы множества канавок могут иметь криволинейную поверхность.
При вышеописанной конфигурации горячая вода гарантированно достигает концов канавок, за счет чего упрощается проникновение горячей воды в макаронное изделие. Это позволяет снизить время варки или регидратации экструдированных макаронных изделий.
В настоящем изобретении поперечное сечение макаронного изделия может иметь круговую внешнюю форму.
При вышеописанной конфигурации, поскольку обеспечивается проникновение воды по всему объему макаронного изделия, макаронные изделия менее склонны к созданию странного ощущения, подобного создаваемому в случае, когда канавки сформированы на поверхности макаронных изделий.
В настоящем изобретении предлагается способ производства макаронных изделий быстрого приготовления, содержащий сушку любых из вышеописанных макаронных изделий после прежелатинизации.
Способ производства обеспечивает получение макаронных изделий быстрого приготовления, имеющих структуру, при которой сформировано отверстие с множеством канавок, идущих наружу в радиальном направлении от центра поперечного сечения макаронного изделия. Это увеличивает площадь поверхности макаронного изделия, позволяя горячей воде быстро проникать по всему объему макаронного изделия при варке или регидратации в горячей воде. Это приводит к смыканию или сжатию отверстия при варке или регидратации, снижая вероятность возникновения странного ощущения во рту при еде, которое возникло бы, если бы отверстие осталось несомкнутым. Кроме того, поскольку не возникает странного ощущения, и, таким образом, существенно улучшаются характеристики восстановления при регидратации в горячей воде, обеспечивается производство макаронных изделий большой толщины (таких как экструдированные спагетти), не относившихся ранее к макаронным изделиям быстрого приготовления.
В настоящем изобретении предлагается способ производства сухих макаронных изделий, содержащий сушку любых из вышеописанных получаемых экструзией макаронных изделий без прежелатинизации.
Способ производства обеспечивает получение сухих макаронных изделий, имеющих структуру, при которой сформировано отверстие с множеством канавок, идущих наружу в радиальном направлении от центра поперечного сечения макаронного изделия. Это увеличивает площадь поверхности макаронного изделия, обеспечивая быстрое проникновение горячей воды по всему объему макаронного изделия при варке. Следовательно, обеспечивается существенное снижение времени приготовления по сравнению со стандартными макаронными изделиями, получаемыми экструзией (получаемой экструзией пастой). Это приводит к смыканию или сжатию отверстия при варке, снижая вероятность возникновения странного ощущения во рту при еде, которое возникло бы, если бы отверстие осталось несомкнутым.
В настоящем изобретении разработан элемент формующей головки макаронного экструдера, применяемый при производстве вышеуказанных макаронных изделий, имеющих сквозное отверстие в продольном направлении, элемент формующей головки содержит: выходную экструзионную часть и входную часть, при этом выходная часть включает выходное экструзионное отверстие, применяемое для формования макаронных изделий путем экструзии, входная часть включает входное отверстие, через которое по давлением подается макаронное тесто, и штифт, конец которого вставлен в выходное отверстие выходной части, и форма поперечного сечения конца штифта такова, что вокруг центра поперечного сечения симметрично в окружном направлении сформировано множество выступов, идущих наружу в радиальном направлении от центра поперечного сечения.
За счет такой конфигурации, поскольку форма поперечного сечения конца штифта такова, что вокруг центра поперечного сечения симметрично в окружном направлении сформировано множество выступов, идущих наружу в радиальном направлении от центра поперечного сечения, экструдированные макаронные изделия, формуемые элементом формующей головки, имеют структуру, при которой формируется отверстие с множеством канавок, проходящих наружу в радиальном направлении от центра поперечного сечения макаронного изделия. Это увеличивает площадь поверхности макаронного изделия, позволяя горячей воде быстро проникать по всему объему макаронного изделия при варке или регидратации в горячей воде. Отверстие, которое смыкается или сжимается, менее склонно к созданию странного ощущения во рту при еде, которое возникло бы, если бы отверстие осталось несомкнутым.
В настоящем изобретении штифт сформирован таким образом, что он имеет большую толщину у основания, чем у конца, и сформирован заодно с входной частью, как элемент входной части.
Следует заметить, что вышеприведенная концепция «формирования заодно» не включает объединения через шарнир или тому подобный элемент. Т.е. исключается способ формирования, при котором входная часть формируется путем стыковки со штифтом, сформированным отдельно от входной части.
При данной конфигурации, поскольку штифт, применяемый для формирования сквозного отверстия в макаронных изделиях, формируется заодно с входной частью, как элемент входной части, исключается возможность выпадения штифта. Кроме того, за счет формирования штифта таким образом, что его толщина у основания больше его толщины в районе конца, обеспечивается прочность штифта, несмотря на его малую толщину.
В настоящем изобретении разработан элемент формующей головки макаронного экструдера, конфигурация которого обеспечивает производство макаронных изделий, снабженных сквозным отверстием в продольном направлении, содержащий: выходную экструзионную часть и входную часть, в котором выходная часть включает выходное экструзионное отверстие, применяемое для формирования макаронных изделий путем экструзии, входная сторона включает входное отверстие, через которое подается макаронное тесто, и штифт, конец которого вставлен в выходное отверстие выходной части, и штифт имеет конфигурацию, обеспечивающую формование сквозного отверстия в экструдируемом макаронном изделии и сформирован таким образом, что его толщина у основания больше, чем толщина в районе конца, и он сформирован заодно с входной частью, как элемент входной части.
При данной конфигурации, поскольку штифт, применяемый для формирования сквозного отверстия в макаронных изделиях, формируется заодно с входной частью, как элемент входной части, исключается возможность выпадения штифта. Кроме того, за счет формирования штифта таким образом, что его толщина у основания больше его толщины в районе конца, обеспечивается прочность штифта, несмотря на его малую толщину.
В настоящем изобретении разработан элемент формующей головки макаронного экструдера, содержащий: выходную часть; и входную часть, в котором выходная часть включает выходное отверстие, применяемое для формирования макаронных изделий путем экструзии, входная сторона включает входное отверстие, через которое подается макаронное тесто, и штифт, конец которого вставлен в выходное отверстие выходной части, и штифт сформирован таким образом, что его толщина у основания больше, чем толщина в районе конца, и он сформирован заодно с входной частью, как элемент входной части.
При данной конфигурации, поскольку штифт, применяемый для формирования сквозного отверстия в макаронных изделиях, формируется заодно с входной частью, как элемент входной части, исключается возможность выпадения штифта. Кроме того, за счет формирования штифта таким образом, что его толщина у основания больше его толщины в районе конца, обеспечивается прочность штифта, несмотря на его малую толщину.
В настоящем изобретении конец штифта может иметь такую форму поперечного сечения, при которой сформировано множество выступов, идущих наружу в радиальном направлении от центра поперечного сечения.
При вышеописанной конфигурации, поскольку в сквозном отверстии изготавливаемых макаронных изделий формируется множество канавок при помощи множества выступов, сформированных на штифте, обеспечивается изготовление макаронных изделий, быстро пропитываемых горячей водой при варке или регидратации в горячей воде.
В настоящем изобретении множество выступов может быть сформировано таким образом, что в нем может иметься от трех до восьми симметрично расположенных в окружном направлении относительно центра поперечного сечения штифта элементов; и штифт может иметь такую конфигурацию, при которой имеется углубленных участок, который расположен между соседними выступами из множества выступов, и может быть углублен в направлении центра поперечного сечения.
Вышеприведенная конфигурация обеспечивает получение углубления между соседними канавками в сквозном отверстии изготавливаемых макаронных изделий. Это упрощает смыкание или сжатие сквозного отверстия за счет разбухания макаронных изделий при варке или регидратации в горячей воде. Это позволяет изготавливать макаронные изделия, обеспечивающие приятное ощущение во рту при их употреблении в пищу.
В настоящем изобретении выходное отверстие, сформированное в выходной части, может представлять собой сквозное отверстие с круговым поперечным сечением диаметром 1-3 мм.
Вышеприведенная конфигурация обеспечивает изготовление тонких макаронных изделий диаметром 1-3 мм со сквозным отверстием, что недоступно на известном уровне техники.
В настоящем изобретении выходное отверстие, сформированное в выходной части, может представлять собой сквозное отверстие с круговым поперечным сечением диаметром 1,5-2 мм; штифт может иметь такую форму поперечного сечения, при которой имеется множество выступов, идущих наружу в радиальном направлении от центра поперечного сечения; и вершины множества выступов в поперечном сечении могут находиться на расстоянии 0,5 мм или менее от центра поперечного сечения штифта.
Вышеприведенная конфигурация обеспечивает размещение концов канавок сквозного отверстия изготавливаемых макаронных изделий рядом с центром поперечного сечения макаронных изделий. Следовательно, окрестности сквозного отверстия, сжавшегося за счет разбухания макаронных изделий при варке или регидратации в горячей воде, становятся менее склонными к смещению при употреблении их в пищу, что позволяет производить макаронные изделия, создающие приятное ощущение во рту при еде.
Кроме того, в настоящем изобретении разработан способ изготовления элемента формующей головки макаронного экструдера согласно изобретению, в котором входная часть вырезана из единой металлической заготовки при помощи многоцелевого механообрабатывающего станка.
Способ изготовления обеспечивает производство элемента формующей головки макаронного экструдера, обеспечивающего формование тонких макаронных изделий, при помощи технологии прецизионной микромеханической обработки с использованием стандартного инструмента механической обработки.
Кроме того, в настоящем изобретении разработан способ изготовления экструзией макаронных изделий, включающий экструзию макаронных изделий при помощи любого из вышеописанных элементов формующей головки макаронного экструдера.
Способ изготовления позволяет легко изготавливать тонкие макаронные изделия со сквозным отверстием при помощи экструзии.
Преимущества за счет эффектов изобретения/технический результат
Согласно настоящему изобретению наличие отверстия в центре макаронного изделия обеспечивает быстрое проникновение горячей воды по всему объему макаронного изделия. Это снижает время варки сырых макаронных изделий или сухих макаронных изделий. Кроме того, макаронные изделия быстрого приготовления обладают хорошими характеристиками восстановления (быстро восстанавливают содержание влаги в горячей воде) не только в случае приготовления путем варки, но и при употреблении в пищу после регидратации в горячей воде. Кроме того, настоящее изобретение обеспечивает гораздо более приятные ощущения во рту, чем стандартные макаронные изделия с канавками на поверхности или макаронные изделия с множеством отверстий.
Кроме того, поскольку исключается опасность выпадения штифта, сформированного на входной части, и обеспечивается прочность штифта при сохранении его малой толщины, настоящее изобретение позволяет создать элемент формующей головки макаронного экструдера, который обеспечивает изготовление экструзией тонких макаронных изделий со сквозным отверстием.
Краткое описание чертежей
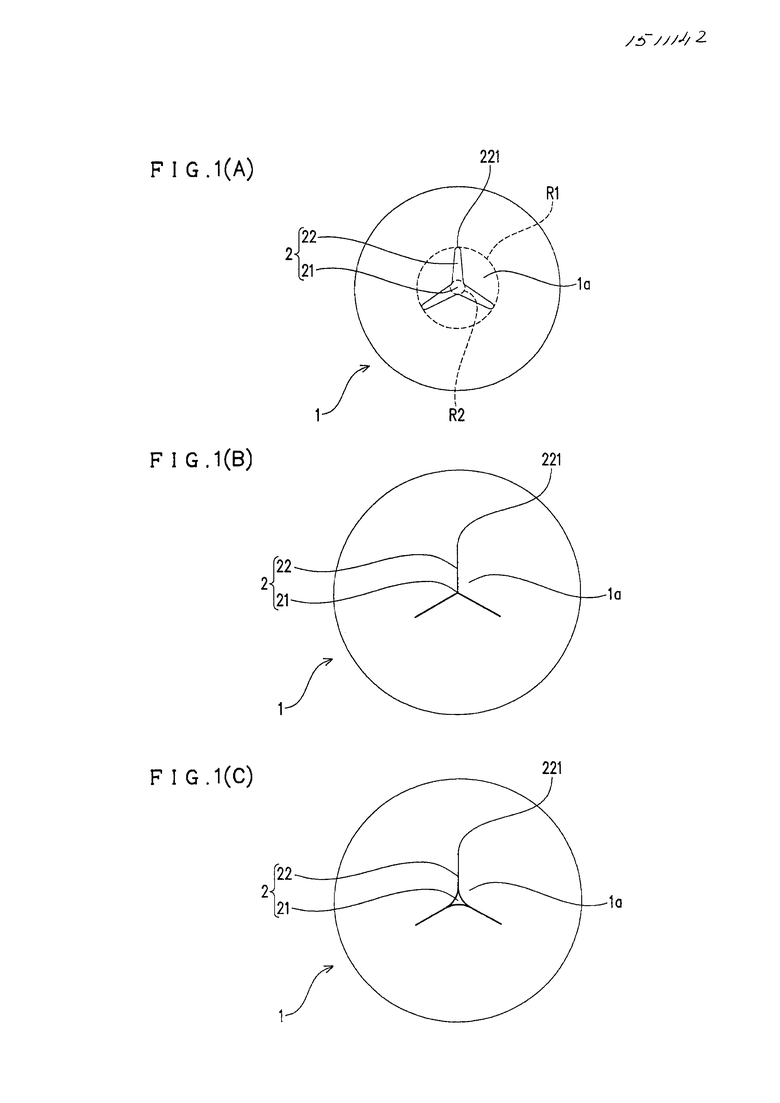
Фиг 1(A)-1(C) - формы сечения макаронного изделия согласно варианту осуществления изобретения, где на Фиг. 1(A) показано состояние перед смыканием или сжатием отверстия для прохода горячей воды, на Фиг. 1(B) показано состояние после смыкания отверстия для прохода горячей воды и на Фиг. 1(C) показано состояние после сжатия отверстия для прохода горячей воды.
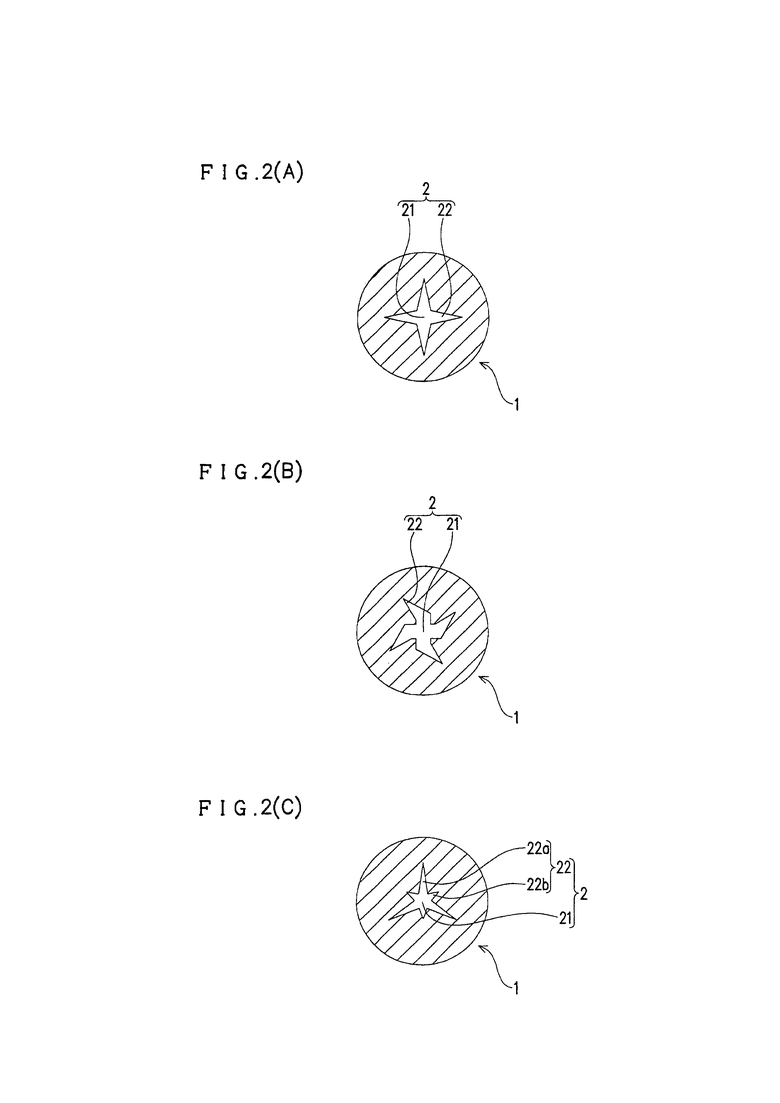
Фиг 2(А)-2(С) - поперечное сечение примеров форм сечения макаронного изделия по другому варианту осуществления изобретения.
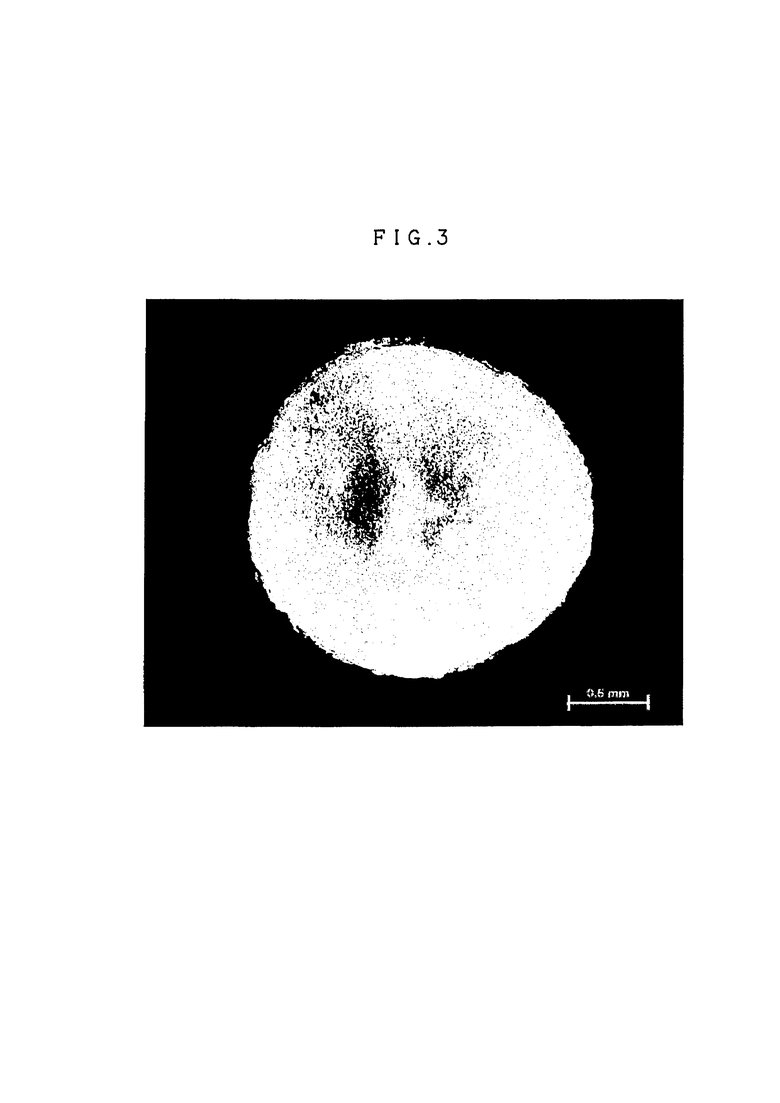
Фиг. 3 - микрофотография реального изготовленного экструзией макаронного изделия, сделанная для контроля, на которой показано состояние в соответствии с Фиг. 1(B).
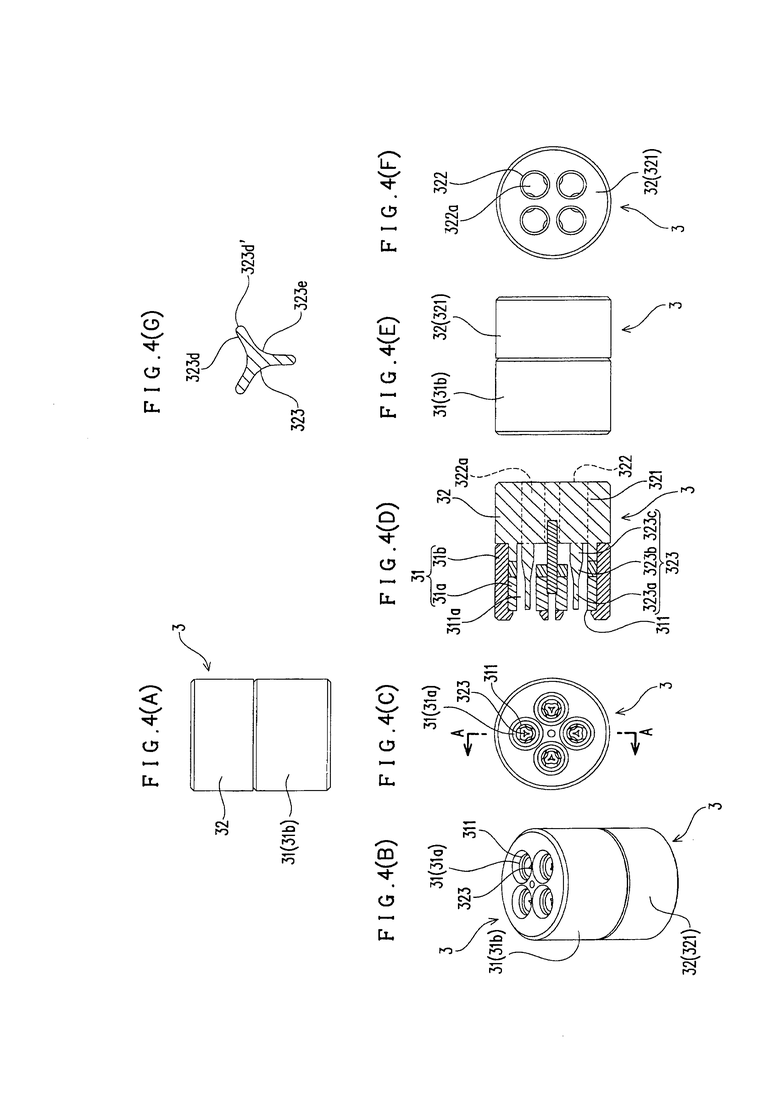
Фиг 4(А)-4(С) - элемент формующей головки согласно варианту осуществления изобретения, где Фиг. 4(A) представляет собой вид в плане, Фиг. 4(B) - пространственный вид, Фиг. 4(C) - вид спереди, Фиг. 4(D) - вид с торца в направлении стрелки А-А Фиг. 4(C), Фиг. 4(E) - вид сбоку, Фиг. 4(F) - вид сзади и Фиг 4(G) - увеличенный вид с торца конца штифта.
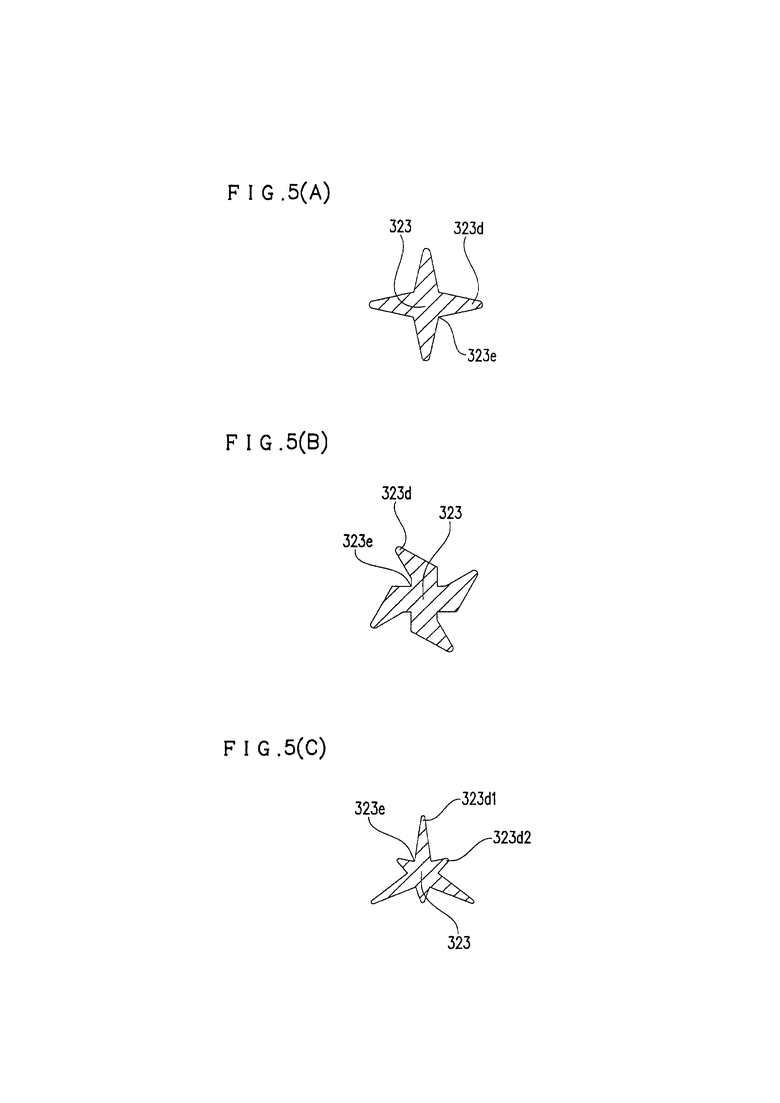
Фиг. 5(А)-5(С) - увеличенные торцевые виды поперечных сечений примеров концов штифтов по другому варианту осуществления изобретения.
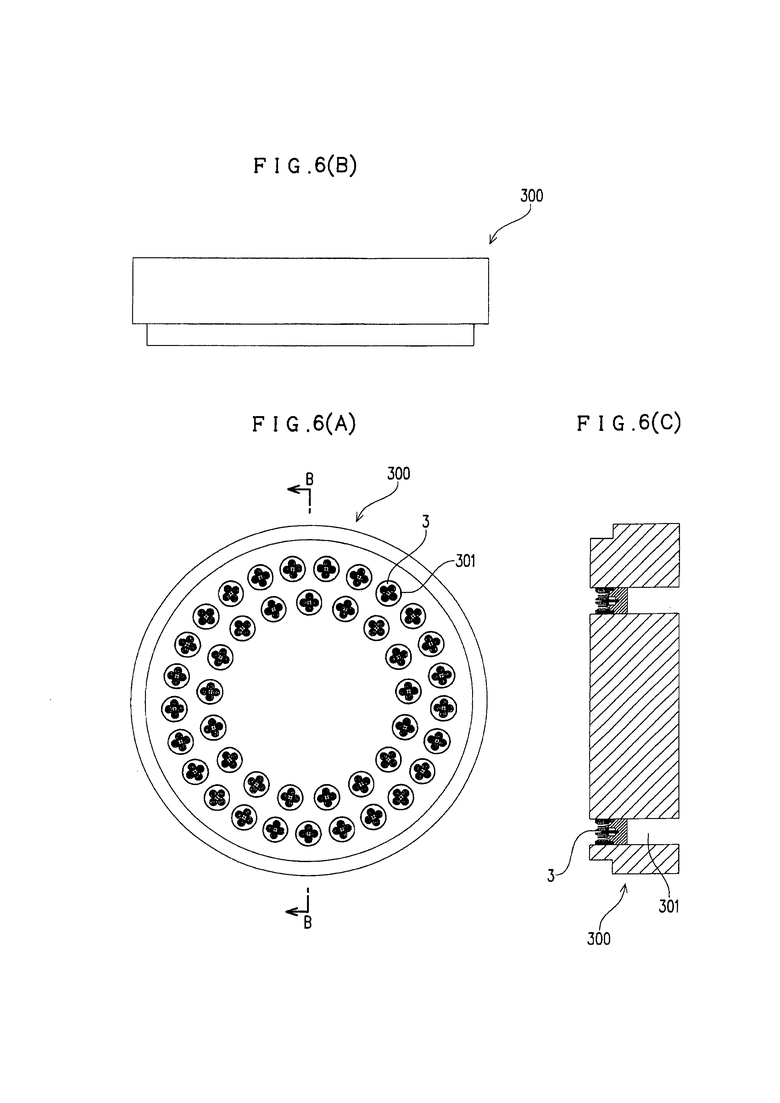
Фиг 6(А)-6(С) - формующая головка согласно варианту осуществления изобретения, показанному на Фиг. 4, где Фиг. 6(A) представляет собой вид спереди, Фиг. 6(B) - вид в плане, Фиг. 6(C) - вид с торца в направлении стрелки В-В Фиг. 6(A).
Фиг. 7 - вид с вертикальным местным разрезом примера стандартного элемента формующей головки.
Список условных обозначений
1 - макаронное изделие
1а - углубленный участок
2 - отверстие, отверстие для прохода горячей воды
22 - канавка
221 - конец канавки
3 - элемент формующей головки
31 - выходная экструзионная часть
311 - выходное экструзионное отверстие
32 - входная часть
322 - входное отверстие
323 - штифт
323а - конец штифта
323b - первый участок основания штифта
323с - второй участок основания штифта
323d - выступ штифта
323d′ - вершина выступа штифта.
Раскрытие изобретения
Далее приводится описание настоящего изобретения со ссылками на пример осуществления получаемых экструзией макаронных изделий. Хотя настоящий вариант осуществления изобретения относится к пасте, настоящее изобретение не ограничивается пастой и может применяться для различных типов макаронных изделий (экструдируемых макаронных изделий), получаемых экструзией.
В случае пасты в качестве сырья для макаронных изделий необходима пшеничная мука. Для спагетти, в частности, предпочтительным является применение муки твердой пшеницы дурум. Также используемая в качестве сырья для макаронных изделий мука может быть приготовлена путем добавления по мере необходимости зерновой муки, такой как гречневая мука, рисовая мука или ячменная мука, или крахмала. Кроме того, возможно добавление по мере необходимости такого дополнительного сырья, как соль, восстановитель теста или яичный белок. Для приготовления макаронного теста муку для макаронных изделий и воду подвергают тщательному перемешиванию.
Макаронные изделия формуют путем экструзии макаронного теста под давлением через отверстия в формующей головке, установленной в конце макаронного экструдера. Как показано на Фиг. 6, формующая головка 300 в соответствии с настоящим вариантом осуществления изобретения снабжена элементами 3 формующей головки макаронного экструдера, каждый из которых имеет штифт 323, установленный в центре каждого отверстия (см Фиг. 4). В результате в каждом экструдируемом макаронном изделии формируется отверстие, форма сечения которого идентична форме сечения штифта 232. Данное отверстие образует отверстие 2 для прохождения горячей воды, как будет описано далее. Следует заметить, что макаронные изделия могут формоваться при помощи аппарата, который непрерывно осуществляет весь процесс от перемешивания макаронной муки и воды до экструзии.
Форма поперечного сечения макаронного изделия после экструзии показана, например, на Фиг. 1(A). Поперечное сечение макаронного изделия 1 имеет круговую внешнюю форму. Конфигурация отверстия 2 для прохода горячей воды в поперечном сечении макаронного изделия 1 такова, что вокруг центра поперечного сечения сформировано множество канавок, симметрично расположенных в окружном направлении вокруг центра поперечного сечения, идущих наружу в радиальном направлении (идущих радиально наружу) от центра поперечного сечения макаронного изделия 1, Участок, на котором множество канавок 22 взаимно перекрываются, формирует воздушный зазор 21, Отверстие 2 для прохождения горячей воды смыкается или сжимается за счет разбухания макаронного изделия 1 при варке или регидратации в горячей воде. Канавки 22 могут представлять собой канавки одинаковой формы и располагаться симметрично в окружном направлении, как показано на Фиг. 1(A), либо представлять собой канавки 22а и 22b разной формы, каждая из которых сформирована симметрично в окружном направлении, как показано, например, на Фиг. 2(C).
Предпочтительно отверстие 2 для прохода горячей воды смыкается в результате варки или регидратации в горячей воде, как показано на Фиг. 1(B). Однако в зависимости от температуры горячей воды или времени варки или времени восстановления в некоторых случаях не происходит полного смыкания отверстия 2 для прохода горячей воды. Даже при неполном смыкании отверстия 2 для прохода горячей воды достаточно сжатия отверстия 2 для прохода горячей воды до размера достаточного для создания упругого ощущения во рту, типичного для спагетти, а не ощущения отсутствия плотной структуры, характерного для макарон. В частности, в состоянии, показанном на Фиг. 1(A), достаточно, чтобы произошло почти полное смыкание канавок 22 за исключением воздушного зазора 21 в результате варки или регидратации в горячей воде, как показано на Фиг. 1(C), и остался только небольшой по объему воздушный зазор 21,
Отверстие 2 для прохода горячей воды, показанное на Фиг. 1(A), имеет форму буквы Y, образованную тремя канавками 22. Число канавок не ограничено тремя, но слишком большое число канавок затруднит изготовление формующей головки, и поэтому желательно, чтобы канавки 22 формировались таким образом, чтобы имелось от трех до восьми симметрично расположенных канавок, а особенно предпочтительно, чтобы имелось три или четыре симметрично расположенных канавки. При таком формировании канавок, когда они расположены симметрично в окружном направлении, в макаронных изделиях устраняются недостатки, заключающиеся в создании различных ощущений во рту в зависимости от направления разжевывания макаронного изделия.
Отверстие 2 для прохода горячей воды, показанное на Фиг. 1(A) сформировано таким образом, что оно касается воображаемой двойной окружности, проведенной вокруг центра поперечного сечения макаронного изделия 1, воображаемая двойная окружность образована большой и малой окружностями (первой окружностью R1 и второй окружностью R2), показанными прерывистыми линиями. Первая окружность R1 является воображаемой окружностью, соединяющей концы 221 трех канавок 22 отверстия 2 для прохода горячей воды, а вторая окружность R2 является воображаемой окружностью, вписанной в отверстие 2 для прохода горячей воды. Это значит, что площадь сечения (площадь поперечного сечения) отверстия 2 для прохода горячей воды меньше, чем площадь сечения первой окружности R1 и больше, чем площадь сечения второй окружности R2. Как показано на Фиг. 1(A), между соседними канавками из множества канавок 22 окрестность отверстия 2 для прохода горячей воды выступает в сторону центра поперечного сечения макаронного изделия 1, Это значит, что имеется углубленный участок 1а, расположенный ближе к центру, чем первая окружность R1, Углубленный участок 1а при варке или регидратации в горячей воде разбухает в сторону воздушного зазора 21, т.е. в сторону центра поперечного сечения макаронного изделия 1, При употреблении в пищу свободное пространство воздушного зазора 21 и канавок 22 исчезает (см. Фиг. 1(B)) или становится очень малым (Фиг. 1(C)), что вызывает смыкание или сжатие отверстия 2 для прохода горячей воды. Таким образом, отверстие 2 для прохода горячей воды, показанное на Фиг. 1(A), более склонно к сжатию за счет разбухания макаронного изделия 1, чем отверстие для прохода горячей воды, диаметр которого равен диаметру первой окружности R1, Кроме того, поскольку канавки 22 идут наружу в радиальном направлении, за счет чего большее количество горячей воды проходит через отверстие 2 для прохода горячей воды, чем через отверстие для прохода горячей воды, диаметр которого равен диаметру второй окружности R2, обеспечивается снижение времени приготовления (варки) или восстановления (регидратации).
Канавки 22 имеют скошенную форму, при которой их ширина уменьшается при движении наружу в радиальном направлении, и предпочтительно концы 221 канавок 22 имеют криволинейную (закругленную) поверхность. Желательно, чтобы криволинейная поверхность имела радиус (R) кривизны равный 0,01-0,1 мм, а более желательно 0,025-0,075 мм. Поскольку концы 221 канавок 22 имеют криволинейную поверхность, макаронные изделия менее склонны к растрескиванию при сушке, упрощается попадание воды в отверстие 2 для прохода горячей воды и обеспечивается быстрая варка или регидратация макаронных изделий в горячей воде. Однако при слишком большом радиусе (R) кривизны затрудняется смыкание отверстия, что может привести к возникновению ощущения во рту, характерного для макарон, и, следовательно, предпочтительным является, когда величина радиуса кривизны находится в вышеуказанном диапазоне.
Кроме того, для обеспечения смыкания или надежного сжатия отверстия 2 для прохода горячей воды предпочтительно, чтобы отверстие 2 для прохода горячей воды занимало 1-20% от площади сечения макаронного изделия 1, включая отверстие 2 для прохода горячей воды, более предпочтительно - 2-15%, а особенно предпочтительно - 3-12%. Кроме того, в поперечном сечении отверстие 2 для прохода горячей воды предпочтительно имеет скошенную форму, при которой его ширина уменьшается наружу в радиальном направлении. Кроме того, для обеспечения быстрого проникновения горячей воды по всему объему макаронного изделия и для снижения времени приготовления или регидратации, предпочтительно, чтобы концы 221 канавок 22 достигали участков, удаленных на 25-75% расстояния от центра поперечного сечения до внешнего периферического края макаронного изделия 1, более предпочтительно, удаленных на 30%-70%, а особенно предпочтительно - на 35-65%. Однако, если расстояние от концов 221 канавок 22 до центра превышает 70% расстояния от внешнего периметра макаронного изделия, для сухих макаронных изделий или макаронных изделий быстрого приготовления может возникнуть проблема, заключающаяся в склонности макаронных изделий к растрескиванию.
Другие примеры формы отверстия 2 для прохода горячей воды будут описаны со ссылками на Фиг. 2. Форма, показанная на Фиг. 2(A), является крестом с четырьмя симметрично расположенными в окружном направлении элементами. Форма, показанная на Фиг. 2(B), также имеет четыре симметрично расположенных в окружном направлении элемента, но является модифицированным крестом, у которого канавки 22 идут со смещением в окружном направлении, в отличие от канавок, показанных на Фиг. 2(A), которые идут наружу в радиальном направлении от воздушного зазора 21, Форма, показанная на Фиг. 2(C) образована большими канавками 22а и малыми канавками 22b. И набор больших канавок 22а, и набор малых канавок 22b состоит из трех симметрично расположенных в окружном направлении элементов, при этом большие канавки 22а и малые канавки 22b чередуются друг с другом. Таким образом, отверстие 2 для прохода горячей воды может иметь различные формы.
Макаронные изделия 1, экструдируемые из формующей головки, как описано выше, являются сырыми макаронными изделиями (сырой пастой в соответствии с настоящим изобретением). Сырые макароны становятся пригодны к употреблению в пищу после варки без подготовительной обработки. Для производства сухих макаронных изделий (сухой пасты) сырые макаронные изделия подвергаются сушке (в условиях контролируемой влажности) путем подвешивания на шесте. Сушка проводится в течение 20 часов при температуре 50°С или в течение 12 часов при температуре 70°С после предварительной сушки в течение 1-2 часов. Условия сушки приведены в данном документе исключительно в качестве примера и не накладывают никаких ограничений. После сушки макаронные изделия подвергают разрезанию на требуемую длину (обычно около 25 см) для получения прядей сухих макаронных изделий (спагетти или тому подобных изделий) обычно поступающих в продажу. Сухие макаронные изделия готовят путем варки в кипящей воде. Хотя выше приведено описание изготовления для пасты большой длины, очевидно, что также может изготавливаться и паста малой длины.
В случае макаронных изделий быстрого приготовления (пасты быстрого приготовления) сырые макаронные изделия подвергаются сушке после прежелатинизации. Пептизация макаронных изделий осуществляется путем их варки или обработки паром. Возможно применение сочетания варки и обработки паром. Следует заметить, что для получения характеристик спагетти желательно подвергать макаронные изделия варке. После процесса прежелатинизации производится слив жидкости и сушка макаронных изделий. Доступные способы сушки включают сушку горячим воздухом, микроволновую сушку, высокотемпературную мгновенную сушку, сушку сублимацией и сушку путем прожарки (глубокой прожарки, например, во фритюре). Однако для получения характеристик спагетти желательно применять метод отличный от прожарки. Следует заметить, что сухие макаронные изделия, изготовленные, как описано выше, могут подвергаться варке, за счет чего осуществляется их пептизация, а затем подвергаться сушке для получения макаронных изделий быстрого приготовления. При сушке макаронных изделий каждая порция подвергнутых прежелатинизации макаронных изделий находится в держателе. Сушка занимает от около 30 минут до 2 часов при температуре около 90-120°С в случае сушки горячим воздухом.
В случае макаронных изделий с канавками на внешней поверхности, что обычно имеет место (в технологиях из вышеприведенной патентной литературы), когда макаронные изделия подвергаются сушке для изготовления сухих макаронных изделий или макаронных изделий быстрого приготовления, из-за существенной разницы между скоростью сушки окрестностей канавок и остальной части, просушивание макаронных изделий может осуществляться неравномерно. В отличие от этого, в случае макаронных изделий 1 по варианту осуществления изобретения, поскольку внешняя форма поперечного сечения является круговой, обеспечивается равномерная сушка макаронных изделий, и они являются стойкими к искривлению и тому подобным явлениям.
Перед употреблением в пищу расфасованные макаронные изделия быстрого приготовления обычно подвергаются варке в кипящей воде, как и в случае сухих макаронных изделий. Заварная лапша обычно готова к употреблению через 3-5 минут после заливки в чашку горячей воды и закрытия ее крышкой.
Согласно настоящему варианту осуществления изобретения макаронные изделия 1 имеют структуру, при которой отверстие 2 для прохода горячей воды сформировано в центре макаронных изделий 1, за счет чего увеличивается площадь поверхности макаронных изделий и обеспечивается быстрое проникновение горячей воды по всему объему макаронных изделий 1, Это позволяет снизить время варки сырых макаронных изделий или сухих макаронных изделий, которые могут быть приготовлены за время, составляющее около 4/5-2/3 от времени необходимого для приготовления сырых макаронных изделий равной толщины, но не снабженных отверстием для прохода горячей воды. Кроме того, для макаронных изделий быстрого приготовления, имеющих такую большую толщину, как спагетти (около 1,7 мм в сухом состоянии), для которых невозможно восстановление при отсутствии в отверстия в центре макаронных изделий, обеспечивается удовлетворительная регидратация не только в случае приготовления путем варки, но и при употреблении в пищу после регидратации в горячей воде.
Кроме того, макаронные изделия 1 согласно настоящему варианту осуществления изобретения обеспечивают гораздо более приятные ощущения во рту, чем стандартные макаронные изделия с канавками на поверхности. Это происходит потому, что у макаронных изделий с канавками на поверхности отсутствует макаронное тесто в местах канавок, что приводит к наличию неровностей на поверхности макаронных изделий и вызывает смещение при разжевывании макаронных изделий, в то время как структура макаронных изделий согласно настоящему варианту осуществления изобретения не создает данной проблемы.
Кроме того, поскольку настоящее изобретение имеет структуру, при которой канавки 22 сформированные в каждом макаронном изделии 1 расположены симметрично в окружном направлении относительно центра, во время приготовления макаронных изделий 1 путем варки (в случае сырых макаронных изделий или сухих макаронных изделий) или путем восстановления в горячей воде (в случае макаронных изделий быстрого приготовления) отверстие 2 для прохода горячей воды макаронных изделий 1 сжимается (смыкается или становится очень узким), как показано на Фиг. 1(B), 1(C) и 3, за счет чего макаронные изделия 1 становятся по существу такими же, что и сплошные макаронные изделия, и, следовательно, обеспечивают формирование во рту упругого ощущения характерного для спагетти, а не ощущения отсутствия плотной структуры, создаваемого макаронами, в которых имеется отверстие большого диаметра. Это значит, что макаронные изделия 1 согласно настоящему варианту осуществления изобретения имеют структуру по существу отличную от структуры макаронных изделий, таких как макароны, в которых отверстие сохраняется даже после приготовления, и следовательно также обеспечивают другое ощущение во рту.
В технологии, описанной в патентном документе 6, выполняют множество отверстий, не совпадающих с центром макаронного изделия. В отличие от этого, согласно настоящему варианту осуществления изобретения отверстие 2 для прохода горячей воды, имеющее множество канавок 22, выполнено в центре макаронного изделия 1, В то время как изготовление формующей головки для получения множества отверстий в каждом тонком макаронном изделии, как описано в патентном документе 6, является крайне сложным, экструдированные макаронные изделия согласно изобретению обладают преимуществом, заключающимся в том, что они позволяют упростить конструкцию формующей головки.
Авторы изобретения провели реальное изготовление и проверку получаемых экструзией макаронных изделий согласно изобретению, описание чего приводится далее.
Примеры осуществления изобретения
Макаронное тесто готовилось из 1 кг муки из твердой пшеницы дурум в качестве сырья, проводилось добавление 300 мл воды для замешивания, производилось тщательное перемешивание в смеси в мешалке и тесто подавалось в аппарат для изготовления пасты. В аппарат для изготовления пасты устанавливались формующей головки различной формы (примеры показаны на Фиг. 4), описываемые ниже, и макаронное тесто экструдировалось под давлением 80-130 бар для получения экструдированных сырых макаронных изделий. Пример 1
Применялась формующая головка с отверстием диаметром 1,9 мм со штифтом, имеющим поперечное сечение в форме буквы Y; радиус в районе конца составлял 0,05 мм; конец штифта (радиус описанной окружности сечения в форме буквы Y) находился на расстоянии 0,4 мм от центра; и изгиб штифта (радиус вписанной окружности сечения в форме буквы Y) находился на расстоянии 0,2 мм от центра.
Пример 2
Применялась формующая головка с отверстием диаметром 1,9 мм со штифтом, имеющим поперечное сечение в форме буквы Y; радиус в районе конца составлял 0,03 мм; конец штифта (радиус описанной окружности сечения в форме буквы Y) находился на расстоянии 0,4 мм от центра; и изгиб штифта (радиус вписанной окружности сечения в форме буквы Y) находился на расстоянии 0,2 мм от центра.
Сравнительный пример 1
Применялась формующая головка с диаметром отверстия 1,9 мм без штифта. В примере 1, примере 2 и сравнительном примере 1 экструдированные сырые макаронные изделия (паста), изготавливаемые с использованием формующих головок, имеющих форму, описанную выше, разрезались на отрезки 25 см, 100 г каждого вида сырых макаронных изделий помещалось в кипящую воду и подвергалось варке, при этом не допускалось выхода горячей воды через край. Затем три специалиста из дегустационной комиссии замеряли время, за которое достигалось оптимальное ощущение во рту, и определяли оптимальное время восстановления (варки/приготовления) с интервалами 15 с.
В результате для примера 1 было получено 4 мин 45 с, для примера 2-1,5 мин 0 с и 6 мин 30 с для сравнительного примера 1, что продемонстрировало возможность приготовления макаронных изделий за 3/4 времени за счет применения форм по изобретению. При визуальном осмотре членами дегустационной комиссии отверстия на торцевых поверхностях подвергнутой варке пасты выглядели почти сомкнувшимися. Кроме того, члены комиссии отметили ощущение во рту аналогичное тому, которое дает паста, не имеющая отверстия.
После этого сырые макаронные изделия примера 1, примера 2 и сравнительного примера 1 были подвергнуты предварительной сушке путем подвешивания на 1 -2 часа на шест, а затем подвергнуты сушке в течение 12 часов при температуре 70°С, и разрезанию на отрезки по 25 см, в результате чего были получены пряди сухих макаронных изделий.
Затем 100 г каждого типа сухих макаронных изделий было помещено в кипящую воду, как и в случае примеров 3, 4 и сравнительного примера 2, и подвергнуто варке, при этом не допускалось выхода горячей воды через край. Затем три специалиста из комиссии замеряли время, за которое достигалось оптимальное ощущение во рту, и определяли оптимальное время восстановления (варки/приготовления) с интервалами 15 с.
В результате для примера 3 было получено 10 мин 30 с, для примера 4-11 мин 0 с и 15 мин 0 с для сравнительного примера 2, что продемонстрировало возможность приготовления макаронных изделий за 70% времени за счет применения форм по изобретению. При визуальном осмотре членами комиссии отверстия на торцевых поверхностях подвергнутой варке пасты выглядели почти сомкнувшимися. Кроме того, члены комиссии отметили ощущение во рту аналогичное тому, которое дает паста, не имеющая отверстия.
Макаронное тесто готовилось из 800 г муки из твердой пшеницы дурум и 200 г крахмала, проводилось добавление 365 мл воды для замешивания с 20 г соли и растворенным в ней тройного фосфата соды, производилось тщательное перемешивание в смеси в мешалке и тесто подавалось в аппарат для изготовления пасты. В аппарат для изготовления пасты устанавливались формующей головки различной формы (примеры показаны на Фиг. 4), описываемые ниже, и макаронное тесто экструдировалось под давлением 80-130 бар для получения экструдированных сырых макаронных изделий.
Пример 5
Применялась формующая головка с отверстием диаметром 1,9 мм со штифтом, имеющим поперечное сечение в форме буквы Y; радиус в районе конца составлял 0,05 мм; конец штифта (радиус описанной окружности сечения в форме буквы Y) находился на расстоянии 0,4 мм от центра; и изгиб штифта (радиус вписанной окружности сечения в форме буквы Y) находился на расстоянии 0,2 мм от центра.
Пример 6
Применялась формующая головка с отверстием диаметром 1,9 мм со штифтом, имеющим поперечное сечение в форме буквы Y; радиус в районе конца составлял 0,03 мм; конец штифта (радиус описанной окружности сечения в форме буквы Y) находился на расстоянии 0,4 мм от центра; и изгиб штифта (радиус вписанной окружности сечения в форме буквы Y) находился на расстоянии 0,2 мм от центра.
Сравнительный пример 3
Применялась формующая головка с диаметром отверстия 1,9 мм и со штифтом кругового поперечного сечения диаметром 0,7 мм.
Сравнительный пример 4
Применялась формующая головка с диаметром отверстия 1,9 мм и со штифтом кругового поперечного сечения диаметром 0,3 мм.
Сравнительный пример 5
Применялась формующая головка с диаметром отверстия 1,9 мм без штифта.
Вышеописанные экструдированные сырые макаронные изделия (паста) с отверстием, имеющим поперечное сечение в форме буквы Y (см. примеры 5 и 6), экструдированные сырые макаронные изделия с круговым отверстием (см. сравнительные примеры 3 и 4) и экструдированные сырые макаронные изделия (паста) без отверстия (см. сравнительный пример 5) разрезались на отрезки длиной 30 см, подвергались прежелатинизации путем варки в кипящей воде при температуре 100°С в течение 90 с, а затем охлаждались под водопроводной водой в течение 30 с. После этого макаронные изделия на 15 с погружались в водный раствор (приправу), приготовленный путем растворения 30 г соли и 4 г глутамата натрия в 1 л воды, 195 г макаронных изделий помещалось в держатель для каждой порции, и макаронные изделия подвергались сушке при помощи горячего воздуха при температуре 85-105°С в течение 45 мин. Изготовленные таким образом подвергнутые сушке горячим воздухом необжаренные макаронные изделия помещались в стирольные контейнеры после охлаждения в чашках для не обжаренных макаронных изделий (спагетти быстрого приготовления). После заливания воды в контейнеры, накрытые крышкой контейнеры выстаивались в течение 5 минут, а затем макаронные изделия употреблялись в пищу специалистами из комиссии.
Результаты подтвердили, что макаронные изделия из примеров 5 и 6 имеют хорошие характеристики восстановления и обеспечивают хорошие ощущения во рту. С другой стороны, макаронные изделия из сравнительного примера 5, которые не имели отверстия для прохода горячей воды, были почти не пригодны в пищу, поскольку их внутренняя часть была совершенно не восстановлена. Среди макаронных изделий сравнительных примеров 3 и 4, которые имели круговое отверстие для прохода горячей воды, низкие характеристики восстановления показали макаронные изделия из сравнительного примера 4, возможно, из-за того, что малый диаметр отверстия затруднял прохождение горячей воды, и они также не смогли восстановить содержание влаги и, в результате, создавали неприятные ощущения во рту. Макаронные изделия из сравнительного примера 3, которые имели отверстие большего диаметра, чем изделия из сравнительного примера 2, показали хорошие характеристики восстановления. Однако отверстие 2 для прохода горячей воды не смыкалось после восстановления, и большое круговое отверстие создавало во рту ощущения характерные для макарон, что было странно для спагетти.
Далее настоящее изобретение описывается на примере осуществления элемента формующей головки макаронного экструдера, применяемого для экструзии макаронных изделий, описанных выше. Далее левая сторона и правая сторона Фиг. 4(D) описываются, как передняя сторона и задняя сторона, соответственно.
Элемент 3 формующей головки макаронного экструдера (далее называемый «элемент формующей головки») согласно настоящему варианту осуществления изобретения включает выходную часть 31 и входную часть 32. Выходная часть 31 и входная часть объединены в единый элемент путем установки на посадке. В альтернативном варианте выходной элемент 31 и входной элемент 32 могут быть объединены путем скрепления винтами или другим подобным способом.
Выходная часть 31 согласно настоящему варианту осуществления изобретения состоит из двух деталей: центральной части 31а, выполненной из смолы/полимера, и внешней части 31b, выполненной из метала. Согласно настоящему варианту осуществления изобретения центральный участок 31 выполненный из смолы (а именно, из фтористого полимера) применяется для получения гладких поверхностей экструдированных макаронных изделий. И, наоборот, для обеспечения хорошего прилипания соуса к макаронным изделиям, для центрального участка 31а может применяться такой материал, который позволяет создавать шероховатую поверхность макаронных изделий. Внешний участок 31b покрывает центральный участок 31а за исключением некоторой части передней стороны входной части 32 и окрестностей открытого участка экструзионного отверстия 311 (как будет описано далее) центрального участка 31а. Следует заметить, что выходная часть 31 может быть выполнена в виде единой детали, а не в виде двух деталей, как описано выше.
Выходная часть 31 включает выходное отверстие 311, применяемое для формования макаронных изделий экструзией. Как показано на Фиг. 4(B)-4(D), выходное отверстие 311 включает объем 311а, образующий сквозное отверстие, которое имеет круговое поперечное сечение и выходит на переднюю сторону выходной части 31 (более конкретно, центральной части 31а). Как показано на Фиг. 4(D), макаронное тесто пропускается через объем 311а для формования макаронных изделий. Как показано на Фиг. 4(C), вокруг виртуальной оси, проходящей через центр элемента 3 формующей головки, сформировано четыре выходных отверстия 311, расположенных с интервалами 90 градусов. Предпочтительно выходное отверстие 311, которое является сквозным отверстием, имеет диаметр 3 мм или менее для формирования тонких макаронных изделий, а более предпочтительно - 1-2 мм. Согласно настоящему варианте осуществления изобретения диаметр равен 1,9 мм. Кроме того, хотя форма поперечного сечения сквозного отверстия постоянна в осевом направлении, диаметр отверстия может изменяться в осевом направлении, например, уменьшаться к концу.
Входная часть 32 имеет входное отверстие 322, через которое подается под давлением макаронное тесто, и штифт 323, конец 323а которого вставлен в объем 311а выходного отверстия 311 выходной части 31, Входное отверстие 322 является сквозным отверстием, которое имеет круговое поперечное сечение и выходит на заднюю сторону входной части 32. Как показано на Фиг. 4(F), входное отверстие 322 имеет объем 322а для прохождения через него макаронного теста. Объем 322а сообщается с объемом 311а выходного отверстия 311, В настоящем варианте осуществления изобретения вокруг виртуальной оси, проходящей через центр элемента 3 формующей головки, сформировано четыре входных отверстия 322, расположенных с интервалами 90 градусов, как и входные отверстия 311, описанные выше. Как показано на Фиг. 4(C) и 4(F), входные отверстия смещены на 45° относительно выходных отверстий 311,
В настоящем варианте осуществления изобретения входные отверстия 322 имеют структуру, описанную выше. Однако достаточно, чтобы входные отверстия 322 обеспечивали равномерную подачу достаточного количества макаронного теста к каждому выходному отверстию 311, В связи с этим входное отверстие 322 может иметь другую форму, обеспечивающую равномерную подачу достаточного количества макаронного теста к каждому выходному отверстию 311, и размещение входных отверстий 322 на четырех участках, как описано в настоящем варианте осуществления изобретения не является строго обязательно, как и размещение входных отверстий 322 со смещением на 45°.
Штифт 323 имеет является сплошным и проходит от основания 321 к передней стороне, где основание 321 является задним участком входной части 32. Конец 323а и основание(образованное первым участком 323b основания и вторым участком 323 с основания) сформированы заодно, как элемент входной части 32. В настоящем варианте осуществления изобретения в каждом элементе 3 формующей головки установлено четыре штифта 323. Как показано на Фиг. 4(C) и 4(D), при объединении выходной части 31 и входной части 32 при помощи посадки штифты 323 располагаются в соответствующих объемах 311а выходного отверстия 311,
В настоящем варианте осуществления изобретения, в котором диаметр выходного отверстия 311 составляет 1,9 мм, тот участок штифта 323, который проходит на 3 мм от передней стороны в сторону задней стороны, является прямолинейным. Это означает, что конец 323а имеет постоянное поперечное сечение. Поперечное сечение конца 323а имеет форму буквы Y, Как показано на Фиг. 4(C) и 4(G), и расстояние от центра поперечного сечения штифта 323 до вершины 323d′ (см. Фиг. 4(G)) равно 0,4 мм.
Участок штифта 323, который проходит на расстояние 3-5 мм от передней стороны к задней стороне является первым участок 323b основания. Первый участок 323b основания является коническим, и радиус окружности его периметра увеличивается на 0,3 мм таким образом, что площадь поперечного сечения увеличивается в направлении задней стороны. Форма поперечного сечения первого участка 323b в настоящем варианте осуществления изобретения имеет такую конфигурацию, что буква Y, описанная выше, увеличивается в размерах по направлению наружу по мере приближения к задней стороне, увеличивая радиус вершины 323d′ выступа 323d (см. Фиг. 4(G)) в поперечном сечении.
Участок, который расположен на расстоянии более 5 мм от передней стороны штифта и идет кк задней стороне, является вторым участком 323 с основания. Второй участок 323 с в настоящем варианте осуществления изобретения является цилиндрическим и имеет диаметр поперечного сечения 1,4 мм.
Как описано выше, штифт 323 выполнен как составной элемент входной части 32. Следовательно, в отличие от стандартной вставляемой конструкции (штифта 503 на Фиг. 7) в данном случае исключается возможность выпадения штифта 323. Кроме того, поскольку основание (первый участок 323b основания и второй участок 323 с основания) штифта 323 выполнено таким образом, что оно толще, чем конец 323а, штифт 323 обладает общей прочностью, несмотря на малую толщину, что делает его устойчивым к изгибу или разрушению. Кроме того, во время экструзии макаронных изделий через элемент 3 формующей головки штифт 323 менее склонен к раскачиванию или вибрации под действием давления макаронного теста.
В настоящем варианте осуществления изобретения конец 323а штифта 323 имеет такую форму поперечного сечения, при которой сформировано множество выступов 323d, идущих наружу в радиальном направлении от центра поперечного сечения, как показано на Фиг. 4(G). Предпочтительно множество выступов 323d выполнено таким образом, что в нем имеется от трех до восьми симметрично расположенных в окружном направлении элементов (три симметрично расположенных элемента в варианте осуществления изобретения, показанном на Фиг. 4) относительно центра поперечного сечения штифта 323. Также предпочтительно, чтобы штифт имел углубленный участок 323е, который расположен между соседними выступами 323d и утоплен в направлении центра поперечного сечения. Поперечное сечение конца 323а в настоящем варианте осуществления изобретения имеет форму буквы Y, и обладает трехкратной осевой симметрией.
Конец 323 имеет такую конфигурацию, что один из трех выступов 323d, идущих в трех направлениях с интервалом 120 градусов поворачивает к воображаемой оси, проходящей через центр элемента 3 формующей головки. Выступы 323d образуют в поперечном сечении букву Y. Кроме того, в настоящем варианте осуществления изобретения, как видно из Фиг. 4(C) и 4(F), имеется такое взаимное расположение, при котором углубленный участок 323е между двумя соседними выступами 323d, образующими букву Y, располагается напротив участка, проходящего от входного отверстия 322 входной части 32, хотя в альтернативном варианте возможно такое взаимное расположение, при котором один из выступов 323d располагается напротив участка, идущего от входного отверстия 322. Подобное взаимное расположение способствует снижению сопротивления движению теста, контактирующего с концом 323а.
Поскольку входная часть 32 и штифт выполнены в виде единой детали, как описано выше, даже при относительно сложной форме штифта 323, такой как форма буквы Y, элементы 3 формующей головки могут изготавливаться на стандартном станке, таком как универсальный механообрабатывающий станок, описываемый далее. Первый участок 323b основания и второй участок 323с основания могут иметь соответствующие формы поперечного сечения симметричные относительно формы поперечного сечения конца 323а или идентичные форме конца 323а, либо могут иметь отличные от нее формы, такие как круговые формы.
Как показано на Фиг. 1(A), канавки 22 сформированы множеством выступов 323d в сквозном отверстии макаронных изделий 1, полученных экструзией в элементе 3 формующей головки. В результате этого, при варке (в случае сырых макаронных изделий или сухих макаронных изделий) или регидратации в горячей воде (в случае макаронных изделий быстрого приготовления) внутренние поверхности канавок 22 могут входить в контакт с горячей водой, что соответственно повышает площадь поверхности сквозного отверстия 2, находящейся в контакте с горячей водой. Это обеспечивает быстрое проникновение горячей воды в макаронные изделия 1, В результате снижается время варки или повышаются характеристики восстановления (снижается время регидратации) макаронных изделий.
Поскольку множество выступов 323d сформировано таким образом, что они в нем имеется от трех до восьми симметрично расположенных в окружном направлении элементов, как описано выше, между соседними канавками 22 сквозного отверстия 2 макаронного изделия 1, полученного экструзией через элемент 3 формующей головки, может быть получена форма, утопленная в направлении центра поперечного сечения макаронного изделия 1, как показано на Фиг. 1(A). Это упрощает смыкание (см. Фиг. 1(B)) или сжатие (см. Фиг. 1(C)) сквозного отверстия за счет впитывания воды макаронными изделиями 1 и их раздувания при варке или регидратации в горячей воде. За счет этого обеспечивается производство макаронных изделий, обеспечивающих приятное ощущение во рту при употреблении в пищу за счет устранения странного ощущения, которое возникало бы в случае, если сквозное отверстие осталось открытым.
Кроме того, когда макаронное изделие 1, экструдируемое через элемент 3 формующей головки, имеет диаметр приблизительно 1,5-2 мм, предпочтительно, чтобы вершины 323d′ множества выступов 332d в поперечном сечении находились на расстоянии 0,5 мм или менее от центра поперечного сечения штифта 323. Подобное расстояние делает макаронные изделия менее склонными к растрескиванию и возникновению тому подобных эффектов при сушке, которые могут иметь место в случае слишком глубоких канавок 22 в сквозном отверстии 2 макаронного изделия 1, Если диаметр макаронного изделия 1 составляет 3 мм, предпочтительно, чтобы вершины 323d′ находились на расстоянии 0,7 мм от центра поперечного сечения штифта 323.
Когда макаронные изделия 1 имеют подобное сквозное отверстие 2, сквозное отверстие 2 смыкается или сжимается за счет впитывания воды макаронными изделиями 1 и их раздувания при варке или регидратации в горячей воде. Вокруг сквозного отверстия 2 макаронное изделие имеет прерывистую структуру с противоположных сторон сквозного отверстия 2, как показано на Фиг. 1(B) и 1(C). Если концы 221 канавок 22 располагаются близко к центру поперечного сечения макаронного изделия 1 (на расстоянии 0,5 мм или менее), как описано выше, размер прерывистых участков структуры макаронного изделия может быть уменьшен. Следовательно, при разжевывании макаронных изделий уменьшается вероятность возникновения смещения на прерывистых участках, что обеспечивает получение макаронных изделий, которые создают приятное ощущение во рту при употреблении их в пищу.
Другие примеры формы поперечного сечения конца 323а штифта 323 описываются со ссылками на Фиг. 5. Форма, показанная на Фиг. 5(A), является крестом с четырьмя симметрично расположенными в окружном направлении элементами. Форма, показанная на Фиг. 5(B), также имеет четыре симметрично расположенных в окружном направлении элемента, но является модифицированным крестом, у которого выступы 323d идут со смещением в окружном направлении, в отличие от показанных на Фиг. 5(A), которые идут наружу в окружном направлении от центра поперечного сечения. Форма, показанная на Фиг. 5(C) имеет такую конфигурацию, при которой выступы 323d включают большие выступы 323d1 и малые выступы 323d2. Набор больших выступов 323d1 и набор малых выступов 323d2 имеют по три симметрично расположенных элемента, при этом большие выступы 323d1 и малые выступы 323d2 чередуются друг с другом. С другой стороны, в стандартном элементе 500 формующей головки, показанном на Фиг. 7, штифт 503 имеет форму полой трубки. Штифт 323 может также иметь форму полой трубки или может иметь углубление на торцевой поверхности конца 323а. Таким образом, конец 323а может иметь любые разные формы поперечного сечения. Как описано выше, штифт 323 в настоящем варианте осуществления изобретения является сплошным, а не полым, как стандартный штифт, за счет чего обеспечивается создание большого штифта с меньшим поперечным сечением и высокой прочностью.
Существуют различные способы изготовления элемента 3 формующей головки в соответствии с настоящим вариантом осуществления изобретения. Примеры включают способ, в котором предусмотрено вырезание входной части 32 из цельной металлической заготовки при помощи прецизионной микрообработки на универсальном механообрабатывающем станке. Таким образом, формующая головка макаронного экструдера, обеспечивающая формование тонких макаронных изделий может изготавливаться при помощи стандартного инструмента механообработки.
Однако элемент 3 формующей головки в настоящем варианте осуществления изобретения имеет малые размеры. Штифт 323 формируется как составной элемент входной части 32. Штифт 323 имеет относительно сложную форму, при которой первый участок 323b основания имеет коническую форму, второй участок 323с основания имеет цилиндрическую форму, а конец 323а имеет форму буквы Y. Следовательно, требуется более высокая точность механической обработки, чем в случае когда весь штифт имеет цилиндрическую или другую простую форму. Таким образом, желательно применение в качестве инструмента механообработки универсального станка механообработки с линейным электроприводом, в котором отсутствует смещение (люфт) режущих инструментов, которое имеет место при использовании торцевой фрезы.
В качестве материала для элемента 3 формующей головки в случае применения механического резания возможно применение различных металлических материалов, включающих латунь и нержавеющие стальные сплавы, также возможно применение неметаллических материалов, таких как смола. В настоящем варианте осуществления изобретения применяется латунь. Кроме того, возможно применение другого способа отличного от механического резания, и возможны такие способы, как экструдирование или спекание. В этом случае возможно применение металлов, смол, керамики и тому подобных материалов. Кроме того, выходная часть 31 и входная часть 32 могут выполняться из различных материалов или при помощи различных видов обработки.
Формующая головка 300, снабженная элементом 3 формующей головки в соответствии с настоящим вариантом осуществления изобретения может иметь любые различные формы. Один из примеров показан на Фиг. 6. Формующая головка на Фиг. 6 имеет форму диска и, как показано на Фиг. 6(A) и 6(B), на внутренней периферической стороне сформировано 17 сквозных отверстий 301, а на внешней периферической стороне сформировано 25 сквозных отверстий 301, которые расположены с постоянным интервалом в окружном направлении. В каждом сквозном отверстии 301 установлен элемент 3 формующей головки. Макаронное тесто подается с правой стороны Фиг. 6(C), проходит через элементы 3 формующей головки и отверстия 301 и извлекается в виде макаронных изделий 1 с левой стороны Фиг. 6(C). Как показано на Фиг. 6(A), элементы 3 формующей головки установлены в формующей головке 300 таким образом, что выходные отверстия 311 элементов 3 формующей головки располагаются вдоль окружного направления и вдоль радиального направления формующей головки 300, Кроме того, элемент 3 формующей головки может производить не только длинную пасту, но также и различные типы экструдируемых макаронных изделий.
Макаронное тесто, подаваемое под давлением в элемент 3 формующей головки через входное отверстие 322, проходит через объем 322а и затем проходит через объем 311а. В результате формуются макаронные изделия 1, имеющие сквозное отверстие 2 в продольном направлении, причем сквозное отверстие 2 идентично по форме штифту 323 (в данном примере имеет форму буквы Y). Одним элементом 3 формующей головки формуются четыре макаронных изделия 1.
Форма поперечного сечения макаронного изделия 1, экструдируемого через элемент 3 формующей головки, показана на Фиг. 1(A). Внешний периметр макаронного изделия 1 в поперечном сечении имеет круговую форму. Сквозное отверстие 2 включает воздушный зазор 21, сформированный в центре поперечного сечения макаронного изделия 1 и множество канавок 22, симметрично расположенных в окружном направлении вокруг центра поперечного сечения, идущих наружу в радиальном направлении (или радиально наружу) от воздушного зазора 21, Когда множество канавок 22 сформировано таким образом, то поскольку горячая вода заходи в канавки 22 при варке или регидратации, обеспечивается быстрое проникновение горячей воды по всему объему макаронного изделия 1, Как показано, например, на Фиг. 1(B), сквозное отверстие 2 смыкается или сжимается за счет разбухания макаронных изделий 1 при варке или регидратации в горячей воде. Сквозное отверстие 2, показанное на Фиг. 1(A) соответствует форме поперечного сечения конца 323а штифта 323 и имеет три канавки 22, образующих букву Y.
Далее приводится описание известного уровня техники на момент разработки настоящего изобретения. При разработке новых тонких перфорированных экструдированных макаронных изделий диаметром 3 мм или менее, таких как спагетти, авторы изобретения предложили формировать такое малое сквозное отверстие в макаронных изделиях, которое снижает время варки, а также время регидратации для макаронных изделий быстрого приготовления и почти полностью смыкается к моменту употребления их в пищу, поскольку макаронные изделия разбухают за счет впитывания горячей воды, когда полученные экструзией макаронные изделия подвергаются варке или регидратации в горячей воде, а не остается открытым, как в случае макарон или букатини, обеспечивая свойственное ощущение во рту.
В этом случае при формировании круглого сквозного отверстия в макаронных изделиях на внутренней поверхности отверстия имеется только данная малая площадь поверхности, которая не дает большого эффекта снижения времени варки и регидратации или смыкания отверстия. По этой причине авторы изобретения предусмотрели такую конфигурацию формы отверстия, при которой выполняются канавки, идущие в радиальном направлении от центра отверстия. При этом у системы, в которой штифт 503 вставляется во входную часть 501, как показано на Фиг. 7, имеется проблема, заключающаяся в склонности штифта 503 к выпадению, изгибанию, разрушению и тому подобным явлениям, как описано выше. Кроме того, для снабжения сквозного отверстия макаронных изделий канавками штифту 503 необходимо придать специальную форму, и он должен иметь чрезвычайно малую толщину. В результате сложно сформировать штифт 503, обладающий достаточной прочностью.
В свете известного уровня техники в соответствии с настоящим вариантом осуществления изобретения штифт 323 элемента 3 формующей головки формируется как составной элемент входной части 32. Следовательно, в элементе 3 в соответствии с настоящим вариантом осуществления изобретения не происходит выпадения штифта 323. Кроме того, штифт 323 имеет такую форму, что он тоньше (т.е. является конусообразным) в районе основания (первого участка 323b основания и второго участка 323с) основания, чем в районе конца 323а, и, следовательно, обладает прочностью, несмотря на малую толщину. Таким образом, штифт 323 является стойким к изгибанию и разрушению. Это позволяет производить тонкие макаронные изделия 1, снабженные сквозным отверстием 2 вышеописанной формы. Макаронные изделия 1, произведенные таким способом могут обеспечивать снижение времени варки и времени регидратации, как описано выше, и выгодно отличаться от макаронных изделий без сквозного отверстия с точки зрения создаваемых ощущений во рту при употреблении их в пищу.
Кроме того, поскольку штифт 323 обладает стойкостью к изгибанию и разрушению, снижается вероятность возникновения дефектов в производимых макаронных изделиях. Это также обеспечивает безопасность (предотвращает попадание посторонних веществ и т.д.).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕЛЬНОЗЕРНОВЫЕ МАКАРОННЫЕ ИЗДЕЛИЯ БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2010 |
|
RU2555480C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СНЕКОВ ИЗ МАКАРОННЫХ ИЗДЕЛИЙ | 2020 |
|
RU2734083C1 |
| СПОСОБ ПРОИЗВОДСТВА МАКАРОННОГО ПИЩЕВОГО ПРОДУКТА ПУТЕМ ЭКСТРУЗИИ ЧЕРЕЗ ВСТАВКУ ИЗ ПОЛИАЦЕТАЛЬНОЙ СМОЛЫ И СОПУТСТВУЮЩИЙ ПРОДУКТ | 2020 |
|
RU2822047C1 |
| ПОЛУЧЕНИЕ МАКАРОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2370104C2 |
| СУХИЕ МАКАРОННЫЕ ИЗДЕЛИЯ БЫСТРОГО ПРИГОТОВЛЕНИЯ, ИХ ПРИМЕНЕНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2584076C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРЕННЫХ И ЗАМОРОЖЕННЫХ МАКАРОННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2610313C2 |
| УСТРОЙСТВО И СПОСОБ ПРИГОТОВЛЕНИЯ ЭКСТРУДИРУЕМЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2013 |
|
RU2629224C2 |
| СПОСОБ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2269906C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРЕННЫХ И ЗАМОРОЖЕННЫХ МАКАРОННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2603027C2 |
| СПОСОБ ПРОИЗВОДСТВА СВЕЖИХ МАКАРОННЫХ ИЗДЕЛИЙ | 2013 |
|
RU2628284C2 |
Изобретение относится к пищевой промышленности. Экструдированное макаронное изделие, имеющее отверстие, проходящее через него в продольном направлении, в котором: сырьем является пшеничная мука; отверстие смыкается или сжимается при варке или регидратации в горячей воде; и конфигурация отверстия в поперечном сечении макаронного изделия такова, что вокруг центра поперечного сечения сформировано множество канавок, симметрично расположенных в окружном направлении, идущих наружу в радиальном направлении от центра поперечного сечения макаронного изделия; отверстие имеет воздушный зазор в центре поперечного сечения, воздушный зазор сформирован за счет взаимного перекрытия множества канавок; и отверстие смыкается при варке или регидратации в горячей воде или сжимается, обеспечивая смыкание канавок за исключением воздушного зазора. Способ производства макаронных изделий быстрого приготовления, предусматривающий сушку экструдированных макаронных изделий после прежелатинизации или без прежелатинизации. Элемент формующей головки макаронного экструдера, применяемый при производстве макаронных изделий, имеющих сквозное отверстие в продольном направлении, содержащий: выходную экструзионную часть и входную часть, в котором выходная экструзионная часть включает выходное экструзионное отверстие, применяемое для формования макаронных изделий экструзией, входная часть включает входное отверстие, через которое подается под давлением макаронное тесто, и штифт, конец которого вставлен в выходное отверстие выходной части, и поперечное сечение штифта имеет такую форму, при которой вокруг центра поперечного сечения сформировано множество выступов, симметрично расположенных в окружном направлении, идущих наружу в радиальном направлении от центра поперечного сечения. Изобретение позволяет получить экструдированные макаронные изделия, которые имеют малое время варки и хорошие характеристики восстановления (малое время регидрирования). 7 н. и 11 з.п. ф-лы, 21 ил., 8 пр.
1. Экструдированное макаронное изделие, имеющее отверстие, проходящее через него в продольном направлении, в котором:
необходимым сырьем для макаронного изделия является пшеничная мука;
отверстие смыкается или сжимается при варке или регидратации в горячей воде; и
конфигурация отверстия в поперечном сечении макаронного изделия такова, что вокруг центра поперечного сечения сформировано множество канавок, симметрично расположенных в окружном направлении, идущих наружу в радиальном направлении от центра поперечного сечения макаронного изделия;
отверстие имеет воздушный зазор в центре поперечного сечения, воздушный зазор сформирован за счет взаимного перекрытия множества канавок; и
отверстие смыкается при варке или регидратации в горячей воде или сжимается, обеспечивая смыкание канавок за исключением воздушного зазора.
2. Экструдированное макаронное изделие по п. 1, в котором отверстие сформировано таким образом, что оно занимает 2-15% от площади сечения макаронного изделия, включающей отверстие.
3. Экструдированное макаронное изделие по п. 1 или 2, в котором концы множества канавок могут достигать участков, удаленных на 30-70% расстояния от центра поперечного сечения макаронного изделия до внешнего периферического края макаронного изделия.
4. Экструдированное макаронное изделие по п. 1 или 2, в котором множество канавок сформировано таким образом, что в нем имеется от трех до восьми симметрично расположенных элементов.
5. Экструдированное макаронное изделие по п. 1 или 2, в котором отверстие в поперечном сечении макаронного изделия выполнено с углубленным участком, который расположен между концами соседних канавок из множества канавок и углублен в направлении центра поперечного сечения макаронного изделия.
6. Экструдированное макаронное изделие по п. 1 или 2, в котором концы множества канавок имеют криволинейную поверхность.
7. Экструдированное макаронное изделие по п. 1 или 2, в котором поперечное сечение макаронного изделия имеет круговую внешнюю форму.
8. Способ производства макаронных изделий быстрого приготовления, предусматривающий сушку экструдированных макаронных изделий по любому из пп. 1-7 после прежелатинизации.
9. Способ производства макаронных сухих изделий, предусматривающий сушку экструдированных макаронных изделий по любому из пп. 1-7 без прежелатинизации.
10. Элемент формующей головки макаронного экструдера, применяемый при производстве макаронных изделий, имеющих сквозное отверстие в продольном направлении согласно п. 1, содержащий:
выходную экструзионную часть и входную часть,
в котором выходная экструзионная часть включает выходное экструзионное отверстие, применяемое для формования макаронных изделий экструзией,
входная часть включает входное отверстие, через которое подается под давлением макаронное тесто, и штифт, конец которого вставлен в выходное отверстие выходной части, и
поперечное сечение штифта имеет такую форму, при которой вокруг центра поперечного сечения сформировано множество выступов, симметрично расположенных в окружном направлении, идущих наружу в радиальном направлении от центра поперечного сечения.
11. Элемент формующей головки макаронного экструдера по п. 10, в котором штифт сформирован таким образом, что он имеет большую толщину у основания, чем у конца, и сформирован заодно с входной частью, как составной элемент входной части.
12. Элемент формующей головки макаронного экструдера, применяемый при производстве макаронных изделий, имеющих сквозное отверстие в продольном направлении согласно п. 1, содержащий:
выходную экструзионную часть и входную часть,
в котором выходная экструзионная часть включает выходное экструзионное отверстие, применяемое для формования макаронных изделий экструзией,
входная часть включает входное отверстие, через которое подается под давлением макаронное тесто, и штифт, конец которого вставлен в выходное отверстие выходной части, и
штифт имеет конфигурацию, обеспечивающую формование сквозного отверстия в экструдируемом макаронном изделии, и сформирован таким образом, что он имеет бóльшую толщину у основания, чем у конца, и сформирован заодно с входной частью, как составной элемент входной части.
13. Элемент формующей головки макаронного экструдера по п. 12, в котором конец штифта имеет такую форму поперечного сечения, при которой сформировано множество выступов, идущих наружу в радиальном направлении от центра поперечного сечения.
14. Элемент формующей головки макаронного экструдера по любому из пп. 10, 11 или 13, в котором:
множество выступов сформировано таким образом, что в нем имеется от трех до восьми элементов, симметрично расположенных вокруг центра поперечного сечения штифта; и
штифт имеет углубленный участок, который расположен между соседними выступами из множества выступов и утоплен в направлении центра поперечного сечения.
15. Элемент формующей головки макаронного экструдера по любому из пп. 10-13, в котором выходное отверстие, сформированное в выходной части, является сквозным отверстием с круговым поперечным сечением диаметром 1-3 мм.
16. Элемент формующей головки макаронного экструдера по любому из пп. 10, 11 или 13, в котором:
выходное отверстие, сформированное в выходной части, представляет собой сквозное отверстие с круговым поперечным сечением диаметром 1,5-2 мм; и
вершины множества выступов в поперечном сечении располагаются на расстоянии 0,5 мм или менее от центра поперечного сечения штифта.
17. Способ изготовления элемента формующей головки макаронного экструдера по любому из пп. 10-16, в котором входная часть вырезана из единой металлической заготовки при помощи универсального механообрабатывающего станка.
18. Способ производства экструдированных макаронных изделий, предусматривающий экструдирование макаронных изделий с применением элемента формующей головки макаронного экструдера по любому из пп. 10-16.
| JP 2005034056 A, 10.02.2005 | |||
| US 20080075817 A1, 27.03.2008 | |||
| RU 2070800 C1, 27.12.1996 | |||
| СПОСОБ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ТЕКСТУРАТОВ | 2008 |
|
RU2389346C1 |

