Область техники
Настоящее изобретение относится к способам и устройствам для изготовления многослойных кондитерских изделия, причем более конкретно оно относится к формовочным способам и устройствам и/или к регулирующим температуру способам и устройствам для изготовления многослойных кондитерских изделий, включающих, по меньшей мере, двухслойные кондитерские изделия.
Уровень техники
Некоторые кондитерские изделия, имеющиеся на рынке, включают множество различных кондитерских композиций, но не все из различных композиций кондитерских изделий являются видимыми для потребителя. Пример таких кондитерских изделий включает кондитерское изделие, начиненное в середине жевательной резинкой, которое содержит твердую внешнюю кондитерскую оболочку, внутри которой находится жевательная резинка. К сожалению, такие кондитерские изделия не способны одновременно предоставлять потребителю визуальные преимущества, которыми обладают две различные кондитерские композиции.
Недавно настоящий заявитель выпустил многослойное кондитерское изделие, включающее слой жевательного кондитерского изделия и два слоя жевательной резинки. Данное многослойное кондитерское изделие представляет три визуально различающихся слоя кондитерского изделия и позволяет потребителю одновременно получать удовольствие от вкусовых и чувственных достоинств различных кондитерских композиций.
Однако изготовление таких многослойных кондитерских изделий вызывает характерные проблемы. Например, когда происходит ламинирование нескольких слоев различных кондитерских композиций, обладающих различными характеристиками, слой, имеющий меньшую вязкость, чем другие слои, может просачиваться, или слои могут не прикрепляться друг к другу в достаточной степени и способы скользить друг относительно друга.
Кроме того, изготовление многослойного кондитерского изделия, включающего слой жевательной резинки, может создавать дополнительные технологические затруднения, поскольку процесс изготовления жевательной основы, как правило, занимает много времени и включает значительное количество машин и оборудования. Традиционное производство/формование жевательной основы может включать смешивание и изготовление конечной жевательной основы в форме неоднородного продукта, экструзию и формование конечной жевательной основы в формы, кондиционирование форм конечной жевательной основы, экструзию форм в непрерывный тонкий лист конечной жевательной основы, прокатку непрерывного листа через ряд валиков до однородной уменьшенной толщины, нарезку и разделение листов на индивидуальные нарезанные листы, а также выдерживание отдельных листов в помещении для кондиционирования. Такие процессы изготовления и формования жевательных изделий описывают патенты США 4882175, 6254373 и 7112345, которые принадлежат правопредшественнику интересов правообладателя настоящей заявки, а также заявка США Сер.№ 12/352110, которая принадлежит правообладателю настоящей заявки; описания и определения данных документов во всей своей полноте включены в настоящий документ посредством ссылки при том условии, что они не противоречат настоящему описанию.
Традиционное оборудование для формования жевательной основы включает формовочный экструдер, который пропускает жевательную резинку через небольшое прямоугольное отверстие (например, прямоугольное отверстие, размеры которого составляют приблизительно 25 мм и 457 мм). Требуется относительно большее усилие, когда размер отверстия уменьшается. Как правило, продукт, выходящий из формовочного экструдера, все же имеет чрезмерную толщину. Соответственно, во многих устройствах предшествующего уровня техники, как правило, используются формовочные валики, которые установлены в последовательном ряду на конвейерной ленте, чтобы постепенно уменьшать толщину жевательной основы, как правило, от приблизительно 25 мм до приблизительно 2-6 мм, такие как множество формовочных валиков в традиционных устройствах прокатки и разреза. Кроме того, чтобы предотвратить прилипание жевательной основы к валикам, как правило, используют подходящий опудривающий материал. После этого можно использовать режущий валик и разделяющий валик для изготовления тонких пластинок или несколько укороченных и утолщенных жевательных плиток или брикетов. Кроме того, для таких традиционных линий, как правило, требуется значительное последующее охлаждение и/или кондиционирование перед упаковкой, поскольку надлежащая упаковка теплого мягкого продукта является затруднительной. Кроме того, очистка таких традиционных линий является трудоемкой и может оказаться продолжительной, занимая, например, вплоть до 10 часов.
Таким образом, настоящее изобретение относится к усовершенствованиям способов и устройств для изготовления и/или охлаждения многослойных кондитерских изделий.
Сущность изобретения
Принимая во внимание вышеизложенное, варианты изобретения предлагают новые и усовершенствованные способы и устройства для изготовления многослойных кондитерских изделий, которые преодолевают одну или более проблем, существующих в технике. Более конкретно, варианты изобретения предлагают способы и устройства для отдельного изготовления каждого слоя и/или отдельного регулирования температуры каждого слоя, а также для ламинирования слоев при изготовлении многослойных кондитерских изделий. Поскольку технологические параметры можно регулировать независимо для каждого слоя, данные способы и устройства являются особенно предпочительными для изготовления многослойных кондитерских изделий, включающих множество различных кондитерских композиций, имеющих различные характеристики. Кроме того, данные способы и устройства могут обеспечивать дополнительные преимущества для многослойных кондитерских изделий, включающих, по меньшей мере, один слой жевательной резинки, за счет создания усовершенствованной альтернативы традиционным устройствам для изготовления и формования жевательной основы. Таким образом, предлагается целый ряд новых технологических возможностей для изготовления многослойных кондитерских изделий с несколькими аспектами настоящего изобретения, которые можно использовать независимо или в сочетании, включая те, которые кратко описаны ниже и/или представлены в тексте настоящего описания.
Один аспект настоящего изобретения относится к способу и устройству для изготовления многослойных кондитерских изделий с использованием множества комплектов формовочных барабанов. Формовочные барабаны каждого комплекта имеют промежуток между собой, который предназначен для изготовления листа из кондитерской композиции, имеющего однородную толщину, которая соответствует данному промежутку.
Можно обеспечивать несколько технологических конфигураций, обладающих преимуществами. Например, в некоторых вариантах выполнения каждый комплект формовочных барабанов может быть предназначен для получения желательной толщины листа кондитерского изделия, который может быть таким же или отличаться от других слоев. Кроме того, некоторые или все из формовочных барабанов могут представлять собой теплопроводящие барабаны для нагревания или охлаждения кондитерских композиций в процессе изготовления соответствующих слоев. В таких вариантах выполнения каждый слой кондитерских композиций можно охлаждать или нагревать независимо в соответствии с его характеристиками для получения оптимальной вязкости каждого слоя кондитерской композиции, чтобы предотвращать или сокращать до минимума просачивание, скольжение и другие технологические проблемы изготовления и ламинирования множества слоев кондитерских композиций, имеющих различные свойства.
Кроме того, для многослойных кондитерских изделий, включающих, по меньшей мере, один слой жевательной резинки, можно использовать формовочные барабаны для получения желательной толщины жевательной резинки в одну стадию формования. По существу, ряд валиков и операций последовательного уменьшения толщины можно исключить из процесса изготовления жевательной основы. В одном варианте выполнения промежуток между формовочными барабанами установлен в интервале от 1 до 6 мм, что может практически соответствовать (точно или приблизительно) конечной толщине жевательной резинки, которая является желательный. После пропускания через формовочные барабаны жевательная основа, как правило, имеет однородную толщину, причем отклонение толщины составляет менее чем 20%, типичнее менее чем 10% и предпочтительно приблизительно 5% или менее. Аналогичным образом, другие кондитерские изделия можно формовать с использованием формовочных барабанов для изготовления слоя кондитерской композиции, имеющего желательную толщину.
Предпочтительно дальше по ходу используют прижимной валик для разглаживания любых поверхностных неоднородностей в листе многослойного кондитерского изделия, которые вызваны разнообразными параметрами состава и процесса. Установленный дальше по ходу прижимной валик может также усиливать адгезию между множеством слоев. Прижимной валик можно устанавливать на конвейерной ленте с промежутком между ними, который соответствует желательной суммарной толщине многослойного кондитерского изделия или незначительно отклоняется в сторону увеличения или уменьшения (например, отклонение составляет от 0,0 до 0,3 мм).
Предпочтительно прижимной валик представляет собой теплопроводящий валик, который способен нагревать или охлаждать многослойные кондитерские изделия. В некоторых вариантах выполнения температура прижимного валика представляет собой важный параметр для регулирования качества поверхности и толщины многослойных кондитерских изделий. В качестве дополнения или альтернативы, прижимной валик может служить для цели прижатия нанесенной на кондитерское изделие обсыпки или других кондитерских ингредиентов на верхней поверхности многослойного кондитерского изделия.
Еще один аспект настоящего изобретения заключается в том, что формовочные барабаны согласно некоторым вариантам выполнения способны заменять высокосдвиговые предварительные экструдеры формовочного типа в традиционных линиях для изготовления жевательной основы. В традиционных линиях для изготовления жевательной основы предварительный экструдер, как правило, используют для получения относительно тонкой непрерывной ленты, у которой, например, толщина составляет приблизительно 1 дюйм (2,54 см), и ширина составляет 18 дюймов (45,72 см). Настоящее изобретение предусматривает использование формовочных барабанов вместо предварительного экструдера формовочного типа и установленного дальше по ходу множества уменьшающих размер прокаточных валиков. Преимущество таких вариантов выполнения заключается в том, что к жевательной резинке прилагается значительно меньшее сдвигающее усилие. В результате увеличивается вероятность того, что определенные чувствительные к сдвигу ингредиенты останутся в большей степени неповрежденными; таким образом, получаемый продукт может содержать большее количество чувствительных к сдвигу ингредиентов, остающихся неповрежденными в конечном продукте, или меньшее количество чувствительных к сдвигу ингредиентов потребуется добавлять во время резиносмесительных операций изготовления жевательной основы с конечным содержанием ингредиентов, и в результате этого возникает возможность снижения затрат.
Кроме того, слои, имеющие значительно большую ширину, составляющую, по меньшей мере, 24 дюйма (60,96 см) и даже от 36 до 50 дюймов (от 91,44 до 127 см) или, возможно, больше, если это желательно, можно изготавливать с использованием формовочных барабанов (эта ширина превышает от 150% до 300% ширину традиционных предварительных экструдеров формовочного типа). Такие кондитерские изделия с ламинированными слоями увеличенной ширины могут существенно повышать эффективность производства.
Особое преимущество устройства согласно вариантам изобретения заключатся в том, что данное устройство представляет собой устройство с низким потреблением энергии, в частности, по сравнению с традиционными линиями для изготовления жевательной основы, которые включают предварительный экструдер формовочного типа и установленное дальше по ходу множество уменьшающих размер прокаточных валиков (уменьшение потребления энергии составляет от 60% до 80%).
В одном варианте изобретения предложен способ изготовления листа многослойного кондитерского изделия. Данный способ включает стадии изготовления первого листа кондитерского изделия, у которого средняя толщина составляет приблизительно от 0,3 мм до 10 мм с использованием первого комплекта формовочных барабанов; изготовление второго листа кондитерского изделия, у которого средняя толщина составляет приблизительно от 0,3 мм до 10 мм с использованием второго комплекта формовочных барабанов; и ламинирование первого листа кондитерского изделия и второго листа кондитерского изделия для изготовления листа многослойного кондитерского изделия.
В еще одном варианте изобретения предложен способ изготовления многослойного кондитерского изделия, включающий регулирование вязкости каждого из слоев кондитерского изделия. Данный способ включает стадии изготовления из первого кондитерского изделия первого листа кондитерского изделия, имеющего, в основном, однородную толщину, с использованием первого комплекта формовочных барабанов; изготовление из второго кондитерского изделия второго листа кондитерского изделия имеющего, в основном, однородную толщину, с использованием второго комплекта формовочных барабанов; регулирование вязкости, по меньшей мере, одного из первого и второго кондитерских изделий с использованием первого или второго комплекта формовочных барабанов для обеспечения достаточной адгезии между первым и вторым листами кондитерских изделий при одновременном сокращении просачивания до минимума; и ламинирование первого листа кондитерского изделия и второго листа кондитерского изделия для изготовления листа многослойного кондитерского изделия.
В следующем варианте изобретения предложено устройство для изготовления многослойного кондитерского изделия. Данное устройство включает, по меньшей мере, два комплекта формовочных барабанов, установленных последовательно. Каждый комплект формовочных барабанов включает, по меньшей мере, два формовочных барабана, установленных с промежутком между ними, и устанавливающее промежуток устройство для регулирования положения, по меньшей мере, одного из формовочных барабанов для установления промежутка, составляющего приблизительно от 0,3 мм до 10 мм. Каждый комплект формовочных барабанов изготавливает лист кондитерского изделия, у которого средняя толщина составляет приблизительно от 0,3 мм до 10 мм, и, по меньшей мере, один из формовочных барабанов ламинирует листы кондитерских изделий на конвейерной ленте для изготовления листа многослойного кондитерского изделия.
Другие аспекты, задачи и преимущества настоящего изобретения становятся более очевидными из следующего подробного описания при его рассмотрении в сочетании с сопровождающими чертежами.
Краткое описание чертежей
Сопровождающие чертежи, которые включены в настоящее описание и составляют его неотъемлемую часть, иллюстрируют несколько аспектов настоящего изобретения и в сочетании с данным описанием служат для разъяснения принципов настоящего изобретения. На чертежах:
фиг. 1 - частично схематичный и частично в перспективе, вид устройства для изготовления многослойного кондитерского изделия согласно варианту изобретения, включающего три формовочных устройства для кондитерского изделия и производящего трехслойную кондитерскую композицию;
фиг. 2 - частично схематичный и частично в перспективе, вид устройства для изготовления многослойного кондитерского изделия согласно другому варианту изобретения, включающего три формовочных устройства для кондитерского изделия, в котором два формовочных устройства для кондитерского изделия имеют общий установленный раньше по ходу (т.е. «выше по потоку» от формовочных устройств или перед ними) смесительный экструдер для кондитерского изделия, а третье формовочное устройство для кондитерского изделия получает исходный материал от отдельного смесительного экструдера;
фиг. 3 - частично схематичный и частично в перспективе, вид устройства для изготовления многослойного кондитерского изделия согласно еще одному варианту изобретения, включающего три формовочных устройства для кондитерского изделия, в котором вместе ламинированы слои мраморовидной жевательной основы, кондитерского изделия и мраморовидной жевательной основы;
фиг. 4 - схематичный вид формовочного устройства для представленного на фиг. 3 устройства для изготовления мраморовидного жевательного листа;
фиг. 5 - частично схематичный и частично в перспективе, вид устройства для изготовления двухслойного кондитерского изделия согласно варианту изобретения;
фиг. 6 - частично схематичный и частично в перспективе, вид устройства для изготовления четырехслойного кондитерского изделия согласно варианту изобретения;
фиг. 7 - частично схематичный и частично в перспективе, вид устройства для изготовления трехслойного кондитерского изделия согласно варианту изобретения, в котором некоторые формовочные устройства включают три формовочных барабана;
фиг. 8 - вид в перспективе сверху бункера, включающего пару питающих валиков согласно варианту изобретения;
фиг. 9 - схематичный вид в сечении устройства для изготовления кондитерского изделия, включающего комплект формовочных барабанов, прикрепленных к каркасным конструкциям, в котором присутствует, в основном, однородный в поперечном сечении промежуток между парой формовочных барабанов; и
фиг. 10 - схематичный вид в сечении устройства для изготовления кондитерского изделия, представленного на фиг. 9, которая показывает смещение между парой формовочных барабанов.
Хотя настоящее изобретение будет описано в связи с определенными предпочтительными вариантами выполнения, не предусмотрено его ограничение данными вариантами выполнения. Напротив, предусмотрено его распространение на все альтернативы, модификации и эквиваленты, которые соответствуют идее и находятся в пределах объема настоящего изобретения, как определено в прилагаемой формуле изобретения.
Подробное описание изобретения
Многослойные кондитерские изделия, в частности, изделия, включающие визуально различимые слои, предоставляют уникальное визуальное удовольствие для потребителей. Кроме того, многослойные кондитерские изделия могут создавать новые и улучшенные приятные ощущения, которые могут оказываться недоступными в случае однокомпонентных кондитерских изделий. Например, многослойное кондитерское изделие может иметь такую композицию, которая включает, по меньшей мере, один слой жевательной резинки для обеспечения продолжительного и долговременного использования и, по меньшей мере, один слой кондитерского изделия типа леденца, обеспечивающего ускоренное выделения аромата для первоначального усиленного вкуса или сладости. Кроме того, слои многослойного кондитерского изделия можно составлять таким образом, чтобы они включали новые текстурные характеристик, такие как совпадающие или несовпадающие текстуры, чтобы доставлять потребителям новые приятные ощущения.
Таким образом, на рынке существует потребность в разработке разнообразных многослойных кондитерских изделий, включающих различные кондитерские компоненты. Однако изготовление таких многослойных кондитерских изделий может вызывать характерные технологические проблемы, которые обсуждаются выше, в частности, для тех продуктов, которые включают множество кондитерских композиций, имеющих различные характеристики, для которых требуются различные технологические параметры.
Кроме того, традиционные способы и устройства для изготовления кондитерских изделий могут ограничивать ассортимент кондитерских композиций, которые можно использовать для изготовления многослойных кондитерских изделий.
Настоящее изобретение предлагает новые и усовершенствованные способы и устройства для изготовления многослойные кондитерские изделия, которые преодолевают данные проблемы и ограничения существующих способов и устройств для их изготовления. Способы и устройства согласно вариантам изобретения включают множество комплектов формовочных барабанов, которые изготавливают отдельно каждый слой кондитерского изделия и ламинируют данные слои для изготовления многослойного кондитерского изделия.
Поскольку каждый слой изготавливают с использованием отдельного комплекта формовочных барабанов, технологические параметры комплекта формовочных барабанов можно независимо регулировать в соответствии с характеристиками состава каждого слой кондитерского изделия для оптимального изготовления данного слоя. Кроме того, температуру каждого слоя можно также независимо регулировать путем использования таких же формовочных барабанов или использования отдельных теплопроводящих барабанов. Формовочные барабаны также называются терминами «калибровочные барабаны», «ламинировочные барабаны», «производящие валики», «формовочные валики, или другими аналогичными терминами.
Устройства, которые включают формовочные барабаны согласно разнообразным вариантам изобретения, могут обеспечивать множество преимуществ по сравнению с другими традиционными устройства для изготовления кондитерских изделий. Комплект формовочных барабанов может, как правило, формовать и калибровать слой кондитерского изделия, имеющий желательную толщину и ширину, в одну стадию, и, таким образом, можно заменять тяжелое оборудование и продолжительные технологические стадии, такие как формовочные экструдеры и/или прокаточные валики традиционных устройств для изготовления жевательной основы. Таким образом, данные способы и устройства обладают особыми преимуществами для изготовления многослойных кондитерских изделий, включающих, по меньшей мере, один слой жевательной резинки, поскольку формовочные барабаны способы обеспечивать одностадийное низкосдвиговое изготовление жевательного слоя, имеющего желательную толщину и ширину, и в результате этого они могут заменять высокосдвиговый предварительный экструдер формовочного типа (также называется термином «формовочный экструдер») и множество уменьшающих размер прокаточных валиков в традиционных линиях для изготовления жевательной основы.
Кроме того, формовочные барабаны образуют низкосдвиговое устройство с низким потреблением энергии. В некоторых вариантах выполнения потребление энергии устройством можно уменьшать на 60%-80% по сравнению с некоторыми традиционными устройствами для изготовления жевательной основы. Кроме того, низкосдвиговое устройство способно сохранять целостность чувствительных к сдвигу ингредиентов и/или активных веществ, такие как подсластители продолжительного действия. Можно также улучшать ассортимент кондитерских композиций, которые можно использовать для изготовления многослойных кондитерских изделий. Например, устройство может обрабатывать низкоупругие композиции связующих материалов, а также упругие жевательные композиции с незначительными изменениями технологических параметров.
Формовочные барабаны можно смазывать, используя не образующие порошка разделительные материалы, такие как растительное или минеральное масло, и в результате этого исключается дорогостоящее пылесборное оборудование, требуемое в традиционных устройствах, в которых используют порошкообразные разделительные материалы. Путем исключения порошкообразного разделительного материала можно изготавливать новые кондитерские изделия, на поверхности которых отсутствует порошок, что может также обеспечивать улучшенный вкус. Кроме того, при исключении использования порошкообразных разделительных материалов и упрощении требуемого оборудования вследствие одностадийного изготовления формовочными барабанами значительно сокращается время перерыва при смене кондитерских композиций или ароматизаторов при минимальной требуемой очистке. В одном варианте выполнения время перерыва при смене ароматизаторов сокращается до 5-10 минут, что представляет собой весьма значительное сокращение по сравнению со временем перерыва при смене на традиционных линиях для изготовления жевательной основы, которое может составлять вплоть до нескольких часов.
В некоторых вариантах выполнения формовочные устройства могут образовывать центральный слой кондитерского изделия и компрессионно ламинировать покровный слой на одной или обеих сторонах центрального слоя кондитерского изделия. Например, подобный тесту покровный материал можно напрессовывать на слой жевательной резинки, чтобы получать желательный покровный слой, который может быть твердым или мягким, даже в одном и том же изделии. Такой процесс покрытия может занимать несколько секунд или минут. Данный новый процесс покрытия отличается от традиционной технологии покрытия путем дражерования, когда множество тонких слоев сахарного сиропа в качестве покровного материала наносят на центральный слой, что занимает, как правило, несколько часов. Посредством компрессионного ламинирования покровных слоев с использованием формовочных барабанов, варианты изобретения обеспечивают не только сокращение расхода времени и средств, но также повышенную гибкость в отношении формата продукции. Например, можно использовать мягкие центральные слои в кондитерских изделиях, можно изготавливать различные покровные слои на различных поверхностях центрального слоя, и/или можно производить различные формы продукции и т.д. Кроме того, покровный слой, нанесенный с помощью формовочных валиков, может обеспечивать превосходную поверхностную однородность, гладкость и привлекательность по сравнению с другими технологиями, такими как процессы экструзионного покрытия.
Общий обзор способов и устройств для производства
Способы и устройства согласно разнообразные вариантам изобретения решают проблемы изготовления таких многослойных кондитерских изделий посредством использования множества формовочных устройств, каждый из которых включает комплект формовочных барабанов, которые осуществляют раздельное изготовление и/или кондиционирование каждого слоя компонента кондитерского изделия и ламинирование слоев друг с другом. Таким образом, можно изготавливать каждый слой компонента кондитерского изделия желательной толщины и ширины и/или устанавливать желательную температуру согласно его физическим свойствам.
Один вариант выполнения системы для изготовления многослойного кондитерского изделия проиллюстрирован на фиг. 1. Производственная система 100 предназначена для изготовления трехслойного кондитерского изделия. Как представлено на чертеже, система 100, как правило, включает три установленных раньше по ходу смесительных устройства 102, 104, 106 для изготовления каждого из слоев кондитерского изделия, три формовочных устройства 108, 110, 112 для кондитерского изделия, прижимной валик 114, режущий валик 116, конвейерную ленту 118, охлаждающий туннель 120 и упаковочное устройство 122.
Каждое из установленных раньше по ходу смесительных устройств 102, 104, 106 схематически проиллюстрировано в виде квадрата на фиг. 1. Каждое из установленных раньше по ходу смесительных устройств 102, 104, 106 включает оборудование, требуемое для изготовления выбранного кондитерского изделия. Например, каждое из установленных раньше по ходу смесительных устройств 102, 104, 106 может включать смеситель (периодический смеситель и/или непрерывный смеситель), варочный аппарат, и/или другие приспособления в зависимости от желательного кондитерского изделия. Каждое из установленных раньше по ходу смесительных устройств 102, 104, 106 может изготавливать одну и ту же кондитерскую композицию или различные кондитерские композиции. Каждое из установленных раньше по ходу смесительных устройств 102, 104, 106 питает соответствующее формовочное устройство 108, 110, 112. Каждое из формовочных устройств включает комплект формовочных барабанов 124, 126, 128 и бункер 130, 132, 134.
Каждый комплект формовочных барабанов 124, 126, 128 включает два формовочных барабана. Каждый комплект формовочных барабанов 124, 126, 128 может изготавливать лист кондитерского изделия, у которого толщина составляет приблизительно от 0,3 мм до 25 мм, как правило, приблизительно от 0,3 мм до 15 мм, предпочтительно приблизительно от 0,3 до 10 мм и предпочтительнее приблизительно от 2 мм до 6 мм, причем вариационный коэффициент толщины составляет менее чем приблизительно 25%, типичнее менее чем приблизительно 20%, и предпочтительно менее чем приблизительно 10%, 5%, 3% или 1%. Комплект формовочных барабанов 124 изготавливает первой слой 142 кондитерского изделия, имеющий желательную ширину и толщину, с использованием формовочных барабанов 148, 154. Второй слой 144 кондитерского изделия изготавливают и формируют, используя формовочные барабаны 150, 156 комплекта формовочных барабанов 126. Второй слой 144 кондитерского изделия ламинируют поверх первого слоя кондитерского изделия 142 посредством нижнего формовочного барабана 156. Аналогичным образом, третий слой 146 кондитерского изделия изготавливают и формируют, используя формовочные барабаны 152, 158, и ламинируют поверх поверхность второго слоя 144 кондитерского изделия. Прижимной валик 114 может разглаживать любые поверхностные неоднородности и/или дополнительно уменьшать толщину многослойного кондитерского изделия, и/или усиливать адгезию между слоями 142, 144, 146 кондитерского изделия.
Перед представлением более подробного обсуждения вариантов выполнения будут описаны некоторые неограничительные данные о составе и характеристики жевательной резинки и кондитерского изделия, которые можно использовать для изготовления разнообразных многослойных кондитерских изделий.
Жевательная резинка
Жевательная резинка включает, в качестве основного из компонентов, которые обычно никогда не проглатывают, жевательную основу, которая представляет собой резиноподобный жевательный компонент. Жевательная резинка также включает пищевую часть, содержащую подсластители, ароматизаторы и подобные вещества, а также она может включать и другие кондитерские изделия или пищевые продукты, содержащиеся в виде слоев или в виде ингредиентов. Жевательная основа является относительно уникальной в пищевом производстве, поскольку она представляет собой материал, обладающий упругостью и эластичностью по отношению к переработке, а также представляет собой материал, который является относительно непроводящим или изолирующим и плохо проводит тепло. Это создает характерные трудности в производстве. Что касается обработки, температура обрабатываемой жевательной основы в значительной степени влияет на вязкость, а также другие технологические характеристики, такие как эластичность и упругость.
Кроме того, различные типы жевательных композиций также влияют на технологические характеристики, и, как правило, желательно изготавливать различные жевательные композиции, используя одинаковое оборудование или линии. Некоторые из ингредиентов выдерживают обработку достаточно хорошо. Другие ингредиенты, такие как ароматизаторы, могут подвергаться испарению при воздействии тепла, и в результате этого уменьшается количество ароматизатора в конечном потребительском продукте. Следующие ингредиенты, такие как инкапсулированные подсластители, являются чувствительными к сдвигающим усилиям (которые вызывают, например, существенное давление, интенсивное перемешивание, технологическое воздействие и т.п.), и, таким образом, они могут разрушаться во время обработки. Все эти факторы создают различные проблемы в отношении изготовления и формования жевательной основы и ее ламинирования с другими компонентами кондитерских изделий при изготовлении многослойных продуктов. Для цели понимания далее обсуждаются некоторые термины и типичные компоненты композиций.
При использовании в настоящем документе термин «жевательная структура» означает, не ограничивается этим, композиции, начиная, включительно, от композитного эластомера и заканчивая конечной жевательную основу, что может включать композитный эластомер в дополнение к некоторым композитным добавкам, маточную жевательную основу, композитный эластомер в дополнение к некоторым последующим жевательным ингредиентам, композитный эластомер в дополнение к некоторым жевательным основным ингредиентам и некоторым последующим жевательным ингредиентам, жевательную основу, жевательную основа в дополнение к некоторым последующим жевательным ингредиентам, маточную конечную жевательную основу и конечную жевательную основу.
При использовании в настоящем документе термин «конечная жевательная основа» означает жевательную структуру, которая, как правило, является пригодной для подготовки к предоставлению продукта потребителю. Таким образом, для конечной жевательной основы могут все же потребоваться тепловое кондиционирование, изготовление, формование, покрытие и упаковка. Однако сама по себе жевательная композиция, является, как правило, готовой к употреблению пользователем. Не все виды конечной жевательной основы содержат одинаковые ингредиенты или одинаковые количества отдельных ингредиентов. Изменяя ингредиенты и количества ингредиентов, текстуры, ароматизаторы и вкусовые добавки, помимо прочих условий, можно изменять и регулировать различные характеристики для удовлетворения потребностей пользователей. Как всем хорошо известно, конечная жевательная основа, как правило, включает растворимую в воде объемную часть, нерастворимую в воде часть жевательной основы и одно или более ароматизирующих веществ. Растворимая в воде часть растворяется в течение некоторого периода времени в процессе жевания. Часть жевательной основы остается во рту в течение всего жевательного процесса.
При использовании в настоящем документе термин «конечная жевательная основа» означает жевательную структуру, которая включает достаточное сочетание ингредиентов жевательной основы, которые требуется только соединять с последующими жевательными ингредиентами для изготовления конечной жевательной основы. Конечная жевательная основа представляет собой жевательный вязкоупругий материал, который включает, по меньшей мере, вязкий компонент, упругий компонент и размягчающий компонент. Например, типичная жевательная основа может включать эластомер и, по меньшей мере, некоторые из таких ингредиентов, как наполнитель, смола и/или пластификатор, поливинилацетат и размягчитель (такой как масло, жир или воск). Простой композитный эластомер без добавления, например, какого-либо размягчителя не может представлять собой конечную жевательную основу, потому что его нельзя рассматривать пригодным в качестве конечной жевательной структуры вследствие трудности, если не невозможности его жевания.
Ингредиенты
Жевательные структуры могут включать огромное число ингредиентов разнообразных категорий. Резиносмесительный способы и устройства согласно разнообразным вариантам изобретения можно использовать для смешивания любых и всех известных ингредиентов, включающих, но не ограничивающихся этим, ингредиенты следующих категорий ингредиентов: эластомеры, объемообразующие материалы, эластомерные пластификаторы (которые включают смолы), эластомерные растворители, пластификаторы, жиры, воски, наполнители, антиоксиданты, подсластители (например, объемные подсластители и высокоинтенсивные подсластители), сиропы/текучие среды, ароматизаторы, улучшители ощущений, усилители вкуса, кислоты, эмульгаторы, красители и функциональные ингредиенты.
Нерастворимая жевательная основа, как правило, включает ингредиенты, которые относятся к следующим категориям: эластомеры, эластомерные пластификаторы (смолы или растворители), пластификаторы, жиры, масла, воски, размягчители и наполнители. Далее будет представлено подробное обсуждение представительных примеров ингредиентов, относящихся к каждой категории. Жевательная основа может составлять от 5 до 95 мас.% конечной жевательной основы, типичнее от 10 до 50 мас.% конечной жевательной основы и наиболее типично от 20 до 30 мас.% конечной жевательной основы.
Растворимая в воде часть конечной жевательной основы может включать дополнительные жевательные ингредиенты, которые относятся к следующим категориям: размягчители, объемные подсластители, высокоинтенсивные подсластители, ароматизирующие вещества, кислоты, дополнительные наполнители, функциональные ингредиенты и их сочетания. Размягчители добавляют в жевательную основу, чтобы оптимизировать пригодность жевательной основы для жевания и соответствующее ощущение во рту. Размягчители, которые также известны как пластификаторы, пластифицирующие вещества или эмульгаторы, как правило, составляют приблизительно от 0,5 до 15 мас.% жевательной структуры. Объемные подсластители составляют от 5 до 95 мас.% жевательной структуры, типичнее от 20 до 80 мас.% жевательной основы и наиболее типично от 30 до 60 мас.% жевательной основы. Высокоинтенсивные подсластители могут также присутствовать, причем их обычно используют с не содержащими сахара подсластителями. При использовании высокоинтенсивных подсластителей они составляют, как правило, от 0,001 до 5 мас.% жевательной структуры, предпочтительно от 0,01 до 3 мас.% жевательной резинки. Как правило, высокоинтенсивные подсластители являются, по меньшей мере, в 20 раз более сладкими, чем сахароза.
Ароматизатор должен, как правило, присутствовать в резине в количестве, составляющем приблизительно от 0,1 до 15 мас.% жевательной резинки, предпочтительно приблизительно от 0,2 до 5 мас.% жевательной основы, наиболее предпочтительно приблизительно от 0,5 до 3 мас.% жевательной основы. Натуральные и искусственные ароматизирующие вещества можно использовать и сочетать любым чувственно приемлемым способом.
При включении кислот они, как правило, составляют приблизительно от 0,001 до 5 мас.% жевательной структуры.
Необязательные ингредиенты, такие как красители, функциональные ингредиенты и дополнительные ароматизирующие вещества, можно также включать в жевательные структуры.
Теперь, когда представлен более общий обзор в отношении обычных общих ингредиентов, ниже будут представлены подробные описания в отношении отдельных категорий ингредиентов и примеры конкретных ингредиентов в пределах разнообразных категорий.
Эластомеры
Эластомеры, используемые в жевательной структуре, различаются в значительной степени в зависимости от разнообразных факторов, таких как желательный тип жевательной структуры, желательная консистенция жевательной структуры и другие компоненты, используемые в жевательной структуре. Эластомер может представлять собой любой нерастворимый в воде полимер, известный в технике, и включает такие полимеры, которые используют, чтобы изготавливать жевательную резинку, в том числе надувающуюся жевательную резинку. Иллюстративные примеры подходящих полимеров, которые содержат жевательные структуры и, в частности, жевательные основы, включают как натуральные, так и синтетические эластомеры. Например, такие полимеры, которые являются подходящими в жевательных структурах, включают, без ограничения, натуральные вещества (растительного происхождения), такие как каспи, чикл, натуральный каучук, сырой коагулированный латекс, нисперо, розидинья, джелутонг, гваюла, перилла, черная гутта, туну, балата, гуттаперча, лечи капси, сорва, гуттакей и т.п., а также их сочетания. Примеры синтетических эластомеров включают, без ограничения, сополимеры стирола и бутадиена (SBR), полиизобутилен, сополимеры изобутилена и изопрена, полиэтилен, поливинилацетат и т.п., а также их сочетания. Эластомеры составляют от приблизительно 10 до приблизительно 60 мас.% и более типично приблизительно от 35 до 40 мас.% жевательной структуры.
Кроме того, используемые полимеры включают следующие: сшитый поливинилпирролидон, полиметилметакрилат, сополимеры молочной кислоты, полигидроксиалканоаты, пластифицированная этилцеллюлоза, поливинилацетатфталат и их сочетания.
Эластомерные пластификаторы
Жевательная структура может содержать эластомерные растворители, также называемые в настоящем документе термином «эластомерные пластификаторы», которые способствуют размягчению эластомерных материалов. Такие эластомерные растворители могут включать такие эластомерные растворители, которые известны в технике, например, терпиненовые смолы, такие как полимеры альфа-пинена, бета-пинена или d-лимонена, сложные эфиры канифоли и метилового спирта, глицерина и пентаэритрита, а также модифицированные канифоли и камеди, такие как гидрированные, димеризованные и полимеризованные канифоли, а также их смеси. Примеры эластомерных растворителей, подходящих для использования в настоящем документе, могут включать сложный эфир пентаэритрита и частично гидрированной экстракционной и живичной канифоли, сложный эфир пентаэритрита и экстракционной и живичной канифоли, сложный эфир глицерина и экстракционной канифоли, сложный эфир глицерина и частично димеризованной экстракционной и живичной канифоли, сложный эфир глицерина и полимеризованной экстракционной и живичной канифоли, сложный эфир глицерина и смолы на основе таллового масла, сложный эфир глицерина и экстракционной и живичной канифоли и частично гидрированной экстракционной и живичной канифоли и метиловый эфир частично гидрированной экстракционной и живичной канифоли, и т.п., а также их смеси. Эластомерный растворитель можно использовать в жевательной структуре в количествах, составляющих от приблизительно 2% до приблизительно 15% и предпочтительно от приблизительно 7% до приблизительно 11% массы жевательной структуры.
Пластификаторы
Жевательная структура может также включать пластификаторы или размягчители, которые также относятся к категории восков, описанных ниже, для обеспечения разнообразных желательных текстур и свойств консистенции. Вследствие низкой молекулярной массы этих ингредиентов, пластификаторы и размягчители способны проникать в основную массу жевательной структуры, делая ее пластичной и менее вязкой. Полезные пластификаторы и размягчители включают триацетин, содержащие средние цепочки триглицериды негидрированного и частично гидрированного хлопкового масла, соевого масло, пальмового масла, косточкового пальмового масла, кокосового масла, сафлорового масла, таллового масла, масла какао, терпеновые смолы, полученные из альфа-пинена, ланолин, пальмитиновую кислоту, олеиновую кислоту, стеариновую кислоту, стеарат натрия, стеарат калия, глицерилтриацетат, глицериллецитин, глицерилмоностеарат, пропиленгликольмоностеарат, ацетилированный моноглицерид, глицерин, и т.п., а также их смеси. Воски, например, натуральные и синтетические воски, гидрированные растительные масла, нефтяные воски, такие как полиуретановые воски, полиэтиленовые воски, парафиновые воски, сорбитмоностеарат, твердый животный жир, пропиленгликоль, их смеси, и т.п., можно также вводить в жевательную структуру. Пластификаторы и размягчители, как правило, используют в жевательной структуре в количествах, составляющих вплоть до приблизительно 20% массы жевательной структуры, и, более конкретно, в количествах, составляющих от приблизительно 9 до приблизительно 17% массы жевательной структуры.
Пластификаторы могут также включать гидрированные растительные масла, соевое масло и хлопковое масло, которые можно использовать индивидуально или в сочетании. Эти пластификаторы придают жевательной структуре характеристики хорошей текстуры и мягкости при жевании. Данные пластификаторы и размягчители, как правило, используют в количествах, составляющих от приблизительно 5% до приблизительно 14%, и, более конкретно, в количествах, составляющих от приблизительно 5% до приблизительно 13,5% массы жевательной структуры.
Жиры
Подходящие масла и жиры включают частично гидрированные растительные или животные жиры, такие как, в числе прочих, кокосовое масло, косточковое пальмовое масло, говяжий жир и свиное сало. Эти ингредиенты, когда их используют, как правило, присутствует в количествах, составляющих вплоть до приблизительно 7% и предпочтительно вплоть до приблизительно 3,5% массы жевательной структуры.
Воски
В некоторых вариантах выполнения, жевательная структура может также включать воск. Используемые воски могут включать синтетические воски, такие как воски, содержащий разветвленные алканами и сополимеризованные с мономерами, такие как, но не ограничиваясь этим, полипропилен и полиэтилен, воски типа Фишера-Тропша (Fischer-Tropsch), нефтяные воски, такие как парафин и микрокристаллический воск, и натуральные воски, такие как пчелиный воск, канделильский воск, карнаубский воск, а также полиэтиленовый воск, масло из рисовых отрубей и нефть.
Воск размягчает полимерную смесь и повышает эластичность жевательной структуры. Когда присутствуют используемые воски, их температура плавления составляет менее чем приблизительно 60°C и предпочтительно от приблизительно 45°C до приблизительно 55°C. Легкоплавкий воск может представлять собой парафиновый воск. Воск может присутствовать в жевательной структуре в количестве, составляющем от приблизительно 6% до приблизительно 10% и предпочтительно от приблизительно 7% до приблизительно 9,5% массы жевательной структуры.
В дополнение к легкоплавким воскам, воски с более высокой температурой плавления можно использовать в жевательной структуре в количестве, составляющем вплоть до приблизительно 5% массы жевательной структуры. Такие тугоплавкие воски включают пчелиный воск, растительный воск, канделильский воск, карнаубский воск, большинство нефтяных восков, и т.п., а также их смеси.
Наполнители
В некоторых вариантах выполнения жевательные структуры, изготовленные с использованием способов и устройств согласно положениям настоящего изобретения, могут также включать эффективные количества наполнителей, таких как минеральные вспомогательные вещества, которые могут служить в качестве наполнителей и структурообразующих материалов. Полезные минеральные вспомогательные вещества включают карбонат кальция, карбонат магния, оксид алюминия, гидроксид алюминия, силикат алюминия, тальк, глину, диоксид титана, измельченный известняк, монокальцийфосфат, трикальцийфосфат, дикальцийфосфат, сульфат кальция и т.п., а также их смеси. Данные наполнители или вспомогательные вещества можно использовать в жевательной структуре в разнообразных количествах. Количество наполнителя, который может присутствовать, составляет от приблизительно нуля до приблизительно 40% и, более конкретно, от приблизительно нуля до приблизительно 30% массы жевательной структуры. В некоторых вариантах выполнения количество наполнителя составляет от приблизительно нуля до приблизительно 15% и, более конкретно, от приблизительно 3% до приблизительно 11%.
Антиоксиданты
Антиоксиданты могут включать материалы, которые поглощают свободные радикалы. В некоторых вариантах выполнения антиоксиданты могут включать, но не ограничиваются этим, аскорбиновую кислоту, лимонную кислоту (лимонная кислота может быть инкапсулированной), розмариновое масло, витамин A, витамин E, фосфат витамина E, бутилированный гидрокситолуол (BUT), бутилированный гидроксианизол (BHA), пропилгаллат, токоферолы, ди-альфа-токоферилфосфат, токотриенолы, альфа-липоевую кислоту, дигидролипоевую кислоту, ксантофиллы, бета-криптоксантин, ликопен, лютеин, зеаксантин, астаксантин, бета-каротин, каротины, смешанные каротиноиды, полифенолы, флавоноиды, а также их сочетания.
Дополнительные ингредиенты
Жевательная структура может также включать некоторые количества традиционных добавок, выбранных из группы, которую составляют подсластители (объемные и высокоинтенсивные подсластители), размягчители, эмульгаторы, наполнители, увеличивающие объем вещества (носители, расширители, объемные подсластители), ароматизирующие вещества (ароматизаторы, вкусовые добавки), красящие материалы (красители, пигменты), функциональные ингредиенты, и т.п., а также их смеси. Некоторые из этих добавок могут служить более чем для одной цели.
Например, в не содержащей сахара жевательной структуре подсластитель, такой как мальтит или другой сахарный спирт, может также функционировать в качестве наполнителя и, в частности, растворимого в воде наполнителя.
Объемные подсластители
Подходящие объемные подсластители включают моносахариды, дисахариды и полисахариды, такие как ксилоза, рибулоза, глюкоза (декстроза), лактоза, манноза, галактоза, фруктоза (левулоза), сахароза (сахар), мальтоза, инвертный сахар, частично гидролизованный крахмал и твердые вещества кукурузного сиропа, сахарные спирты, статистически связанные полимеры глюкозы, такие как полимеры, продаваемые под товарным наименованием Litesse™, которое представляет собой фирменное наименование полидекстрозы и продается фирмой Danisco Sweeteners, Ltd. (41-51, Брайтон-Роуд, Редхилл, Саррей, RH1 6YS, Великобритания); изомальт, т.е. рацемическая смесь альфа-D-глюкопиранозил-1,6-маннита и альфа-D-глюкопиранозил-1,6-сорбита, производимая под товарным наименованием PALATINIT™ фирмой Palatinit Sussungsmittel GmbH (12a, Готлиб-Даймлерштрассе, Мангейм, 68165, Германия); мальтодекстрины; гидрированные гидролизаты крахмала; гидрированные гексозы; гидрированные дисахариды; минеральные вещества, такие как карбонат кальция, тальк, диоксид титана, дикальцийфосфат; целлюлозы и их смеси.
Подходящие не содержащий сахара объемные подсластители включают сорбит, ксилит, маннит, галактит, лактит, мальтит, эритрит, изомальт и их смеси. Подходящие гидрированные гидролизаты крахмала включают вещества, описанные в патенте США № 4279931, и разнообразные гидрированные глюкозные сиропы и/или порошки, которые содержат сорбит, мальтит, гидрированные дисахариды, гидрированные высшие полисахариды или их смеси. Гидрированные гидролизаты крахмала изготавливают, в первую очередь, путем регулируемого каталитического гидрирования кукурузных сиропов. Полученные в результате гидрированные гидролизаты крахмала представляют собой смеси мономерные, димерные и полимерные сахариды. Различные соотношения этих различных сахаридов придают различным гидрированным гидролизатам крахмала разнообразные свойства. Кроме того, используются также смеси гидрированных гидролизатов крахмала, таких как LYCASIN®, имеющийся в продаже продукт, изготовленный фирмой Roquette Freres (Франция), и HYSTAR®, имеющийся в продаже продукт, изготовленный фирмой SPI Polyols, Inc. (Ньюкасл, штат Делавэр).
В некоторых вариантах выполнения жевательная структура может включать определенную композицию полиолов, содержащую, по меньшей мере, один полиол, который составляет от приблизительно 30% до приблизительно 80% и, в частности, от приблизительно 50% до приблизительно 60% массы указанной жевательной структуры. В некоторых вариантах выполнения такие жевательные структуры могут иметь низкую гигроскопичность. Композиция полиолов может включать любой полиол, известный в технике, в том числе, но не ограничивающихся этим, мальтит, сорбит, эритрит, ксилит, маннит, изомальт, лактит и их сочетания. Можно также использовать Lycasin, который представляет собой гидрированный гидролизат крахмала, включающий сорбит и мальтит.
Количество композиции полиолов или сочетания полиолов, используемые в жевательной структуре, будет зависеть от множества факторов, включая тип эластомеров, используемых в жевательной структуре, и конкретных используемых полиолов. Например, если суммарный количество композиции полиолов составляет от приблизительно 40% до приблизительно 65% по отношению к массе жевательной структуры, количество изомальта может составлять от приблизительно 40% до приблизительно 60% в дополнение к количеству сорбита, составляющему от приблизительно 0% до приблизительно 10%; более конкретно, количество изомальта может составлять от приблизительно 45% до приблизительно 55% в сочетании сорбитом, составляющим от приблизительно 5% до приблизительно 10%, по отношению к массе жевательной структуры.
Композиция полиолов может включать один или более различных полиолов, которые можно получать из источника, в котором содержатся или не содержатся генетически модифицированные организмы (ГМО). Например, мальтит может представлять собой мальтит, который не произведен из ГМО, или который получен из гидрированного гидролизата крахмала. Для целей настоящего изобретения термин «не произведенная из ГМО» означает композицию, которая была получена в процессе без использования генетически модифицированных организмов.
Подсластители, которые можно включать в некоторые жевательные структуры, изготовленные с использованием способов и устройств согласно положениям настоящего изобретения, могут представлять собой любые из разнообразных подсластителей, известных в технике, и их можно использовать в многочисленных различных физических формах, которые хорошо известны в технике тем, что они обеспечивают первоначальное резкое усиление ощущения сладости и/или продолжительное ощущение сладости. Без ограничения этим, данные физические формы включают свободные формы, такие как полученные распылительной сушкой, измельченные в порошок, гранулированные и инкапсулированные формы, а также их смеси.
Высокоинтенсивные подсластители
Желательный подсластитель представляет собой высокоинтенсивный подсластитель, такой как аспартам, неотам, сукралоза, монатин и ацесульфам калия (Ace-K). Высокоинтенсивный подсластитель может присутствовать в инкапсулированной форме и/или свободной форме.
Как правило, можно использовать эффективное количество подсластителя, чтобы обеспечивать желательный уровень сладости, и данное количество может изменяться в зависимости от выбранного подсластителя. В некоторых вариантах выполнения подсластитель может присутствовать в количествах, составляющих от приблизительно 0,001% до приблизительно 3% массы жевательной основы, в зависимости от используемого подсластителя или сочетания подсластителей. Точный интервал данных количеств для каждого типа подсластителя может быть выбран специалистами в данной области техники.
Используемые подсластители можно выбирать из широкого разнообразия материалов, включающих растворимые в воде подсластители, растворимые в воде искусственные подсластители, растворимые в воде подсластители, полученные из встречающихся в природе растворимых в воде подсластителей, подсластители на основе дипептидов и подсластители на основе белков, в том числе их смеси. Без ограничения конкретными подсластителями, их представительные категории и примеры включают:
(a) растворимые в воде подсластители, такие как дигидрохальконы, монеллин, стевиозиды, экстракт плодов архата (Siraitia grosvenorii), производные экстракта плодов архата, глицирризин, дигидрофлавенол и сахарные спирты, такие как сорбит, маннит, мальтит, ксилит, эритрит, и амиды сложных эфиров L-аминодикарбоновой кислоты и аминоалкеновой кислоты, такие как вещества, описанные в патенте США № 4,619,834, описание которого включается в настоящий документ посредством ссылки, а также их смеси;
(b) растворимые в воде искусственные подсластители, такие как растворимые соли сахарина, т.е. натриевая или кальциевая соль сахарина, цикламатные соли, натриевая, аммониевая или кальциевая соль 3,4-дигидро-6-метил-1,2,3-оксатиазин-4-он-2,2-диоксида, калиевая соль 3,4-дигидро-6-метил-1,2,3-оксатиазин-4-он-2,2-диоксида (ацесульфам калия), свободная кислотная форма сахарина, а также их смеси;
(c) подсластители на основе дипептидов, такие как подсластители на основе производных L-аспарагиновой кислоты, такие как метиловый эфир L-аспартил-L-фенилаланина (аспартам), 1-метиловый эфир N-[N-(3,3-диметилбутил)-L-альфа-аспартил]-L-фенилаланина (неотам), и материалы, описанные в патенте США № 3,492,131, L-альфа-аспартил-N-(2,2,4,4-тетраметил-3-тиэтанил)-D-аланинамидгидрат (алитам), метиловые эфиры L-аспартил-L-фенилглицерина и L-аспартил-L-2,5-дигидрофенил-глицина, L-аспартил-2,5-дигидро-L-фенилаланин, L-аспартил-L-(1-циклогексен)-аланин, а также их смеси;
(d) растворимые в воде подсластители, полученные из встречающихся в природе растворимых в воде подсластителей, такие как хлорированные производные обыкновенного сахара (сахарозы), например, производные хлордеоксисахаров, такие как производные хлордеоксисахарозы или хлордеоксигалактосахарозы, известные, например, под товарным наименованием «сукралоза»; примеры производных хлордеоксисахарозы и хлордеоксигалактосахарозы включают, но не ограничиваются этим, следующие вещества:1-хлор-1′′-деоксисахароза; 4-хлор-4-деокси-альфа-D-галактопиранозил-альфа-D-фруктофуранозид, или 4-хлор-4-деоксигалактосахароза; 4-хлор-4-деокси-альфа-D-галактопиранозил-1-хлор-1-деокси-бета-D-фрукто-фуранозид, или 4,1′-дихлор-4,1′-дидеоксигалактосахароза; 1,6′-дихлор-1′,6′-дидеоксисахароза; 4-хлор-4-деокси-альфа-D-галактопиранозил-1,6-дихлор-1,6-дидеокси-бета-D-фруктофуранозид, или 4,1′,6′-трихлор-4,1′,6′-тридеоксигалактосахароза; 4,6-дихлор-4,6-дидеокси-альфа-D-галактопиранозил-6-хлор-6-деокси-бета-D-фруктофуранозид, или 4,6,6′-трихлор-4,6,6′-тридеоксигалактосахароза; 6,6′-трихлор-6,1′,6′-тридеоксисахароза; 4,6-дихлор-4,6-дидеокси-альфа-D-галакто-пиранозил-1,6-дихлор-1,6-дидеокси-бета-D-фруктофуранозид, или 4,6,6′-тетрахлор-4,6,1′,6′-тетрадеоксигалакто-сахароза; и 4,6,1′,6′-тетрадеокси-сахароза, а также их смеси;
(e) подсластители на основе белков, такие как производные плодов катемфе (Thaumaoccous danielli) тауматин I и II, и талин; и
(f) подсластитель монатин (2-гидрокси-2-(индол-3-илметил)-4-аминоглутаровая кислота) и его производные.
Интенсивные подсластители можно использовать во множестве различных физических форм, которые, как хорошо известно в технике, создают первоначальное резкое усиление ощущения сладости и/или продолжительное ощущение сладости. Без ограничения этим, физические формы включают свободные формы, такие как полученные распылительной сушкой, измельченные в порошок, гранулированные и инкапсулированные формы, а также их смеси. В одном варианте выполнения, подсластитель представляет собой высокоинтенсивный подсластитель, такой как аспартам, сукралоза и ацесульфам калия (например, Ace-K или ацесульфам-K). Несколько представительных примеров форм инкапсулированных подсластителей и способов инкапсулирования подсластителей проиллюстрированы в патентах США №№ 7244454, 7022352, 6759066, 5217735, 5192561, 5164210, 4997659 и 4981698, а также в публикациях патентных заявок США №№ 2007/0231424, 2004/0096544, 2005/0112236 и 2005/0220867, положения и описания которых во всей своей полноте включаются в настоящий документ посредством данной ссылки.
Активный компонент (например, подсластитель), который представляет собой часть системы доставки, можно использовать в количествах, необходимых для создания желательного эффекта, связанного с использованием активного компонента (например, ощущения сладости). Как правило, можно использовать эффективное количество интенсивного подсластителя для обеспечения желательного уровня сладости, и данное количество может изменяться в зависимости от выбранного подсластителя. Интенсивный подсластитель может присутствовать в количествах, составляющих от приблизительно 0,001% до приблизительно 3% массы композиции, в зависимости от используемого подсластителя или сочетания подсластителей. Точный интервал количеств для каждого типа подсластителя могут выбирать специалисты в данной области техники.
Сиропы
Безводный глицерин можно также использовать как размягчающий материал, такой как имеющийся в продаже материал, соответствующий стандарту Фармакопеи США (USP). Глицерин представляет собой сиропообразную жидкость со сладким теплым вкусом, и его сладость составляет приблизительно 60% сладости тростникового сахара. Поскольку глицерин является гигроскопичным, безводный глицерин следует хранить в безводных условиях в процессе всего изготовления жевательной структуры. Другие сиропы могут включать кукурузный сироп и мальтитный сироп.
Ароматизирующие вещества
В некоторых вариантах выполнения ароматизирующие вещества могут включать такие ароматизаторы, которые известны специалисту в данной области техники, такие как натуральные и искусственные ароматизаторы. Данные ароматизирующие вещества можно выбирать из синтетических ароматизирующих масел и ароматических веществ и/или масел, экстракционных эфирных масел и экстрактов, изготовленных из растений, листьев, цветов, плодов и т.д., а также их сочетаний. Неограничительные представительные примеры ароматизирующих масел включают масло кудрявой мяты, коричное масло, масло гаультерии (метилсалицилат), масло перечной мяты, масло японской мяты, гвоздичное масло, лавровое масло, анисовое масло, эвкалиптовое масло, тимьяновое масло, масло кедрового листа, мускатное масло, масло душистого перца, масло мускатного шалфея, масло мускатного ореха, масло горького миндаля и масло кассии. Кроме того, используемые ароматизирующие вещества представляют собой искусственные, натуральные и синтетические фруктовые ароматизаторы, такие как ваниль, и масла цитрусовых, включая лимон, апельсин, лайм, грейпфрут, юдзу, судаши, и эссенции фруктов, таких как яблоко, груша, персик, виноград, голубика, клубника, малина, вишня, слива, ананас, абрикос, банан, дыня, японская слива, ежевика, тропические фрукты, манго, мангустан, гранат, папайя и т.д. Другие возможные ароматизаторы, у которых можно регулировать профили высвобождения, включают молочный ароматизатор, масляный ароматизатор, сырный ароматизатор, сливочный ароматизатор и йогуртовый ароматизатор; ванильный ароматизатор; чайный или кофейный ароматизаторы, такие как ароматизатор на основе зеленого чая, ароматизатор на основе чая улунг, ароматизатор на основе черного чая, ароматизатор на основе какао, шоколадный ароматизатор и кофейный ароматизатор; мятные ароматизаторы, такие как ароматизатор на основе перечной мяты и ароматизатор на основе кудрявой мяты и ароматизатор на основе японской мяты; пряные ароматизаторы, такие как ароматизатор на основе асафетиды, ароматизатор на основе айована, анисовый ароматизатор, ангеликовый ароматизатор, фенхелевый ароматизатор, ароматизатор на основе душистого перца, коричный ароматизатор, ромашковый ароматизатор, горчичный ароматизатор, кардамонный ароматизатор, тминный ароматизатор, куминовый ароматизатор, гвоздичный ароматизатор, перечный ароматизатор, кориандровый ароматизатор, сассафрасовый ароматизатор, чаберный ароматизатор, ароматизатор на основе плодов желтодревесника (Zanthoxylum), перилловый ароматизатор, можжевеловый ароматизатор, имбирный ароматизатор, бадьяновый ароматизатор, хреновый ароматизатор, тимьяновый ароматизатор, эстрагоновый ароматизатор, укропный ароматизатор, ароматизатор на основе стручкового перца, мускатный ароматизатор, базиликовый ароматизатор, майорановый ароматизатор, розмариновый ароматизатор, лавровый ароматизатор и ароматизатор на основе васаби (японский хрен); ароматизаторы на основе спиртных напитков, такие как винный ароматизатор, ароматизатор на основе виски, ароматизатор на основе бренди, ароматизатор на основе джина и ликерный ароматизатор; цветочные ароматизаторы и растительные ароматизаторы, такие как луковый ароматизатор, чесночный ароматизатор, капустный ароматизатор, морковный ароматизатор, сельдерейный ароматизатор, грибной ароматизатор и томатный ароматизатор. Данные ароматизирующие вещества можно использовать в жидкой или твердой форме, и их можно использовать индивидуально или в виде смеси. Обычно используемые ароматизаторы включают мяту, такую как перечная мята, ментол, кудрявая мята, искусственную ваниль, коричные производные и разнообразные фруктовые ароматизаторы, которые используют индивидуально или в виде смеси. Ароматизаторы могут также придавать свойства, освежающие дыхание, в частности, мятные ароматизаторы, когда их используют в сочетании с охлаждающими веществами, описанными ниже в настоящем документе. В некоторых вариантах выполнения ароматизирующие вещества можно выбирать из таких веществ, как гераниол, линалоол, нерол, неролидол, цитронеллол, гелиотропин, метилциклопентенон, этилванилин, мальтол, этилмальтол, фуранеол, соединения с запахом лука и чеснока, соединения с запахом розы, такие как фенилэтанол, фенилуксусная кислота, нерол, сложные эфиры линалоола, соединения с запахом жасмина, сандалового дерева, пачули и/или кедра.
В некоторых вариантах выполнения можно использовать другие ароматизирующие вещества включают альдегиды и сложные эфиры, такие как циннамилацетат, циннамальдегид, цитраль диэтилацеталь, дигидрокарвилацетат, эвгенилформиат, п-метиланизол и т.д. Как правило, можно использовать любые ароматизирующие вещества или пищевые добавки, такие как вещества, описанные публикации 1274 Национальной академии наук «Химические вещества, используемые в производстве пищевых продуктов», с. 63-258. Данная публикация включается в настоящий документ посредством ссылки. Эти вещества могут включать натуральные, а также синтетические ароматизаторы.
Следующие примеры альдегидных ароматизирующих веществ включают, но не ограничиваются этим, следующие вещества: ацетальдегид (яблоко), бензальдегид (вишня, миндаль), анисовый альдегид (солодка, анис), коричный альдегид (корица), цитраль, т.е. альфа-цитраль (лимон, лайм), нераль, т.е. бета-цитраль (лимон, лайм), деканаль (апельсин, лимон), этилванилин (ваниль, сливки), гелиотроп, т.е. пиперональ (ваниль, сливки), ванилин (ваниль, сливки), альфа-амилциннамальдегид (пряные плодовые ароматизаторы), бутиральдегид (сливочное масло, сыр), валеральдегид (сливочное масло, сыр), цитронеллаль (модифицирует многие типы), деканаль (цитрусовые фрукты), альдегид C8 (цитрусовые фрукты), альдегид C9 (цитрусовые фрукты), альдегид C12 (цитрусовые фрукты), 2-этилбутиральдегид (ягоды), транс-2-гексеналь (ягоды), толиловый альдегид (вишня, миндаль), вератральдегид (ваниль), 2,6-диметил-5-гептеналь, т. e., мелональ (дыня), 2,6-диметилоктаналь (зеленые фрукты) и 2-додеканаль (цитрус, мандарин), вещества с запахом вишни, винограда, голубики, ежевики, клубники, а также их смеси.
В некоторых вариантах выполнения ароматизирующие вещества используют на таких уровнях, что они обеспечивают воспринимаемый опыт ощущения, т.е. на соответствующих пороговых уровнях или выше. В других варианты выполнения, ароматизирующие вещества используют на уровнях ниже соответствующих пороговых уровней таким образом, что они не создают независимый воспринимаемый опыт ощущения. На допороговых уровнях ароматизирующие вещества могут обеспечивать дополнительные преимущества, такие как усиление или потенцирование аромата.
В некоторых вариантах выполнения ароматизирующее вещество можно использовать в жидкой форме и/или высушенной форме. При его использовании в высушенной форме можно использовать сушку подходящим способом, такую как распылительная сушка жидкости. В качестве альтернативы, ароматизирующее вещество можно абсорбировать на растворимые в воде материалы, такие как целлюлоза, крахмал, сахар, мальтодекстрин, гуммиарабик и т.д., или его инкапсулировать. В следующих вариантах выполнения ароматизирующее вещество можно адсорбировать на вещества на основе диоксида кремния, цеолиты и т.п.
В некоторых вариантах выполнения, ароматизирующие вещества можно использовать во множестве различных физических форм. Без ограничения, такие физические формы включают свободные формы, такие как полученные распылительной сушкой, порошкообразные, гранулированные, инкапсулированные формы, а также их смеси.
Иллюстрации инкапсулирования ароматизаторов, а также других дополнительных компонентов можно найти в примерах, представленных в настоящем документе. Как правило, инкапсулирование компонента приводит к задержке высвобождения преобладающего количества компонента во время потребления жевательной структуры, которая включает инкапсулированный компонент (например, как часть системы доставки, вводимого в качестве ингредиента в жевательную структуру). В некоторых вариантах выполнения профиль высвобождения ингредиента (например, ароматизатора, подсластителя и т.д.) можно регулировать путем изменения разнообразных характеристик ингредиента, системы доставки, содержащего ингредиент, и/или жевательной структуры, содержащей систему доставки, и/или способа изготовления системы доставки. Например, данные характеристики могут включать одну или более из следующих характеристик: прочность на растяжение системы доставки, растворимость в воде ингредиента, растворимость в воде инкапсулирующего материала, растворимость в воде системы доставки, соотношение ингредиента и инкапсулирующего материала в системе доставки, средний или максимальный размер частиц ингредиента, средний или максимальный размер частиц измельченной системы доставки, количество ингредиента или системы доставки в жевательной структуре, соотношение различных полимеров, используемых для инкапсулирования одного или более ингредиентов, гидрофобность одного или более полимеров, используемых для инкапсулирования одного или более ингредиентов, гидрофобность системы доставки, тип или количество покровного материала на системе доставки, тип или количество покровного материала на ингредиенте перед инкапсулированием ингредиента и т.д.
Улучшающие ощущения ингредиенты
Улучшающие ощущения соединения могут включать охлаждающие средства, нагревающие средства, вызывающие пощипывание средства, шипучие средства, а также их сочетания. Можно использовать разнообразные хорошо известные охлаждающие средства. Например, в число используемых охлаждающих средства включены следующие вещества: ксилит, эритрит, декстроза, сорбит, ментан, ментон, кетали, ментонкетали, ментонглицеринкетали, замещенные п-ментаны, ациклические карбоксамиды, мономентилглутарат, замещенные циклогексанамиды, замещенные циклогексанкарбоксамиды, замещенные мочевины и сульфонамиды, замещенные ментанолы, гидроксиметильные и гидроксиэтильные производные п-ментана, 2-меркаптоциклодеканон, гидроксикарбоновые кислоты, содержащие от 2 до 6 атомов углерода, циклогексанамиды, ментилацетат, ментилсалицилат, N,2,3-триметил-2 изопропилбутанамид (WS-23), N-этил- п-ментан-3-карбоксамид (WS-3), изопулегол, 3-(1-ментокси)пропан-1,2-диол, 3-(1-ментокси)-2-метилпропан-1,2-диол, п-ментан-2,3-диол, п-ментан-3,8-диол, 6-изопропил-9-метил-1,4-диоксаспиро[4,5]декан-2-метанол, ментилсукцинат и соответствующие соли щелочноземельных металлов, триметилциклогексанол, N-этил-2-изопропил-5-метилциклогексанекарбоксамид, масло японской мяты, масло перечной мяты, 3-(1-ментокси)этан-1-ол, 3-(1-ментокси)пропан-1-ол, 3-(1-ментокси)бутан-1-ол, N-этиламид 1-ментилуксусной кислоты, 1-ментил-4-гидроксипентаноат, 1-ментил-3-гидроксибутират, N,2,3-триметил-2-(1-метилэтил)-бутанамид, н-этил-т-2-с-6-нонадиенамид, N,N-диметилментилсукцинамид, замещенные п-ментаны, замещенные п-ментан-карбоксамиды, 2-изопропанил-5-метилциклогексанол (от фирмы Hisamitsu Pharmaceuticals, в настоящем документе называется термином «изопрегол»); ментонглицеринкетали (FEMA 3807, товарное наименование FRESCOLAT® тип MGA); 3-1-ментоксипропан-1,2-диол (от фирмы Takasago, FEMA 3784); и ментиллактат (от фирмы Haarman & Reimer, FEMA 3748, товарное наименование FRESCOLAT® тип ML), WS-30, WS-14, эвкалиптовый экстракт (п-мента-3,8-диол), ментол (его натуральные или синтетические производные), карбонат ментолпропиненгликоля, карбонат ментолэтиленгликоля, простой эфир ментола и глицерила, N-трет-бутил-п-ментан-3-карбоксамид, сложный эфир глицерина и п-ментан-3-карбоновой кислоты, метил-2-изпропилбицикло[2,2,1]гептан-2-карбоксамид, ментолметиловый эфир и ментилпирролидонкарбоксилат в числе прочих. Эти и другие подходящие охлаждающие средства подробно описаны в следующих патентах, все из которых во всей своей полноте включаются в настоящий документ посредством данной ссылки: патенты США №№ 4230688, 4032661, 4459425, 4136163, 5266592 и 6627233.
В некоторых вариантах выполнения, нагревающие компоненты можно выбирать из широкого разнообразия соединений, известные тем, что они передают сигнал ощущения нагревания пользователю. Эти соединения обеспечивают воспринимаемое ощущение тепла, в частности, в полости рта и часто усиливают восприятие ароматизаторов, подсластителей и другие органолептических компонентов. В некоторых вариантах выполнения полезные нагревающие соединения могут включать н-бутиловый эфир ванилинового спирта (TK 1000), поставляемый фирмой Takasago Perfumery Company Limited (Токио, Япония), н-пропиловый эфир ванилинового спирта, изопропиловый эфир ванилинового спирта, изобутиловый эфир ванилинового спирта, н-амиловый эфир ванилинового спирта, изоамиловый эфир ванилинового спирта, н-гексиловый эфир ванилинового спирта, метиловый эфир ванилинового спирта, этиловый эфир ванилинового спирта, гингерол, шогаол, парадол, зингерон, капсаицин, дигидрокапсаицин, нордигидрокапсаицин, гомокапсаицин, гомодигидрокапсаицин, этанол, изопропиловый спирт, изоамиловый спирт, бензиловый спирт, глицерин, а также их сочетания.
В некоторых вариантах выполнения можно создавать ощущение пощипывания. В некоторых примерах подобное ощущение пощипывания создают, добавляя экстракт джамбу, экстракционное эфирное масло или спилантол. В некоторых вариантах выполнения можно использовать алкиламиды, экстрагированные из материалов, таких как джамбу или саншол. Кроме того, в некоторых вариантах выполнения это ощущение создается вследствие шипучести. Такая шипучесть возникает в реакции щелочного материала и кислого материал. В некоторых вариантах выполнения щелочной материал может включать карбонаты щелочных металлов, бикарбонаты щелочных металлов, карбонаты щелочноземельных металлов, бикарбонаты щелочноземельных металллов, а также их смеси. В некоторых вариантах выполнения, кислый материал может включать такие кислоты, как уксусная кислота, адипиновая кислота, аскорбиновая кислота, масляная кислота, лимонная кислота, муравьиная кислота, фумаровая кислота, глюконовая кислота, молочная кислота, фосфорная кислота, яблочная кислота, щавелевая кислота, янтарная кислота, винная кислота и их сочетания. Примеры улучшителей ощущений типа «пощипывания» можно найти в патенте США № 6780443, полное содержание которого включается в настоящий документ посредством ссылки для всех целей.
Улучшающие ощущения компоненты могут также называться термином «стимуляторы тройничного нерва», включая соединения, описанные в патентной заявке США № 205/0202118, которая включается в настоящий документ посредством ссылки. Стимуляторы тройничного нерва определяются как пероральные вещества или средства, которые стимулируют тройничный нерв. Примеры охлаждающих средств, которые представляют собой стимуляторы тройничного нерва, включают ментол, WS-3, N-замещенный п-ментанкарбоксамид, ациклические карбоксамиды, включающий WS-23, метилсукцинат, ментонглицеринкетали, объемные подсластители, такие как ксилит, эритрит, декстроза и сорбит, а также их сочетания. Стимуляторы тройничного нерва могут также включать ароматизаторы, вызывающие пощипывание средства, экстракт джамбу, алкилэфиры ванилинового спирта, такие как н-бутиловый эфир ванилинового спирта, спилантол, экстракт эхинацеи, экстракт желтодревесника (Zanthoxylum americanum), капсаицин, экстракт стручкового перца, экстракт красного перца, экстракт черного перца, пиперин, имбирный экстракт, гингерол, шоагол, коричный экстракт, экстракт кассии, коричный альдегид, эвгенол, циклический ацеталь ванилина и простого эфира ментола и глицерина, ненасыщенные амиды, а также их сочетания.
В некоторых вариантах выполнения, улучшающие ощущения компоненты используют на таких уровнях, что они обеспечивают воспринимаемый опыт ощущения, т.е. на соответствующих пороговых уровнях или выше. В других вариантах выполнения улучшающие ощущения компоненты используют на уровнях ниже соответствующих пороговых уровней, таким образом, что они не создают независимый воспринимаемый опыт ощущения. На допороговых уровнях улучшители ощущений могут обеспечивать дополнительные преимущества, такие как усиление или потенцирование аромата или сладости.
Усиливающие вкус ингредиенты
Усилители вкуса могут включать материалы, которые способны интенсифицировать, дополнять, модифицировать или усиливать восприятие вкуса и/или запах исходного материала без введения своих собственных характеристик восприятия вкуса и/или запаха. В некоторых вариантах выполнения можно использовать усилители вкуса, которые предназначены, чтобы интенсифицировать, дополнять, модифицировать или усиливать восприятие запаха, сладости, кислотности, пикантного вкуса, кокуми, солености и их сочетания.
В некоторых вариантах выполнения примеры подходящих усилителей, также известных как усилители вкуса, включают, но не ограничиваются этим, следующие вещества: неогесперидин дигидрохалькон, хлорогеновая кислота, алапиридаин, цинарин, миракулин, глупиридаин, пиридиниевые бетаиновые соединения, глутаматы, такие как мононатрия глутамат и монокалия глутамат, неотам, тауматин, тагатоза, трегалоза, соли, такие как хлорид натрия, моноаммония глицирризинат, ванильный экстракт (в этиловом спирте), сахарные кислоты, хлорид калия, гидросульфат натрия, гидролизованные растительные белки, гидролизованные животные белки, экстракты дрожжей, аденозинмонофосфат (AMP), глутатион, нуклеотиды, такие как инозинмонофосфат, динатрия инозинат, ксантозина монофосфат, гуанилата монофосфат, внутренняя соль алапиридаина (N-(1-карбоксиэтил)-6-(гидроксиметил)пиридиний-3-ол, экстракт сахарной свеклы (спиртовой экстракт), эссенция сахарного тростника (спиртовой экстракт), куркулин, строгин, мабинлин, джимнемовая кислота, гидроксибензойные кислоты, 3-гидробензойная кислота, 2,4-дигидробензойная кислота, померанец, ванильное масло, эссенция сахарного тростника, мальтол, этилмальтол, ванилин, глицирризинаты солодки, соединения, которые соответствуют связанным с белком G рецепторами (T2Rs и TIRs), и усиливающие вкус композиции, которые придают кокуми, как описано в патенте США № 5679397 (Kuroda и др.), который во всей своей полноте включается в настоящий документ посредством ссылки. Термин «кокуми» относится к веществам, которые придают ощущение насыщения и благополучия.
Подсластители представляют собой тип усилителей вкуса, которые усиливают вкус сладости. В некоторых вариантах выполнения примерный подсластитель усилители вкуса включают, но не ограничиваются этим, моноаммония глицирризинат, глицирризинаты солодки, померанец, алапиридаин, алапиридаин (N-(1-карбоксиэтил)-6-(гидроксиметил)пиридиний-3-ол) внутренняя соль, миракулин, куркулин, строгин, мабинлин, джимнемовая кислота, цинарин, глупиридаин, пиридиниевые бетаиновые соединения, экстракт сахарной свеклы, неотам, тауматин, неогесперидин дигидрохалькон, гидроксибензойные кислоты, тагатоза, трегалоза, мальтол, этилмальтол, ванильный экстракт, ванильное масло, ванилин, экстракт сахарной свеклы (спиртовой экстракт), эссенция сахарного тростника (спиртовой экстракт), соединения, которые соответствуют связанным с белком G рецепторами (T2Rs и TIRs), а также их сочетания.
Дополнительные примеры усилителей вкуса для усиления соленого вкуса включают кислые пептиды, такие как пептиды, описанные в патенте США № 6974597, который включается в настоящий документ ссылки. Эти кислые пептиды включают пептиды, содержащие большее число кислотных аминокислот, таких как аспарагиновая кислота и глутаминовая кислота, чем основных аминокислот, таких как лизин, аргинин и гистидин. Кислые пептиды получают, используя пептидный синтез или подвергая белки гидролизу с применением эндопетидазы, и если это необходимо, деамидированию. Подходящие белки для использования в получении кислых пептидов или пептидов, которые получают, подвергая белки гидролизу и деамидированию, включают растительные белки, (например, пшеничный глютен, кукурузный белок (например, зеин и глютеновая мука), соевый белковый изолят), животные белки (например, молочный белки, такие как молочный казеин и белок молочной сыворотки, мышечные белки, такие как мясной белок и рыбный белок, яичный белок и коллаген) и микробные белки (например, микробный клеточный белок и полипептиды, производимые микроорганизмами).
Ощущение нагревающего или охлаждающего эффектов можно также продлевать путем использования гидрофобного подсластителя, как описано в публикации патентной заявки США № 2003/0072842 A1, которая во всей своей полноте включается в настоящий документ посредством ссылки.
Пищевые кислоты как ингредиенты
Кислоты могут включать, но не ограничиваются этим, следующие соединения: уксусная кислота, адипиновая кислота, аскорбиновая кислота, масляная кислота, лимонная кислота, муравьиная кислота, фумаровая кислота, глюконовая кислота, молочная кислота, фосфорная кислота, яблочная кислота, щавелевая кислота, янтарная кислота, винная кислота, аспарагиновая кислота, бензойная кислота, кофедубильная кислота, изолимонная кислота, цитрамалевая кислота, галактуроновая кислота, глюкуроновая кислота, глицериновая кислота, гликолевая кислота, кетоглутаровая кислота, альфа-кетоглутаровая кислота, лактоизолимонная кислота, щавелевоуксусная кислота, пировиноградная кислота, хинная кислота, шикимовая кислота, янтарная кислота, дубильная кислота, гидроксиуксусная кислота, суберовая кислота, себациновая кислота, азелаиновая кислота, пимелиновая кислота, каприновая кислота и их сочетания.
Эмульгаторы
Жевательная структура может также включать эмульгаторы, которые способствуют диспергированию несмешивающиеся компоненты в единую устойчивую систему. Эмульгаторы, используемые в настоящем изобретении, включают следующие вещества: глицерилмоностеарат, лецитин, моноглицериды и диглицериды жирных кислот, моностеарат пропиленгликоля, метилцеллюлоза, альгинат, каррагенан, ксантановая камедь, желатин, трагакантовая камедь, пектин, галактоманнаны, такие как гуаровая камедь, камедь бобов рожкового дерева, глюкоманнан, крахмал, производные крахмала, декстрины и производные целлюлозы, такие как карбоксиметилцеллюлоза, подкисляющие вещества, такие как яблочная кислота, адипиновая кислота, лимонная кислота, винная кислота, фумаровая кислота, и т.п., используемые индивидуально, а также их смеси. Эмульгатор можно использовать в количествах, составляющих от приблизительно 2% до приблизительно 15% и, более конкретно, от приблизительно 7% до приблизительно 11% массы жевательной структуры.
Красители
Красящие материалы можно использовать в количествах, являющихся эффективными для получения желательного цвета. Красящие материалы могут включать пигменты, которые можно вводить в количествах, составляющих вплоть до приблизительно 6% массы жевательной основы. Например, диоксид титана можно вводить в количествах, составляющих вплоть до приблизительно 2% и предпочтительно менее чем приблизительно 1% массы жевательной структуры. Красители могут также включать натуральные пищевые красители и пигменты, подходящие для изготовления продуктов питания, лекарственных средств и косметических изделий. Эти красители известны как красители и пигменты FD&C. Материалы, приемлемые для перечисленных выше применений, предпочтительно являются растворимые в воде. Иллюстративные неограничительные примеры включают подобный индиго краситель известный как FD&C синий № 2, который представляет собой динатриевую соль 5,5-индиотиндисульфоновой кислоты. Аналогичным образом, краситель, известный как FD&C зеленый № 1, представляет собой трифенилметановый краситель, а именно мононатриевую соль 4-[4-(N-этил-п-сульфонийбензиламино)дифенилметилен]-[1-(N-этил-N-п-сульфонийбензил)-дельта-2,5-циклогексадиенимина]. Полный список всех красителей FD&C и их соответствующие химические структуры представляет Энциклопедия по химической технологии Kirk-Othmer, третье издание, том 5, с. 857-884, причем данный текст включается в настоящий документ посредством ссылки.
Согласно классификации Закона США о продуктах питания, лекарственных средствах и косметических изделиях (Свод федеральных правил, раздел 21, часть 73), красители могут включать освобожденные от сертификации красители (иногда называются термином «натуральные», даже несмотря на то, что они могут быть изготовлены синтетическим путем) и сертифицированные красители (иногда называются термином «искусственные») или их сочетания. В некоторых вариантах выполнения освобожденные от сертификации или натуральные красители могут включать, но не ограничиваются этим, следующие материалы: экстракт аннатто, (E160b), биксин, норбиксин, астаксантин, обезвоженная свекла (свекольный порошок), свекольный красный/бетанин (E162), ультрамариновый синий, кантаксантин (E161g), криптоксантин (E161c), рубиксантин (E161d), виоланксантин (E161e), родоксантин (E161f), карамель (E150(a-d)), бета-апо-8′-каротиналь (E160e), бета-каротин (E160a), альфа-каротин, гамма- каротин, этиловый эфир бета-апо-8-каротиналя (E160f), флавоксантин (E161a), лютеин (E161b), экстракт кошенили (E120); кармин (E132), кармуазин/азорубин (E122), хлорофиллин натрия и меди (E141), хлорофилл (E140), обжаренная частично обезжиренная приготовленная хлопковая мука, глюконат железа(II), лактат железа(II), виноградный цветной экстракт, экстракт кожицы винограда (эноцианин), антоцианины (E163), мука из водоросли гематококка, синтетический оксид железа, оксиды и гидроксиды железа (E172), фруктовый сок, растительный сок, высушенная мука из водорослей, мука и экстракт бархатцев (Aztec marigold), морковное масло, масло кукурузного эндосперма, паприка, масло паприки, дрожжи пфаффии, рибофлавин (E101), шафран, диоксид титана, куркума (E100), масло куркумы, амарант (E123), капсантин/капсорбин (E160c), ликопен (E160d), а также их сочетания.
В некоторых вариантах выполнения сертифицированные красители могут включать, но не ограничиваются этим, FD&C синий № 1, FD&C синий № 2, FD&C зеленый № 3, FD&C красный № 3, FD&C красный № 40, FD&C желтый № 5 и FD&C желтый № 6, тартразин (E102), хинолиновый желтый (E104), желтый закат (E110), пунцовый (E124), эритрозин (E127), патентованный синий V (E131), диоксид титана (E171), алюминиевый (E173), серебряный (E174), золотой (E175), пигмент рубиновый/литол рубиновый BK (E180), карбонат кальция (E170), уголь (E153), черный PN/бриллиантовый черный BN (E151), зеленый S/кислый бриллиантовый зеленый BS (E142), а также их сочетания. В некоторых вариантах выполнения сертифицированные красители могут включать алюминиевые красители FD&C. Эти красители включают алюминиевые соли красителей FD&C, нанесенные на нерастворимую подложку из гидрата оксида алюминия. Кроме того, в некоторых вариантах выполнения сертифицированные красители можно включать в форме кальциевых солей.
Функциональные ингредиенты
Дополнительные добавки, включающие функциональные ингредиенты, содержат физиологические охлаждающие средства, смягчающие боль в горле средства, пряности, нагревающие средства, отбеливающие зубы средства или другие ингредиенты для гигиены зубов, освежающие дыхание средства, витамины, пищевые биологически активные добавки, фитохимические добавки, полифенолы, антиоксиданты, активные ингредиенты, минеральные вещества, кофеин, лекарственные средства и другие активные вещества можно также включать в жевательную композицию. Такие компоненты можно использовать в количествах, которые являются достаточными для достижения соответствующих целевых эффектов, и они будут более подробно обсуждаться ниже.
Освежающие дыхания ингредиенты
Освежители дыхания могут включать эфирные масла, а также разнообразные альдегиды, спирты и аналогичные материалы. В некоторых вариантах выполнения эфирные масла могут включать масла растений, таких как кудрявая мята, перечная мята, гаультерия, сассафрас, хлорофилл, цитраль, гераниол, кардамон, гвоздика, шалфей, карвакрол, эвкалипт, кардамон, экстракт коры магнолии, майоран, корица, лимон, лайм, грейпфрут и апельсин. В некоторых вариантах выполнения можно использовать альдегиды, такие как коричный альдегид и салициловый альдегид. Кроме того, химические вещества, такие как ментол, карвон, изогарригол и анетол могут функционировать в качестве освежителей дыхания. Среди них наиболее типично используемые вещества представляют собой масла перечной мяты и кудрявой мяты, а также хлорофилл.
В дополнение к эфирным маслам и химическим веществам, полученным из них, в некоторых вариантах выполнения освежители дыхания могут включать, но не ограничиваются этим, цитрат цинка, ацетат цинка, фторид цинка, сульфат аммония и цинка, бромид цинка, йодид цинка, хлорид цинка, нитрат цинка, фторсиликат цинка, глюконат цинка, тартрат цинка, сукцинат цинка, формиат цинка, хромат цинка, фенолсульфонат цинка, дитионат цинка, сульфат цинка, нитрат серебра, салицилат цинка, глицерофосфат цинка, нитрат меди, хлорофилл, медный комплекс хлорофилла, хлорофиллин, гидрированное хлопковое масло, диоксид хлора, бета-циклодекстрин, цеолит, материалы на основе диоксида кремния, материалы на основе углерода, ферменты, такие как лакказа, а также их сочетания.
В некоторых вариантах выполнения профили высвобождения пробиотиков можно регулировать для жевательной структуры включая, но не ограничиваясь этим, производящие молочную кислоту микроорганизмы, такие как Bacillus coagulans, Bacillus subtilis, Bacillus laterosporus, Bacillus laevolacticus, SporoLactobacillus inulinus, Lactobacillus acidophilus, Lactobacillus curvatus, Lactobacillus plantarum, Lactobacillus jenseni, Lactobacillus casei, Lactobacillus fermentum, Lactococcus lactis, Pedioccocus acidilacti, Pedioccocus pentosaceus, Pedioccocus urinae, Leuconostoc mesenteroides, Bacillus coagulans, Bacillus subtilis, Bacillus laterosporus, Bacillus laevolacticus, Sporolactobacillus inulinus и их смеси. Освежители дыхания также известны под следующими товарными наименованиями: Retsyn™, Actizol™ и Nutrazin™. Примеры устраняющих неприятный запах композиций также представлены в патенте США № 5300305 (Stapler и др.) и в публикациях патентных заявок США №№ 2003/0215417 и 2004/0081713, которые во всей своей полноте включаются в настоящий документ посредством ссылки для всех целей.
Ингредиенты для гигиены зубов
Ингредиенты для гигиены зубов (также известные как ингредиенты для гигиены полости рта) могут включать, но не ограничиваются этим, отбеливатели зубов, средства для устранения пятен на зубах, средства для очистки полости рта, отбеливающие средства, снижающие чувствительность средства, восстанавливающие минерализацию зубов средства, противобактериальные средства, противокариозные средства, препятствующие кислому зубному налету буферные средства, поверхностно-активные вещества и препятствующие образованию зубного камня средства. Неограничительные примеры таких ингредиентов могут включать, гидролитические средства, в том числе протеолитические ферменты, абразивные материалы, такие как гидратированный диоксид кремния, карбонат кальция, бикарбонат натрия и оксид алюминия, другие активные устраняющие пятна компоненты, такие как поверхностно-активные средства, включая, но не ограничиваясь этим, анионные поверхностно-активные вещества, такие как стеарат натрия, пальмитат натрия, сульфированный бутилолеат, олеат натрия, соли фумаровой кислоты, глицерин, гидроксилированный лецитин, лаурилсульфат натрия и хелатообразующие реагенты, такие как полифосфаты, которые, как правило, используют как препятствующие образованию зубного камня ингредиенты. В некоторых вариантах выполнения ингредиенты для гигиены зубов могут также включать тетранатрийпирофосфат и триполифосфат натрия, бикарбонат натрия, кислый пирофосфат натрия, ксилит, гексаметафосфат натрия.
В некоторых вариантах выполнения используют пероксиды, такие как пероксид карбамида, пероксид кальция, пероксид магния, пероксид натрия, пероксид водород, и пероксидифосфат. В некоторых вариантах выполнения используют нитрат калия и цитрат калия. Другие примеры могут включать казеингликомакропептид, комплекс казеинпептона кальция и фосфата кальция, казеинфосфопептиды, комплекс казеинфосфопептида и аморфного фосфата кальция (СРП-ACP), а также аморфный фосфат кальция. Следующие примеры могут включать такие вещества, как папаин, криллаза, пепсин, трипсин, лизоцим, декстраназа, мутаназа, гликоамилаза, амилаза, глюкооксидаза, а также их сочетания.
Следующие примеры могут включать поверхностно-активные вещества, такие как стеарат натрия, рицинолеат натрия и лаурилсульфат натрия как поверхностно-активные вещества для использования в некоторых вариантах выполнения для обеспечения усиленного профилактического действия и придания ингредиентам для гигиены зубов большей косметической приемлемости. Поверхностно-активные вещества могут предпочтительно представлять собой очищающие материалы, которые придают композиции очищающие и пенообразующие свойства. Подходящие примеры поверхностно-активных веществ представляют собой растворимые в воде соли моноглицеридмоносульфатов жирных кислот, такие как натриевая соль моносульфированного моноглицерида гидрированных жирных кислот кокосового масла, высшие алкилсульфаты, такие как лаурилсульфат натрия, алкиларилсульфонаты, такие как додецилбензолсульфонат натрия, высшие алкилсульфоацетаты, лаурилсульфоацетат натрия, высшие сложные эфиры жирных кислот и 1,2-дигидроксипропансульфоната, а также практически насыщенные высшие алифатические ациламиды низших алифатических аминокарбоновых кислот, такие как соединения, содержащие от 12 до 16 атомов углерода в жирной кислоте, алкильных или ацильных радикалах, и т.п. Примеры упомянутых последними амидов представляют собой N-лауроилсаркозин, а также соли натрия, калия и этаноламмония, которые образуют N-лауроил-, N-миристоил- или N-пальмитолсаркозин.
В дополнение к поверхностно-активным веществам, ингредиенты для гигиены зубов могут включать противобактериальные средства, такие как, но не ограничивающихся этим, триклозан, хлоргексидин, цитрат цинка, нитрат серебра, медь, лимонен и хлорид цетилпиридини. В некоторых вариантах выполнения дополнительные противокариозные средства могут включать фторидные ионы или содержащие фтор компоненты, такие как неорганические фторидные соли. В некоторых вариантах выполнения можно использовать растворимые соли щелочных металлов, например, фторид натрия, фторид калия, фторсиликат натрия, фторсиликат аммония, монофторфосфат аммония, а также галогениды олова, такие как фторид олова(II) и хлорид олова(II). В некоторых вариантах выполнения фторсодержащее соединение, обеспечивающее полезный эффект в отношении здоровья и гигиены полости рта, например, снижение растворимости эмали в кислоте и защиту зубов от разрушения, можно также использовать в качестве ингредиента. Соответствующие примеры включают фторид натрия, фторид олова(II), фторид калия, фторид калия и олова(II) (SnF2•2KF), гексафторстаннат натрия, хлорид-фторид олова(II), фторцирконат натрия и монофторфосфат натрия. В некоторых вариантах выполнения используют мочевину.
Следующие примеры включены в следующие патенты США и опубликованные патентные заявки США, причем содержание всех этих документов включается во всей своей полноте в настоящий документе посредством ссылки для всех целей: патенты США №№ 5227154 (Reynolds), 5378131 (Greenberg), 6846500 (Luo и др.), 6733818 (Luo и др.), 6696044 (Luo и др.), 6685916 (Holme и др.), 6485739 (Luo и др.), 6479071 (Holme и др.), 6471945 (Luo и др.); публикации патентных заявок США №№ 20050025721 (Holme и др.), 2005008732 (Gebreselassie и др.) и 20040136928 (Holme и др.).
Активные ингредиенты
Активные вещества, как правило, означают такие ингредиенты, которые включают в систему доставки и/или жевательную структуру для желательного конечного преимущества, которое они предоставляют пользователю. В некоторых вариантах выполнения, активные вещества могут включать медикаменты, питательные вещества, пищевые биологически активные добавки, растительные препараты, пищевые добавки, фармацевтические препараты, лекарственные средства, и т.п., а также их сочетания.
Примеры полезных лекарственных средств включают ингибиторы ангиотензинпревращающего фермента, противоангинальные лекарственные средства, противоаритмические лекарственные средства, противоастматические лекарственные средства, противохолистеринемические лекарственные средства, анальгетические лекарственные средства, анестетики, противосудорожные лекарственные средства, антидепрессанты, противодиабетические лекарственные средства, противодиарейные лекарственные средства, противоядия, антигистаминные лекарственные средства, антигипертензивные лекарственные средства, противовоспалительные лекарственные средства, противолипидные лекарственные средства, противоманиакальные лекарственные средства, противотошнотные лекарственные средства, противоинсультные лекарственные средства, антитиреоидные лекарственные средства, противоопухолевые лекарственные средства, противовирусные средства, противоугревые лекарственные средства, алкалоиды, аминокислотные препараты, противокашлевые лекарственные средства, антиурекемические лекарственные средства, противовирусные лекарственные средства, анаболические препараты, системные и несистемные противоинфекционные лекарственные средства, антинеопластические лекарственные средства, антипаркинсонические лекарственные средства, противоревматические лекарственные средства, стимуляторы аппетита, модификаторы биологических реакций, модификаторы крови, регуляторы костного метаболизма, сердечно-сосудистые лекарственные средства, стимуляторы центральной нервной системы, ингибиторы холинэстеразы, противозачаточные средства, противозастойные лекарственные средства, диетические добавки, агонисты рецепторов дофамина, средства для лечения эндометриоза, ферменты, средства для лечения эректильной дисфункции, такие как сиденафилцитрат, который в настоящее время продается как Viagra™, средства для лечения бесплодия, желудочно-кишечные лекарственные средства, гомеопатические лекарственные средства, гормоны, средства для лечения гиперкальциемии и гипокальциемии, иммуномодуляторы, иммунодепрессанты, средства для лечения мигрени, средства против укачивания в транспорте, мышечные релаксанты, средства для лечения ожирения, средства для лечения остеопороза, родостимулирующие препараты, парасимпатолитические лекарственные средства, парасимпатомиметические лекарственные средства, простагландины, психотерапевтические средства, средства для лечения респираторных заболеваний, успокаивающие препараты, средства для отказа от курения, такие как бромкриптин или никотин, симпатолитические лекарственные средства, лекарственные средства против дрожания, средства для лечения мочевыводящих путей, сосудорасширяющие лекарственные средства, слабительные препараты, противокислотные средства, ионообменные смолы, жаропонижающие средства, подавляющие аппетит средства, отхаркивающие средства, успокоительные препараты, противоязвенные лекарственные средства, противовоспалительные препараты, средства для расширения коронарных сосудов, средства для расширения церебральных сосудов, средства для расширения периферических сосудов, психотропные препараты, стимуляторы, средства для сужения сосудов, антибиотики, транквилизаторы, нейролептические препараты, антикоагулянты, противотромботические лекарственные средства, снотворные средства, противорвотные средства, нейромышечные лекарственные средства, средства против гипер- и гипогликемии, тиреоидные и антитиреоидные лекарственные средства, диуретики, противоспазматические лекарственные средства, маточные релаксанты, эритропоэтические лекарственные средства, средства для подавления кашля, муколитические препараты, ДНК и генетические модифицирующие лекарственные средства, а также их сочетания.
Примеры активных ингредиентов предусмотренных для использования в некоторых вариантах выполнения, могут включать противокислотные средства, H2-антагонисты, и анальгетические лекарственные средства. Например, дозированные противокислотные средства можно составлять, используя в качестве ингредиентов карбонат кальция индивидуально или в сочетании с гидроксид магния и/или гидроксидом алюминия. Кроме того, противокислотные средства можно использовать в сочетании с H2-антагонистами.
Анальгетические лекарственные средства включают опиаты и опиатные производные, такие как Oxycontin™, ибупрофен, аспирин, ацетаминофен, а также их сочетания, которые могут необязательно включать кофеин.
Другие активные ингредиенты лекарственных средств для использования в вариантах выполнения могут включать противодиарейные лекарственные средства, такие как Immodium™, антигистаминные лекарственные средства, противокашлевые лекарственные средства, противозастойные лекарственные средства, витамины и освежители дыхания. Кроме того, для использования в настоящем изобретении предусмотрены снижающие тревожность лекарственные средства, такие как Xanax™; нейролептические препараты, такие как Clozaril™ и Haldol™; нестероидные противовоспалительные средства (NAID), такие как ибупрофен, напроксеннатрий, Voltaren™ и Lodine™, антигистаминные лекарственные средства, такие как Claritin™, Hismanal™, Relafen™, и Tavist™; противорвотные средства, такие как Kytril™ и Cesamet™; бронхорасширяющие лекарственные средства, такие как Bentolin™, Proventil™; антидепрессанты, такие как Prozac™, Zoloft™, и Paxil™; средства против мигрени, такие как Imigra™, ингибиторы ангиотензинпревращающего фермента, такие как Vasotec™, Capoten™ и Zestril™; средства против болезни Альцгеймера (Alzheimer), такие как Nicergoline™; и CaH-антагонисты, такие как Procardia™, Adalat™ и Calan™.
Распространенные H2-антагонисты, которые предусмотрены для использования в настоящем изобретении, включают циметидин, ранитидина гидрохлорид, фамотидин, низатидин, эбротидин, мифентидин, роксатидин, писатидин и ацероксатидин.
Активные противокислотные средства в качестве ингредиентов могут включать, но не ограничиваются этим, следующие вещества: гидроксид алюминия, аминоацетат дигидроксиалюминия, аминоуксусная кислота, фосфат алюминия, карбонат дигидроксиалюминия, бикарбонат натрия, алюминат висмута, карбонат висмута, оксикарбонат висмута, оксигаллат висмута, оксинитрат висмута, оксисиликат висмута, карбонат кальция, фосфат кальция, цитрат-ион (кислота или соль), аминоуксусная кислота, гидрат сульфата алюминия и магния, магалдрат, алюмосиликат магния, карбонат магния, глицинат магния, гидроксид магния, оксид магния, трисиликат магния, сухое молоко, двухосновный моноортофосфат алюминия и кальция, трифосфат кальция, бикарбонат калия, тартрат натрия, бикарбонат натрия, винные кислоты и соли.
В качестве активных ингредиентов можно также использовать разнообразные пищевые добавки, включая практически любые витамины или минеральные вещества. Например, можно использовать витамин A, витамин C, витамин D, витамин E, витамин K, витамин B6, витамин B12, тиамин, рибофлавин, биотин, фолиевую кислоту, ниацин, пантотеновую кислоту, холин, соединения натрия, калия, кальция, магния, фосфора, серы, хлора, железа, меди, йода, цинка, селена, марганца, хрома, молибдена, фтора, кобальта и их сочетания.
Примеры пищевых добавок, которые можно использовать в качестве активных ингредиентов, представлены в публикациях патентных заявок США №№ 2003/0157213 A1, 2003/0206993 и 2003/0099741 A1, которые во всей своей полноте включаются в настоящий документ посредством ссылки для всех целей.
Разнообразные лекарственные растения можно также использовать в качестве активных ингредиентов, в том числе те, которые обладают разнообразными свойствами лекарственных средств или пищевых добавок. Лекарственные растения, как правило, представляют собой ароматические растения или части растений и/или соответствующие экстракты, которые можно использовать в качестве лекарственных средств или ароматизирующих веществ. Подходящие лекарственные растения можно использовать индивидуально или в разнообразных смесях. Распространенные используемые лекарственные растения включают следующие: эхинацея, желтокорень канадский (гидрастис), календула, розмарин, тимьян, кава-кава (полинезийский перец), алоэ, лапчатка прямая, экстракт семян грейпфрута, клопогон кистевидный, женьшень, гуарана, клюква, гингко билоба, зверобой, масло первоцвета вечернего, кора любовного дерева (йохимбе), зеленый чай, эфедра, мака, черника, лютеин, а также их сочетания.
Ингредиенты шипучей системы
Шипучая система может включать одну или более пищевых кислот и один или более пищевых щелочных материалов. Пищевые кислоты и пищевые щелочные материалы могут реагировать друг с другом, создавая свойство шипучести.
В некоторых вариантах выполнения щелочной материал (материалы) можно выбирать, не ограничивается этим, из следующих вариантов: карбонаты щелочных металлов, бикарбонаты щелочных металлов, карбонаты щелочноземельных металлов, бикарбонаты щелочноземельных металлов, а также их сочетания. Пищевую кислоту (кислоты) можно выбирать, не ограничивается этим, из следующих вариантов: лимонная кислота, фосфорная кислота, винная кислота, яблочная кислота, аскорбиновая кислота, а также их сочетания. В некоторых вариантах выполнения, шипучая система может включать один или более других ингредиентов, такие как, например, диоксид углерода, ингредиенты для гигиены полости рта, ароматизирующие вещества и т.д.
Примеры использования шипучей системы в резине представляет предварительная патентная заявка США № 60/618222, поданная 13 октября 2004 и озаглавленная «Шипучие прессованные кондитерские таблеточные композиции», содержание которой включается в настоящий документ посредством ссылки для всех целей. Другие примеры можно найти в патенте США № 6,235,318, содержание которого включается в настоящий документ посредством ссылки для всех целей.
Подавляющие аппетит ингредиенты
В качестве ингредиентов можно использовать подавляющие аппетит средства, такие как волокно и белок, которые своим действием подавляют желание потреблять пищу. Подавляющие аппетит средства могут также включать бензфетамин, диэтилпропион, мазиндол, фендиметразин, фентермин, экстракт худи (P57), Olibra™, экстракт эфедры, кофеин и их сочетания. Подавляющие аппетит средства также известны под следующими товарными наименованиями: Adipex™, Adipost™, Bontril™ PDM (фендиметразин), Bontril™ замедленного действия, Didrex™, Fastin™, Ionamin™, Mazanor™, Melfiat™, Obenix™, Phendiet™, Phendiet-105™, Phentercot™, Phentride™, Plegine™, Prelu-2™, Pro-Fast™, PT 105™, Sanorex™, Tenuate™, Sanorex™, Tenuate™, Tenuate Dospan™, Tepanil Ten-Tab™, Teramine™ и Zantryl™. Эти и другие подходящие подавляющие аппетит средства подробно описаны в следующих патентах США, все из которых во всей своей полноте включаются в настоящий документ посредством ссылки: 6838431 (Portman), 6716815 (Portman), 6558690 (Portman), 6468962 (Portman), 6436899 (Portman).
Ингредиенты питательных микроэлементов
Питательные микроэлементы могут включать материалы, которые оказывают влияние на пищевое благосостояние организма, несмотря на то, что количество, которое требуется для выполнения на организм желательного воздействия, является малым по сравнению с питательными макроэлементами, такими как белки, углеводы и жиры.
Питательные микроэлементы могут включать, но не ограничиваются этим, витамины, минеральные вещества, ферменты, фитохимические добавки, антиоксиданты, а также их сочетания.
В некоторых вариантах выполнения витамины могут включать маслорастворимые витамины, такие как витамин A, витамин D, витамин E, витамин K и их сочетания. В некоторых вариантах выполнения витамины могут включать растворимые в воде витамины, такие как витамин C (аскорбиновая кислота), витамины группы B (тиамин или B1, рибофлавин или B2, ниацин или B3, пиридоксин или B6, фолиевая кислота или B9, цианокобаламин или B12, пантотеновая кислота, биотин), а также их сочетания.
В некоторых вариантах выполнения минеральные вещества могут включать, но не ограничиваются этим, соединения натрия, магния, хрома, йода, железа, марганца, кальция, меди, фтора, калия, фосфора, молибдена, селена, цинка, а также их сочетания.
В некоторых вариантах выполнения питательные микроэлементы могут включать, но не ограничиваются этим, L-карнитин, холин, кофермент Q10, альфа-липоевую кислоту, омега-3-жирные кислоты, пепсин, фитазу, трипсин, липазы, протеазы, целлюлазы, а также их сочетания.
В некоторых вариантах выполнения фитохимические добавки могут включать, но не ограничиваются этим, каротиниоды, хлорофилл, хлорофиллин, волокно, флавоноиды, антоцианины, цианидин, дельфинидин, мальвидин, пеларгонидин, пеонидин, петунидин, флавонолы, катехин, эпикатехин, эпигаллокатехин, эпигаллокатехингаллат (EGCG), теафлавины, теарубигины, проантоцианины, флавонолы, кверцетин, кемпферол, мирицетин, изофармнетин, флавононы, гесперетин, нарингенин, эриодиктиол, танжеретин, флавоны, апигенин, лютеонин, лигнаны, фитоэстрогены, резвератрол, изофлавоны, дайдзеин, генистеин, глицитеин, соевые изофлавоны, а также их сочетания.
Увлажняющие полость рта ингредиенты
Увлажняющие полость рта средства могут включать, но не ограничиваются этим, стимуляторы слюноотделения, такие как кислоты, соли и их сочетания. В некоторых вариантах выполнения, в качестве кислот могут быть использованы уксусная кислота, адипиновая кислота, аскорбиновая кислота, масляная кислота, лимонная кислота, муравьиная кислота, фумаровая кислота, глюконовая кислота, фосфорная кислота, яблочная кислота, щавелевая кислота, янтарная кислота, винная кислота и их сочетания. В некоторых вариантах выполнения соли могут включать хлорид натрия, кальция хлорид, хлорид калия, хлорид магния, морскую соль, цитрат натрия, а также их сочетания.
Увлажняющие полость рта средства могут также включать гидроколлоидные материалы, которые обеспечивают увлажнение и могут прикрепляться к поверхности полости рта, вызывая ощущение увлажнения полости рта. Гидроколлоидные материалы могут включать встречающиеся в природе материалы, такие как растительные экссудаты, гранулированные кондитерские изделия и экстракты водорослей, или они могут представлять собой химически модифицированные материалы, такие как целлюлоза, крахмал, или натуральные производные кондитерские изделия. В некоторых вариантах выполнения гидроколлоидные материалы могут включать пектин, гуммиарабик, камедь акации, альгинаты, агар-агар, каррагинаны, гуаровую камедь, ксантановую камедь, камедь плодов рожкового дерева, желатин, геллановую камедь, галактоманнаны, трагакантовую камедь, камедь карайи, курдлан, конжаковую камедь, хитозан, ксилоглюкан, бета-глюкан, фурцелларан, камедь гхатти, тамарин, бактериальные слизи, а также их сочетания. Кроме того, в некоторых вариантах выполнения можно использовать модифицированные натуральные камеди, такие как альгинат пропиленгликоля, карбоксиметильное производное камеди плодов рожкового дерева, низкометоксилированный пектин, а также их сочетания. В некоторых вариантах выполнения можно использовать модифицированные целлюлозы, такие как микрокристаллическая целлюлоза, карбоксиметилцеллюлоза (CMC), метилцеллюлоза (MC), гидроксипропилметилцеллюлоза (HPCM), и гидроксипропилцеллюлоза (MPC), а также их сочетания.
Аналогичным образом, можно использовать увлажняющие вещества, которые способны обеспечивать восприятие увлажнения полости рта. Такие увлажняющие вещества могут включать, но не ограничиваются этим, глицерин, сорбит, полиэтиленгликоль, эритрит и ксилит. Кроме того, в некоторых вариантах выполнения жиры могут способствовать восприятию увлажнения полости рта. Такие жиры могут включать содержащие средние цепочки триглицериды, растительные масла, рыбий жир, минеральные масла, а также их сочетания.
Ингредиенты для лечения горла
Ингредиенты для лечения горла могут включать анальгетические лекарственные средства, анестетики, смягчающие средства, антисептики, а также их сочетания. В некоторых вариантах выполнения, анальгетические лекарственные средства/анестетики могут включать ментол, фенол, гексилрезорцин, бензокаин, диклонина гидрохлорид, бензиловый спирт, салициловый спирт, а также их сочетания. В некоторых вариантах выполнения, смягчающие средства могут включать, но не ограничиваются этим, кору ржавого вяза, пектин, желатин, а также их сочетания. В некоторых вариантах выполнения антисептические ингредиенты могут включать цетилпиридиния хлорид, домифенбромид, деквалиния хлорид, а также их сочетания.
В некоторых вариантах выполнения можно использовать противокашлевые ингредиенты, такие как клофедианола гидрохлорид, кодеин, кодеинфосфат, кодеинсульфат, декстрометорфан, декстрометорфана гидробромид, дифенгидраминцитрат и дифенгидрамина гидрохлорид, а также их сочетания.
В некоторых вариантах выполнения, можно использовать смягчающие горло средства, такие как мед, прополис, алоэ лекарственное, глицерин, ментол и их сочетания. В следующих вариантах выполнения можно использовать средства для подавления кашля. Такие средства для подавления кашля можно разделить на две группы: средства, которые изменяют консистенцию или образование мокроты, такие как муколитические препараты и отхаркивающие средства; и средства, которые подавляют рефлекс кашля, такие как кодеин (наркотические средства для подавления кашля), антигистаминные препараты, декстрометорфан и изопротеренол (ненаркотические средства для подавления кашля). В некоторых вариантах выполнения можно использовать ингредиенты из одной или обеих данных групп.
В следующих вариантах выполнения, противокашлевые лекарственные средства могут включать, но не ограничиваются этим, группу, которую составляют кодеин, декстрометорфан, декстрорфан, дифенгидрамин, гидрокодон, носкапин, оксикодон, пентоксиверин и их сочетания. В некоторых вариантах выполнения антигистаминные препараты могут включать, но не ограничиваются этим, акривастин, азатадин, бромфенирамин, хлорфенирамин, клемастин, ципрогептадин, дексбромфенирамин, дименшидринат, дифенгидрамин, доксиламин, гидроксизин, меклизин, фенинамин, фенилтолоксамин, прометазин, пириламин, трипеленнамин, трипролидин и их сочетания. В некоторых вариантах выполнения неуспокоительные антигистаминные препараты могут включать, но не ограничиваются этим, астеизол, цетиризин, эбастин, фексофенадин, лоратидин, терфенадин, а также их сочетания.
В некоторых вариантах выполнения отхаркивающие средства могут включать, но не ограничиваются этим, хлорид аммония, гвайфенезин, текучий экстракт таволги, йодид калия и их сочетания. В некоторых вариантах выполнения муколитические препараты могут включать, но не ограничиваются этим, ацетилцистеин, амброксол, бромгексин и их сочетания. В некоторых вариантах выполнения анальгетические, жаропонижающие и противовоспалительные лекарственные средства могут включать, но не ограничиваются этим, ацетаминофен, аспирин, диклофенак, дифлюнизал, этодолак, фенопрофен, флюбипрофен, ибупрофен, кетопрофен, кеторолак, набуметон, напроксен, пироксикам, кофеин и их смеси. В некоторых вариантах выполнения местные анестетики могут включать, но не ограничиваются этим, лидокаин, бензокаин, фенол, диклонин, бензонотат и их смеси.
В некоторых вариантах выполнения можно использовать назальные противозастойные лекарственные средства и ингредиенты обеспечивают ощущение чистого носа. В некоторых вариантах выполнения назальные противозастойные лекарственные средства могут включать, но не ограничиваются этим, фенилпропаноламин, псевдоэфедрин, эфедрин, фенилефрин, оксиметазолин, а также их сочетания. В некоторых вариантах выполнения ингредиенты, которые обеспечивают ощущение чистого носа, могут включать, но не ограничиваются этим, ментол, камфару, борнеол, эфедрин, эвкалиптовое масло, масло перечной мяты, метилсалицилат, борнилацетат, лавандовое масло, экстракты васаби, экстракты хрена, а также их сочетания. В некоторых вариантах выполнения, ощущение чистого носа могут обеспечивать ароматные эфирные масла, экстракты древесных растений, кондитерские изделия, цветы и другие растительные материалы, смолы, выделения животных и синтетические ароматические материалы.
В некоторых вариантах выполнения необязательные или функциональные ингредиенты могут включать освежители дыхания, компоненты для гигиены зубов, активные вещества, лекарственные растения, шипучие системы, подавляющие аппетит средства, витамины, питательные микроэлементы, увлажняющие полость рта компоненты, компоненты для лечения горла, придающие заряд бодрости средства, повышающие внимание средства, а также их сочетания.
В некоторых вариантах выполнения модифицированный высвобождающийся компонент включает, по меньшей мере, один ингредиент, выбранный из группы, которую составляют ароматизаторы, подсластители, улучшители ощущений, освежители дыхания, для гигиены зубов компоненты, активные вещества, лекарственные растения, шипучие системы, подавляющие аппетит средства, усилители вкуса, пищевые кислоты, питательные микроэлементы, увлажняющие полость рта компоненты, компоненты для лечения горла, а также их сочетания. Данные ингредиенты могут присутствовать в инкапсулированной форме и/или в свободной форме.
Примеры конечных композиций жевательной резинки
Композиция жевательной резинки
1
2
3
4
5
6
7
8
Композиции жевательной резинки изготавливают, соединяя сначала тальк, если он присутствует, с жевательной основой при нагревании до температуры, составляющей приблизительно 85°C. С данным сочетанием затем перемешивают объемные подсластители, лецитин и сиропы-подсластители в течение шести минут. Ароматизирующие смеси, которые включают предварительно смешанные ароматизаторы и охлаждающие средства, добавляют и перемешивают в течение одной минуты. Наконец, кислоты и интенсивные подсластители добавляют и перемешивают в течение пяти минут.
Кондитерское изделие
В кондитерскую композицию карамельного типа могут быть включены жевательное кондитерское изделие, хрупкое кондитерское изделие, мягкое кондитерское изделие, жесткое кондитерское изделие, помада, карамель, желе, жевательная основа, масса из сахара и орехов (нуга), а также их сочетания. В нескольких вариантах выполнения слой кондитерского изделия изготавливают из кондитерских композиций, содержащих помаду, как описанный в настоящем документе.
При использовании в настоящем документе термин «кондитерское изделие» означает кондитерские композиции, которые содержат сахар, или не содержащие сахара кондитерские композиции, включающий сахарный полиол и другие необязательные ингредиенты, в которых не содержится эластомерный компонент. Кондитерское изделие может иногда называться термином «часть кондитерского изделия», «компонент кондитерского изделия» или «композиция кондитерского изделия». Сахарные полиолы известны тем, что они не подвергаются метаболизму под действием бактерий в полости рта; таким образом, они не способствуют разрушению зубов. Таким образом, не содержащие сахара композиции кондитерских изделий, которые включают сахарные полиолы, могут оказаться желательными для многослойных кондитерских изделий, включающих жевательный компонент. Ниже представлено подробное описание содержащих сахар композиций. Однако можно изготавливать многослойные кондитерские изделия согласно разнообразным вариантам изобретения, которые содержат многочисленные традиционные кондитерские изделия, включающие сахар.
В некоторых вариантах выполнения, можно изготавливать композиции кондитерского изделия, обладающие пригодной для жевания текстурой и в то же время имеющие такую степень кристаллизации (также иногда называется термином «степень зернистости»), что его их текстура является рыхлой. Зернистость обеспечивает мягкий начальный укус, который соответствует мягкости укусу, ощущаемой в слое жевательной резинки. На зернистость можно влиять, позволяя полиолу в композиции кондитерского изделия кристаллизоваться. В варианте выполнения склонность полиола к кристаллизации можно использовать, внедряя зародыши кристаллизации в содержащую полиол часть, таким образом, чтобы кристаллизация происходила с течением времени, изменяя текстуру от более твердой текстуры во время изготовления до более мягкой текстуры во время употребления. В еще одном варианте выполнения зернистость создают путем использования механического перемешивания во время процесса изготовления композиции кондитерского изделия, например, путем регулирования скорости механического перемешивания и/или усилия сдвига во время обработки, путем регулирования продолжительности перемешивания или путем регулирования процесса темперирования.
В одном варианте выполнения композиция кондитерского изделия может включать основную часть, содержащую сахарный полиол, и помадную часть, содержащую сахарный полиол, причем основную часть и помадную часть смешивают для изготовления не содержащей сахара композиции кондитерского изделия.
Основную часть композиции кондитерского изделия можно изготавливать, как правило, используя один или более сахарных полиолов и воду. В одном варианте выполнения основная часть представляет собой приготовленную смесь одного или более сахарных полиолов и воды. Далее типы и количества сахарных полиолов для использования в основной части описаны более подробно. Кроме того, основная часть может необязательно содержать дополнительные ингредиенты основной части, которые описаны ниже.
Помадная часть композиции кондитерского изделия предназначена для создания текстурных свойств композиции кондитерского изделия. Можно изготавливать помаду, которая содержит кристаллические частицы сахарного полиола, чтобы регулировать зернистость композиции кондитерского изделия и, таким образом, модулировать текстуру композиции кондитерского изделия. В одном варианте выполнения, помада включает кристаллические частицы сахарного полиола, причем средний размер частиц составляет менее чем 50 мкм, в частности, от приблизительно 1 до приблизительно 45 мкм, что обеспечивает ровное ощущение во рту во время жевания композиции кондитерского изделия. В еще одном варианте выполнения помада включает тонкие капиллярные кристаллы, у которых средняя длина составляет менее чем 30 мкм, в частности, от приблизительно 1 до приблизительно 25 мкм, как описано далее в настоящем документе. Помадную часть можно изготавливать, как правило, используя один или более сахарных полиолов и воду. Далее типы и количества сахарных полиолов для использования в помаде описаны более подробно.
В некоторых вариантах выполнения помада присутствует в композиции кондитерского изделия в количестве, составляющем от приблизительно 2,0 до приблизительно 15,0 мас.%, в частности, от приблизительно 4,0 до приблизительно 12,0 мас.%, более конкретно, от приблизительно 5,0 до приблизительно 10,0 мас.% и, еще более конкретно, от приблизительно 6,0 до приблизительно 7,5 мас.% части кондитерского изделия при изготовлении с использованием процесса вытягивания. Более высокие уровни помады обеспечивают повышенную разжевываемость и мягкость кондитерского изделия. В многослойных кондитерских изделиях, содержащих сочетание слоев жевательной резинки и слоя кондитерского изделия, эти уровни помады приводят к образованию слоев жевательной композиции кондитерского изделия, в которой сокращается до минимума нежелательное искажение формы, вызываемое холодным потоком, в частности, «просачиванием» части кондитерского изделия из многослойной структуры. Можно использовать сниженные уровни помады, и тогда разжевываемость композиции кондитерского изделия можно все же обеспечивать путем использования усиления механического натяжения или увеличения продолжительности выдерживания при температуре окружающей среды, что способствует зернистости.
В одном варианте выполнения, влагосодержание помады перед ее внедрением в основную часть может составлять от приблизительно 6,5 до приблизительно 11,0% массы помады, в частности, от приблизительно 8,0 до приблизительно 9,5% массы помады и, более конкретно, от приблизительно 8,5 до приблизительно 9,0% массы помады.
Основная часть или помадная часть, как правило, содержит сахарный полиол, в частности, два или более сахарных полиолов. Сахарный полиол (полиолы) для использования в основной части могут быть такими же или отличаться от сахарного полиола (полиолов) для использования в помадной части. Подходящие сахарные полиолы включают, но не ограничиваются этим, эритрит, галактит, гидрированную изомальтулозу (изомальт), гидрированный гидролизат крахмала, лактит, мальтит, маннит, полиглицитол, сорбит, ксилит и их смеси.
Сахарные полиолы можно использовать в кристаллической форме или в аморфной форме. В частности, кристаллические сахарные полиолы включают кристаллический эритрит, изомальт, лактит, мальтит, маннит, сорбит, ксилит, а также их сочетания. Когда кристаллический сахарный полиол используют в композиции кондитерского изделия, или когда сахарный полиол оставляют для кристаллизации в композиции, полученная в результате текстура может становиться более зернистой или рыхлой. В одном варианте выполнения композиция кондитерского изделия является пригодной для жевания и имеет текстуру с такой степенью зернистости, которая обеспечивает быструю доставку ароматизатора потребителю.
Примерные аморфные полиолы включают эритритный сироп, сироп гидрированного гидролизата крахмала, изомальтный сироп, лактитный сироп, мальтитный сироп, маннитный сироп, сорбитный сироп, ксилитный сироп, а также их сочетания.
В одном варианте выполнения основная часть или помадная часть содержит кристаллический полиол, такой как маннит. В еще одном варианте выполнения основная часть или помадная часть содержит аморфный полиол, такой как сироп гидрированного гидролизата крахмала.
В еще одном варианте выполнения основная часть или помадная часть содержит кристаллический полиол и аморфный полиол. В одном варианте выполнения кристаллический полиол представляет собой маннит, и аморфный полиол представляет собой сироп гидрированного гидролизата крахмала, такой как Lycasin 80/55.
Когда основная часть и помадная часть одновременно содержат одинаковый кристаллический полиол (например, обе части содержат маннит, или обе части содержат изомальт), преимущество заключается в том, что помада образует зародышевые кристаллы, которые способствуют зернистости в основной части. Такая зернистость может обеспечивать увеличение объема и уменьшать пластическую деформацию при низкой температуре жевательной композиции кондитерского изделия, а также создавать более мягкую жевательную текстуру. В качестве альтернативы, если использовать в основной часть полиол, который отличается от полиола помады (например, маннит в основной части и изомальт в помаде, или изомальт в основной части и маннит в помаде), образование зернистости можно ингибировать, и в результате этого получается другая текстура, или текстура основной части остается неизменной.
В одном варианте выполнения основная часть включает изомальт или маннит в качестве первого сахарного полиола и сироп гидрированного гидролизата крахмала в качестве второго сахарного полиола. В еще одном варианте выполнения помадная часть включает изомальт или маннит в качестве первого сахарного полиола и сироп гидрированного гидролизата крахмала в качестве второго сахарного полиола.
Изомальт представляет собой дисахаридный спирт. Изомальт можно изготавливать путем гидрирования изомальтулозы. Продукты гидрирования могут включать 6-O-альфа-D-глюкопиранозил-D-сорбит (1,6-GPS), 1-O-альфа-D-глюкопиранозил-D-сорбит (1,1-GPS), 1-O-альфа-D-глюкопиранозил-D-маннит (1,1-GPM); 6-O-альфа-D-глюкопиранозил-D-маннит (1,6-GPM) и их смеси. Некоторые имеющиеся в продаже изомальтовые материалы включают почти эквимолярную смесь 1,6-GPS и 1,1-GPM. Другие изомальтовые материалы могут включать чистый 1,6-GPS, 1,1-GPS, 1,6-GP и 1,1-GPM. Следующие изомальтовые материалы могут включать смеси 1,6-GPS, 1,1-GPS, 1,6-GPM и 1,1-GPM в любом соотношении. Примерный имеющийся в продаже изомальт включает изомальт ST, изомальт GS, изомальт M, изомальт DC и изомальт LM, и его поставляет фирма BENEO-Palatinit группы Südzucker.
Подходящие гидрированные гидролизаты крахмала включают материалы, описанные в патенте США № 4279931, и разнообразные гидрированные глюкозные сиропы и/или порошки, которые содержат сорбит, гидрированные дисахариды, гидрированные высшие полисахариды или их смеси. Гидрированные гидролизаты крахмала получают, главным образом, путем регулируемого каталитического гидрирования кукурузных сиропов. Получаемые в результате гидрированные гидролизаты крахмала представляют собой смеси мономерных, димерных и полимерных сахаридов. Различные соотношения этих различных сахаридов придают разнообразным гидрированным гидролизатам крахмала различные свойства. Кроме того, могут оказаться полезными смеси гидрированных гидролизатов крахмала, такие как линия LYCASIN® имеющихся в продаже продуктов, которые изготавливает фирма Roquette Freres (Франция), и линия HYSTAR™ имеющихся в продаже продуктов, которые изготавливает фирма Lonza, Inc. (Ферлоун, штат Нью-Джерси). LYCASIN® представляет собой гидрированный гидролизат крахмала включающий сорбит и мальтит.
Примерный гидрированный гидролизат крахмала представляет собой LYCASIN® 80/55, содержащий приблизительно 75% твердых веществ и содержащий полиолы со степенью полимеризации (DP), включая приблизительно 4 мас.% сорбита, приблизительно 53 мас.% мальтита, приблизительно 22 мас.% вещества с DP от 3 до 5 и приблизительно 21 мас.% вещества с DP 6 и более. Еще один примерный гидрированный гидролизат крахмала представляет собой LYCASIN® 80/55 HDS, содержащий приблизительно 85% твердых веществ и содержащий приблизительно 4 мас.% сорбита, приблизительно 53 мас.% мальтита, приблизительно 22 мас.% вещества с DP от 3 до 5 и приблизительно 21 мас.% вещества с DP 6 и более.
Суммарное количество сахарного полиола, который присутствует в композиции кондитерского изделия, составляет от приблизительно 50 до приблизительно 95% массы композиции кондитерского изделия, в частности, от приблизительно 70 до приблизительно 90% массы композиции кондитерского изделия, и более конкретно, от приблизительно 75 до приблизительно 85% массы композиции кондитерского изделия.
В одном варианте выполнения основная часть включает от приблизительно 30 до приблизительно 50 мас.% изомальта и от приблизительно 50 до приблизительно 70 мас.% сиропа гидрированного гидролизата крахмала основной части (сухой массы), в частности, от приблизительно 35 до приблизительно 45 мас.% изомальта и от приблизительно 55 до приблизительно 65 мас.% сиропа гидрированного гидролизата крахмала основной части (сухой массы).
В одном варианте выполнения помадная часть включает от приблизительно 65 до приблизительно 80 мас.% изомальта и от приблизительно 20 до приблизительно 35 мас.% сиропа гидрированного гидролизата крахмала помадной части (сухой массы), в частности, от приблизительно 70 до приблизительно 75 мас.% изомальта и от приблизительно 25 до приблизительно 30 мас.% сиропа гидрированного гидролизата крахмала помадной части (сухой массы).
В одном варианте выполнения соотношение изомальта и сиропа гидрированного гидролизата крахмала составляет от приблизительно 30:70 до приблизительно 50:50 по отношению к массе композиции кондитерского изделия, в частности, от приблизительно 35:65 до приблизительно 45:55 по отношению к массе композиции кондитерского изделия и, более конкретно, приблизительно 40:60 по отношению к массе композиции кондитерского изделия. В следующем варианте выполнения композиция кондитерского изделия, имеющая вышеупомянутые соотношения, представляет собой жевательное кондитерское изделие.
В еще одном варианте выполнения соотношение изомальта и сиропа гидрированного гидролизата крахмала составляет от приблизительно 75:25 до приблизительно 55:45 по отношению к массе композиции кондитерского изделия, в частности, от приблизительно 70:30 до приблизительно 60:40 по отношению к массе композиции кондитерского изделия и, более конкретно, приблизительно 65:35 по отношению к массе композиции кондитерского изделия. В следующем варианте выполнения, композиция кондитерского изделия, имеющая вышеупомянутые соотношения, представляет собой менее пригодное для жевания и более хрупкое кондитерское изделие.
Изомальт в композиции кондитерского изделия может содержать более чем 50 мас.% 1,6-GPS по отношению к суммарной массе изомальта, в частности, от приблизительно 75 до приблизительно 80 мас.% 1,6-GPS по отношению к суммарной массе изомальта. В одном варианте выполнения основная часть, помадная часть или обе части содержат изомальт, имеющий более чем 50 мас.% 1,6-GPS по отношению к суммарной массе изомальта, в частности, от приблизительно 75 до приблизительно 80 мас.% 1,6-GPS по отношению к суммарной массе изомальта.
В еще одном варианте выполнения композиция кондитерского изделия включает изомальт, имеющий соотношение от приблизительно 1:11,6-GPS до 1,1-GPM который может присутствовать в основной части, помадной части или обеих частях.
В одном варианте выполнения основная часть и помадная часть включают маннит в качестве первого сахарного полиола и сироп гидрированного гидролизата крахмала в качестве второго сахарного полиола. Чем больше количество маннита, тем более зернистой будет получаемая композиция кондитерского изделия, в результате чего образуется менее хрупкий материал, который проявляет достаточную консистенцию, чтобы сокращать к минимуму пластическую деформацию при низкой температуре композиции кондитерского изделия из многослойной структуры. Количество маннита для достижения достаточной зернистости и консистенции жевательного кондитерского изделия уравновешивается способностью вытягивать кондитерское изделие в достаточной степени для аэрации кондитерской массы, когда используют стадию вытягивания. Чрезмерно большое количество маннита приводит к быстрой кристаллизации, которая происходит, прежде чем масса кондитерского изделия может быть вытянута. Во избежание этой возможной проблемы количество маннита ограничивают, чтобы предотвращать быструю кристаллизацию, или процесс вытягивания заменяют высокомощным перемешиванием, например, путем использования многолопастного смесителя. Когда стадия вытягивания является желательной для изготовления композиции жевательного кондитерского изделия, суммарное количество маннита, присутствующее в композиции кондитерского изделия, может составлять от приблизительно 6 до приблизительно 22% сухой массы по отношению к суммарной массе композиции кондитерского изделия (которую составляют основная и помадная части), в частности, от приблизительно 8 до приблизительно 18 и, более конкретно, от приблизительно 10 до приблизительно 15 мас.%; и суммарный количество сиропа гидрированного гидролизата крахмала по отношению к суммарной массе композиции кондитерского изделия составляет от приблизительно 65 до приблизительно 85 мас.%, в частности, от приблизительно 70 до приблизительно 80 мас.% и, более конкретно, приблизительно 73 до приблизительно 77 мас.%. Большее количество маннита можно использовать, в процессе применяют высокомощное интенсивное перемешивание.
В одном варианте выполнения помада представляет собой маннитную помаду, включающую тонкие капиллярные кристаллы, состоящие, главным образом, из маннита, у которых средний длина составляет не более чем 30 мкм, как описывает бюллетень нерассмотренной японской патентной заявки № 2007-215450, патентная заявка № 2006-37910 (Michihide Obara) подана 15 февраля 2006 г., опубликована 30 августа 2007 г. и во всей своей полноте включается в настоящий документ посредством ссылки. Было обнаружено, что можно изготавливать маннитную помаду, имеющую однородность и устойчивость свойств, которые являются эквивалентными свойствам сахарной помады, а также имеющую высокую концентрацию кристаллов. Термин «устойчивость свойств» означает, что являются устойчивыми такие свойства, как ощущение на языке, гладкость, твердость, водоудержание (существуют случаи, в которых это называется эффектом предотвращения синерезиса), и эти свойства сохраняются на достаточно хорошем уровне во время обычного хранения, транспортировки и погрузки.
Маннитная помада, включающая тонкие капиллярные кристаллы, как правило, содержит маннит и некристаллический углевод (например, аморфный полиол), отличный от маннита, в качестве регулирующего осаждение кристаллов вещества. Использование некристаллического углевода делает возможным регулирование скорости кристаллизации маннита, в результате чего получается маннитная помада, имеющая гладкость, аналогичную сахарной помаде. Без использования некристаллического углевода при изготовлении маннитной помады с применением традиционных способов образуются крупные кристаллы маннита, и в результате получается грубая помада.
Массовое соотношение маннита и некристаллического углевода в маннитной помаде, включающей тонкие капиллярные кристаллы, составляет приблизительно от 80:20 до приблизительно 10:90, в частности, от приблизительно 70:30 до приблизительно 20:80. Когда массовое соотношение маннита превышает 80, скорость кристаллизации увеличивается, осаждаются грубые и крупные кристаллы, и помада становится грубой и жесткой. Когда массовое соотношение маннита становится ниже 10, концентрация кристаллов снижается, и не получается хорошая помада. Кроме того, когда массовое соотношение маннита и некристаллического углевода находится в интервале от 80:20 до 10:90, чем выше массовое соотношение маннита, тем ниже может быть температура варки. Маннит может представлять собой D-маннит, L-маннит, или D,L-маннит, в частности, D-маннит.
Некристаллический углевод в маннитной помаде, включающей тонкие капиллярные кристаллы, означает углевод, который не кристаллизуется в любом интервале концентрации или температуры в водном состоянии, и который не ухудшает производство или устойчивость качества после изготовления получаемой в результате маннитной помады. Примеры некристаллических углеводов представляют собой крахмальная патока (например, глюкозный сироп, кукурузный сироп), восстановленная крахмальная патока (например, гидрированный гидролизат крахмала), восстановленная мальтозная крахмальная патока (например, мальтитный сироп), соединенный сахар (например, олигосахарид, такой как трисахарид Oligo GGFTM, который образуют D-галактоза, D-глюкоза и D-фруктоза), олигомеры (например, лактосахароза, фруктоолигосахарид, соевый олигосахарид и т.д.), пищевые волокна (например, глюкоманнан, неперевариваемый декстрин, полидекстроза, целлюлоза, гуммиарабик, пуллулан, агар-агар, альгинат натрия и полисахариды, такие как крахмал, декстрин и т.д.), а также их сочетания.
Определенные некристаллические углеводы являются подходящими для изготовления маннитной помады, включающей тонкие капиллярные кристаллы, у которых средняя длина составляет не более чем 30 мкм, но которые могут проявлять недостаточное водоудержание (эффект предотвращения синерезиса) для конкретного применения. Эти некристаллический углеводы включают, например, крахмальную патоку и восстановленную крахмальную патоку. Использование улучшающего водоудержание вещества в сочетании с крахмальной патокой или восстановленной крахмальной патокой можно осуществлять для обеспечения желательного водоудержания. Примерные улучшающие водоудержание вещества включают определенные некристаллические углеводы, такие как желатины, целлюлозы (кристаллическая целлюлоза, метилцеллюлоза, гидроксипропилметилцеллюлоза, карбоксиметилцеллюлоза и т.д.), камеди, альгины, агар-агар, глюкоманнан и т.п., а также их сочетания. Количество улучшающего водоудержание вещества может составлять от приблизительно 0 до приблизительно 30 мас.%, в частности, от 0,05 до 30 мас.% и, более конкретно, от 0,5 до 10 мас.% по отношению к суммарной массе маннитной помады, включающей тонкие капиллярные кристаллы.
В одном варианте выполнения, эмульгатор можно также добавлять и использовать в качестве регулирующего кристалл вещества. Примерные эмульгаторы включают сложные эфиры сахарозы и жирных кислот, сложные эфиры глицерина и жирных кислот, сложные эфиры сорбита и жирных кислот, сложные эфиры пропиленгликоля и жирных кислот, лецитин и т.п., а также их сочетания.
Количество эмульгатора может составлять от приблизительно 0,01 до приблизительно 2 мас.% и, более конкретно, от приблизительно 0,1 до приблизительно 1 мас.% по отношению к суммарной массе маннитной помады, включающей тонкие капиллярные кристаллы. В еще одном варианте выполнения сочетание эмульгатора и улучшающего водоудержание вещества используют в суммарном количестве, составляющем от приблизительно 0,05 до приблизительно 30 мас.% и, более конкретно, от приблизительно 0,1 до приблизительно 10 мас.% по отношению к суммарной массе маннитной помады, включающей тонкие капиллярные кристаллы. Эмульгатор может иметь гидрофильно-липофильный баланс (HLB), составляющий от приблизительно 3 до приблизительно 11.
В маннитную помаду, включающую тонкие капиллярные кристаллы можно вводить дополнительные добавки при том условии, что образуются тонкие капиллярные кристаллы, у которых средняя длина составляет не более чем 30 мкм. Примерные дополнительные добавки включают подкисляющие вещества, ароматизирующие вещества, красящие материалы и т.п., а также их сочетания.
Общий процесс изготовления маннитной помады, включающей тонкие капиллярные кристаллы, включает варку жидкой смеси маннита, некристаллического углевода и воды и перемешивание жидкой смеси при высокой скорости в процессе охлаждения жидкости для получения тонких капиллярных кристаллов, каждый из которых состоит, главным образом, из маннита и имеет среднюю длину, составляющую не более чем 30 мкм. Температуру варки выбирают в зависимости от массового соотношения маннита и некристаллического углевода. Примерная температура варки составляет от приблизительно 100 до приблизительно 134°C при атмосферном давлении и, в частности, от приблизительно 120 до приблизительно 132°C. Температуру варки можно изменять для регулирования влагосодержания помады, которое может составлять 30 мас.% и менее, и, в частности, от приблизительно 10 до приблизительно 20 мас.%. Концентрирование можно необязательно осуществлять при пониженном давлении.
После варки жидкой смеси ее охлаждают до температуры, составляющей от приблизительно 95 до приблизительно 100°C, и затем перемешивают при высокой скорости в процессе охлаждения для получения тонких капиллярных кристаллов. Высокоскоростное перемешивание можно осуществлять при скорости от 55 до 594 об/мин при атмосферном давлении в течение от приблизительно 30 минут до приблизительно 1 часа.
В примерном варианте выполнения маннитную помаду, включающую тонкие капиллярные кристаллы, каждый из которых состоит, главным образом, из маннита и имеет среднюю длину, составляющую не более чем 30 мкм, изготавливают, добавляя 40 г воды в 700 г порошка маннит (поставщик Towa-Kasei Co., Ltd.) и 300 г восстановленной крахмальной патоки HS-300 (поставщик Hayashibara KK) для получения жидкой смеси. Эту жидкую смесь варят при температуре, составляющей вплоть до 128°C, охлаждают до 95°C и подвергают высокоскоростному перемешиванию при скорости от 132 об/мин до 594 об/мин, используя смеситель KM-800 (производитель KENMIX Co., Ltd.), в течение 30 минут, до тех пор, пока не образуются тонкие кристаллы. Аналогичные помады изготавливали, изменяя массовое соотношение порошка маннита и восстановленной крахмальной патоки. При соотношениях порошка D-маннита и восстановленной крахмальной патоки, составляющих 20:80, 30:70, 40:60, 50:50, 60:40 и 70:30, получается помада, которая включает тонкие капиллярные кристаллы, каждый из которых состоит, главным образом, из маннита и имеет среднюю длину, составляющую не более чем 30 мкм, и которая не является грубой, но имеет однородность и устойчивость свойств, которые являются эквивалентными свойствам сахарной помады. При соотношениях порошка D-маннита и восстановленной крахмальной патоки, составляющих 10:90 и 80:20, получается помада, которая является несколько грубой, но все же обладает однородностью и устойчивостью свойств которые являются эквивалентными свойствам сахарной помады. Микроскопический анализ этих помад показал, что помады содержат 90% или более тонких капиллярных кристаллов, у которых средняя длина составляет 30 мкм и менее. При соотношении порошка D-маннита и восстановленной крахмальной патоки, составляющем 70:30, получается более грубая помада, содержащая 90% или более тонких капиллярных кристаллов, у которых средняя длина составляет 50 мкм и более, как показывает микроскопический анализ.
В одном варианте выполнения можно изготавливать помаду, используя кристаллический маннит и сироп гидрированного гидролизата крахмала. Было обнаружено, что жевательные кондитерские композиции можно изготавливать из помады, содержащей сироп гидрированного гидролизата крахмала с повышенным содержанием сорбита, таким образом, что можно ингибировать кристаллизацию маннита в течение достаточно продолжительного времени для введения повышенного количества маннита в помаду во время изготовление, обеспечивать достаточную зернистость после изготовления композиции кондитерского изделия. Сироп гидрированного гидролизата крахмала может содержать сорбит и мальтит в соотношении, составляющем, как правило, от приблизительно 1:0,5 до 1:1,5, в частности, от приблизительно 1:0,8 до 1:1,2, более конкретно, от приблизительно 1:0,9 до приблизительно 1:1,1 и, еще более конкретно, приблизительно 1:1. Когда используют сироп гидрированного гидролизата крахмала, который не обладает желательным соотношением сорбита и мальтита, можно использовать в сочетании сироп гидрированного гидролизата крахмала, имеющий низкое содержание сорбита, и сироп гидрированного гидролизата крахмала, содержащий повышенные количества сорбита (сорбитный сироп), чтобы в результате получить желательное соотношение. Например, сироп гидрированного гидролизата крахмала, содержащий от приблизительно 50 до приблизительно 55% мальтита и приблизительно 8% сорбита можно объединять с сорбитным сиропом, содержащим от приблизительно 45 до приблизительно 54% сорбита. Сорбитный сироп может составлять приблизительно 70% твердых веществ по отношению к массе сорбитного сиропа (содержащего приблизительно от 28,5 до 31,5 мас.% воды) и может содержать от приблизительно 45,0 до приблизительно 54,0 мас.% D-сорбита (например, полиол 70/100, поставляемый фирмой Roquette America, Inc). Количество сиропа гидрированного гидролизата крахмала, который используют для изготовления помады, может составлять от приблизительно 15 до приблизительно 30 мас.% помады с водой, когда используют сорбитный сироп, или от приблизительно 35 до приблизительно 60 мас.% помады с водой, когда не используют сорбитный сироп. Когда используют сорбитный сироп, он может присутствовать в количестве, составляющем от приблизительно 7 до приблизительно 12% массы помады.
Использование сорбитного сиропа в маннитной помаде обеспечивает изготовление жевательной кондитерской композиции при повышенной температуре варки и приводит к тому, что жевательное кондитерское изделие имеет хорошую консистенцию, не является хрупким и обладает минимальной пластической деформацией при низкой температуре («просачиванием») из многослойных структур. Помада на основе маннита, изготовленная без сорбитного сиропа, может содержать вплоть до приблизительно 57 мас.% маннита по отношению к массе помады, когда для изготовления помады используют смесительное оборудование с криволинейной или теплообменной поверхностью. Меньшие количества маннита, составляющие от приблизительно 33 до приблизительно 48 мас.% по отношению к массе помады, можно использовать для изготовления помады при отсутствии сорбитного сиропа, когда многолопастное или другие аналогичное высокомощное интенсивное смесительное оборудование используют в изготовлении жевательного кондитерского изделия. Если используют вытягивание для изготовления маннитной помады, не содержащей сорбитного сиропа, количество маннита уменьшается и составляет приблизительно 22% массы помады. Маннитная помада, изготовленная с сорбитным сиропом, может содержать маннит в количестве, составляющем от приблизительно 35 до приблизительно 60% массы (сухой массы) помады и от приблизительно 25 до приблизительно 40% массы помады, включающей воду.
В еще одном варианте выполнения, жевательные кондитерские композиции можно изготавливать с маннитной помадой, в которой кристаллический полиол представляет собой маннит, у которого медианный размер частиц составляет не более чем 40 мкм, в частности, от приблизительно 1 до приблизительно 35 мкм и, более конкретно, от приблизительно 10 до приблизительно 30 мкм, согласно измерениям методами дифракции лазерного света.
В нескольких вариантах выполнения жевательные кондитерские композиции можно изготавливать без использования помады, когда достаточные количества кристаллических полиолов используют для обеспечения зернистости кондитерской композиции. В одном варианте выполнения кристаллический полиол, такой как описанные выше полиолы, выбирают таким образом, что, по меньшей мере, существенная часть кристаллического полиола имеет очень малый размер частиц для изготовления кондитерского изделия с гладким ощущением во рту. В одном варианте выполнения, кристаллический полиол представляет собой маннит, содержащий кристаллы, у которых средняя длина составляет не более чем 30 мкм, согласно определению методом микроскопического анализа, в частности, содержащий кристаллы, у которых средняя длина составляет от приблизительно 1 до приблизительно 25 мкм.
В одном варианте выполнения изготавливают жевательное кондитерское изделие, в котором не содержится помада, но содержится кристаллический полиол, имеющий очень малый размер частиц, изготавливают, используя высокомощный смеситель, такой как многолопастный смеситель, для получения жевательного продукта, проявляющего минимальную пластическую деформацию при низкой температуре.
В варианте выполнения помаду используют для изготовления жевательного кондитерского изделия в начале непрерывного процесса, используя высокомощный смеситель, но затем ее не используют, поскольку в процессе смеситель постоянно и одновременно содержит некоторое количество исходного материала и конечного материала, что позволяет исходному материалу производить зернистый конечный материал.
Широкое разнообразие одной или более традиционных добавков можно использовать в качестве дополнительных ингредиентов, присутствующих в композиции кондитерского изделия, включая жиры, масла, текстурирующие средства, эмульгаторы, пищевые кислоты, дополнительные подсластители, высокоинтенсивные подсластители, модуляторы запаха или усилители вкуса, ароматизаторы, красящие материалы, лекарственные средства, средства для гигиены полости рта, средства для лечения горла, освежители дыхания, минеральные вспомогательные вещества, наполнители, подкисляющие вещества, буферные вещества, улучшители ощущений (например, нагревающие средства, охлаждающие средства, вызывающие пощипывание средства, шипучие средства), загустители, увлажняющие полость рта средства, усиливающие аромат композиции, антиоксиданты (например, бутилированный гидрокситолуол (BHT), бутилированный гидроксианизол (BHA) или пропилгаллат), консерванты, функциональные ингредиенты (например, освежитель дыхания, ингредиент для гигиены зубов, активный ингредиент, растительный, шипучий ингредиент, подавляющий аппетит ингредиент, витамин, питательный микроэлемент, увлажняющий полость рта ингредиент, ингредиент для лечения горла, придающий заряд бодрости ингредиент, повышающий сосредоточение ингредиент), газы, их смесь и т.п. Некоторые из этих добавок способны служить для более чем одной цели в составе кондитерской композиции. Кроме того, некоторые из этих добавок могут быть, по меньшей мере, частично инкапсулированными.
В одном варианте выполнения дополнительный ингредиент объединяют с основной частью перед введением помадной части.
В еще одном варианте выполнения дополнительный ингредиент добавляют одновременно или после добавления помадной части к основной части.
В следующем варианте выполнения дополнительный ингредиент представляет собой необязательный компонент основной части.
Кондитерская композиция можно дополнительно включать определенные типы и количества текстурирующего вещества, чтобы обеспечивать желательный интервал текстурных характеристик для конечных кондитерских изделий, от мягкой и гибкой жевательной композиции до жесткого и хрупкого материала. Когда в жевательной кондитерской композиции используют повышенное количество текстурирующего вещества, такого как желатин, композиция имеет повышенную консистенцию и склонна проявлять меньшую пластическую деформацию при низкой температуре при изготовлении многослойных изделий.
Текстурирующее вещество можно выбирать из группы, которую составляют желатин (свиной, говяжий и т.д.), другие гидроколлоидные материалы, а также их сочетания.
Прочность геля желатина, которую выражает число Блума (Bloom), может составлять не менее чем приблизительно 125, в частности, не менее чем приблизительно 200, более конкретно, от приблизительно 130 до приблизительно 250.
Примерные гидроколлоидные материалы представляют собой пектин, гуммиарабик, камедь акации, альгинаты, агар-агар, каррагинаны, гуаровая камедь, ксантановая камедь, камедь плодов рожкового дерева, желатин, геллановая камедь, галактоманнаны, трагакантовая камедь, камедь карайи, курдлан, конжаковая камедь, хитозан, ксилоглюкан, бета-глюкан, фурцелларан, камедь гхатти, тамарин и бактериальные слизи.
В случае его использования количество текстурирующего вещества, в частности, желатина, в кондитерской композиции может составлять от приблизительно 0,5 до приблизительно 3,0%, в частности, от приблизительно 1,0 до приблизительно 2,5% и, более конкретно, от приблизительно 1,5 до приблизительно 2,0% массы кондитерской композиции.
Кондитерская композиция может дополнительно содержать масло или жир. Подходящие масла и жиры для использования в кондитерских композициях включают частично или полностью гидрированные растительные или животные жиры, такие как кокосовое масло, кукурузное масло, хлопковое масло, косточковое пальмовое масло, арахисовое масло, кунжутное масло, соевое масло, говяжий жир и свиное сало, в числе прочих, а также масло какао, молочный жир, глицерид и т.п.
Масло или жир в кондитерской композиции может содержать транс-изомеры жирных кислот, другие изомеры жирных кислот или их сочетание. В одном варианте выполнения, масло или жир не содержит транс-изомеров жирных кислот.
В одном варианте выполнения, йодное число жира/масла может составлять приблизительно 10 или менее, в частности, 5 или менее. В еще одном варианте выполнения йодное число жира/масла может составлять от приблизительно 45 до приблизительно 55, в частности, от приблизительно 48 до приблизительно 53. В рамках данного варианта выполнения в жире/масле могут содержаться мононенасыщенные жирные кислоты.
Количество масла/жира, присутствующего в кондитерской композиции может составлять от приблизительно 2,0 до приблизительно 6,0%, в частности, от приблизительно 3,0 до приблизительно 5,0% массы кондитерской композиции.
В одном варианте выполнения, жевательная кондитерская композиция содержит масло/жир, у которого температура плавления близка к температуре тела, что обеспечивает хорошее высвобождение ароматизатора и хорошую жевательную текстуру при потреблении кондитерской композиции. Температура плавления может составлять от приблизительно 35 до приблизительно 40°C, в частности, от приблизительно 36 до приблизительно 39°C и, более конкретно, от приблизительно 37 до приблизительно 38°C.
В одном варианте выполнения, жир/масло представляет собой пальмовое масло, гидрированное кокосовое масло, а также их сочетания.
Кондитерская композиция может дополнительно содержать эмульгатор. Когда эмульгатор используют в жевательной кондитерской композиции, он способствует увеличению степени аэрации, которая может быть достигнута в кондитерском изделии, и в результате этого улучшается общая консистенция кондитерской композиции. Повышение консистенция приводит к минимальной пластической деформации при низкой температуре жевательной кондитерской композиции и ее вытеканию из многослойной структуры во время обработки и хранения. Подходящие эмульгаторы включают глицерилмоностеарат, лецитин, моноглицериды и диглицериды жирных кислот, моностеарат пропиленгликоля, а также их сочетания.
Эмульгатор может присутствовать в кондитерской композиции в количестве, составляющем от приблизительно 0,1 до приблизительно 1,0% массы кондитерской композиции, в частности, от приблизительно 0,15 до приблизительно 0,8 и, более конкретно, от приблизительно 0,2 до приблизительно 0,6 мас.%.
В одном варианте выполнения конкретный эмульгатор представляет собой сочетание лецитина и глицерилмоностеарата, причем соотношение лецитина и глицерилмоностеарата составляет от приблизительно 1:1 до приблизительно 1:50, в частности, от приблизительно 1:2 до приблизительно 1:20 и, более конкретно, от приблизительно 1:5 до приблизительно 1:7.
Количество лецитина, которое присутствует в жевательной кондитерской композиции, может составлять от приблизительно 0,001 до приблизительно 0,1 мас.%, в частности, от приблизительно 0,01 до приблизительно 0,06 мас.% и, более конкретно, от приблизительно 0,03 до приблизительно 0,04 мас.%. Количество глицерилмоностеарата, которое присутствует в жевательной кондитерской композиции, может составлять от приблизительно 0,01 до приблизительно 0,7 мас.%, в частности, от приблизительно 0,1 до приблизительно 0,5 мас.% и, более конкретно, от приблизительно 0,2 до приблизительно 0,4 мас.%.
В одном варианте выполнения кондитерская композиция включает эмульгатор и текстурирующее вещество, причем соотношение суммарного количества эмульгатора и суммарного количества текстурирующего вещества составляет от приблизительно от 1:6 до приблизительно 1:9.
Кондитерская композиция может дополнительно включать пищевую кислоту или соответствующую соль. Примерные пищевые кислоты и соли пищевых кислот включают такие кислоты, как уксусная кислота, адипиновая кислота, аскорбиновая кислота, масляная кислота, лимонная кислота, муравьиная кислота, фумаровая кислота, глюконовая кислота, молочная кислота, фосфорная кислота, яблочная кислота, щавелевая кислота, янтарная кислота, винная кислота, а также их сочетания, и соответствующие соли щелочных металлов (например, дигидрат цитрата натрия).
В одном варианте выполнения кондитерская композиция содержит две или более различных пищевых кислот/солей, например, таких как лимонная кислота и яблочная кислота. В одном варианте выполнения пищевая кислота представляет собой сочетание лимонной и яблочной кислот, которые присутствуют в соотношении, составляющем приблизительно 2:1, в частности, приблизительно 1,5:1 и, более конкретно, приблизительно 1:1 лимонной/яблочной кислот.
Пищевая кислота или соответствующая соль может присутствовать в кондитерской композиции в количестве, составляющем от приблизительно 0,5 до приблизительно 4,0% массы кондитерской композиции, в частности, от приблизительно 1,0 до приблизительно 3,75 мас.% и, более конкретно, от приблизительно 1,5 до приблизительно 3,0 мас.%.
Термин «высокоинтенсивный подсластитель» при использовании в настоящем документе означает вещество, у которого сладость составляет более чем сладость сахарозы. В некоторых вариантах выполнения высокоинтенсивный подсластитель имеет сладость, которая, по меньшей мере, в 100 раз превышает сладость сахара (сахарозы) по отношению к массе, в частности, по меньшей мере, в 500 раз превышает сладость сахара по отношению к массе. В одном варианте выполнения высокоинтенсивный подсластитель имеет сладость, которая, по меньшей мере, в 1000 раз превышает сладость сахара по отношению к массе, более конкретно, по меньшей мере, в 5000 раз превышает сладость сахара по отношению к массе. Высокоинтенсивный подсластитель можно выбирать из широкого разнообразия материалов, включая растворимые в воде подсластители, растворимые в воде искусственные подсластители, растворимые в воде подсластители, полученные из встречающихся в природе растворимых в воде подсластителей, подсластители на основе дипептидов, и подсластители на основе белков. Можно использовать сочетания, включающий один или более подсластителей или один или более из перечисленных выше типов подсластителей. Без ограничения конкретными подсластителями, представительные категории и примеры включают следующие:
растворимые в воде подсластители, такие как дигидрохальконы, монеллин, стевиозиды, ребаудиозиды, глицирризин, дигидрофлавенол, монатин, и амиды сложных эфиров L-аминодикарбоновых кислот и аминоалкеновых кислот, такие как вещества, описанные в патенте США № 4619834, а также их сочетания;
растворимые в воде искусственные подсластители, такие как растворимый соли сахарина, т.е. натриевая или кальциевая соли сахарина, цикламатные соли, соли ацесульфама, такие как натриевая, аммониевая или кальциевая соль 3,4-дигидро-6-метил-1,2,3-оксатиазин-4-он-2,2-диоксида, калиевая соль 3,4-дигидро-6-метил-1,2,3-оксатиазин-4-он-2,2-диоксида (ацесульфам-K), свободная кислотная форма сахарина, а также их сочетания; подсластители на основе дипептидов, например, подсластители на основе производных L-аспарагиновой кислоты, такие как метиловый эфир L-аспартил-L-фенилаланина (аспартам) и вещества, описанные в патенте США № 3492131, L-альфа-аспартил-N-(2,2,4,4-тетраметил-3-тиэтанил)-D-аланинамидгидрат (алитам), метиловые эфиры L-аспартил-L-фенилглицерина и L-аспартил-L-2,5-дигидрофенил-глицина, L-аспартил-2,5-дигидро-L-фенилаланин; L-аспартил-L-(1-циклогексен)-аланин, неотам, а также их сочетания;
растворимые в воде подсластители, полученные из встречающихся в природе растворимых в воде подсластителей, такие как стевиозиды, ребаудиозиды, хлорированные производные обычного сахара (сахарозы), например, хлордеоксисахарные производные, такие как производные хлордеоксисахарозы или хлордеоксигалактосахарозы, известные, например, под товарным наименованием Sucralose (сукралоза); примеры производных хлордеоксисахарозы и хлордеоксигалактосахарозы включают, но не ограничиваются этим следующие: 1-хлор-1′-деоксисахароза; 4-хлор-4-деокси-альфа-D-галактопиранозил-альфа-D-фруктофуранозид, или 4-хлор-4-деоксигалактосахароза; 4-хлор-4-деокси-альфа-D-галактопиранозил-1-хлор-1-деокси-бета-D-фрукто-фуранозид, или 4,1′-дихлор-4,1′-дидеоксигалактосахароза; 6′-дихлор-1′,6′-дидеоксисахароза; 4-хлор-4-деокси-альфа-D-галактопиранозил-1,6-дихлор-1,6-дидеокси-бета-D-фруктофуранозид, или 4,1′,6′-трихлор-4,1′,6′-тридеоксигалактосахароза; 4,6-дихлор-4,6-дидеокси-альфа-D-галактопиранозил-6-хлор-6-деокси-бета-D-фруктофуранозид, или 4,6,6′-трихлор-4,6,6′-тридеоксигалактосахароза; 6,6′-трихлор-6,1′,6′-тридеоксисахароза; 4,6-дихлор-4,6-дидеокси-альфа-D-галакто-пиранозил-1,6-дихлор-1,6-дидеокси-бета-D-фруктофуранозид, или 4,6,1′,6′-тетрахлор-4,6,6′-тетрадеоксигалакто-сахароза; 4,6,1′,6′-тетрадеокси-сахароза, а также их сочетания;
подсластители на основе белков, такие как вещества, полученные из плодов катемфе (Thaumaoccous danielli), и талин а также их сочетания; и подсластители на основе аминокислот.
Высокоинтенсивный подсластитель можно использовать в разнообразии различных физических форм, например, в формах, которые, как известно в технике, обеспечивают начальное резко растущее ощущение сладости и/или продолжительное ощущение сладости. Без ограничения данными примерами, эти физические формы включают свободные формы (например, полученные распылительной сушкой или порошкообразные), гранулированные формы, инкапсулированные формы, а также их сочетания.
Сладкий вкус кондитерского изделия могут обеспечивать модуляторы запаха или усилители вкуса и/или ароматизирующие вещества, а также подсластители. Ароматизирующие усилители вкуса могут состоять из материалов, которые делают более интенсивным, дополняют, модифицируют или усиливают вкусовое или ароматическое восприятие исходного материала без введения своих собственных характеристик ощущения вкуса или запаха. Модуляторы запаха могут вводить свои собственные характеристики, которые дополняют или устраняют характеристики других компонентов. В некоторых вариантах выполнения можно использовать модуляторы запаха или усилители вкуса, которые предназначены, чтобы интенсифицировать, дополнять, модифицировать или усиливать восприятие запаха, сладости, кислоты, белкового вкуса, кокуми, солености, а также их сочетания. Таким образом, добавление модуляторов запаха или усилителей вкуса может изменять общий вкус продукта питания. Например, ароматизаторы могут представлять собой композитные материалы, которые обеспечивают дополнительные сладкие оттенки вкуса за счет введения модуляторов запаха или усилителей вкуса, таких как ваниль, ванилин, этилмальтол, фурфураль, этилпропионат, лактоны, а также их сочетания.
Примерные модуляторы запаха или усилители вкуса включают глицирризинат моноаммония, глицирризинаты солодки, померанец, алапиридаин, внутреннюю соль алапиридаин-(N-(1-карбоксиэтил)-6-(гидроксиметил)пиридиний-3-ол), миракулин, куркулин, строгин, мабинлин, джимнемовую кислоту, цинарин, глупиридаин, пиридиниевые бетаиновые соединения, неотам, тауматин, неогесперидин дигидрохалькон, тагатозу, трегалозу, мальтол, этилмальтол, ванильный экстракт, ванильное масло, ванилин, экстракт сахарной свеклы (спиртовой экстракт), эссенцию сахарного тростника (спиртовой экстракт), соединения, которые соответствуют связанным с белком G рецепторами (T2Rs и TIRs), а также их сочетания. В некоторых вариантах выполнения используют сахарные кислоты, хлорид натрия, хлорид калия, гидросульфат натрия, а также их сочетания. В других вариантах выполнения используют глутаматы, такие как мононатрия глутамат, монокалия глутамат, гидролизованный растительный белок, гидролизованный животный белок, дрожжевой экстракт, а также их сочетания. Следующие примеры включают аденозинмонофосфат (AMP), глутатион и нуклеотиды, такие как инозинмонофосфат, динатрия инозинат, ксантозинмонофосфат, гуанилата монофосфат, а также их сочетания. Следующие примеры ароматизирующих и усиливающих вкус композиций, которые создают вкус кокуми, также описаны в патенте США № 5679397 (Kuroda и др.).
Количество модуляторов запаха, ароматизирующих усилителей вкуса и ароматизаторов, используемых в настоящем изобретении, может быть предметом превосходства по отношению к таким факторам, как тип конечной композиции продуктов питания, индивидуальный ароматизатор, используемая основа кондитерского изделия и желательная сила ароматизатора. Таким образом, количество ароматизирующего вещества можно варьировать для получения результата, желательного в конечном продукте, и такие вариации находятся в пределах возможностей специалистов в данной области техники, у которых нет необходимости нецелесообразного экспериментирования.
Ароматизирующие вещества, которые можно использовать, включают искусственные или натуральные ароматизаторы, известные в технике, например, синтетические ароматизирующие масла, натуральные ароматизирующие вещества и/или масла, экстракционные эфирные масла, экстракты, полученные из растений, листьев, цветов, плодов и т.п., а также их сочетания. Неограничительные представительные ароматизаторы включают масла, такие как масло кудрявой мяты, коричное масло, масло гаультерии (метилсалицилат), масло перечной мяты, гвоздичное масло, лавровое масло, анисовое масло, эвкалиптовое масло, тимьяновое масло, масло кедрового листа, мускатное масло, масло душистого перца, масло мускатного шалфея, масло мускатного ореха, масло горького миндаля, масло кассии, и масла цитрусовых, таких как лимон, апельсин, лайм, грейпфрут, ваниль, эссенции плодов, в том числе таких, как яблоко, груша, персик, виноград, клубника, малина, ежевика, вишня, слива, ананас, абрикос, банан, дыня, тропические фрукты, манго, мангустан, гранат, папайя, мед лимон, и т.п., а также их сочетания. Специфические ароматизирующие вещества представляют собой виды мяты, такие как перечная мята, кудрявая мята, а также искусственная ваниль, производные корицы и разнообразные фруктовые ароматизаторы.
Другие типы ароматизирующих веществ включают разнообразные альдегиды и сложные эфиры, такие как циннамилацетат, циннамальдегид, цитральдиэтилацеталь, дигидрокарвилацетат, эвгенилформиат, п-метиланизол, ацетальдегид (яблоко), бензальдегид (вишня, миндаль), анисовый альдегид (солодка, анис), коричный альдегид (корица), цитраль, т.е. альфа-цитраль (лимон, лайм), нераль, т.е. бета-цитраль (лимон, лайм), деканаль (апельсин, лимон), этилванилин (ваниль, сливки), гелиотроп, т.е. пиперональ (ваниль, сливки), ванилин (ваниль, сливки), альфа-амил циннамальдегид (пряные фруктовые ароматизаторы), бутиральдегид (сливочное масло, сыр), валеральдегид (сливочное масло, сыр), цитронеллаль (множество модифицированных типов), деканаль (цитрусовые фрукты), альдегид C-8 (цитрусовые фрукты), альдегид C-9 (цитрусовые фрукты), альдегид C-12 (цитрусовые фрукты), 2-этилбутиральдегид (ягоды), транс-2-гексеналь (ягоды), толиловый альдегид (вишня, миндаль), вератральдегид (ваниль), 2,6-диметил-5-гептеналь, т.е. мелональ (дыня), 2,6-диметилоктаналь (зеленые фрукты), и 2-додеканаль (цитрус, мандарин).
Ароматизирующее вещество можно использовать в жидкой или твердой форме. Когда их используют в твердой (сухой) форме, можно использовать подходящий способ сушки, такой как распылительная сушка масла. В качестве альтернативы, ароматизирующее вещество можно инкапсулировать, абсорбировать способами, известными в технике, на растворимых в воде материалах, таких как, например, целлюлоза, крахмал, сахар, мальтодекстрин, гуммиарабик, и т.п. В некоторых вариантах выполнения ароматизирующие вещества можно использовать в физических формах, эффективно обеспечивающих начальное резкое возрастание аромата или продолжительное ощущение аромата.
Улучшающие ощущения соединения могут включать охлаждающие средства, нагревающие средства, вызывающие пощипывание средства, шипучие средства, а также их сочетания. Охлаждающие средства представляют собой добавки, которые производят охлаждающий или освежающий эффект в полости рта, в носовой полости или на поверхности кожи. Например, к числу полезных охлаждающих средств относятся ментан, ментон, кетали, ментонкетали, ментонглицеринкетали, замещенные п-ментаны, ациклические карбоксамиды, мономентилглутарат, замещенные циклогексанамиды, замещенные циклогексанкарбоксамиды, замещенные мочевины и сульфонамиды, замещенные ментанолы, гидроксиметильные и гидроэтильные производные п-ментана, 2-меркаптоциклодеканон, гидроксикарбоновые кислоты, содержащие от 2 до 6 атомов углерода, циклогексанамиды, ментилацетат, ментилсалицилат, N,2,3-триметил-2-изопропилбутанамид (WS-23), N-этил-2,2-диизопропилбутанамид, N-этил-п-ментан-3-карбоксамид (WS-3), этиловый эфир N-[[5-метил-2-(1-метилэтил)циклогексил]карбонил]глицина (WS-5), а также практически чистый этиловый эфир N-[[5-метил-2-(l-метилэтил)циклогексил]карбонил]глицина, как описано в патенте США № 7189760 (Erman и др.), который во всей своей полноте включается в настоящий документ посредством ссылки, изопулегол, ментилоксипропандиол, 3-(1-пентокси)пропан-l,2-диол, 3-(1-ментокси)-2-метилпропан-1,2-диол, п-ментан-2,3-диол, п-ментан-3,8-диол, 6-изопропил-9-метил-1,4-диоксаспиро[4,5]декан-2-метанол, ментилсукцинат и соответствующие соли щелочноземельных металлов, триметилциклогексанол, N-этил-2-изопропил-5-метилциклогексанекарбоксамид, масло японской мяты, масло перечной мяты, 3-(1-ментокси)этан-1-ол, 3-(1-ментокси)пропан-1-ол, 3-(1-ментокси)бутан-1-ол, 1-ментилуксусная кислота N-этиламид, 1-ментил-4-гидроксипентаноат, 1-ментил-3-гидроксибутират, N,2,3-триметил-2-(l-метилэтил)-бутанамид, н-этил-т-2-с-6-нонадиенамид, N,N-диметилментилсукцинамид, замещенные п-ментаны, замещенные п-ментан-карбоксамиды, 2-изопропанил-5-метилциклогексанол (от фирмы Hisamitsu Pharmaceuticals, далее называется «изопрегол»); ментонглицеринкетали (FEMA 3807, товарное наименование FRESCOLAT® тип MGA); 3-1-ментоксипропан-1,2-диол (от фирмы Takasago, FEMA 3784); и ментиллактат (от фирмы Haarman & Reimer, FEMA 3748, товарное наименование FRESCOLAT® тип ML), WS-30, WS-14, эвкалиптовый экстракт (п-мента-3,8-диол), ментол (его натуральные или синтетические производные), ментолпропиленгликолькарбонат, ментолэтиленгликолькарбонат, ментолглицериловый эфир, N-трет-бутил-п-ментан-3-карбоксамид, сложный эфир глицерина и п-ментан-3-карбоновой кислоты, метил-2-изпропилбицикло[2,2,1]гептан-2-карбоксамид; ментолметиловый эфир, ментилпирролидонкарбоксилат; 2,5-диметил-4-(1-пирролидинил)-3(2H)-фуранон; циклические альфа-кетоенмины, циклотеновые производные, такие как циклопентены, включая 3-метил-2-(1-пирролидинил)-2-циклопентен-1-он и 5-метил-2-(1- пирролидинил)-2-циклопентен-1-он, соединения формулы:
где B выбирают из следующих групп: H, CH3, C2H5, OCH3, OC2H5 и OH, и где A представляет собой фрагмент формула-CO-D, где в D выбирают из следующих групп: (i)-NR1R2, причем R1 и R2 независимо выбирают из атома H и содержащих от 1 до 8 атомов углерода линейных или разветвленных алифатических, алкоксиалкильных, гидроксиалкильных, аралифатических и циклоалкильных групп, или R1 и R2 вместе с атомом азота, к которому они присоединены, образуют часть необязательно замещенного пяти- или шестичленного гетероциклического кольца; (ii)-NIICH2COOCH2CH3, -NHCH2CONH2, -NHCH2CH2OCH3, -NHCH2CH2OH, -NHCH2CH(OH)CH2OH; и (iii) фрагмент, выбранный из группы, которую составляют:
как описано в международной патентной заявке PCT WO2006/125334 (Bell и др.), которая во всей своей полноте включается в настоящий документ посредством ссылки, в числе прочих. Другие соединения включают альфа-кетоенамины, описанные в патенте США № 6592884 (Hofmann и др.), который во всей своей полноте включается в настоящий документ посредством ссылки. Эти и другие подходящие охлаждающие средства подробно описаны в следующих патентах США, все из которых во всей своей полноте включаются в настоящий документ посредством ссылки: №№ 4230688, 4032661, 4459425, 4178459, 4296255, 4136163, 5009893, 5266592, 5698181, 6277385, 6627233, 7030273. Другие подходящие охлаждающие средства подробно описаны в следующих патентных заявках США, все из которых во всей своей полноте включаются в настоящий документ посредством ссылки: №№ 2005/0222256 и 2005/0265930.
Нагревающие компоненты можно выбирать из широкого разнообразия соединений, известных тем, что они передают пользователю сигнал ощущения тепла. Эти соединения обеспечивают воспринимаемое ощущение тепла, в частности, в полости рта, и часто усиливают восприятие ароматизаторов, подсластителей и другие органолептических компонентов. В число полезных нагревающих соединений входят н-бутиловый эфир ванилинового спирта (TK-1000), поставляемый фирмой Takasago Perfumary Company Limited (Токио, Япония), н-пропиловый эфир ванилинового спирта, изопропиловый эфир ванилинового спирта, изобутиловый эфир ванилинового спирта, н-амиловый эфир ванилинового спирта, изоамиловый эфир ванилинового спирта, н-гексиловый эфир ванилинового спирта, метиловый эфир ванилинового спирта, этиловый эфир ванилинового спирта, гингерол, шогаол, парадол, зингерон, капсаицин, дигидрокапсаицин, нордигидрокапсаицин, гомокапсаицин, гомодигидрокапсаицин, этанол, изопропиловый спирт, изоамиловый спирт, бензиловый спирт, глицерин, а также их сочетания.
В некоторых вариантах выполнения вызывающие пощипывание средства можно использовать, чтобы вызывать у пользователя ощущения пощипывания, покалывания или онемения. Вызывающие пощипывание средства включают, но не ограничиваются этим следующие вещества: экстракционное эфирное масло джамбу или бразильского кресса (вид рода Spilanthes), в котором активный ингредиент представляет собой спилантол; экстракт японского перца (Zanthoxylum peperitum), включающий ингредиенты, известные как сааншоол-I, сааншоол-II и сааншоамид; периллартин; 4-(1-ментоксиметил)-2-фенил-1,3-диоксолан; экстракт черного перца (piper nigrum), включающий активные ингредиенты чавицин и пиперин; экстракт эхинацеи; экстракт желтого дерева (Zanthoxylum americanum); транс-пеллиторин и экстракционное эфирное масло красного перца. В некоторых вариантах выполнения можно использовать алкиламиды, экстрагированные из таких материалов, как экстракт джамбу или саншол. Кроме того, в некоторых вариантах выполнения, создается ощущение шипучести. Такая шипучесть возникает, когда объединяют щелочной материал и кислый материал, причем один или оба из них могут быть инкапсулированными. В некоторых вариантах выполнения щелочной материал может включать карбонаты щелочных металлов, бикарбонаты щелочных металлов, карбонаты щелочноземельных металлов, бикарбонаты щелочноземельных металлов и их смеси. В некоторых вариантах выполнения кислый материал может включать такие кислоты, как уксусная кислота, адипиновая кислота, аскорбиновая кислота, масляная кислота, лимонная кислота, муравьиная кислота, фумаровая кислота, глюконовая кислота, молочная кислота, фосфорная кислота, яблочная кислота, щавелевая кислота, янтарная кислота, винная кислота и их сочетания. Примеры улучшителей ощущений типа «пощипывания» включают вещества, описанные в патентах США №№ 6780443, 6159509, 5545424 и 5407665, каждый из которых во всей своей полноте включается в настоящий документ посредством ссылки.
Кондитерские композиции, описанные в настоящем документе, можно составлять, включая значительные количества ароматизаторов, которые не используются в традиционных кондитерских изделиях, чтобы создавать начальное резкое усиление аромата в сочетании с профилем продолжительного действия ароматизатором. Типичные количества ароматизаторов, которые присутствуют в кондитерских изделиях, составляют от 0,5 до 0,6 мас.% по отношению к суммарной массе кондитерских изделий. Часть кондитерского изделия в кондитерской композиции может содержать ароматизирующие вещества, модуляторы запаха, ароматизирующие усилители вкуса, улучшители ощущений, а также их сочетания в количестве, составляющем от приблизительно 0,75 до приблизительно 2,0% или более по отношению к массе композиции кондитерского изделия. Возникают технологические затруднения, когда ароматизирующие вещества добавляют к основной части в количествах, превышающих количество, которое можно вводить достаточно быстро, чтобы предотвратить вытекание ароматизирующего вещества из массы кондитерского изделия и его оставление на смесительном оборудовании. Было обнаружено, что ароматизирующие вещества, в частности, маслянистые ароматизирующие вещества, склонны сопротивляться введению в массу кондитерского изделия при их введении в больших количествах. Были разработаны конкретные технологические методики, чтобы преодолевать затруднения при введении больших количеств ароматизаторов путем внедрения ароматизирующих веществ в помаду или путем предварительного приготовления смеси пищевой кислоты и ароматизирующего вещества, которая подлежит последующему введению в основную часть.
В одном варианте выполнения помада включает ароматизирующие вещества, модуляторы запаха, ароматизирующие усилители вкуса, улучшители ощущений, а также их сочетания для обеспечения высоких уровней ароматизаторов в не содержащих сахара кондитерских композициях. Количество ароматизирующего вещества, которое присутствует в помаде, может составлять от приблизительно 0,01 до приблизительно 5,0% помады, в частности, от приблизительно 1,0 до приблизительно 4,0% и, более конкретно, от приблизительно 2,0 до приблизительно 3,0% массы помады.
В конкретном варианте выполнения ароматизирующие вещества, модуляторы запаха, ароматизирующие усилители вкуса, улучшители ощущений, а также их сочетания объединяют с эмульгатором и смешивают с помадой перед введением помады в основную часть. Примерные эмульгаторы представляют собой эмульгаторы, которые обсуждались выше, в частности, лецитин. Количество ароматизирующих и других веществ, которые объединяют с эмульгатором, может составлять от приблизительно 1,0 до приблизительно 11,25 мас.%, в частности, от приблизительно 2,0 до приблизительно 7,5 мас.% и, более конкретно, приблизительно 4,5 мас.% по отношению к суммарной массе помады. Количество эмульгатора, который объединяют с ароматизирующими и другими веществами, может составлять от приблизительно 0,02 до приблизительно 0,5 мас.%, в частности, от приблизительно 0,4 до приблизительно 0,25 мас.% и, более конкретно, приблизительно 0,1 мас.% по отношению к суммарной массе помады.
В еще одном варианте выполнения изготавливают предварительную смесь пищевой кислоты и ароматизирующего вещества, которую затем вводят в основную часть для достижения высоких уровней ароматизирующего вещества в конечной композиции. Эту предварительную смесь можно изготавливать путем смешивания избыточного по массе количества пищевой кислоты и количества ароматизирующего вещества для получения пасты, в которой массовое соотношение пищевой кислоты и ароматизирующего вещества составляет, в частности, приблизительно 20:1, более конкретно, приблизительно 10:1, еще более конкретно, приблизительно 5:1 и, еще более конкретно, приблизительно 1:1. Ароматизирующее вещество абсорбируется пищевой кислотой, и в результате этого сокращается к минимуму испарение ароматизатора и, соответственно, потеря ароматизатора во время смешивания, как обсуждается выше.
В одном варианте выполнения, не содержащая сахара часть кондитерского изделия содержит в небольших количествах высушенные распылением ароматизирующие вещества, в частности, менее чем 10 мас.% суммарного количества ароматизирующего вещества представляет собой высушенное распылением ароматизирующее вещество, более конкретно, практически отсутствует высушенное распылением ароматизирующее вещество, и, еще более конкретно, высушенное распылением ароматизирующее вещество полностью отсутствует. Высушенные распылением ароматизирующие вещества часто содержат другие материалы, такие как мальтодекстрин, крахмал или целлюлоза, в дополнение к ароматизатору, что может влиять на баланс кристаллизации полиола в части кондитерского изделия, затрудняя достижение им желательной зернистости/консистенции текстуры, и в результате этого могут получаться ароматизаторы, которые не являются чистыми.
Красящие материалы (красители, краски, пигменты) можно использовать в количествах, которые являются эффективными для придания желательного цвета кондитерской композиции. Подходящие красящие материалы включают пигменты, которые можно вводить в количестве, составляющем вплоть до приблизительно 6% массы композиции. Например, диоксид титана можно вводить в количестве, составляющем вплоть до приблизительно 2 мас.% и, в частности, менее чем приблизительно 1 мас.% по отношению к массе композиции. Кроме того, подходящие красящие материалы включают натуральные пищевые красители, а также красители, подходящие для изготовления продуктов питания, лекарственных средств и косметических изделий (FD&C). В число подходящих красителей входят экстракт аннатто (E160b), биксин, норбиксин, астаксантин, обезвоженная свекла (свекольный порошок), свекольный красный/бетанин (E162), ультрамариновый синий, кантаксантин (E161g), криптоксантин (E161c), рубиксантин (E161d), виоланксантин (E161e), родоксантин (E161f), карамель (E150(a-d)), бета-апо-8′-каротиналь (E160e), бета-каротин (E160a), альфа-каротин, гамма каротин, этиловый сложный эфир бета-апо-8-каротиналя (E160f), флавоксантин (E161a), лютеин (E161b), экстракт кошенили (E120), кармин (E132), кармуазин/азорубин (E122), хлорофиллин натрия и меди (E141), хлорофилл (E140), обжаренная частично обезжиренная приготовленная хлопковая мука, глюконат железа(II), лактат железа(II), виноградный цветной экстракт, экстракт кожицы винограда (эноцианин), антоцианины (E163), мука из водоросли гематококка, синтетический оксид железа, оксиды и гидроксиды железа (E172), фруктовый сок, растительный сок, высушенная мука из водорослей, мука и экстракт бархатцев (Aztec marigold), морковное масло, масло кукурузного эндосперма, паприка, масло паприки, дрожжи пфаффии, рибофлавин (E101), шафран, диоксид титана, куркума (E100), масло куркумы, амарант (E123), капсантин/капсорбин (E160c), ликопен (E160d), FD&C синий № 1, FD&C синий № 2, FD&C зеленый № 3, FD&C красный № 3, FD&C красный № 40, FD&C желтый № 5 и FD&C желтый № 6, тартразин (E102), хинолиновый желтый (E104), желтый закат (E110), пунцовый (E124), эритрозин (E127), патентованный синий V (E131), диоксид титана (E171), алюминиевый (E173), серебряный (E174), золотой (E175), пигмент рубиновый/литол рубиновый BK (E180), карбонат кальция (E170), уголь (E153), черный PN/бриллиантовый черный BN (E151), зеленый S/кислый бриллиантовый зеленый BS (E142), а также их сочетания. В некоторых вариантах выполнения сертифицированные красители могут включать алюминиевые красители FD&C, а также их сочетания. Полный список всех красителей FD&C и их соответствующие химические структуры представляет Энциклопедия по химической технологии Kirk-Othmer, третье издание, том 5, с. 857-884, причем данный текст включается в настоящий документ посредством ссылки.
Примерные освежители дыхания включают цитрат цинка, ацетат цинка, фторид цинка, цинка аммония и цинка, бромид цинка, йодид цинка, хлорид цинка, нитрат цинка, фторсиликат цинка, глюконат цинка, тартрат цинка, сукцинат цинка, формиат цинка, хромат цинка, фенолсульфонат цинка, дитионат цинка, сульфат цинка, нитрат серебра, салицилат цинка, глицерофосфат цинка, нитрат меди, хлорофилл, медный комплекс хлорофилла, хлорофиллин, гидрированное хлопковое масло, диоксид хлора, бета-циклодекстрин, цеолит, материал на основе диоксида кремния, материал на основе углерода, ферменты, такие как лакказа, а также их сочетания. Освежители дыхания могут включать эфирные масла, а также разнообразные альдегиды и спирты. Эфирные масла, используемые в качестве освежителей дыхания, могут включать масла таких растений, как кудрявая мята, перечная мята, гаультерия, сассафрас, хлорофилл, цитраль, гераниол, кардамон, гвоздика, шалфей, карвакрол, эвкалипт, кардамон, экстракт коры магнолии, майоран, корица, лимон, лайм, грейпфрут, апельсин, а также их сочетания. Можно использовать альдегиды, такие как коричный альдегид и салициловый альдегид. Кроме того, в качестве освежители дыхания могут функционировать химические вещества, такие как ментол, карвон, изогарригол и анетол.
Примерные увлажняющие полость рта средства включают стимуляторы слюноотделения, например, кислоты и соли, такие как уксусная кислота, адипиновая кислота, аскорбиновая кислота, масляная кислота, лимонная кислота, муравьиная кислота, фумаровая кислота, глюконовая кислота, молочная кислота, фосфорная кислота, яблочная кислота, щавелевая кислота, янтарная кислота, и винная кислота. Увлажняющие полость рта средства могут включать гидроколлоидные материалы, которые увлажняют и могут прикрепляться к поверхности полости рта, вызывая ощущение увлажнения полости рта. Гидроколлоидные материалы могут включать встречающиеся в природе материалы, такие как растительные экссудаты, полученные из семян камеди и экстракты водорослей, или они могут представлять собой химически модифицированные материалы, такие как производные целлюлозы, крахмала или натурального каучука. Кроме того, в число гидроколлоидных материалов могут входить пектин, гуммиарабик, камедь акации, альгинаты, агар-агар, каррагинаны, гуаровая камедь, ксантановая камедь, камедь плодов рожкового дерева, желатин, геллановая камедь, галактоманнаны, трагакантовая камедь, камедь карайи, курдлан, конжаковая камедь, хитозан, ксилоглюкан, бета-глюкан, фурцелларан, камедь гхатти, тамарин и бактериальные слизи. Увлажняющие полость рта средства могут включать модифицированные натуральные камеди, такие как альгинат пропиленгликоля, карбоксиметильное производное камеди плодов рожкового дерева, низкометоксилированный пектин, а также их сочетания. Можно использовать модифицированные целлюлозы, такие как микрокристаллическая целлюлоза, карбоксиметилцеллюлоза (CMC), метилцеллюлоза (MC), гидроксипропилметилцеллюлоза (HPCM), гидроксипропилцеллюлоза (MPC), а также их сочетания.
Аналогичным образом, можно использовать увлажняющие вещества, которые способы обеспечивать восприятие увлажнения полости рта. Такие увлажняющие вещества могут включать глицерин, сорбит, полиэтиленгликоль, эритрит, ксилит, а также их сочетания. Кроме того, в некоторых вариантах выполнения жиры способны обеспечивать восприятие увлажнения полости рта. Такие жиры могут включать содержащие средние цепочки триглицериды, растительные масла, рыбий жир, минеральные масла, а также их сочетания.
Подходящие подкисляющие вещества включают такие иллюстративные пример, как уксусная, лимонная, фумаровая, хлористоводородная, молочная и азотная кислоты, а также цитрат натрия, бикарбонат и карбонат натрия, фосфат натрия или калия, оксид магния, метафосфат калия, ацетат натрия, а также их сочетания.
Примерные буферные вещества включают бикарбонат натрия, фосфат натрия, гидроксид натрия, гидроксид аммония, гидроксид калия, станнат натрия, триэтаноламин, лимонная кислота, хлористоводородная кислота, цитрат натрия, а также их сочетания.
Буферное вещество может присутствовать в не содержащей сахара части кондитерского изделия в количестве, составляющем вплоть до 2,0 мас.%, в частности, от приблизительно 0,01 до приблизительно 1,5 мас.%, более конкретно, от приблизительно 0,1 до приблизительно 1,3 мас.% и, еще более конкретно, от приблизительно 0,5 до приблизительно 1,0 мас.%. по отношению к суммарной массе не содержащей сахара части кондитерского изделия
Подходящие средства для гигиены полости рта включают освежители дыхания, отбеливатели зубов, противомикробные средства, способствующие минерализации зубов средства, ингибиторы разрушения зубов, местные анестетики, защищающие слизистую оболочку средства, средства для устранения пятен на зубах, средства для очистки полости рта, отбеливающие средства, снижающие чувствительность средства, восстанавливающие минерализацию зубов средства, противобактериальные средства, противокариозные средства, препятствующие кислому зубному налету буферные средства, поверхностно-активные вещества и препятствующие образованию зубного камня средства, а также их сочетания.
Ингредиенты для лечения горла или смягчения боли в горле включают анальгетические лекарственные средства, антигистаминные препараты, анестетики, смягчающие средства, муколитические препараты, отхаркивающие средства, противокашлевые средства и антисептические средства. В некоторых вариантах выполнения используют смягчающие горло средства, такие как мед, прополис, алоэ лекарственное, глицерин, ментол, а также их сочетания.
В содержащей кондитерское изделие или жевательную резинку композиции можно использовать лекарственные средства. Их неограничительные иллюстративные категории и конкретные примеры включают антигистаминные препараты, противозастойные лекарственные средства (симпатомиметики), противокашлевые препараты (средства для подавления кашля), противовоспалительные лекарственные средства, гомеопатические лекарственные средства, отхаркивающие лекарственные средства, анестетики, смягчающие лекарственные средства, анальгетические лекарственные средства, холиноблокаторы, смягчающие боль в горле лекарственные средства, противобактериальные лекарственные средства, противовирусные лекарственные средства, противогрибковые лекарственные средства, противокислотные средства, противотошнотные лекарственные средства, химиотерапевтические средства, диуретики, психотерапевтические лекарственные средства, сердечно-сосудистые лекарственные средства, разнообразные алкалоиды, слабительные препараты, подавляющие аппетит средства, ингибиторы ангиотензинпревращающего фермента, противоастматические лекарственные средства, противохолистеринемические лекарственные средства, антидепрессанты, противодиарейные лекарственные средства, снижающие артериальное давление лекарственные средства, противолипидные лекарственные средства, противоугревые лекарственные средства, аминокислотные препараты, антиурекемические лекарственные средства, анаболические препараты, стимуляторы аппетита, регуляторы костного метаболизма, противозачаточные средства, средства для лечения эндометриоза, ферменты, средства для лечения эректильной дисфункции, такие как сиденафилцитрат, средства для лечения бесплодия, желудочно-кишечные лекарственные средства, гомеопатические лекарственные средства, гормоны, средства против укачивания в транспорте, мышечные релаксанты, средства для лечения остеопороза, родостимулирующие препараты, парасимпатолитические лекарственные средства, парасимпатомиметические лекарственные средства, простагландины, средства для лечения респираторных заболеваний, успокаивающие препараты, средства для отказа от курения, такие как бромкриптин или никотин, лекарственные средства против дрожания, средства для лечения мочевыводящих путей, противоязвенные лекарственные средства, противорвотные средства, средства против гипер- и гипогликемии, тиреоидные и антитиреоидные лекарственные средства, маточные релаксанты, эритропоэтические лекарственные средства, муколитические препараты, ДНК и генетические модифицирующие лекарственные средства, и пищевые добавки, включающий пищевые биологически активные добавки, питательные микроэлементы, витамины и коферменты. Фармацевтически приемлемые соли и пролекарства также включаются в качестве лекарственных средств, если не определены другие условия. Некоторые из этих лекарственных средств способы служить для более чем одной цели. Можно использовать сочетания перечисленных выше типов необязательных лекарственных средств. Можно использовать одновременно в сочетании два или более лекарственных средств, которые проявляют активность против одного и того же или различных симптомов.
В одном варианте выполнения кондитерская композиция представляет собой жевательную композицию. В еще одном варианте выполнения кондитерская композиция представляет собой хрупкую композицию. Степень разжевываемости или хрупкости кондитерской композиции регулируется количеством присутствующей влаги в сочетании с типом и степенью кристаллизации сахарного полиола. Как правило, меньшее количество влаги приводит к более твердой текстуре, в то время как повышенное количество влаги приводит к более мягкой текстуре. Температура варки, которую используют для изготовления кондитерской композиции, определяет влагосодержание и, таким образом, определяет хрупкую/жевательную и прочную/консистентную текстуру. Более подробное обсуждение температуры варки представлено в настоящем документе.
Тип кристаллизации также воздействует на общую текстуру продукта. Ровные плоскости кристаллизации приводят к более хрупкому продукту, в то время как локализованное кристаллообразование приводит к продукту, который является менее хрупким. Кроме того, степень кристаллизации влияет на текстуру кондитерской композиции. Как правило, чем выше степень кристаллизации, т.е. чем больше зернистость продукта, тем более мягким является надкусывание. В некоторых вариантах выполнения можно наблюдать взаимное влияние между типом и степенью кристаллизации. Например, высокая степень однородных плоскостей кристаллизации приводит к продукту, который является более хрупким, чем в случае низкой степени однородных плоскостей кристаллизации. В качестве еще одного примера, высокая степень локализованного кристаллообразования приводит к продукту с небольшой или нулевой хрупкостью и более мягким надкусыванием, в то время как низкая степень локализованного кристаллообразования приводит к продукту, который может иметь некоторую хрупкость и является более пригодным для жевания. Таким образом, путем регулирования влагосодержания, а также типа и степени кристаллизации в конечном кондитерском изделии можно получать разнообразные текстуры от пригодной для жевания до хрупкой/хрустящей.
В нескольких вариантах выполнения наблюдаемый тип кристаллизации представляет собой локализованное кристаллообразование сахарных полиолов. Использование определенных типов сахарного полиола приводит к большей или меньшей степени кристаллизации. Например, при использовании сиропа гидрированного гидролизата крахмала наблюдается меньшая склонность к кристаллизации по сравнению с маннитом, в случае которого наблюдается тенденция к получению кондитерских изделий с более высокой степенью кристалличности.
В нескольких вариантах выполнения помаду используют, чтобы модулировать зернистость кондитерской композиции для получения жевательной или хрупкой текстуры, поскольку помада способна придавать продукту некоторую степень кристалличности. Вместо помады в кондитерскую композицию можно добавлять кристаллический порошковый материал, такой как кристаллический сахарный полиол, в качестве ускорителя кристаллизации для придания степени кристалличности. В альтернативном варианте выполнения кондитерской композиции можно придавать кристалличность путем использования варочных котлов или технологического оборудования, содержащего остаточный зернистый материал, такой как кристаллический сахарные полиолы.
В одном варианте выполнения жевательную кондитерскую композицию изготавливают, обеспечивая баланс свойств, которые приводят к устойчивости слоев в многослойных композициях. Жевательная композиция проявляет достаточную консистенцию; таким образом, она не проявляет пластическую деформацию при низкой температуре и не «просачивается» из многослойных композиций, и в результате этого с течением времени сохраняются визуально различимые части компонента кондитерского изделия и соседние слои кондитерского изделия, например, жевательной резинки. Следующие варианты выполнения жевательного кондитерского изделия приводит к жевательной текстуре, которая не превращается в хрупкую текстуру с течением времени.
Жевательное кондитерское изделие может проявлять консистенцию/твердость, плотность или вязкость, подходящую для использования в многослойных композициях. Как известно, вязкость не содержащих сахара кондитерских изделий обычно оказывается меньше, чем вязкость соответствующих сахарных матриц, в результате чего обработка не содержащие сахара кондитерских изделий становится более затруднительной, и требуется более высокая консистенция, чтобы выдерживать давление соседних слоев в многослойной структуре.
Кондитерская композиция имеет влагосодержание, составляющее, как правило, не более чем приблизительно 12%, в частности, не более чем приблизительно 6,0% массы кондитерского изделия. В одном варианте выполнения жевательная кондитерская композиция имеет влагосодержание, составляющее от приблизительно 6,0 до приблизительно 8,0 мас.%, в частности, от приблизительно 6,3 до приблизительно 7,5 мас.% и, более конкретно, от приблизительно 6,5 до приблизительно 7,0 мас.%. В еще одном варианте выполнения хрупкая кондитерская композиция имеет влагосодержание, составляющее от приблизительно 4,0 до приблизительно 5,0%, в частности, от приблизительно 4,3 до приблизительно 4,7% массы кондитерского изделия.
В одном варианте выполнения конечная температура варки, которая используется для изготовления жевательной кондитерской композиции, составляет от приблизительно 126 до приблизительно 145°C, в частности, от приблизительно 128 до приблизительно 136°C, более конкретно, от приблизительно 130 до приблизительно 134°C и, еще более конкретно, приблизительно 132°C, чтобы обеспечивать конечное влагосодержание, составляющее от приблизительно 6 до приблизительно 7 мас.%. При данной конечной температуре варки получается жевательная кондитерская композиция, имеющая желательную разжевываемость с хорошей консистенцией, что обеспечивает минимальное искажение формы в процессе изготовления многослойных изделий и с течением времени при хранении.
Кондитерскую композицию можно изготавливать, используя непрерывный процесс, периодический процесс, а также их сочетания. Кондитерскую композицию можно изготавливать, используя традиционные устройства, такие как варочные аппараты на огне, вакуумные варочные аппараты или теплообменные варочные аппараты (также называются термином «высокоскоростные атмосферные варочные аппараты»). Кондитерскую композицию можно изготавливать, используя общий процесс изготовления основной части путем термического воздействия на смесь сахарного полиола и воды для увеличения содержания твердых веществ в смеси за счет удаления влаги. В еще одном варианте выполнения основную часть можно изготавливать путем увеличения содержания твердых веществ без процесса нагревания, например, путем введения твердого сахарного полиола в водный сироп сахарного полиола.
После изготовления основной части с основой можно смешивать ингредиенты, такие как жиры/масла, эмульгаторы, текстурирующие средства, красители, кислоты, ароматизаторы и другие необязательные ингредиенты. В представленных выше способах добавку (добавки), в частности, перемешивают в течение достаточного времени, чтобы обеспечивать однородное распределение материалов, например, в течение от приблизительно 4 до приблизительно 10 минут.
Полученную в результате смесь можно выдерживать на охлаждающем столе и охлаждать до температуры, составляющей от приблизительно 40 до приблизительно 55°C, в частности, от приблизительно 45 до приблизительно 55°C, перед добавлением помадной части, если она используется. В тех вариантах выполнения, в которых используют помаду, помаду можно вводить в смесь основной части и других ингредиентов, и полученный в результате материал можно дополнительно обрабатывать путем вытягивания, разминания и т.д., чтобы обеспечивать желательную консистенцию.
Помаду можно, как правило, изготавливать путем смешивания желательного сахарного полиола или полиолов с водой. В нескольких вариантах выполнения воду используют в таком количестве, что в результате получается суспензия, которая сохраняет в некоторой степени кристаллическую природу полиола. В альтернативном варианте выполнения сахарный полиол и воду необязательно нагревают для уменьшения содержания воды, а затем оставляют для охлаждения, что приводит к образованию кристаллов полиола.
В одном варианте выполнения полученную кондитерскую композицию вытягивают в течение от приблизительно 4 до приблизительно 12 минут, в частности, от приблизительно 6 до приблизительно 10 минут и, более конкретно, от приблизительно 7 до приблизительно 9 минут.
В одном варианте выполнения полученную кондитерскую композицию вытягивают в течение от приблизительно 8 до приблизительно 12 минут, в частности, от приблизительно 9 до приблизительно 10 минут для получения жевательной кондитерской композиции.
В еще одном варианте выполнения полученную кондитерскую композицию вытягивают в течение от приблизительно 2 до приблизительно 5 минут, в частности, от приблизительно 3 до приблизительно 4 минут для получения хрупкой кондитерской композиции.
После надлежащего выдерживания композиции можно нарезать ее на пригодные для обработки части или иным образом придавать ей желательные формы и размеры путем использования технологий обработки, которые известны в технике, или можно изготавливать из нее многослойные кондитерские композиции, как описано в настоящем документе. В одном варианте выполнения полученный в результате выдержанный материал можно оставлять в течение некоторого периода времени, чтобы обеспечивать образование кристаллов полиола, если это желательно.
Процесс изготовления кондитерской композиции может дополнительно включать придание зернистости кондитерскому изделию с помощью зародышевых кристаллов или путем механического перемешивания.
В еще одном варианте выполнения слой кондитерского изделия изготавливают, используя не содержащее сахара жесткое кондитерское изделие, в результате чего получается хрупкий слой аморфного кондитерского изделия. Не содержащие сахара и жесткие кондитерские изделия, как правило, представляют собой твердые и практически аморфные кондитерские изделия с низким содержанием влаги, которые изготавливают путем удаления влаги из сваренных сиропов сахарного полиола. Примерный сахарные полиолы описаны в настоящем документе.
Не содержащее сахара твердое кондитерское изделие может содержать от приблизительно 0,1 до приблизительно 3 мас.% воды, в частности, от приблизительно 0,2 до приблизительно 2,5 мас.% и, более конкретно, от приблизительно 0,5 до приблизительно 2,0 мас.% по отношению к суммарной массе твердого кондитерского изделия.
Как правило, изготовление твердого кондитерского изделия включает: смешивание и нагревание, изготовление расплава, содержащего сахарный полиол и необязательно другие сахарные полиолы и/или растворитель, такой как вода; варку расплава; удаление избытка влаги из расплава; охлаждение расплава при перемешивании до тех пор, пока расплав не превращается в пластичную пригодную для обработки массу; введение в пластичную массу расплава необязательных ингредиентов; и придание пластичной массе расплава желательного размера и формы.
Известные в технике способы изготовления твердых кондитерских изделий включают способы, в которых используют варочные аппараты на огне, вакуумные варочные аппараты или теплообменные варочные аппараты (также называются термином «высокоскоростные атмосферные варочные аппараты»).
В подходящем примере способа с использованием варочных аппаратов на огне желательное количество сахарного полиола растворяют в воде при нагревании в котле до растворения. Можно добавлять дополнительные необязательные сахарные полиолы и продолжать варку до достижения конечной температуры, составляющей приблизительно от 145 до 165°C. После этого смесь охлаждают, обрабатывают в форме пластичной массы и смешивают необязательными ингредиентами, такие как ароматизаторы, красители, высокоинтенсивные подсластители и т.п.
В подходящем примере способа с использованием вакуумных варочных аппаратов компоненты сахарного полиола варят при температуре, составляющей приблизительно от 125 до 132°C, затем включают вакуум, и дополнительное количество воды испаряют без продолжения нагревания. После завершения варки получается полутвердая масса, имеющая подобную пластмассе консистенцию. На этой стадии необязательные традиционные добавки смешивают с данной массой, используя традиционные способы.
В подходящем примере способа с использованием теплообменных варочных аппаратов пленку смеси, содержащей компоненты сахарного полиола, наносят на теплообменную поверхность и нагревают в течение нескольких минут до температуры, составляющей приблизительно от 165 до 170°C. После этого композицию быстро охлаждают до температуры, составляющей приблизительно от 100 до 120°C, и обрабатывают как пластичную массу, смешивая ее с любыми необязательными традиционными добавками.
В описанных выше способах температура варки должна быть достаточно высокой, чтобы удалять воду из смеси. Если используют вакуум, как правило, можно использовать менее высокие температуры. В частности, в описанных выше способах добавку (добавки) смешивают в течение достаточного времени, чтобы получать однородное распределение материалы, например, в течение от приблизительно 4 до приблизительно 10 минут. После надлежащего выдерживания композиции можно нарезать ее на пригодные для обработки части или иным образом придавать ей желательные формы и размеры, используя способы изготовления, которые известны в технике.
В одном варианте выполнения кондитерскую композицию составляют основная часть, содержащая от приблизительно 9,7 до приблизительно 10,2 мас.% маннита, от приблизительно 67,0 до приблизительно 77,0 мас.% сиропа гидрированного гидролизата крахмала, от приблизительно 3,2 до приблизительно 3,8 мас.% масла/жира, у которого температура плавления составляет от приблизительно 35 до приблизительно 40°C, от приблизительно 0,1 до приблизительно 0,3 мас.% глицеринмоностеарата, от приблизительно 0,03 до приблизительно 0,05 мас.% лецитина, краситель, от приблизительно 1,0 до приблизительно 1,4 мас.% лимонной кислоты, от приблизительно 0,6 до приблизительно 1,0 мас.% яблочной кислоты, от приблизительно 0,5 до приблизительно 0,8 мас.% ароматизатора и от приблизительно 1,0 до приблизительно 1,6 мас.% желатина, у которого прочность геля по Блуму составляет 250 единиц; и помадная часть, содержащая от приблизительно 4,6 до приблизительно 5,4 мас.% маннита, от приблизительно 0,6 до приблизительно 1,0 мас.% воды, от приблизительно 1,6 до приблизительно 3,5 до приблизительно 4,2 мас.% сироп гидрированного гидролизата крахмала, у которого соотношение сорбита и мальтита составляет приблизительно 1:1; причем все данные количества приведены по отношению к суммарной массе кондитерской композиции, и помадную часть и основную часть смешивают, получая не содержащую сахара кондитерскую композицию.
Далее будут подробно обсуждаться некоторые неограничительные сведения о составе жевательной резинки и кондитерских изделий типа карамели, которые можно использовать для изготовления многослойных кондитерских изделий согласно вариантам изобретения, а также устройство и способ для изготовления многослойного кондитерского изделия согласно варианту выполнения, представленному на фиг. 1. Кроме того, будут также обсуждаться неограничительные и неисчерпывающие альтернативные варианты выполнения.
Подробное описание варианта выполнения на фиг. 1.
Снова рассмотрим на фиг. 1 систему 100, которая способна изготавливать разнообразные трехслойные кондитерские изделия. В одном варианте выполнения каждый слой изготавливают из кондитерского изделия одного типа. В данном варианте выполнения, по меньшей мере, одно из установленных раньше по ходу смесительных устройств 102, 104, 106 изготавливает кондитерское изделие, имеющее, по меньшей мере, одну характеристику, отличающуюся от других кондитерских изделий. Например, все три установленные раньше по ходу устройства 102, 104, 106 способы изготавливать жевательную резинку, но установленные раньше по ходу устройства 102, 106 могут изготавливать синюю жевательную основу, в то время как установленное раньше по ходу устройство 104 изготавливает красную жевательную основу, и в результате этого получается многослойное многоцветное жевательное изделие.
В вариантах выполнения, в которых два или более формовочные устройства изготавливают одинаковое кондитерское изделие, два или более формовочных устройства может обслуживать общее установленное раньше по ходу смесительное устройство или смеситель в установленном раньше по ходу смесительном устройстве. Например, в обсуждаемом выше вариант выполнения с многослойной многоцветной жевательной основой, изготавливаемая в периодическом смесителе может поступать в два различных экструдера, в которых окрашивающие и другие жевательные ингредиенты далее смешиваются с жевательной основой. В данном варианте выполнения один из экструдеров вводит синий краситель и питает формовочное устройство 108, 112, в то время как другой экструдер вводит красный краситель и питает формовочное устройство 110.
В еще одном варианте выполнения, установленные раньше по ходу смесительные устройства 102, 106 изготавливают жевательную резинку, в то время как установленное раньше по ходу смесительное устройство 104 изготавливает жевательное кондитерское изделие. Таким образом, установленные раньше по ходу смесительные устройства 102, 106 включают, по меньшей мере, один смеситель и другие приспособления, необходимые для изготовление жевательной основы. Установленные раньше по ходу смесительные устройства 102, 106 может обслуживать общий смеситель и/или другое приспособление. Установленное раньше по ходу смесительное устройство 104 включает, по меньшей мере, один смеситель и другие необходимые приспособления для изготовления жевательного кондитерского изделия.
Как представлено на фиг. 1, формовочные устройства 108, 110, 112 установлены последовательно на конвейерной ленте 118, причем формовочное устройство 108 установлено раньше по ходу относительно формовочного устройства 110, и формовочное устройство 110 установлено раньше по ходу относительно формовочного устройства 112. Хотя проиллюстрированная система 100 включает три формовочных устройства для изготовления трехслойного кондитерского изделия, также предусмотрено, что другие варианты выполнения могут включать два формовочных устройства для двухслойного кондитерского изделия или более чем три формовочных устройства для кондитерских изделий, содержащих более чем три слоя.
В варианте выполнения, представленном на фиг. 1, каждое из формовочных устройств 108, 110, 112 включает комплект формовочных барабанов 124, 126, 128. Каждый комплект формовочных барабанов 124, 126, 128 включает верхний формовочный барабан 148, 150, 152 и нижний формовочный барабан 154, 156, 158. Хотя на фиг. 1 каждый комплект формовочных барабанов 124, 126, 128 проиллюстрирован с двумя формовочными барабанами, также предусмотрено, что комплект формовочных барабанов может включать более чем два формовочных барабана. Формовочный барабан также называется в настоящем документе терминами «барабан», «формовочный валик», «валик», «производственный валик» или другими аналогичными терминами. Формовочные барабаны могут иметь гладкую поверхность или включают вытисненные рисунки.
В данном варианте выполнения верхний барабан 148 и нижний барабан 154 формовочного устройства 108 установлены смещенными друг от друга вертикально и горизонтально, таким образом, что ось x 147 верхнего барабана 148 расположена по вертикали выше оси x 153 нижнего барабана 154, и ось y 149 верхнего барабана 148 горизонтально смещена относительно оси y 155 нижнего барабана 154. Кроме того, верхний барабан 148 и нижний барабан 154 установлены с промежутком 125 между ними, что позволяет пропускать кондитерское изделие между барабанами. Верхний барабан 148, нижний барабан 154 и промежуток 125 предназначены для приложения сжимающего усилия к кондитерскому изделию, чтобы изготавливать непрерывный лист кондитерского изделия, имеющий, как правило, однородную толщину, соответствующую промежутку. В зависимости от желательной толщины слоя кондитерского изделия, промежуток между формовочными барабанами можно устанавливать на низком уровне, составляющем 0,1 мм и предпочтительно приблизительно от 0,3 мм до 10,0 мм.
Термин «как правило, однородная толщина» по отношению к кондитерскому изделию используют в настоящем документе в широком смысле для описания формы поперечного сечения кондитерского изделия после выхода из комплекта формовочных барабанов. Расстояние между ними можно регулировать согласно желательной толщине слоя кондитерского изделия. Это расстояние означает минимальное расстояние между внешней поверхностью верхнего барабана и внешней поверхностью нижнего барабана и также называется термином «промежуток» в настоящем документе.
Установленные дальше по ходу формовочные устройства 110, 112 имеют конфигурацию, аналогичную конфигурации формовочных устройства 108. Верхний барабан 150 и нижний барабан 156 формовочного устройства 110 и верхний барабан 152 и нижний барабан 158 формовочного устройства 112 установлены в положении со сдвигом относительно осей x 147′, 147” верхних барабанов 150, 152, расположенных выше вертикали относительно осей x 153′, 153” нижних барабанов 156, 158, и осей y 151, 153 верхних барабанов 150, 152, горизонтально смещенных относительно осей y 157, 159 нижних барабанов 156, 158. Как в случае верхнего барабана 148 и нижнего барабана 154, верхние барабаны 150, 152 и нижние барабаны 156, 158 установлены с промежутками 127, 129 между ними, которые можно регулировать согласно желательной толщине слоя кондитерских изделий 144, 146. Поскольку формовочные устройства 108, 110, 112 согласно варианту выполнения, представленному на фиг. 1, имеют аналогичную конфигурацию, подробное описание формовочных устройств будет разъяснено по отношению к компонентам формовочного устройства 108.
Следует отметить, что верхний барабан 148 могут быть оборудованы желательным приводным устройством, таким как, но не ограничиваясь этим, сервомеханизм, чтобы регулировать положение верхнего барабана 148, и в результате этого регулируется промежуток 125. Верхний барабан 148 и нижний барабан 154 можно также приводить в движение извне, используя моторы, находящиеся с ними в рабочем соединении. В таком варианте выполнения, поскольку каждый барабан оборудован отдельным мотором, скорость вращения верхнего барабана 148 и нижнего барабана 154 можно регулировать независимо.
Снова рассмотрим фиг. 1, где кондитерское изделие, изготовленное в установленном раньше по ходу смесительном устройстве 102, поступает в бункер 130. Бункер 130 можно использовать для установленного раньше по ходу противопомпажного регулятора и регулятора емкости и исходного потока. Бункер 130 может быть предназначен, чтобы принимать кондитерское изделие в разнообразных формах, таких как неоднородная масса кондитерского изделия, формованное кондитерское изделие, жгут кондитерского изделия и несколько однородное полотно кондитерского изделия, имеющее различную толщину и ширину. кондитерское изделие можно поступать в непрерывном или периодическом режиме. В вариантах выполнения, в которых кондитерское изделие непрерывно поступает в бункер в форме несколько однородного полотна, впускную область бункера можно регулировать согласно ширине исходного материала. В некоторых вариантах выполнения бункер 130 может включать комплект питающих валиков 162, 164, как представлено на фиг. 8, чтобы способствовать направление кондитерского изделия к формовочным барабанам. Питающие валики 162, 164 в данном варианте выполнения представляют собой шнековые валики, имеющие спиральные лопатки 166.
Кондитерское изделие 136 в бункере 130 направляется верхним барабаном 148 к нижнему барабану 154. Верхний барабан 148 и нижний барабан 154 предназначены для выполнения встречного вращения, чтобы протягивать кондитерское изделие 136 через промежуток 125. В варианте выполнения, представленном на фиг. 1, верхний барабан 148 предназначен для вращения в направлении по часовой стрелке, и нижний барабан 154 предназначен для вращения в направлении против часовой стрелки. Осуществляющие встречное вращение барабаны 148 и 154 протягивают кондитерское изделие 136 через промежуток 125 и сжимают кондитерское изделие 136, образуя лист кондитерского изделия 142, имеющий желательную толщину и ширину.
Можно использовать формовочные барабаны 148, 154, имеющие различные значения диаметра и ширины. В варианте выполнения на фиг. 1 нижний барабан 154 имеет больший диаметр, чем верхний барабан 148. Однако в других вариантах выполнения верхний барабан 148 может иметь больший диаметр, чем нижний барабан 154, или формовочные барабаны 148, 154 могут иметь одинаковый диаметр. В одном варианте выполнения нижний барабан 154 имеет диаметр, составляющий приблизительно от 0,5 м до 3 м, и ширину, составляющую приблизительно от 0,6 м до 1,3 м, в то время как верхний барабан имеет диаметр, составляющий приблизительно от 0,25 м до 1 м, и ширину, составляющую приблизительно от 0,6 м до 1,3 м. Хотя возможная и меньшая ширина формовочных барабанов, формовочные барабаны имеющие такую или большую ширину, могут повышать производительность. Используя более широкие формовочные барабаны, можно замедлять процесс изготовления кондитерских изделий, если это желательно, изготавливая при этом такое же количество кондитерских изделий, или увеличивать производительность за счет повышения скорости изготовления.
Верхний барабан 148 и нижний барабан 154 можно эксплуатировать при одинаковой скорости вращения или при различных скоростях вращения. Скорость вращения формовочного барабана выбирают в зависимости от характеристик исходного кондитерского изделия, а также от желательной толщины, ширины и температуры слоя кондитерского изделия 142. В одном варианте выполнения нижний барабан 154, который имеет больший диаметр, чем верхний барабан 148 работает при более высокой скорости вращения, чем меньший верхний барабан 148. Кроме того, можно регулировать относительную скорость вращения формовочных барабанов 148, 154, чтобы производить слой кондитерского изделия желательного качества.
Формовочные барабаны 148, 154 могут быть также предназначены для работы при одинаковой линейной скорости или при различных линейных скоростях, которые измеряют по касательной к поверхности валиков. В одном варианте выполнения один формовочный барабан работает при постоянной линейной скорости, в то время как линейная скорость другого формовочного барабана изменяется в пределах ±30% от постоянной линейной скорости первого формовочного барабана. Линейная скорость одного формовочного барабана может изменяться в пределах ±40%, ±30%, ±20% или ±10% относительно постоянной линейной скорости другого формовочного барабана. Например, линейная скорость нижнего барабана 154 установлена на уровне 3 м/мин, в то время как линейная скорость верхнего барабана 148 изменяется в приблизительных пределах от 2,1 м/мин до 3,9 м/мин. В таком варианте выполнения линейную скорость верхнего барабана 148 регулируют в установленных пределах, чтобы сокращать до минимума поверхностные неоднородности, такие как складки, и получать гладкий поверхностный слой кондитерского изделия 142. В качестве альтернативы, верхний барабан 148 может работать при постоянной линейной скорости, в то время как линейная скорость нижнего барабана 154 изменяется в установленных пределах. В варианте выполнения формовочные барабаны, имеющие различные диаметры, предназначены для работы при одинаковой линейной скорости (например, при одинаковой скорости, измеряемой по касательной, но при различных угловых скоростях, поскольку имеющий меньший диаметр барабан вращается быстрее).
Размерная конфигурация и материал формовочных барабанов 148, 154 и опорные конструкции формовочных барабанов 148, 154 спроектированы для сокращения к минимуму или устранения смещения в формовочных барабанах 148, 154. Фиг. 9 представляет схематичный вид в сечении формовочных барабанов 148, 154, прикрепленных к конструкционным рамкам 170 посредством валов 172, 174. Как представлено на чертеже, формовочные барабаны 148, 154 установлены таким образом, чтобы обеспечивать, как правило, однородный поперечный промежуток 125 от одного края формовочных барабанов до другого края. Однако относительно высокая вязкость и/или низкая эластичность кондитерского изделия, такого как жевательная резинка, может вызывать высокое напряжение формовочных барабанов 148, 154, когда формовочные барабаны сжимают кондитерское изделие. Для некоторых очень вязких кондитерских изделий, таких как некоторые жевательные структуры или подобный тесту покровный материал, может потребоваться дополнительное усилие, такое как усилие, создаваемое в бункере 130 направляющими шнеками, проталкивающими жевательную структуру в промежуток 125. Такое вязкое кондитерское изделие производит высокое напряжение на формовочные барабаны 148, 154, что может приводить к смещению формовочных барабанов, как представлено на фиг. 10 (смещение увеличено для иллюстративных целей). Как представлено на чертеже, смещение формовочных барабанов 148, 154 приводит к неравномерному промежутку 125 между формовочными барабанами 148, 154, где промежуток 125 в области центра формовочных барабанов превышает промежуток 125 вблизи краев формовочных барабанов. Такой неравномерный промежуток 125 образует слой кондитерского изделия, имеющий неоднородную толщину поперечного сечения, что является весьма нежелательным, поскольку в этом случае образуются кондитерские изделия, имеющие несогласованные размеры. Кроме того, твердые компоненты вязкой кондитерской композиции, имеющей низкую сжимаемость, могут продавливать поверхность формовочных барабанов.
Таким образом, формовочные барабаны 148, 154 укрепляют, например, путем введения конструкционной опоры и/или поддержки барабанов вблизи краев, чтобы сокращать до минимума или устранять смещение. В одном варианте выполнения формовочные барабаны 148, 154 укрепляют и поддерживают таким образом, что максимальное смещение между формовочными барабанами сохраняется на уровне, составляющем менее чем 0,5 мм, предпочтительно менее чем 0,1 мм и предпочтительнее менее чем 0,05 мм. Кроме того, смещение можно также сокращать до минимума или устранять путем увеличения диаметра формовочных барабанов или выбора материала формовочного барабана, имеющего повышенную прочность, чтобы выдерживать напряжение. Таким образом, соотношение диаметра и ширины формовочных барабанов следует внимательно выбирать таким образом, чтобы сокращать до минимума смещение.
Кроме того, верхний барабан 148 и/или нижний барабан 154 могут быть предназначены в качестве теплопроводящих барабанов, чтобы нагревать или охлаждать кондитерское изделие во время изготовления и формования и его переноса на нижний барабан 154. Такие теплопроводящие формовочные барабаны могут нагревать или охлаждать кондитерское изделие, чтобы регулировать вязкость кондитерского изделия. Например, когда вязкость кондитерского изделия является чрезмерно высокой и вызывает нежелательное смещение между формовочными барабанами, формовочные барабаны можно нагревать для увеличения температура кондитерского изделия и снижения вязкости, и в результате этого уменьшается напряжение, приложенное к формовочным барабанам. В одном варианте выполнения формовочные барабаны 148, 154 снабжены внутренними каналами для циркуляции теплоносителя. Верхний барабан 148 и нижний барабан 154 можно охлаждать или нагревать до одинаковой температуры или различных температур. Например, верхний барабан 148 можно нагревать выше температуры окружающей среды, чтобы способствовать изготовлению, в то время как нижний барабан 154 охлаждается ниже температуры окружающей среды для снижения температуры слоя кондитерского изделия после изготовления и формования. В одном варианте выполнения формовочные барабаны 148, 154 поддерживают при температуре, которая превышает температуру окружающей среды и составляет предпочтительно от 40°C до 60°C, чтобы изготавливать жевательный лист, у которого толщина составляет приблизительно от 0,3 мм до 15 мм, предпочтительно приблизительно от 1 мм до 10 мм, причем вариационный коэффициент составляет менее чем 25%, предпочтительно менее чем 20% и предпочтительнее менее чем 10%.
Слой кондитерского изделия 142 может иметь температурный градиент по толщине. Данный температурный градиент может быть большим, когда один формовочный барабан нагревают, в то время как другой формовочный барабан охлаждают. Однако даже если формовочные барабаны поддерживают при одинаковой температуре, все же может существовать температурный градиент по толщине, поскольку многие кондитерские изделия не обладают высокой теплопроводностью, и, таким образом, внутренняя часть толщины кондитерского изделия может оставаться при температуре, отличной от температуры внешних поверхностей, которые находятся в непосредственном контакте с формовочными барабанами. Кроме того, кристаллизация кондитерского изделия может также изменяться по толщине. Например, кристаллизация кондитерского изделия на поверхности, находящейся в контакте с охлаждаемым формовочным барабаном, может существенно отличаться от кристаллизации на поверхности, находящейся в контакте с нагреваемым формовочным барабаном.
Охлаждаемые формовочные барабаны 148, 154 могут эффективно уменьшать температуру относительно тонкого слоя кондитерского изделия при его образовании и нанесении на нижний формовочный барабан 154. Когда желательным является немедленное охлаждение кондитерского изделия после изготовления и формования, можно выбирать больший диаметр охлаждаемого валика для нижнего барабана 154 для увеличения продолжительности выдерживания слоя кондитерского изделия 142 на нижнем барабане. В таком варианте выполнения слой кондитерского изделия 142 наносится на нижний барабан, по меньшей мере, на четверть оборота. В одном варианте выполнения слой кондитерского изделия 142 наносится на нижний барабан 154, по меньшей мере, на 90°, и предпочтительно приблизительно на 180°. Охлаждающая вода, циркулирующая во внутренних каналах формовочных барабанов является превосходным теплоносителем для поддержания температуры поверхности формовочных барабанов на уровне, составляющем приблизительно от 5°C до 25°C и предпочтительно приблизительно 15°C.
Теплоперенос в слой или из слоя кондитерского изделия можно регулировать путем регулирования продолжительность выдерживания слоя кондитерского изделия на теплопереносящем валике (валиках) и температуры поверхности теплопереносящего валика (валиков). Продолжительность выдерживания можно увеличивать или уменьшать путем изменения диаметра теплопереносящего валика (валиков) и/или скорости вращения теплопереносящего валика (валиков). Например, когда нижний барабан 154, имеющий диаметр 1 м охлаждают, теплоперенос из слоя кондитерского изделия 143 можно увеличивать путем уменьшения температуры поверхности нижнего барабана 154 или снижения скорости вращения нижнего барабана 154 для увеличения продолжительность выдерживания слоя кондитерского изделия 142 на нижнем барабане 154. В качестве альтернативы, нижний барабан 154 можно заменять на барабан большего диаметра, что можно увеличивать продолжительность выдерживания при одновременном сохранении повышенной скорости вращения, и в результате этого сохраняется желательная производительность. Некоторые кондитерские изделия могут оказываться чувствительными к низким температурам, что приводит к их нежелательной кристаллизации при воздействии низких температур. Для таких кондитерских изделий температуру теплопереносящего валика (валиков) поддерживают выше определенной температуры во избежание нежелательной кристаллизации.
В одном варианте выполнения кондитерское изделие 136 представляет собой жевательную структуру, и этой жевательной структуре компрессионно придают форму и размер, используя верхний барабан 148 и нижний барабан 154. Лист жевательной структуры, форму и размер которого определяют формовочные барабаны 148, 154, имеет, как правило, однородную толщину, где вариационный коэффициент составляет менее чем приблизительно 20%, предпочтительно менее чем 10% и предпочтительнее менее чем 5% или менее. Например, когда целевая толщина жевательного слоя составляет 3 мм, промежуток между верхним и нижним барабанами регулируют таким образом, что толщина жевательного слоя составляет приблизительно от 2,4 мм до 3,6 мм, предпочтительно приблизительно от 2,7 мм до 3,3 мм и предпочтительнее приблизительно от 2,85 мм до 2,15 мм, или существует меньшее отклонение. В данном варианте выполнения температура формовочных барабанов 148, 154 превышает температуру окружающей среды (температура окружающей среды составляет приблизительно от 20°C до 25°C.)
После компрессионного придания формы и размера посредством комплекта формовочных барабанов 124 лист кондитерского изделия 142 наносят на нижний барабан 154, по меньшей мере, на 30°, предпочтительно, по меньшей мере, на 45° и предпочтительнее более чем на 60° и переносят на конвейерную ленту 118. Когда лист кондитерского изделия 142 наносят на нижний барабан 154, температуру листа кондитерского изделия 142 можно дополнительно изменять в зависимости от температуры нижнего барабана 154.
Формовочные барабаны можно оборудовать устройством для нанесения жидкого смазочного материала. В вариантах выполнения, в котором формовочные барабаны изготавливают кондитерские изделия, для которых традиционно требуется опудривающее вещество, такие как жевательная резинка, использование жидкого смазочного материала может обеспечивать дополнительные технологические преимущества. Путем исключения использования опудривающих порошков процесс очистки производственной линии можно сделать значительно проще, поскольку существенно большая часть остатков, для удаления которых требуется продолжительная очистка в традиционный линии, таких как традиционные линии прокатки и нарезки, обусловлена использованием порошка и большого числа валиков. Таким образом, продолжительность очистки при смене изделий, которая может составлять несколько часов в традиционных линиях прокатки и нарезки, можно сокращать до нескольких минут. Кроме того, исключение использования смазочного материала может приводить к изготовлению более изделий с более привлекательным внешним видом и более яркой окраской, поскольку смазочный материал может приводить к тусклому цвету конечного продукта.
В варианте выполнения, представленный на фиг. 1, каждый из формовочных барабанов оборудован смазывающим валиком 180, 182, 184, 186, 188, 190. Смазочные валики смазывают формовочные барабаны имеющим пищевое качество растительным или минеральным маслом, которое своим действием предотвращает прилипание кондитерского изделия к формовочным барабанам. Хотя каждый из формовочных барабанов в данном варианте выполнения оборудован смазочным валиком, в других вариантах выполнения, в которых формовочные барабаны имеют достаточно низкое поверхностное натяжение, не каждый из формовочных барабанов может быть оборудованы смазочный валик. Кроме того, для нанесения смазочных материалов можно использовать другие типы устройств, таких как распылитель или погружной резервуар, чтобы наносить подходящий жидкий смазочный материал.
Один или более формовочные барабаны можно также оборудовать скребком, который способствует отделению листа кондитерского изделия от поверхности формовочных барабанов. В системе, представленной на фиг. 1, каждый из формовочных барабанов оборудован скребком 192, 193, 194, 195, 196, 197. Скребок 192 обеспечивает, чтобы лист кондитерского изделия 142 отделялся от поверхности верхнего барабана 148, в то время как скребок 193 способствует снятию листа кондитерского изделия 142 от поверхности нижнего барабана 154 на конвейерную ленту 118.
Конвейерную ленту 118 можно также нагревать или охлаждать, чтобы регулировать температуру листа кондитерского изделия 142 путем теплопередачи. Использование охлаждаемой конвейерной ленты оказывается возможным в вариантах выполнения, в которых исключается использование порошкообразного вещества, препятствующего прилипанию, например, путем использования жидкого смазочного материала, как описано выше. В традиционных линиях для изготовления жевательной основы, где используется смазочный материал, охлаждение конвейерной ленты не осуществляют, поскольку смазочный материал будет прилипать к охлаждаемой поверхности конвейерной ленты.
Лист кондитерского изделия движется на конвейерной ленте 118 по направлению к формовочному устройству 110. Формовочное устройство 110 имеет конфигурацию, аналогичную первому формовочному устройству 108. Кондитерское изделие 138, которое может быть таким же или другим по отношению к первому кондитерскому изделию 136 изготавливают в установленном раньше по ходу смесительном устройстве 104. Кондитерское изделие 138 затем направляют в бункер 132 и формуют между комплектом формовочных барабанов 126, получая лист кондитерского изделия 144, имеющий желательную толщину и ширину. Как и в случае формовочного устройства 108, верхний барабан 150 или нижний барабан 156, или оба барабана 150, 156 можно изготавливать как теплопроводящие барабаны, чтобы регулировать температуру кондитерского изделия 138, когда кондитерское изделие 138 формуется между барабанами 150, 156. Лист кондитерского изделия 144 затем накладывают поверх листа кондитерского изделия 142, переносимого на конвейерной ленте 118. Когда лист кондитерского изделия 144 переносят с нижнего барабана 156 на лист кондитерского изделия 142, два слоя кондитерских изделий 142, 144 ламинируются друг с другом между нижним барабаном 156 и конвейерной лентой 118. Промежуток между нижним барабаном 156 и конвейерной лентой 118 можно изменять, чтобы регулировать прижимающее давление, приложенное к ламинированным слоям кондитерских изделий 142, 144. Прижимающее давление регулируют таким образом, чтобы получать максимальную адгезию между слоями кондитерских изделий 142, 144 при одновременном сокращении до минимума просачивания и/или скольжения между слоями. Ламинированные слои кондитерских изделий 142, 144 затем переносят на конвейерной ленте 118 по направлению к формовочному устройству 112.
Формовочное устройство 112 имеет конфигурацию, аналогичную первому и второму формовочным устройствам 108, 110. Как и в случае формовочных устройств 108, 110, кондитерскую композицию 140 изготавливают в установленном раньше по ходу смесительном устройстве 106. Изготовление кондитерских композиций 136, 138, 140 можно осуществлять одновременно. В качестве альтернативы, кондитерские композиции 136, 138, 140 можно изготавливать в различные сроки и хранить для последующего производственного процесса. Кондитерское изделие 140 направляют в бункер 134 и формуют между комплектом формовочных барабанов 128, получая лист кондитерского изделия 146, имеющий желательную толщину и ширину. Верхний барабан 152 или нижний барабан 158, или оба барабана 152, 158 можно изготавливать как теплопроводящие барабаны, чтобы регулировать температуру кондитерского изделия 140, в то время как оно формуется между барабанами 152, 158. Лист кондитерского изделия 146 затем накладывают поверх ламинированных слоев кондитерских изделий 142, 144, которые переносятся на конвейерной ленте 119. Когда лист кондитерского изделия 146 переносят с нижнего барабана 158 на ламинированные слои кондитерских изделий 142, 144, лист кондитерского изделия 146 ламинируется поверх слоя кондитерского изделия 144. Промежуток между нижним барабаном 158 и конвейерной лентой 118 можно изменять, чтобы регулировать прижимающее давление, приложенное к ламинированным слоям кондитерских изделий 142, 144, 146, для максимального увеличения адгезии между слоями кондитерских изделий 142, 144, 146 при одновременном сокращении до минимума просачивание и/или скольжения между слоями.
Трехслойное кондитерское изделие 160, включающее ламинированные слои кондитерских изделий 142, 144, 146, затем переносят на конвейерной ленте 118 по направлению к прижимному барабану 114. Прижимной барабан 114 разглаживает трехслойную кондитерскую композицию 160, устраняя любые неоднородности на ее поверхности. Прижимной барабан 114 может дополнительно уменьшать толщину трехслойной кондитерской композиции 160 до желательной конечной толщины. Как правило, прижимной барабан 114 изменяет толщину на 10% или менее. Кроме того, прижимное давление, создаваемое прижимным валиком 114, может дополнительно улучшать адгезию между слоями кондитерских изделий 142, 144, 146, чтобы снижать риск расслоения между слоями во время последующих процессов. Прижимное давление, действующее на трехслойное кондитерское изделие 160, можно регулировать путем изменения промежутка между прижимным барабаном 114 и конвейерной лентой 118.
Трехслойное кондитерское изделие 160, имеющее желательную конечную толщину, далее движется на конвейерной ленте 118 к режущему валику 116, где трехслойное кондитерское изделие 160 нарезают. Нарезанное трехслойное кондитерское изделие 160 можно затем пропускать через необязательный охлаждающий туннель 120, в котором трехслойное кондитерское изделие 160 охлаждается до желательной температуры, прежде чем оно будет упаковано. Трехслойное кондитерское изделие 160 можно затем упаковывать, используя упаковочное устройство 122.
Варианты выполнения изделия типа «жевательная основа-кондитерское изделие-жевательная основа»
Многослойные кондитерские изделия, изготавливаемые согласно вариантам изобретения, содержат визуально различимые части компонентов кондитерских изделий, и в результате этого улучшается их восприятие потребителем. Примерное многослойное кондитерское изделие, изготовленное в форме пластины согласно варианту изобретения, представлено на фиг. 2. Трехслойное кондитерское изделие 262 включает слой кондитерского изделия 244, расположенный между двумя внешними слоями жевательной резинки 242, 246. В таких вариантах выполнения часть жевательной резинки обеспечивает потребителям продолжительное и долгосрочное ощущение ароматизатора, в то время как часть кондитерского изделия типа карамели обеспечивает ускоренное высвобождение ароматизатора для начального резкого ощущения аромата или сладости. Кроме того, текстуры компонентов кондитерского изделия и жевательных компонентов можно устанавливать одинаковыми или различными, в результате чего для потребителя обеспечивается новое и уникальное ощущение. Например, компонент кондитерского изделия составлять таким образом, чтобы он проявлял жевательную или хрупкую текстуру. Кроме того, разжевываемость кондитерского изделия может соответствовать текстуре жевательной резинки. Для обеспечения совпадения или различия текстур в многослойной композиции текстуру компонента кондитерского изделия можно выбирать из любой точки интервала от твердой до мягкой или от хрупкой до жевательной текстуры. Кроме того, в интервале твердости композиция кондитерского изделия может быть более или менее аморфной или более или менее кристаллической. Например, сваренное до твердого состояния кондитерское изделие представляет собой аморфное кондитерское изделие, которое может создавать жесткую хрупкую текстуру. Напротив, кондитерское изделие, изготовленное из мягкого сиропа сахарного полиола, может образовывать жевательное кондитерское изделие, в составе которого может содержаться малое количество локализованного кристаллического полиола.
При изготовлении таких многослойных кондитерских изделий, включающих компоненты кондитерских изделий, которые обладают различными физическими свойствами, могут возникать разнообразные проблемы. Например, жевательная основа и компоненты кондитерских изделий могут иметь различающиеся реологические свойства и термические свойства. Кроме того, разнообразные композиции кондитерских изделий могут иметь значительно различающиеся физические свойства. Аналогичным образом, разнообразные жевательные композиции могут иметь различную вязкость, эластичность и т.д. Такие компоненты кондитерских изделий, которые имеют различающиеся физические свойства, могут различным образом реагировать на различные технологические условия, такие как сжатие, растяжение, нагревание и т.д. Например, когда изготавливают и ламинируют различные компоненты кондитерских изделий, компонент, имеющий меньшую вязкость можно просачиваться, или слои могут не прикрепляться друг к другу в достаточной степени и могут скользить друг относительно друга.
Фиг. 2 представляет производственную систему 200 для изготовления многослойных кондитерских изделий согласно варианту изобретения, которая способна решать данные проблемы. В этом варианте выполнения производственная система 200 предназначена для изготовления трехслойного кондитерского изделия 262, включающего слой жевательной резинки 242, жевательный слой кондитерского изделия 244 и слой жевательной резинки 246. Как представлено на чертеже, жевательный слой кондитерского изделия 244 расположен между слоями жевательной резинки 242, 246. Аналогично производственной системе 100, производственная система 200, как правило, включает установленные раньше по ходу смесительные устройства 202, 204, формовочные устройства 208, 210, 212, прижимной валик 214, режущий валик 216, конвейерную ленту 218, охлаждающий туннель 220 и упаковочное устройство 222. В данном варианте выполнения формовочные устройства 208, 212 обслуживает одно и то же установленное раньше по ходу устройство 202, которое направляет в них исходный материал. Установленное раньше по ходу устройство 202 изготавливает композицию жевательной резинки, которую используют для изготовления слоев жевательной резинки 242, 246. Установленное раньше по ходу устройство 204 изготавливает композицию жевательного кондитерского изделия и питает формовочное устройство 210.
В соответствии с разнообразными аспектами настоящего изобретения, формовочные устройства 208, 210, 212, предусмотренные для формования и/или теплопереноса и, в частности, для изготовления жевательной основы, могут устранять происходящие дальше по ходу последующие операции прокатки. Формовочные устройства 208, 212 для жевательной основы также можно использовать, чтобы исключить экструдеры формовочного типа (например, экструдеры, которые изготавливают широкие тонкие жевательные ленты), и в результате этого можно уменьшать при обработке сдвигающее усилие и увеличивать количество чувствительных к сдвигу ингредиентов, остающихся неповрежденными вместе жевательной резинкой в технологическом процессе. Формовочные устройства 208, 212 можно использовать для изготовления разнообразных жевательных структур, таких как конечная жевательная основа, конечная жевательная основа, включающая кусочки кондитерских изделий жевательная основа и т.д. Аналогичным образом, формовочное устройство для кондитерского изделия 210 можно использовать для изготовления разнообразных кондитерских изделий, таких как твердое кондитерское изделие, жевательное кондитерское изделие, ирис и т.д.
Формовочные устройства 208, 210, 212 можно использовать для изготовления любых типов жевательных структур или других кондитерских композиций, и фактические компоненты установленных раньше по ходу устройств 202, 204 не имеют большой важности по отношению к настоящему изобретению, хотя установленные раньше по ходу системные компоненты, такие как различные типы смесителей, могут влиять на характеристики исходного материала, поступающего в формовочные устройства 208, 210, 212. Кроме того, в изготовлении жевательной структуры для питания формовочных устройств 208, 212 можно использовать различные типы осуществляющих предварительное кондиционирование низкосдвиговых экструдеров, чтобы модифицировать выходящий из смесителя исходный материал и создавать регулярный поток и/или непрерывный поток. В любом случае, предусмотрено, что новые формовочные устройства можно легко использовать с разнообразными установленными раньше по ходу устройствами, которые применяют в промышленности для изготовления кондитерских композиций.
В данном варианте выполнения установленное раньше по ходу смесительное устройство 202 включает смесительный экструдер 264, который перемешивает разнообразные жевательные ингредиенты, изготавливая жевательную структуру 266, и необязательный низкосдвиговый экструдер 268, который изготавливает из жевательной структуры 266 формованную жевательную структуру 270. В других вариантах выполнения установленные раньше по ходу устройства 202 могут включать более чем один смеситель. Смесители способны осуществлять различные типы смешивания в зависимости от ингредиентов, подлежащих смешиванию. Аналогичным образом, установленные раньше по ходу устройства 204 могут включать один или более смесителей и другие необходимые приспособления для изготовления желательной композиции кондитерского изделия.
Перед дальнейшим обсуждением других компонентов производственной системы 200 будет представлено общее описание смесителей, которые можно использовать в разнообразных установленных раньше по ходу устройствах для изготовления жевательных структур и/или других кондитерских изделий.
Общее описание смесителей
Смесители установленных раньше по ходу устройств могут представлять собой непрерывные смесители или периодические смеситель. При использовании в настоящем изобретении непрерывный смеситель, который может также называться в настоящем документе термином «непрерывный процессор», представляет собой технологическое оборудование, в котором разнообразные ингредиенты, используемые для изготовления кондитерской композиции, такой как жевательная резинка, поступают практически непрерывно в устройство, причем данные ингредиенты перемешиваются и поступают в смесительное устройство и выходят из смесительного устройства. Например, в непрерывном смесительном экструдере ингредиенты практически непрерывно поступают через разнообразные установленные раньше по ходу и дальше по ходу питающие отверстия, в то время как шнеки, лопасти, стержни, лопатки или другие смешивающие элементы продолжают направлять смесь через систему, и при этом осуществляется их перемешивание. В установленной дальше по ходу части экструдера полностью или частично объединенная дальше по ходу часть массы выходит из экструдера под действием массы, движущейся непрерывно или практически непрерывно. Выведение массы из экструдера можно упрощать путем включения внешнего или дополнительного насоса.
Непрерывный смеситель может обеспечивать дисперсионное смешивание, распределительное смешивание или сочетание дисперсионного смешивания и распределительного смешивания. Дисперсионное смешивание, как правило, представляет собой высокосдвиговое смешивание, которое разбивает индивидуальные ингредиенты и агрегаты ингредиентов в композиции на мелкие части. Распределительное смешивание, как правило, представляет собой низкосдвиговое смешивание по сравнению с распределительным смешиванием и используется для распределения индивидуальных ингредиентов в объеме композиции, чтобы получать более однородную композицию. Дисперсионное и распределительное смешивание более подробно описаны и обсуждены в патенте США № 5562936, положения и описание которого во всей своей полноте включаются в настоящий документ посредством ссылки.
Непрерывный смеситель в форме экструдера может иметь все дисперсионные смешивающие элементы, все распределительные смешивающие элементы или сочетание дисперсионных смешивающих элементов и распределительных смешивающих элементов. Дисперсионный смешивающие элементы, как правило, расположены раньше по ходу относительно распределительных смешивающих элементов, однако непрерывные смесители согласно настоящему изобретению не ограничиваются таким расположением.
При использовании в настоящем изобретении периодический смеситель, который может также называться в настоящем документе термином «периодический процессор», представляет собой технологическое оборудование, используемое для изготовления кондитерской композиции, которая после ее изготовления выходит из данного оборудования целиком, или, по меньшей мере, дискретные раздельные части композиции выходят с периодическими интервалами, но композиция не выходит непрерывно во время смешивания. Как правило, индивидуальные ингредиенты или части индивидуальных ингредиентов, используемые для изготовления композиции, поступают в устройство практически одновременно или в заданной временной последовательности в дискретных количествах. Индивидуальные ингредиенты, поступающие в периодический смеситель, можно добавлять в различные сроки в течение цикла смешивания таким образом, что некоторые ингредиенты имеют продолжительность выдерживания, практически равную полной продолжительности цикла смешивания, в то время как другие ингредиенты имеют продолжительность выдерживания, которая составляет только часть полной продолжительности цикла смешивания. Кроме того, индивидуальные ингредиенты, которые используют для различных целей в цикле смешивания, могут иметь различные дискретные части ингредиентов, поступающих в различные сроки на протяжении процесса смешивания. Например, при смешивании жевательной структуры один ингредиент можно использовать для обеспечения смешивания эластомера, а также его можно использовать в качестве наполнителя. В случае такого ингредиента можно вводить первую часть в начале цикла смешивания, таким образом, чтобы ее продолжительность выдерживания была равна полной продолжительность смешивания, а вторую часть того же самого ингредиента можно добавлять позже в цикле смешивания, таким образом, чтобы вторая часть имела меньшую продолжительность выдерживания, чем полная продолжительность смешивания.
Периодический смеситель, как правило, осуществляет дисперсионное смешивание или распределительное смешивание, но обычно не осуществляет одновременно дисперсионное и распределительное смешивание. Однако периодический смеситель, используемый при практическом осуществлении настоящего изобретения, не может быть предназначен, чтобы осуществлять одновременное дисперсионное и распределительное смешивание. Например, предусмотрено, что котловый смеситель, который включает внутренние лопасти, может быть предназначен для переключения между дисперсионным и распределительным режимами смешивания путем изменения шага или ориентации лопастей. В качестве альтернативы, котловый смеситель может включать множество комплектов лопастей, таким образом, что один комплект предназначен для дисперсионного смешивания, в то время как еще один комплект предназначен для распределительного смешивания. Предусмотрено, что данный смеситель будет наиболее вероятно использовать только один комплект лопастей единовременно для выполнения при этом смешивания одного типа.
Установленные раньше по ходу устройства согласно разнообразным вариантам изобретения могут быть предназначены для включения одного или более непрерывных смесителей и/или одного или более периодических смесителей, расположенных последовательно и/или параллельно. Разнообразные параллельные и последовательные расположения смесительных устройств для изготовления жевательных структур описаны в патентных заявках США №№ 12/338428 и 12/338682 которые принадлежат правообладателю настоящей заявки, и описания которых во всей своей полноте включаются в настоящий документ посредством ссылки.
Подробное описание производственной системы 200
Далее снова рассмотрим фиг. 2, на котором выпускаемая жевательная структура 266 из экструдера 264, как правило, имеет неправильную форму или, в качестве альтернативы, имеет неоднородную толщину. Выпускаемая жевательная структура 266 может представлять собой эластомер или конечную жевательную основу, или любую промежуточную жевательную структуру, причем она может включать любое число ингредиентов жевательной основы и/или жевательных ингредиентов. В данном варианте выполнения, выпускаемая жевательная структура 266 предпочтительно представляет собой конечную жевательную основу. В зависимости от состава жевательной структуры, неоднородная выпускаемая жевательная структура 266 можно поступать непосредственно в формовочные устройства 208, 212, образуя непрерывный лист жевательной структуры 242, 246, имеющий желательную однородную толщину. В некоторых вариантах выполнения, как представлено на фиг. 2, неоднородная выпускаемая жевательная структура 266 далее перерабатывается, как правило, в однородную структуру, например, элементы жевательной структуры 270, имеющие однородную форму и ширину, перед поступлением в формовочные устройства 208, 212. Элементы могут поступать в формовочные устройства 208, 212 непосредственно из изготавливающего эти элементы экструдера 268, или их можно транспортировать и/или хранить в течение некоторого периода времени перед изготовлением из них листа жевательной основы. В еще одном варианте выполнения неоднородная выпускаемая жевательная структура 266 превращают, как правило, в однородное полотно жевательной структуры, у которого толщина составляет более чем приблизительно 20 мм, используя отдельный низкосдвиговый экструдер или присоединяя соответствующую головку на выходе смесительного экструдера 264.
Следует отметить, что установленное раньше по ходу производящее жевательную основу устройство 202 не нуждается во включении экструдера формовочного типа. Таким образом, одно отличительное свойство и преимущество таких вариантов выполнения заключается в том, что исключается использование экструдера формовочного типа, для которого требуется относительно более высокий сдвиг, чем у необязательного низкосдвигового экструдера 268, суммарное напряжение сдвига, прилагаемое к резине 242, 246, существенно уменьшается для сохранения более чувствительных к сдвигу ингредиентов. Предусмотрено, что чувствительные к сдвигу ингредиенты, такие как ингредиенты, описанные выше, в том числе конкретные инкапсулированные подсластители, ароматизаторы и разнообразные активные фармацевтические ингредиенты, получают особенно большое преимущество от низкосдвиговой обработки. Кроме того, традиционные линии по производству жевательной основы, включающие такой экструдер формовочного типа, ограничиваются изготовлением жевательной структуры, у которой максимальная ширина составляет от приблизительно 220 мм до 460 мм, вследствие высокосдвиговой природы технологического процесса. При изготовлении непрерывного листа жевательной структуры с использованием формовочных устройств 208, 210 такое ограничение ширины больше не применяется, поскольку неоднородную жевательную основу или, как правило, однородную жевательную основу, имеющую значительно большую толщину, чем толщина жевательной основы, обрабатываемой с помощью экструдера формовочного типа, можно обрабатывать, используя формовочные устройства 208, 210. Кроме того, формовочные устройства 208, 210 могут работать при существенно меньшей мощности, например, используя мотор мощностью от 1 до 5 л. с. (от 735,5 до 3677 Вт), и в результате этого происходит значительное сбережение энергии по сравнению с традиционными системами для изготовления жевательной основы, включающими экструдер формовочного типа и линию прокатки и нарезки.
Формовочные устройства 208, 210, 212 имеют конфигурацию, аналогичную конфигурации формовочных устройств 108, 110, 112 в варианте выполнения, представленном на фиг. 1. Каждое из формовочных устройств 208, 210, 212, как правило, включает комплект формовочных барабанов 224, 226, 228 и бункер 230, 232, 234. Каждый комплект формовочных барабанов 224, 226, 228 включает верхний барабан 248, 250, 252, и нижний барабан 254, 256, 258, причем верхний барабан и нижний барабан установлены с вертикальным и горизонтальным сдвигом друг относительно друга, что имело место в случае верхнего и нижнего барабанов формовочных устройств 108, 110, 112.
В данном варианте выполнения, формовочные устройства 208 и 212 принимает изготовленную в установленном раньше по ходу смесительном устройстве 202 жевательную структуру, предпочтительно конечную жевательную основу, и изготавливает лист жевательной основы, имеющий желательную ширину и толщину. У поступающей жевательной основы, которую принимают из установленного раньше по ходу смесительного устройства 202, температура составляет приблизительно от 45°C до 55°C, и вязкость составляет приблизительно 1000000 сП ±10%. Бункер 230, 234 может быть предназначен, чтобы принимать разнообразные формы жевательной структуры, такие как неоднородная жевательная структура, элементы жевательной структуры и/или относительно однородное полотно жевательной структуры. Ширину впускной области бункера 230, 234 можно регулировать, чтобы принимать жевательные структуры различной ширины. В одном варианте выполнения пара формовочных барабанов 224, 228 и бункер 230, 234 предназначены, чтобы принимать жевательную структуру, у которой ширина составляет приблизительно от 25 мм до 1 м или, возможно, более. Может оказаться желательным изготовление более широкого лист жевательной основы, у которого ширина составляет более чем приблизительно 0,6 м, таким образом, чтобы иметь возможность обрабатывать значительный объем жевательной композиции и работать при сниженной скорости, обеспечивая в то же время достаточную производительность.
Формовочные устройства 208 и 212 предназначены для изготовления жевательного лист, у которого толщина составляет приблизительно от 0,3 мм до 15 мм, предпочтительно от 1 мм до 10 мм. В одном варианте выполнения формовочное устройство 208 предназначено для изготовления конечного жевательного листа, у которого средняя толщина составляет приблизительно от 1,5 мм до 5,5 мм. Верхний формовочный барабан 248 имеет меньший диаметр, чем нижний формовочный барабан 254, причем верхний и нижний барабаны 248, 254 имеют одинаковую ширину. Каждый из верхнего и нижнего барабанов 248, 254 предназначен в качестве теплопроводящего барабана с внутренним каналом для циркуляции охлаждающей или нагревающей текучей среды. Кроме того, каждый из верхнего и нижнего барабанов 248, 254 изготовлен из тщательно отполированной нержавеющей стали. Верхний и нижний формовочные барабаны 248, 254 предназначены для выполнения встречного вращения и приводятся в движение независимо отдельными моторами. Таким образом, верхний и нижний барабаны 248, 254 могут вращаться с одинаковой или различной скоростью. Каждый из верхнего и нижнего барабанов 248, 254 может быть предназначен для вращения с линейной скоростью, составляющей приблизительно от 1 до 40 м/мин, предпочтительно приблизительно от 3 до 35 м/мин и предпочтительнее приблизительно от 5 до 16 м/мин.
В данном варианте выполнения верхний и нижний барабаны 248, 254 предназначены для того, чтобы иметь, как правило, одинаковую температуру, составляющую приблизительно от 5°C до 90°C, предпочтительно приблизительно от 15°C до 70°C и предпочтительнее приблизительно от 45°C до 60°C. Промежуток между верхним и нижним барабанами 248, 254 устанавливают согласно целевой толщине жевательного листа. В одном варианте выполнения промежуток между верхним и нижним барабанами 248, 254 составляет 1,5 мм, и температура поверхности верхнего и нижнего формовочных барабанов 248, 254 составляет приблизительно 60°C, причем верхний и нижний формовочные барабаны 248, 254 осуществляют встречное вращение с одинаковой линейной скоростью, составляющей приблизительно 16 м/мин, для изготовления жевательного листа 242, у которого средняя толщина составляет приблизительно 1,5 мм. Каждый из барабанов 248, 254 смазывают, используя жидкий смазочный материал пищевого качества во избежание необходимости смазочного материала для предотвращения прилипания жевательной основы к формовочным барабанам. Жевательный лист 242, изготовленный формовочным устройством 208, переносят на конвейерной ленте 218 по направлению к формовочному устройству 210. Конвейерная лента 218 может охлаждаться до меньшей температуры жевательного листа 242.
Установленное раньше по ходу смесительное устройство 204 изготавливает жевательное кондитерское изделие 236 и питает формовочное устройство 210, в котором жевательное кондитерское изделие превращается в лист жевательного кондитерского изделия 244, имеющий желательную толщину. В одном варианте выполнения обработка композиции жевательного кондитерского изделия начинается с изготовления партии помады. Приготовленную массу кондитерского изделия также получают, используя устройство для приготовления кондитерского изделия, предпочтительно полунепрерывный варочный аппарат для приготовления кондитерского изделия. Приготовленную массу кондитерского изделия затем вводят в резервуар для кондитерского изделия, в котором создают пониженное давление, составляющее приблизительно от 2,5 до 6,5 дюймов ртутного столба (от 8466 до 22010 Па). Желатин добавляют в приготовленное кондитерское изделие и перемешивают для получения желатинизированной приготовленной массы кондитерского изделия. Желатинизированное приготовленное кондитерское изделие капают на охлаждаемый охлаждающий стол, на котором путем укладки добавляют кислоты и ароматизаторы до тех пор, пока температура смеси не снизится до уровня, составляющего приблизительно от 45°C до 80°C. Уложенную желатинизированную массу кондитерского изделия дополнительно обрабатывают в месильной машине до тех пор, пока температура не снизится до уровня, составляющего приблизительно от 35°C до 65°C. После этого помаду вводят в данную массу кондитерского изделия для получения композиции жевательного кондитерского изделия. Как правило, композиция жевательного кондитерского изделия включает приблизительно от 5 мас.% до 20 мас.% помады. Жевательное кондитерское изделие можно поступать в формовочное устройство 210 в форме неоднородной массы, или его можно предварительно изготавливать в виде относительно однородной массы, используя предварительный экструдер. В представлении на фиг. 2 установленное раньше по ходу смесительное устройство 204 в значительной степени упрощено.
Бункер 232 предназначен, чтобы принимать разнообразные формы жевательного кондитерского изделия, такие как неоднородная масса или, как правило, однородное полотно жевательного кондитерского изделия. Формовочное устройство 226 имеет конфигурацию, аналогичную конфигурации формовочного устройства 224, и включает верхний барабан 250 и нижний барабан 256, которые осуществляют встречное вращение, протягивая жевательное кондитерское изделие через промежуток между ними, чтобы путем сжатия превращать жевательное кондитерское изделие в лист жевательного кондитерского изделия 244, имеющий желательную толщину и ширину. Верхний и нижний барабаны 250, 256 снабжены внутренними каналами для циркуляции охлаждающей или нагревающей текучей среды. В зависимости от характеристик жевательного кондитерского изделия (например, вязкость, эластичность и т.д.), один или оба барабана 250, 256 можно нагревать или охлаждать. Например, когда жевательное кондитерское изделие в бункере 232 имеет значительно меньшую вязкость, чем вязкость жевательного листа 142, один оба формовочных барабана 250, 256 можно охлаждать, чтобы снижать температуру жевательного кондитерского изделия для увеличения его вязкости, таким образом, чтобы жевательное кондитерское изделие не могло просачиваться в процессе его ламинирования с жевательными листами 242, 246. Кроме того, значения вязкости жевательных листов 242, 246 и жевательного кондитерского изделия 244 тщательно регулируют для обеспечения достаточной адгезии между листами 242, 244, 246, таким образом, чтобы листы 242, 244, 246 не скользили друг относительно друга и оставались в форме ламинированный трехслойный лист 260 во время последующих технологических процессов. Значения вязкости жевательной основы и жевательного кондитерского изделия в данном варианте выполнения зависят от температуры; таким образом, температуру жевательных листов 242, 246 и жевательного жевательного листа 244 тщательно регулируют, проектируя технологические параметры формовочных барабанов 248, 250, 252, 254, 256, 258 (например, скорости формовочных барабанов и температуры формовочных барабанов) и конвейерной ленты 218 (например, температуру конвейерной ленты).
Когда жевательный жевательный лист 244 изготавливают между формовочными барабанами 250, 256, жевательный жевательный лист 244 наносят на нижний барабан 256 и переносят на конвейерной ленте 218, несущей жевательный лист 242. В данном варианте выполнения каждый из барабанов 250, 256 оборудован устройством для нанесения жидкого смазочного материала, чтобы наносить смазочный материал пищевого качества, чтобы предотвращать прилипание жевательная резинки к поверхностям формовочного барабана. В одном варианте выполнения формовочное устройство 210 имеет конфигурацию и технологические параметры, предназначенные для изготовления листа жевательного кондитерского изделия 244, у которого средняя толщина составляет приблизительно 1,5 мм, и вязкость приблизительно соответствует вязкости жевательного листа 242. Промежуток между нижним барабаном 256 и конвейерной ленты 218 устанавливают таким образом, что нижний барабан 256 прилагает сжимающее усилие к ламинированным листам 242, 244, чтобы обеспечивать достаточную адгезию между листами 242, 244 и в то же время сокращение до минимума просачивание. Ламинированные листы 242, 244 затем переносят на конвейерной ленте 218 по направлению к формовочному устройству 212.
Формовочное устройство 212 имеет конфигурацию, аналогичную конфигурации формовочного устройства 208 и включает бункер 234, верхний формовочный барабан 252, и нижний формовочный барабан 258. В одном варианте выполнения формовочные барабаны 252, 258 имеют такие же технологические параметры, как формовочные барабаны 248, 254, чтобы изготавливать жевательный лист 246, у которого средняя толщина составляет 1,5 мм. Промежуток между нижним барабаном 258 и конвейерной ленте 218 устанавливают на таком уровне, чтобы прилагать достаточное сжимающее усилие к ламинированным листам 260, таким образом, чтобы адгезия между листами 242, 244, 246 была достаточной для предотвращения скольжения между листами при одновременном сокращении до минимума или предотвращения просачивания.
Ламинированный лист типа «жевательная основа-жевательное кондитерское изделие-жевательная основа» 260 переносят на конвейерной ленте 218 по направлению к прижимному валику 214. Конвейерную ленту 218 можно охлаждать для регулирования температуры ламинированного листа 260 в то время, когда он переносится на конвейерной ленте 218. Прижимной валик 214 установлен относительно нижнего барабана 258 на расстоянии, составляющем предпочтительно приблизительно от 0,5 м до 3 м и предпочтительнее приблизительно от 1 м до 1,5 м. Промежуток между прижимным валиком 214 и конвейерной лентой 218 предпочтительно устанавливают на уровне, как правило, соответствующем средней толщине ламинированного листа 260; таким образом, любое сжимающее усилие, прилагаемое к ламинированному листу 260 прижимным валиком 214, является минимальным. Таким образом, прижимной валик способен устранять поверхностные неоднородности и изгибы и дополнительно повышает адгезию между листами 242, 244, 246, но не изменяет в значительной степени толщину ламинированного листа 260. В некоторых вариантах выполнения прижимной валик 214 может дополнительно уменьшать толщину ламинированного листа 260; однако любое дополнительное уменьшение толщины, как правило, ограничено уровнем, составляющим 10% или менее. В одном варианте выполнения, ламинированный лист 260 имеет суммарную толщину, составляющую приблизительно 4,5 мм, включая 1,5 мм жевательного листа 242, 1,5 мм жевательного жевательного листа 244 и 1,5 мм жевательного листа 246, и прижимной валик 214 разглаживает любые поверхностные неоднородности и выравнивает любые неровности толщины поперечного сечения ламинированного листа 260. Прижимной валик 214 можно также представлять собой теплопереносящий валик. В некоторых вариантах выполнения прижимной валик 214 охлаждают для дополнительного уменьшения температуры ламинированного листа 260. В других вариантах выполнения прижимной валик 214 нагревают, чтобы упростить разглаживание и/или дополнительное сокращение до минимума толщины ламинированного листа 260.
После выхода из прижимного валика 214 ламинированный лист 260 переносят на конвейерной ленте 218 по направлению к режущему валику 216. Хотя это не представлено на фиг. 2, боковой разделяющий валик можно также устанавливать вместе с режущим валиком 216. Нарезанный ламинированный лист 261 затем пропускают через охлаждающий туннель 220, в котором нарезанный ламинированный лист 261 охлаждают с верхней и нижней сторон сжатым воздухом. Когда нарезанный ламинированный лист 261 выдерживают в охлаждающем туннеле 220, каждый слой листа типа «жевательная основа-жевательное кондитерское изделие-жевательная основа» затвердевает в достаточной степени для придания конечной формы и упаковки таким образом, чтобы сохранять форму и сокращать до минимума ползучесть материала. В одном варианте выполнения охлаждающий туннель 220 предназначен для кондиционирования нарезанного ламинированного листа 261 при низкой температуре, составляющей приблизительно от 0°C до 15°C. После кондиционирования лист 261 можно разделять путем высечения штампом и/или заворачивать, используя установленное дальше по ходу устройство 222, чтобы изготавливать конечное трехслойное кондитерское изделие 262, включающее слой жевательного кондитерского изделия 244, расположенный между жевательными слоями 242, 244. В других вариантах выполнения нарезанный и кондиционированный лист 261 укладывают слоями и переносят для последующих процессов упаковки.
Хотя на фиг. 2 представлен вариант выполнения с охлаждающим туннелем 220, этот охлаждающий туннель 220 не является обязательным. В других вариантах выполнения один или более формовочных барабанов 248, 250, 252, 254, 256, 258, прижимной валик 214 и/или конвейерную лента 128 охлаждают, чтобы в достаточной степени снижать температуру ламинированного листа 260, и дополнительное кондиционирование в охлаждающем туннеле может оказаться необязательным. Кроме того, один или более охлаждаемых барабанов, охлаждаемый прижимной валик, охлаждаемая конвейерная лента и/или охлаждающий туннель способны обеспечивать достаточное охлаждение и кондиционирование трехслойного листа, и последующее выдерживание в помещении для кондиционирования перед упаковкой не является обязательным для некоторых многослойных композиций. Устранение продолжительного выдерживания в помещении для кондиционирования может в существенной степени снижать испарение летучих ингредиентов кондитерского изделия, таких как ароматизаторы, и в результате этого сохраняется больше ароматизаторов для удовольствия потребителей.
Поскольку каждый из слоев кондитерских изделий изготавливают с использованием отдельного формовочного устройства, можно изготавливать слои, имеющие различные значения толщины или ширины согласно желательному размеру и форме конечного продукта. Кроме того, многослойные кондитерские изделия, изготовленные с использованием способов и устройств согласно вариантам изобретения, могут структурно отличаться от изделий, изготовленных с использованием традиционных приспособлений. Например, устройства согласно вариантам изобретения могут приводить к различной кристаллизации компонентов кондитерских изделий за счет устранения высокосдвигового экструдера формовочного типа и обеспечения быстрого контактного охлаждения с помощью охлаждающих барабанов. Кроме того, варианты изобретения могут обеспечивать изготовление более привлекательных с эстетической точки зрения изделий путем устранения использования смазочных материалов и изготовления каждого слоя кондитерского изделия, имеющего желательную толщину и ширину с относительно небольшими отклонениями толщины и ширины по сравнению изделиями, изготовленными с использованием традиционных систем.
Вариант выполнения трехслойного изделия с мраморовидным жевательным слоем
Фиг. 3 представляет производственную систему 300 для изготовления трехслойного кондитерского изделия согласно следующему варианту изобретения. Производственная система 300 имеет конфигурацию, аналогичную конфигурации производственной системы 200. Однако установленное раньше по ходу смесительное устройство 302 производственной системы 300 включает, по меньшей мере, два смесителя для изготовления, по меньшей мере, двух различных цветных и/или ароматических камеди, образующие мраморовидные жевательные листы с использованием формовочных устройств 308, 312. Таким образом, производственная система 300 способна производить трехслойное кондитерское изделие 362, включающее мраморовидный жевательный слой 342, слой кондитерского изделия 344 и мраморовидный жевательный слой 346.
Как и в случае производственной системы 200, производственная система 300, как правило, включает установленные раньше по ходу смесительные устройства 302, 304, формовочные устройства 308, 310, 312, прижимной валик 314, режущий валик 316, конвейерную ленту 318, охлаждающий туннель 320 и упаковочное устройство 322. Установленное раньше по ходу смесительное устройство 302 включает экструдер 363 для изготовления первой жевательной основы 365 и экструдер 364 для изготовления второй жевательной основы 366, которая имеет иной цвет и/или аромат, отличные от первой жевательной основы. Установленное раньше по ходу устройство 304 производит кондитерское изделие, такое как композиция жевательного кондитерского изделия. Каждое из формовочных устройств 308, 310, 312 включает верхние формовочные барабаны 348, 350, 352 и нижние формовочные барабаны 354, 356, 358, которые имеют конфигурацию и режимы работы, аналогичные формовочным барабанам согласно обсуждаемым выше вариантам выполнения.
В одном варианте выполнения экструдер 363 производит ленту жевательной резинки красного цвета. Эта красная жевательная резинка может быть ароматизирована разнообразными ароматизаторами, такими как вишневый ароматизатор. Аналогичным образом, экструдер 364 производит ленту жевательной резинки синего цвета. Эта синяя жевательная резинка может быть ароматизирована таким же ароматизатором или иным ароматизатором по отношению к красной жевательной резинке, например, таким как лаймовый ароматизатор. Красная жевательная резинка и синяя жевательная резинка могут поступать в формовочные устройства 308, 310 в форме ленты, образуя мраморовидный жевательный лист, имеющий полосатый внешний вид. Ширина и толщина красной жевательной ленты могут быть такими же или отличными по отношению ширине и толщине синей жевательной ленты. Например, экструдер 363 может производить ленту, ширина которой составляет приблизительно 1 дюйм (2,54 см), в то время как экструдер 354 производит ленту, ширина которой составляет приблизительно 0,5 дюйма (1,27 см). В таких вариантах выполнения формовочные устройства 308, 310 могут производить мраморовидные жевательные листы, содержащие больше жевательной резинки красного цвета, чем жевательной резинки синего цвета. Кроме того, даже в вариантах выполнения, в которых два экструдера 363, 364 производят ленты, имеющие одинаковый размер, количество каждой жевательной основы в мраморовидных жевательных листах можно регулировать путем изменения скорости подачи каждой жевательной ленты. В некоторых вариантах выполнения экструдеры 363, 364 можно оборудовать головками, чтобы производить другие разнообразные формы жевательных изделий для изменения рисунков мраморовидных жевательных листов.
В варианте выполнения, представленном на фиг. 3, каждый из экструдеров 363, 364 оборудован резаком 371, 372. В данном варианте выполнения, когда экструдеры 363, 364 производят жевательную ленту, резаки 371, 372 разрезают ленту на отрезки, которые могут иметь заданный размер или статистические размеры. Красные жевательные отрезки 365 и синие жевательные отрезки 366 затем поступают в бункеры 330, 334 формовочных устройств 308, 312. Количество жевательных отрезков 365, 366, поступающих в формовочные устройства 308, 312, может изменяться. Путем резания жевательной основы на отрезки и/или путем изменения количества каждой жевательной основы мраморовидные жевательные листы могут иметь более статистический рисунок. В других вариантах выполнения жевательные отрезки 365, 366 изготавливают предварительно, используя разнообразие различных способов и устройств.
В одном варианте выполнения экструдеры 363, 364 и резаки 371, 373 предназначены для изготовления жевательных отрезков приблизительно равного размера. Одинаковое количество красных жевательных отрезков 365 и синих жевательных отрезков 366 поступает в бункер 330. Смесь жевательных отрезков 365, 366 затем протягивают, используя осуществляющие встречное вращение формовочные барабаны 348, 354, через промежуток между ними и подвергают компрессионному формованию, получая мраморовидный жевательный лист 342. Фиг. 4 схематически иллюстрирует формовочное устройство 308 без бункера 330, чтобы показать, как из смеси жевательных отрезков 365, 366 образуется мраморовидный жевательный лист 342 с помощью формовочных барабанов 348, 354. Внешний вид мраморовидного жевательного листа 342 можно изменять путем изменения линейной скорости формовочных барабанов 348, 354. Например, путем увеличения разности линейных скоростей формовочных барабанов 348, 354 можно получать более размазанный внешний вид красок. Лучший контраст красок можно получать, когда формовочные барабаны вращаются с одинаковой линейной скоростью. Мраморовидный жевательный лист 342 передается на конвейерной ленте 318 по направлению к формовочному устройству 310.
Установленное раньше по ходу смесительное устройство 304 может производить разнообразие различных кондитерских изделий, например, жевательную резинку или карамель. В одном варианте выполнения установленное раньше по ходу смесительное устройство 304 изготавливает жевательное кондитерское изделие, такие как жевательное кондитерское изделие, описанное в варианте выполнения на фиг. 2. Жевательное кондитерское изделие превращают в лист жевательного кондитерского изделия 344, используя формовочное устройство 310, и ламинируют с мраморовидным жевательным листом 342. Ламинированный лист мраморовидной жевательной основы 342 и жевательного кондитерского изделия 344 затем поступает по направлению к формовочному устройству 312 на конвейерной ленте 318. Формовочное устройство 312 принимает жевательные отрезки 365, 366 из установленного раньше по ходу устройства 302 и изготавливает мраморовидный жевательный лист 346 аналогичным образом, как формовочное устройство 308. Мраморовидный жевательный лист 346 затем ламинируют поверх листа жевательного кондитерского изделия 344. Ламинированный лист типа «мраморовидное жевательное кондитерское изделие-мраморовидная жевательная основа» затем дополнительно обрабатывают таким же образом, как в варианте выполнения на фиг. 2.
Покрытая жевательная основа
В одном варианте выполнения производственная система 100 на фиг. 1 предназначена для изготовления жевательной резинки, содержащей покрытие на одной или обеих сторонах. Традиционно жевательную основу покрывают, используя процесс дражерования, в котором многочисленные тонкие слои содержащего сахарный сироп покровного материала наносят на жевательную основу. Такой процесс покрытия, как правило, занимает несколько часов. В данном варианте выполнения подобный тесту покровный материал подвергают компрессионному формованию и ламинированию на жевательный лист для получения желательного покрытия, используя лишь одностадийную обработку, которая занимает от нескольких секунд до нескольких минут. Кроме того, поскольку процессы изготовления жевательной основы и нанесения покрытия можно осуществлять на одной линии, экономится много времени и средств. Хотя в данном варианте выполнения осуществляют формование и покрытие жевательного листа, можно формовать и покрывать разнообразные различные листы кондитерских изделий, такие как жевательное кондитерское изделие. Кроме того, можно наносить разнообразные различные покровные материалы для получения покрытия, которое имеет желательную твердость (например, является мягким, твердым, хрупким). В некоторых вариантах выполнения различные покровные материалы и/или покрытия различной толщины можно наносить на каждую сторону центрального листа кондитерского изделия. Таким образом, производственная система 100 может обеспечивать большую гибкость в отношении формы изделий.
В одном варианте выполнения жевательный лист покрывают твердой хрупкой оболочкой, аналогичный оболочке традиционных подушечек жевательной резинки, в один слой. Такой покровный материал можно составлять, используя твердые сахарные спирты или сахар, а также вязкий сахарный жидкий связующий материал. Покровную композицию изготавливают в установленном раньше по ходу смесительном устройстве 102 и направляют в бункер 136. В данном варианте выполнения покровный материал составляют, используя полиол, в качестве которого выбирают мальтит, изомальт и сорбит, и связующий материал, в качестве которого выбирают ксантановую камедь, альгинат натрия, CMC и пленку Tica (смесь альгината, каррагенана и CMC). Например, покровная композиция включает мальтит и приблизительно 3,7 мас.% ксантановой камеди. Покровная композиция может также включать другие ингредиенты, такие как ароматизаторы. покровная композиция включает менее чем 20%, предпочтительно менее чем 10% суммарного влагосодержания для обеспечения быстрой сушки покрытия.
Покровную композицию подвергают компрессионному формованию между осуществляющими встречное вращение формовочными барабанами 148, 154. Когда покровная композиция сжимается между формовочными барабанами 148, 154, связующий материал прилипает к твердым частицам и образует покровную пленку 142, которая может быть ламинирована к поверхности жевательной основы. Промежуток 125 между формовочными барабанами 148, 154 устанавливают согласно желательной толщине покровной пленки 142. В одном варианте выполнения формовочные барабаны 148, 154 предназначены и используются для образования покровной пленки 142, толщина которой составляет от 0,1 мм до 5 мм, предпочтительно от 0,3 мм до 2 мм и предпочтительнее от 0,5 мм до 1 мм. Покровная пленка 142 переносится конвейерной ленте 118 по направлению к формовочному устройству 110. Формовочное устройство 110 принимает желательную жевательную композицию из установленного раньше по ходу смесительного устройства 104 и изготавливает жевательный лист 144, используя формовочные барабаны 150, 156. Жевательный лист 144 затем ламинируют поверх покровной пленки 142 между нижним формовочным барабаном 156 и конвейерной лентой 118. Покровный материал составляют таким образом, что покровная пленка 142 обладает достаточными вязкоупругими характеристиками, чтобы из нее можно было компрессионно формовать непрерывную пленку, которая способна прикрепляться к жевательному листу 144. Кроме того, температуры формовочных барабанов 148, 150, 154, 156 регулируют для сохранения оптимальных вязкоупругих характеристик покровного материала и жевательной основы, таким образом, что покровная пленка в достаточной степени прикрепляется к жевательному листу, в то же время сокращая до минимума любое просачивание.
Покрытый с одной стороны жевательный лист затем переносят на конвейерной ленте 118 по направлению к формовочному устройству 112. Установленное раньше по ходу смесительное устройство 106 изготавливает покровную композицию, которая может быть такой же или отличной от покровной композиции, изготовленной в установленном раньше по ходу смесительном устройстве 102. Покровную композицию затем направляют в бункер 140 и превращают в покровную пленку 146, используя формовочные барабаны 152, 158. Покровная пленка 146 может иметь такую же или другую толщину по отношению к покровной пленке 142. В одном варианте выполнения покровная пленка 142 может образовывать хрупкое покрытие, в то время как покровная пленка 146 образует мягкое покрытие. Покровную пленку 146 затем ламинируют поверх жевательного листа 144, используя нижний формовочный барабан 158, и в результате этого получается ламинированный лист 160 типа «покрытие-жевательная основа-покрытие». Этот лист 160 типа «покрытие-жевательная основа-покрытие» затем разглаживают, используя прижимной валик 114, и далее обрабатывают, получая изделие желательной формы.
Другие варианты выполнения
Фиг. 5 представляет производственную систему 500 для изготовления двухслойного кондитерского изделия согласно следующему варианту изобретения. Система 500 имеет конфигурацию, аналогичную конфигурации системы 100 на фиг. 1, но включает только два установленных раньше по ходу смесительных устройства 504, 504 и два формовочных устройства 510, 512. Как и в случае системы 100, формовочное устройство 512 установлено дальше по ходу относительно формовочного устройства 510 для изготовления двухслойного ламинированного листа 560. Каждое из формовочных устройств включает осуществляющие встречное вращение верхние формовочные барабаны 550, 552 и нижние формовочные барабаны 156, 158, которые изготавливает лист кондитерского изделия 144, 146, как и в случае системы 100. Хотя система 500 включает такие же установленные дальше по ходу приспособления, как система 100, можно использовать и другие установленные дальше по ходу приспособления с формовочными устройствами 510, 512 для изготовления желательного кондитерского изделия.
Фиг. 6 представляет производственную систему 600 для изготовления четырехслойного кондитерского изделия согласно еще одному варианту изобретения. Система 600 имеет конфигурацию, аналогичную конфигурации системы 100 на фиг. 1, но включает четыре установленных раньше по ходу смесительных устройства 602, 604, 606, 608 и четыре формовочных устройства 610, 612, 614, 616. Формовочные устройства 610, 612, 614, 616 установлены в последовательности, в которой каждое формовочное устройство изготавливает один из листов кондитерского изделия 620, 622, 624, 626, которые ламинируют друг с другом, изготавливая четырехслойный ламинированный лист 660. В зависимости от характеристик кондитерских изделий и адгезии между слоями, прижимной валик 614 можно устанавливать дальше по ходу относительно формовочного устройства 616, чтобы разглаживать любые поверхностные неоднородности и/или выравнивать толщину поперечного сечения четырехслойного листа 660. Четырехслойный лист 660 можно затем направлять на дополнительную обработку или на хранение.
Фиг. 7 представляет производственную систему 700 для изготовления трехслойного кондитерского изделия согласно еще одному варианту изобретения. Система 700 имеет конфигурацию, аналогичную конфигурации системы 100, и включает три установленных раньше по ходу смесительных устройства 702, 704, 706 и три формовочных устройства 708, 710, 712. Кроме того, на фиг. 7 система 700 представлена с такими же установленными дальше по ходу приспособлениями, как в системе 100 на фиг. 1. Однако можно устанавливать и другие приспособления дальше по ходу относительно формовочного устройства 708.
Формовочные устройства 708, 710, 712 установлены последовательно, как и в случае системы 100. Второй формовочное устройство 710 имеет аналогичную конфигурацию и работает как формовочные устройства 108, 110, 112, используя два осуществляющих встречное вращение формовочных барабана 750, 756. Однако формовочные устройства 708 и 712 включают третий формовочный барабан 760, 762. Как представлено на чертеже, формовочные устройства 708, 712 включает верхний формовочный барабан 748, 752, который установлен выше по вертикали с горизонтальным смещением относительно нижнего формовочного барабана 754, 758 с промежутком между ними, аналогично верхнему и нижнему формовочным барабанам формовочных устройств 108, 110, 112. Формовочные устройства 708, 712 дополнительно включают третий формовочный барабан 760, 762, который установлен ниже по вертикали относительно нижнего формовочного барабана 754, 758. Хотя третий формовочный барабан 760, 762 представлен как имеющий общую вертикальную ось с нижним формовочным барабаном 754, 758, третий формовочный барабан 760, 762 можно также устанавливать с горизонтальным смещением относительно нижнего формовочного барабана 754, 758.
Формовочные барабаны предназначены для встречного вращения по отношению к соседнему формовочному барабану. В данном варианте выполнения верхний формовочный барабан 748, 752 вращается по направлению против часовой стрелки, в то время как нижний формовочный барабан 754, 758 вращается в направлении по часовой стрелке, таким образом, что верхний формовочный барабан 748, 752 и нижний барабан 754, 758 осуществляют встречное вращение. Кроме того, третий формовочный барабан 760, 762 вращается в направлении против часовой стрелки, и, таким образом, нижний барабан 754, 758 и третий формовочный барабан 760, 762 также осуществляют встречное вращение. В данном варианте выполнения используют нижний формовочный барабан 754, 758 и третий формовочный барабан 760, 762, которые имеют одинаковый диаметр, в то время как верхний формовочный барабан 748, 752 имеет меньший диаметр, чем нижний формовочный барабан и третий формовочный барабан. Однако в других вариантах выполнения можно использовать все три формовочных барабана, которые имеют одинаковый диаметр, или все они могут иметь различные диаметры. Один или более формовочных барабанов можно оборудовать внутренним каналом для циркуляции охлаждающей или нагревающей текучей среды, таким образом, что формовочные барабаны могут также функционировать в качестве теплопереносящих валиков.
В одном варианте выполнения установленное раньше по ходу смесительное устройство 702 изготавливает жевательную композицию и направляет ее в бункер 730. Осуществляющие встречное вращение верхний и нижний формовочные барабаны 748, 754 протягивают жевательную основу через промежуток между ними и компрессионно изготавливают лист жевательной основы 742. В одном варианте выполнения промежуток составляет 2 мм, и верхний и нижний формовочные барабаны 748, 754 нагревают до температуры, составляющей приблизительно от 40°C до 60°C, для изготовления жевательного листа 742, у которого средняя толщина составляет приблизительно 2 мм в точке выхода из верхнего и нижнего формовочных барабанов 748, 754. Жевательный лист 742 затем поступает на нижний барабан 754, и можно осуществлять его последующее формование между нижним формовочным барабаном 754 и третьим формовочным барабаном 760. Когда никакое дополнительное уменьшение толщины не является желательным, промежуток между нижним формовочным барабаном 754 и третьим формовочным барабаном 760 можно устанавливать таким же, как промежуток между верхним формовочным барабаном 748 и нижним формовочным барабаном 754. Таким образом, нижний формовочный барабан 754 и третий формовочный барабан 760 прилагают нулевое или минимальный сжимающее усилие к жевательному листу 142 и своим действием только разглаживают любые поверхностные неоднородности и/или выравнивают толщину поперечного сечения жевательного листа 742. В таких вариантах выполнения третий формовочный барабан предназначен для вращения с такой же линейной скоростью, как нижний формовочный барабан 754, таким образом, что не происходит практически никакого уменьшения толщины вследствие вытягивающего действия между осуществляющими встречное вращение нижним формовочным барабаном и третьим формовочным барабаном. Третий формовочный барабан 760 можно охлаждать, чтобы снижать температуру жевательного листа 742, в то время как он переносится на третий формовочный барабан 760.
В вариантах выполнения, в которых дополнительное уменьшение толщины жевательного листа 742 является желательным после формования между верхним и нижним формовочными барабанами 748, 754, промежуток между нижним формовочным барабаном 754 и третьим формовочным барабаном 760 можно устанавливать меньшим, чем промежуток между верхним и нижним формовочными барабанами 748, 754. Например, когда промежуток между верхним и нижним формовочными барабанами 748, 754 составляет 2 мм, промежуток между нижним и третьим формовочными барабанами 754, 760 может составлять 1,5 мм, чтобы получался жевательный лист, у которой средняя толщина составляет приблизительно 1,5 мм. Уменьшение толщины жевательного листа 142 можно также осуществлять путем вращения третьего барабана 760 с более высокой линейной скоростью, чем скорость нижнего формовочного барабана 754, чтобы вытягивать и растягивать жевательный лист 744, и в результате этого уменьшается его толщина. В таких вариантах выполнения третий формовочный барабан 760 можно нагревать выше температуры окружающей среды, чтобы упрощать дальнейшее формование жевательного листа 742. Жевательный лист 742 затем переносят на конвейерной ленте 718 по направлению ко второму формовочному устройству 710.
Установленное раньше по ходу смесительное устройство 710 способно изготавливать разнообразные различные кондитерские изделия, которые описаны в обсуждаемых выше вариантах выполнения. Например, установленное раньше по ходу смесительное устройство 710 способно изготавливать композицию кондитерского изделия. Кондитерское изделие затем превращают в лист кондитерского изделия 744 и ламинируют поверх жевательного листа 142, используя нижний формовочный барабан 756. Ламинированное кондитерское изделие лист 744 и жевательный лист 742 затем переносят по направлению к формовочному устройству 712. Установленное раньше по ходу смесительное устройство 706 может изготавливать разнообразные композиции различных кондитерских изделий. В данном варианте выполнения установленное раньше по ходу смесительное устройство 706 изготавливает жевательную основу и направляет ее в формовочное устройство 712. Формовочное устройство 712 изготавливает жевательный лист 746, имеющий желательную толщину, используя формовочные барабаны 752, 758, 762, таким же образом, как формовочное устройство 708. Жевательный лист 746 затем ламинируют поверх листа кондитерского изделия 744, используя третий формовочный барабан 762, и в результате этого изготавливают лист 764 типа «жевательная основа-кондитерское изделие-жевательная основа». Этот лист типа «жевательная основа-кондитерское изделие-жевательная основа» затем переносят на конвейерной ленте 718 по направлению к прижимному валику 714, и данный прижимной валик 714 разглаживает любые поверхностные неоднородности и/или выравнивает толщину поперечного сечения листа 764 типа «жевательная основа-кондитерское изделие-жевательная основа».
Все литературные источники, включающие публикации, патентные заявки и патенты, которые процитированы в настоящем документе, включаются в него посредством соответствующей ссылки в такой же степени, как если бы каждый литературный источник был отдельно и специально указан в качестве включенного посредством ссылки и был приведен во всей своей полноте в настоящем документе.
Использование определенного и неопределенных артиклей и аналогичных структур в контексте описания настоящего изобретения (в частности, в контексте следующей формулы изобретения) следует истолковывать как распространяющееся на единственное и множественное число, если иные условия не определены в настоящем документе, и если это очевидно не противоречит контексту. Термины «включающий», «имеющий», «представляющий собой» и «содержащий» следует истолковывать как неограничительные термины (т.е. означающие «включающий, но не ограниченный этим»), если не определено другое условие. Представление интервалов значений в настоящем документе предназначено просто в качестве способа краткого описания, заменяющего индивидуальное представление каждого отдельного значения, находящегося в данном интервале, если другое условие не определено в настоящем документе, и каждое отдельное значение включается в описание, как если бы оно было индивидуально представлено в настоящем документе. Все способы, описанные в настоящем документе, можно осуществлять в любом подходящем порядке, если другое условие не определено в настоящем документе, и если это очевидно не противоречит контексту. Использование любого и всех примеров или обозначающих примеры формулировок (например, «такой как»), представленное в настоящем документе, предназначено просто для лучшей иллюстрации настоящего изобретения и не устанавливает ограничения в отношении объема настоящего изобретения, если не определено другое условие. Никакую формулировку в описании не следует истолковывать как означающую, что какой-либо незаявленный элемент является важным для практического изобретения.
В данном документе описаны предпочтительные варианты изобретения, включающие наилучшие способы изобретения, которые известны его авторам. Видоизменения данных предпочтительных вариантов выполнения могут становиться очевидными обычным специалистам в данной области техники после ознакомления с представленным выше описанием. Авторы настоящего изобретения ожидают, что специалисты в данной области техники будут использовать такие видоизменения соответствующим образом, и авторы предполагают, что настоящее изобретение будет практически осуществляться иным образом, чем конкретно описано в настоящем документе. Соответственно, настоящее изобретение включает все модификации и эквиваленты предметов, описанных в прилагаемых к данному описанию формуле изобретения, насколько это разрешает применимое право. Кроме того, настоящее изобретение распространяется на любое сочетание описанных выше элементов во всех возможных вариантах, если другое условие не определено в настоящем документе, и если это очевидно не противоречит контексту.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНОВА ЖЕВАТЕЛЬНОЙ РЕЗИНКИ, СПОСОБ ИЗГОТОВЛЕНИЯ ОСНОВЫ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ, СПОСОБ ИЗГОТОВЛЕНИЯ ОСНОВЫ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ С ОБСЫПКОЙ И ЖЕВАТЕЛЬНАЯ РЕЗИНКА | 2020 |
|
RU2837671C2 |
| ВОЗДЕЙСТВИЕ КАЛЬЦИЙФОСФАТНЫМ КОМПЛЕКСОМ НА ЗУБНОЙ КАРИЕС | 2007 |
|
RU2437646C2 |
| КАЛЬЦИЙФОСФАТНЫЙ КОМПЛЕКС ДЛЯ КИСЛОТОСОДЕРЖАЩИХ КОНФЕТ | 2007 |
|
RU2417621C2 |
| КАЛЬЦИЙФОСФАТНЫЙ КОМПЛЕКС ДЛЯ КИСЛОТОСОДЕРЖАЩЕЙ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ | 2007 |
|
RU2437651C2 |
| ВОЗДЕЙСТВИЕ КАЛЬЦИЙФОСФАТНОГО КОМПЛЕКСА НА ЗУБНОЙ КАРИЕС | 2007 |
|
RU2437652C2 |
| СПОСОБЫ ФОРМОВАНИЯ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ И КАРАМЕЛЬНОГО КОНДИТЕРСКОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2012 |
|
RU2585462C2 |
| МНОГОЗОНАЛЬНОЕ КОНДИТЕРСКОЕ ИЗДЕЛИЕ | 2009 |
|
RU2492695C2 |
| ЖЕВАТЕЛЬНАЯ РЕЗИНКА (ВАРИАНТЫ) И СПОСОБ ОБЕСПЕЧЕНИЯ ОЩУЩЕНИЯ УВЛАЖНЕНИЯ В ПОЛОСТИ РТА | 2009 |
|
RU2521120C2 |
| СПОСОБ ФОРМОВАНИЯ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ (ВАРИАНТЫ) | 2012 |
|
RU2575754C2 |
| ОРАЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ УЛУЧШЕНИЯ ПОДПОВЕРХНОСТНОЙ РЕМИНЕРАЛИЗАЦИИ ЭМАЛИ В ЗУБАХ МЛЕКОПИТАЮЩЕГО | 2007 |
|
RU2421207C2 |
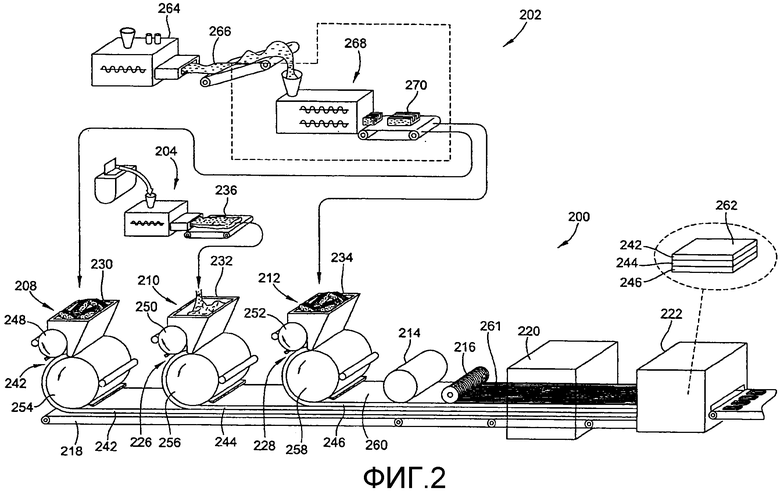
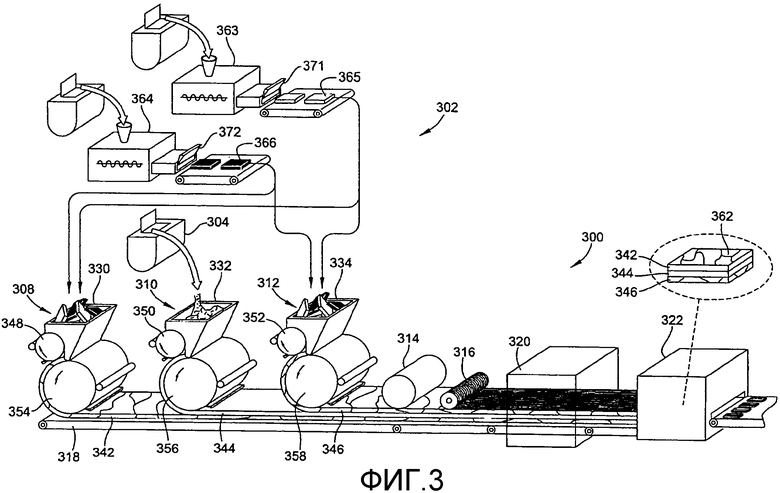
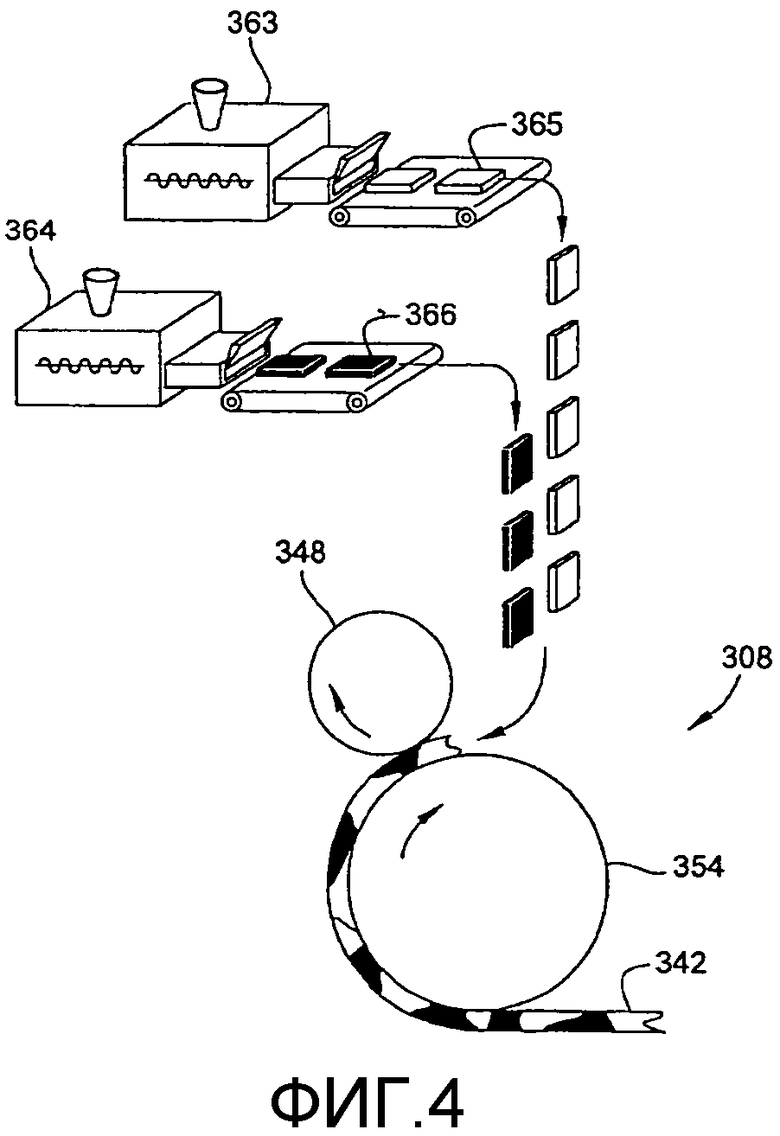
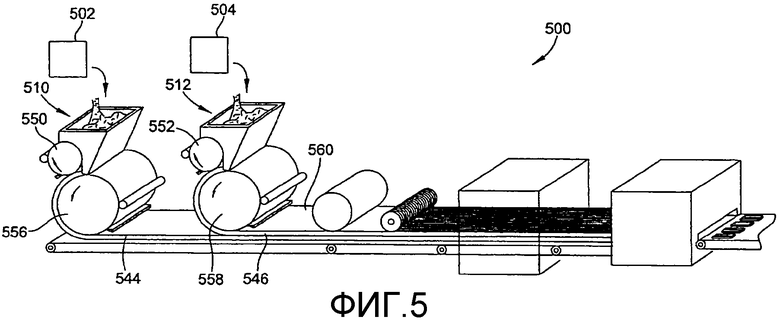
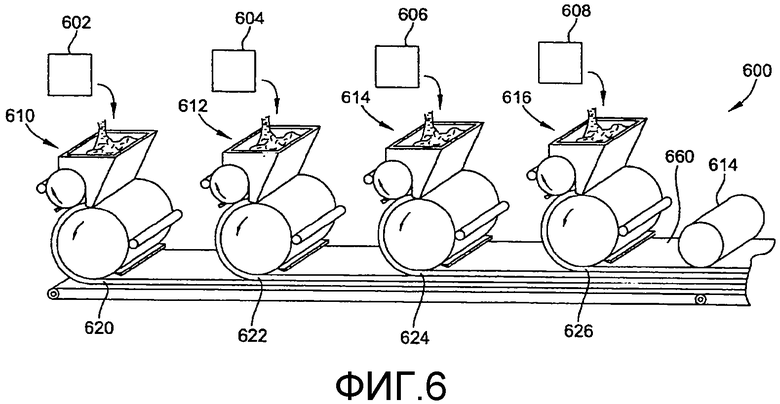
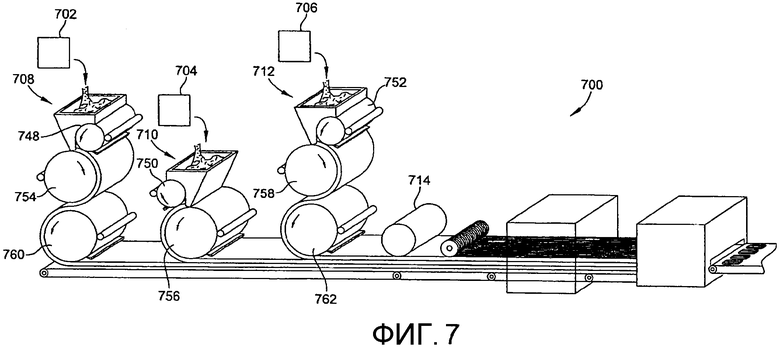
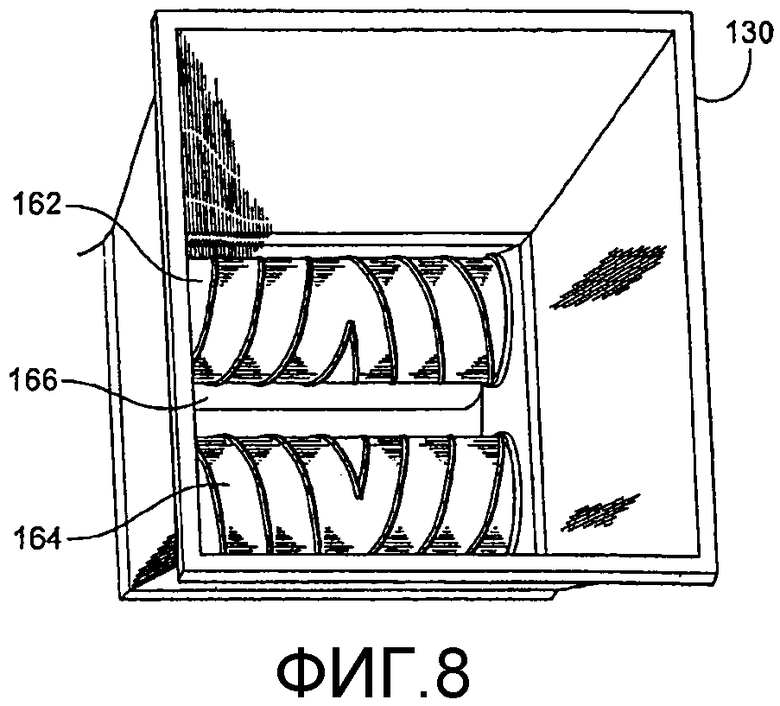
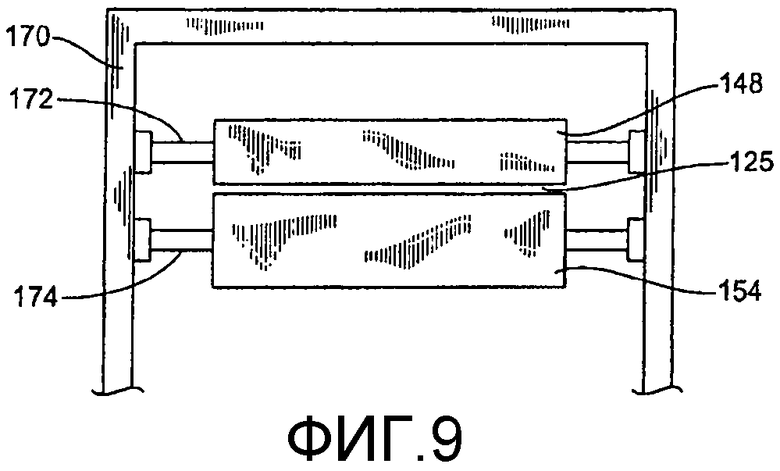
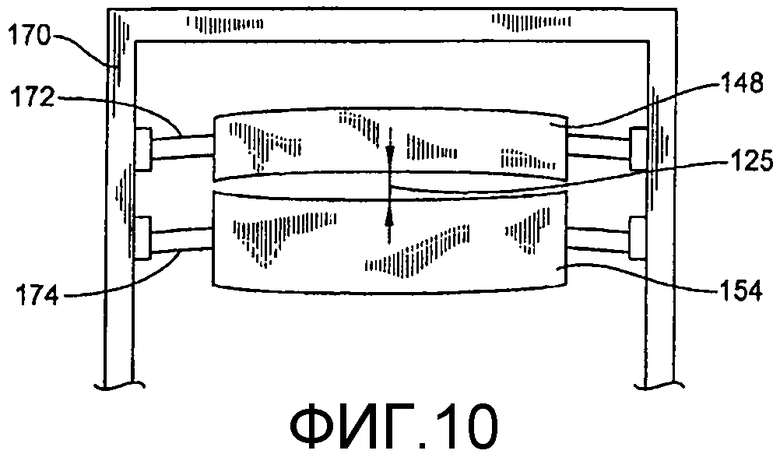
Группа изобретений относится к пищевой промышленности, в частности к способу и устройству для изготовления многослойного кондитерского изделия, включающим использование, по меньшей мере, двух комплектов формовочных барабанов, которые формируют и ламинируют листы кондитерских изделий. Использование группы изобретений позволит повысить качество получаемого продукта. 3 н. и 52 з.п. ф-лы, 10 ил., 1 табл.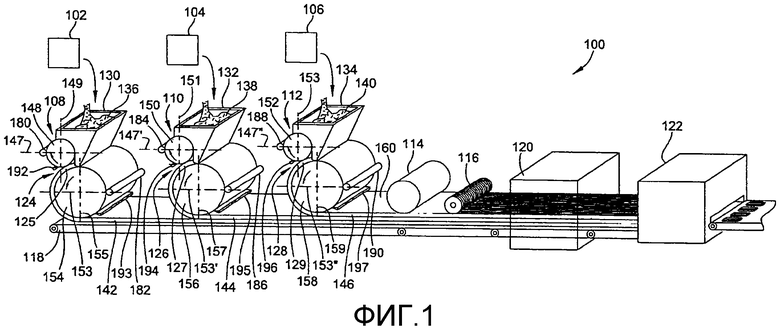
1. Способ изготовления листа многослойного кондитерского изделия, включающий:
изготовление первого листа кондитерского изделия, у которого средняя толщина составляет приблизительно от 0,3 мм до 10 мм, с использованием первого формовочного устройства, имеющего первый комплект формовочных барабанов;
изготовление второго листа кондитерского изделия, у которого средняя толщина составляет приблизительно от 0,3 мм до 10 мм, с использованием второго формовочного устройства, имеющего второй комплект формовочных барабанов; и
ламинирование первого листа кондитерского изделия и второго листа кондитерского изделия, с использованием по меньшей мере одного формовочного барабана из указанного второго комплекта формовочных барабанов, с получением листа многослойного кондитерского изделия.
2. Способ по п. 1, дополнительно включающий смешивание жевательных ингредиентов в конечную жевательную структуру и направление жевательной структуры, по меньшей мере, в одно из первого и второго формовочных устройств для изготовления жевательного листа, в котором жевательная структура поступает в форме неоднородной массы или имеет однородную форму, имеющую среднюю толщину более чем приблизительно 20 мм.
3. Способ по п. 2, в котором у жевательного листа толщина составляет приблизительно от 2 мм до 6 мм и вариационный коэффициент толщины составляет менее чем приблизительно 10%.
4. Способ по п. 3, дополнительно включающий нагревание, по меньшей мере, одного из первого и второго комплектов формовочных барабанов до температуры поверхности, составляющей приблизительно от 40°С до 60°С, для изготовления жевательного листа.
5. Способ по п. 1, в котором каждый из первого и второго комплектов формовочных барабанов включает, по меньшей мере, два формовочных барабана, в котором встречное вращение соседних формовочных барабанов протягивает кондитерское изделие через промежуток между ними для прижимного формования листов кондитерских изделий; причем первый комплект формовочных барабанов и второй комплект формовочных барабанов установлены последовательно на конвейерной ленте; и перемещение первого листа кондитерского изделия по направлению ко второму комплекту формовочных барабанов на конвейерной ленте и ламинирование второго листа кондитерского изделия поверх первого листа кондитерского изделия осуществляется на конвейерной ленте с использованием одного из формовочных барабанов второго комплекта формовочных барабанов.
6. Способ по п. 5, дополнительно включающий изготовление третьего листа кондитерского изделия, у которого толщина составляет приблизительно от 0,3 мм до 10 мм, с использованием третьего комплекта формовочных барабанов, включающего, по меньшей мере, два формовочных барабана; сжатие кондитерского изделия, протягиваемого между соседними формовочными барабанами первого, второго и третьего комплектов формовочных барабанов для изготовления первого, второго или третьего листов кондитерских изделий; в котором сжатие включает приложение равного поперечного сжимающего усилия к кондитерскому изделию для изготовления первого, второго и третьего листов кондитерских изделий, у которых вариационный коэффициент толщины составляет менее чем приблизительно 10% и ширина составляет более чем приблизительно 0,6 м; и ламинирование третьего листа кондитерского изделия поверх второго листа кондитерского изделия с использованием одного из формовочных барабанов третьего комплекта формовочных барабанов.
7. Способ по п. 6, в котором, по меньшей мере, один из первого, второго и третьего комплектов формовочных барабанов изготавливает жевательный лист, причем, по меньшей мере, один из формовочных барабанов нагревается до температуры поверхности, составляющей приблизительно от 40°С до 60°С, для изготовления жевательного листа.
8. Способ по п. 5, дополнительно включающий разглаживание поверхностных неоднородностей с использованием валика, установленного дальше по ходу относительно второго комплекта формовочных барабанов, в котором валик установлен на конвейерной ленте с промежутком между ними, причем промежуток практически равняется средней толщине листа многослойного кондитерского изделия для выравнивания поперечной толщины листа многослойного кондитерского изделия.
9. Способ по п. 8, в котором валик охлаждают до температуры поверхности, составляющей приблизительно от 5°С до 25°С.
10. Способ по п. 8, в котором валик нагревают до температуры поверхности, составляющей приблизительно от 40°С до 60°С.
11. Способ по п. 5, дополнительно включающий регулирование температуры первого и второго листов кондитерских изделий до практического совпадения вязкости первого листа кондитерского изделия и вязкости второго листа кондитерского изделия.
12. Способ по п. 11, в котором регулирование температуры первого и второго листов кондитерских изделий осуществляют путем регулирования температуры формовочных барабанов.
13. Способ по п. 2, дополнительно включающий предварительное формование жевательной структуры в непрерывное полотно жевательной структуры, у которой средняя толщина составляет более чем приблизительно 30 мм, с использованием низкосдвигового экструдера, имеющего большое выпускное отверстие, чтобы сокращать до минимума сдвигающее усилие, приложенное к жевательной структуре в экструдере; в котором изготовление жевательного листа с использованием комплекта формовочных барабанов включает приложение сжимающего усилия и уменьшение толщины непрерывного полотна жевательной структуры до толщины, составляющей приблизительно от 2 мм до 6 мм.
14. Способ по п. 1, дополнительно включающий стадию установки первого и второго комплектов формовочных барабанов, в котором каждый из первого и второго комплектов формовочных барабанов включает верхний барабан и нижний барабан, причем стадия установки включает:
размещение верхнего барабана и нижнего барабана горизонтально смещенными друг от друга;
создание промежутка между верхним и нижним барабанами в соответствии с желательной толщиной листа кондитерского изделия;
размещение верхнего барабана вертикально над нижним барабаном, причем область впуска кондитерского изделия расположена вертикально над нижним барабаном;
оборудование каждого из верхнего и нижнего барабанов мотором для независимого движения каждого барабана;
встречное вращение верхнего и нижнего барабанов для протягивания кондитерского изделия через промежуток и приложение сжимающего усилия к кондитерскому изделию для изготовления листа кондитерского изделия.
15. Способ по п. 14, в котором первый комплект формовочных барабанов изготавливает лист кондитерского изделия, у которого толщина составляет приблизительно от 2 мм до 6 мм из готовой жевательной композиции, и который дополнительно включает нагревание верхнего и нижнего барабанов первого комплекта формовочных барабанов до температуры поверхности, составляющей приблизительно от 40°С до 60°С, посредством движения нагревательной текучей среды через каналы в верхнем и нижнем барабанах.
16. Способ по п. 14, в котором первый комплект формовочных барабанов установлен раньше по ходу относительно второго комплекта формовочных барабанов на охлаждаемой конвейерной ленте.
17. Способ по п. 14, в котором верхний барабан и нижний барабан движутся с одинаковой линейной скоростью.
18. Способ по п. 14, в котором верхний барабан и нижний барабан движутся с различными линейными скоростями.
19. Способ по п. 14, дополнительно включающий расположение первого и второго комплектов формовочных барабанов для сохранения максимального смещения между верхним и нижним барабанами, составляющего менее чем 0,5 мм во время формования.
20. Способ по п. 14, дополнительно включающий охлаждение, по меньшей мере, одного из формовочных барабанов.
21. Способ по п. 14, в котором первый комплект формовочных барабанов изготавливает первый лист кондитерского изделия из неоднородной массы первого кондитерского изделия, причем верхний и нижний барабаны первого комплекта формовочных барабанов осуществляют встречное вращение, протягивая неоднородную первую кондитерскую массу через промежуток между ними для изготовления первого листа кондитерского изделия; и второй комплект формовочных барабанов изготавливает второй лист кондитерского изделия из непрерывного полотна второго кондитерского изделия, у которой средняя толщина составляет более чем приблизительно 30 мм, причем верхний и нижний барабаны второго комплекта формовочных барабанов осуществляют встречное вращение, протягивая непрерывное полотно второго кондитерского изделия через промежуток между ними и уменьшают толщину непрерывного полотна для изготовления второго листа кондитерского изделия.
22. Способ по п. 14, дополнительно включающий установку третьего комплекта формовочных барабанов путем размещения верхнего барабана и нижнего барабана горизонтально смещенными друг от друга; создание промежутка между верхним и нижним барабанами в соответствии с желательной толщиной листа кондитерского изделия; размещение верхнего барабана вертикально над нижним барабаном; оборудование каждого из верхнего и нижнего барабанов мотором для независимого движения каждого барабана; встречное вращение верхнего и нижнего барабанов для протягивания третьего кондитерского изделия через промежуток и приложение сжимающего усилия к третьему кондитерскому изделию для изготовления третьего листа кондитерского изделия.
23. Способ по п. 22, в котором первый, второй и третий комплекты формовочных барабанов установлены на конвейерной ленте последовательно, причем первый комплект формовочных барабанов установлен раньше по ходу относительно второго комплекта формовочных барабанов и второй комплект формовочных барабанов установлен раньше по ходу относительно третьего комплекта формовочных барабанов; и способ дополнительно включает изготовление жевательной структуры и направление жевательной структуры на первый комплект формовочных барабанов и третий комплект формовочных барабанов; и изготовление жевательного кондитерского изделия и направление жевательного кондитерского изделия на второй комплект формовочных барабанов; причем первый комплект формовочных барабанов изготавливает первый жевательный лист, второй комплект формовочных барабанов изготавливает лист жевательного кондитерского изделия и ламинирует лист жевательного кондитерского изделия поверх первого жевательного листа, и третий комплект формовочных барабанов изготавливает второй жевательный лист и ламинирует второй жевательный лист поверх листа жевательного кондитерского изделия, и в результате этого получается лист типа «жевательная основа - жевательное кондитерское изделие - жевательная основа».
24. Способ по п. 23, в котором верхний и нижний барабаны первого и третьего комплектов формовочных барабанов нагревают до температуры поверхности, составляющей приблизительно от 40°С до 60°С, для изготовления первого и второго жевательных листов, у которых средняя толщина составляет приблизительно от 1 мм до 6 мм, и вариационный коэффициент толщины составляет менее чем приблизительно 10%.
25. Способ по п. 24, в котором, по меньшей мере, один из верхнего и нижнего барабанов второго комплекта формовочных барабанов охлаждают до температуры поверхности, составляющей приблизительно от 5°С до 25°С, для изготовления листа жевательного кондитерского изделия, у которого средняя толщина составляет приблизительно от 1 мм до 6 мм.
26. Способ по п. 25, дополнительно включающий разглаживание любых поверхностных неоднородностей и выравнивание поперечной толщины полотна листа типа «жевательная основа - жевательное кондитерское изделие - жевательная основа» с использованием валика, установленного дальше по ходу относительно третьего комплекта формовочных барабанов, причем валик установлен на конвейерной ленте с промежутком между ними; и установку промежутка между валиком и конвейерной лентой, приблизительно равного толщине листа типа «жевательная основа - жевательное кондитерское изделие - жевательная основа».
27. Способ по п. 14, в котором первый комплект формовочных барабанов изготавливает жевательный лист и второй комплект формовочных барабанов изготавливает покровную пленку, образующую покровный материал, и компрессионно ламинирует покровную пленку на жевательный лист, причем покровный материал включает твердый сахарный спирт или сахар и вязкий сахарный жидкий связующий материал; причем верхний и нижний барабаны из вторых формовочных барабанов прилагают сжимающее усилие к покровному материалу для изготовления покровной пленки.
28. Способ по п. 1, дополнительно включающий смазку первого и второго листов кондитерских изделий жидким смазочным материалом для получения первого и второго листов кондитерских изделий, не содержащих образующего пудру материала.
29. Способ по п. 28, в котором смазка включает нанесение жидкого смазочного материала, по меньшей мере, на один из формовочных барабанов первого и второго комплектов формовочных барабанов.
30. Способ изготовления многослойного кондитерского изделия, включающий:
изготовление из первого кондитерского изделия первого листа кондитерского изделия, имеющего, в основном, однородную толщину, с использованием первого формовочного устройства, имеющего первый комплект формовочных барабанов;
изготовление из второго кондитерского изделия второго листа кондитерского изделия, имеющего, в основном, однородную толщину, с использованием второго формовочного устройства, имеющего второй комплект формовочных барабанов;
регулирование вязкости, по меньшей мере, одного из первого и второго кондитерских изделий с использованием первого или второго комплекта формовочных барабанов для обеспечения достаточной адгезии между первым и вторым листами кондитерских изделий при одновременном сокращении просачивания до минимума; и
ламинирование первого листа кондитерского изделия и второго листа кондитерского изделия с использованием, по меньшей мере, одного формовочного барабана из указанного второго комплекта формовочных барабанов, с получением листа многослойного кондитерского изделия.
31. Способ по п. 30, в котором каждый из первого и второго комплектов формовочных барабанов включает, по меньшей мере, два формовочных барабана; и вязкость, по меньшей мере, одного из первого и второго кондитерских изделий регулируют, по меньшей мере, частично путем нагревания, по меньшей мере, одного из формовочных барабанов.
32. Способ по п. 31, в котором первое кондитерское изделие представляет собой жевательную структуру и первый комплект формовочных барабанов включает верхний барабан и нижний барабан; причем изготовление первого кондитерского изделия включает встречное вращение верхнего и нижнего барабанов для протягивания жевательной структуры через промежуток между ними, верхний и нижний барабаны прилагают сжимающее усилие к жевательной структуре для изготовления жевательного листа, у которого толщина составляет приблизительно от 1 мм до 10 мм и вариационный коэффициент толщины составляет менее чем приблизительно 10%; причем верхний и нижний барабаны нагревают до температуры поверхности, составляющей приблизительно от 40°С до 60°С, нагретые верхний и нижний барабаны поддерживают жевательную структуру при желательной температуре для регулирования вязкости жевательной структуры в желательном интервале.
33. Способ по п. 32, дополнительно включающий размещение третьего барабана рядом с нижним барабаном первого комплекта формовочных барабанов и охлаждение третьего барабана; в котором регулирование вязкости жевательной структуры включает доведение жевательного листа на третьем барабане до меньшей температуры жевательного листа для увеличения вязкости жевательного листа.
34. Способ по п. 31, в котором второй комплект формовочных барабанов включает верхний барабан и нижний барабан; причем регулирование вязкости включает нагревание, по меньшей мере, одного из верхнего и нижнего барабанов второго комплекта формовочных барабанов для регулирования температуры второго кондитерского изделия, чтобы регулировать вязкость второго кондитерского изделия в желательном интервале.
35. Способ по п. 32, в котором второй комплект формовочных барабанов включает верхний и нижний барабаны; причем регулирование вязкости включает охлаждение, по меньшей мере, одного из верхнего и нижнего барабанов второго комплекта формовочных барабанов для регулирования температуры второго кондитерского изделия, чтобы регулировать вязкость второго кондитерского изделия в желательном интервале.
36. Способ по п. 30, в котором регулирование вязкости включает регулирование температуры первого кондитерского изделия для получения первой вязкости с использованием первого комплекта формовочных барабанов и регулирование температуры второго кондитерского изделия для получения второй вязкости с использованием второго комплекта формовочных барабанов; причем первая вязкость совпадает со второй вязкостью.
37. Способ по п. 30, в котором первый комплект формовочных барабанов и второй комплект формовочных барабанов установлены последовательно на конвейерной ленте; и осуществляется охлаждение конвейерной ленты до температуры поверхности, составляющей приблизительно от 5°С до 25°С, причем охлаждаемая конвейерная лента регулирует вязкость первого листа кондитерского изделия и второго листа кондитерского изделия.
38. Способ по п. 30, дополнительно включающий изготовление и направление первого кондитерского изделия на первый комплект формовочных барабанов, а также изготовление и направление второго кондитерского изделия на второй комплект формовочных барабанов, в котором первое кондитерское изделие имеет более высокую вязкость, чем вязкость второго кондитерского изделия; причем каждый из первого и второго комплектов формовочных барабанов включает, по меньшей мере, два формовочных барабана; нагревание формовочных барабанов первого комплекта формовочных барабанов до температуры поверхности, составляющей приблизительно от 40°С до 60°С, для регулирования вязкости первого кондитерского изделия на уровне первой вязкости; и охлаждение формовочных барабанов второго комплекта формовочных барабанов до температуры поверхности, составляющей приблизительно от 5°С до 60°С, для регулирования вязкости второго кондитерского изделия на уровне второй вязкости, причем первая вязкость практически равняется второй вязкости.
39. Способ по п. 38, дополнительно включающий разглаживание любых поверхностных неоднородностей листа многослойного кондитерского изделия с использованием валика, установленного дальше по ходу относительно первого и второго комплектов формовочных барабанов; и охлаждение валика до температуры поверхности, составляющей приблизительно от 5°С до 25°С.
40. Способ по п. 30, дополнительно включающий смазку первого и второго комплектов формовочных барабанов жидким смазочным материалом.
41. Устройство для изготовления многослойного кондитерского изделия, включающее:
по меньшей мере, два комплекта формовочных барабанов, установленные последовательно, причем каждый комплект формовочных барабанов включает:
по меньшей мере, два формовочных барабана, установленные с промежутком между ними;
устанавливающее промежуток устройство для регулирования положения, по меньшей мере, одного из формовочных барабанов для установления промежутка, составляющего приблизительно от 0,3 мм до 10 мм;
в котором каждый комплект формовочных барабанов изготавливает лист кондитерского изделия, у которого средняя толщина составляет приблизительно от 0,3 мм до 10 мм; и
в котором, по меньшей мере, один из формовочных барабанов из указанного второго комплекта формовочных барабанов ламинирует листы кондитерских изделий на конвейерной ленте для изготовления листа многослойного кондитерского изделия.
42. Устройство по п. 41, в котором, по меньшей мере, два комплекта формовочных барабанов включают первый комплект формовочных барабанов и второй комплект формовочных барабанов, причем первый комплект формовочных барабанов установлен раньше по ходу относительно второго комплекта формовочных барабанов, и первый комплект формовочных барабанов включает: первый формовочный барабан; и
второй формовочный барабан, установленный со смещением по отношению к первому формовочному барабану; причем первый формовочный барабан и второй формовочный барабан осуществляют встречное вращение для протягивания первого кондитерского изделия через промежуток между ними и сжимают первое кондитерское изделие для изготовления первого листа кондитерского изделия;
в котором первый формовочный барабан и второй формовочный барабан имеют такую конфигурацию и структуру, чтобы поддерживать максимальное смещение до 0,5 мм во время формования, причем максимальное смещение представляет собой максимальное отклонение промежутка между первым и вторым формовочными барабанами по ширине первого и второго формовочных барабанов; и
второй комплект формовочных барабанов, включающий:
третий формовочный барабан; и
четвертый формовочный барабан, установленный со смещением по отношению к третьему формовочному барабану; в котором третий формовочный барабан и четвертый формовочный барабан осуществляют встречное вращение для протягивания второго кондитерского изделия через промежуток между ними и сжимают второе кондитерское изделие для изготовления второго листа кондитерского изделия; и
в котором третий формовочный барабан и четвертый формовочный барабан имеют такую конфигурацию и структуру, чтобы поддерживать максимальное смещение до 0,5 мм во время формования.
43. Устройство по п. 42, в котором первый комплект формовочных барабанов изготавливает жевательный лист, у которого средняя толщина составляет приблизительно от 2 мм до 6 мм и вариационный коэффициент составляет менее чем 15%, из жевательной структуры; причем каждый из первого формовочного барабана и второго формовочного барабана включает внутренний канал для циркуляции теплоносящей текучей среды; первый и второй формовочные барабаны нагревают до температуры поверхности, составляющей приблизительно от 40°С до 60°С, посредством циркуляции нагретой текучей среды через внутренние каналы.
44. Устройство по п. 43, дополнительно включающее резиносмесительное устройство для смешивания множества жевательных ингредиентов и изготовления жевательной структуры, в котором резиносмесительное устройство включает, по меньшей мере, один непрерывный смеситель или, по меньшей мере, один периодический смеситель.
45. Устройство по п. 43, дополнительно включающее валик, установленный дальше по ходу относительно, по меньшей мере, двух комплектов формовочных барабанов, в котором, по меньшей мере, два комплекта формовочных барабанов и валик установлены на конвейерной ленте, причем валик установлен на конвейерной ленте с промежутком между ними и промежуток между валиком и конвейерной лентой является приблизительно равным средней толщине листа многослойного кондитерского изделия, в котором валик охлаждают до температуры поверхности, составляющей приблизительно от 5°С до 20°С.
46. Устройство по п. 45, дополнительно включающее регулирующее температуру устройство для регулирования температуры конвейерной ленты.
47. Устройство по п. 46, в котором конвейерную ленту охлаждают до температуры поверхности, составляющей приблизительно от 5°С до 20°С.
48. Устройство по п. 43, в котором первый комплект формовочных барабанов дополнительно включает пятый формовочный барабан, установленный рядом со вторым формовочным барабаном с промежутком между ними, причем промежуток между вторым формовочным барабаном и пятым формовочным барабаном является таким же или составляет менее, чем промежуток между первым формовочным барабаном и вторым формовочным барабаном.
49. Устройство по п. 48, в котором пятый формовочный барабан охлаждают до температуры поверхности, составляющей приблизительно от 5°С до 25°С.
50. Устройство по п. 42, дополнительно включающее третий комплект формовочных барабанов, установленный дальше по ходу относительно второго комплекта формовочных барабанов.
51. Устройство по п. 50, дополнительно включающее третий комплект формовочных барабанов, установленный дальше по ходу относительно третьего комплекта формовочных барабанов.
52. Устройство по п. 41, в котором, по меньшей мере, два комплекта формовочных барабанов предназначены для изготовления листа кондитерского изделия, у которого ширина составляет от 0,9 м до 1,3 м.
53. Устройство по п. 41, в котором, по меньшей мере, один формовочный барабан снабжен смазочным материалом для нанесения жидкого смазочного материала, по меньшей мере, на один формовочный барабан.
54. Устройство по п. 41, дополнительно включающее формовочное устройство, установленное дальше по ходу относительно, по меньшей мере, двух комплектов формовочных барабанов для придания листу многослойного кондитерского изделия желательной формы.
55. Устройство по п. 41, дополнительно включающее охлаждающее устройство, установленное дальше по ходу относительно, по меньшей мере, двух комплектов формовочных барабанов.
| КОНФЕТА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2001 |
|
RU2214720C2 |
| КОНДИТЕРСКОЕ ДВУХСЛОЙНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2325071C1 |
| US4352824 A, 05.10.1982 | |||
| Распределитель на газоразрядных лампах | 1958 |
|
SU150934A1 |

