Область техники, к которой относится изобретение
Изобретение относится к прикреплению ярлыка к сборному изделию из бетона, полученному с помощью скользящей опалубки. Более конкретно, изобретение относится к устройству для прикрепления ярлыка к изделию из бетона при помощи оборудования для изготовления или окончательной обработки указанного изделия из бетона.
Уровень техники
Сборные бетонные элементы, в частности многопустотные плиты и сплошные бетонные плиты, обычно получают способом непрерывного литья в скользящую опалубку на удлиненных плоских стендах. Длина участка непрерывного литья определяется на основании либо суммарной длины всех отливаемых элементов, либо максимальной длины стендов. Длина стендов, используемых при литье со скользящей опалубкой, может составлять 150-200 м, в зависимости от размера заводского участка. После того как при помощи оборудования для литья со скользящей опалубкой на стенде будет отлита непрерывная плита, залитую бетонную смесь выдерживают на стенде для отверждения. После отверждения бетонной смеси отлитую бетонную плиту разрезают на части предварительно определенной длины в зависимости от целей применения готовых элементов, а затем отрезанные бетонные элементы поднимают со стенда и отправляют на хранение перед транспортировкой в соответствующие пункты их применения.
В устройствах для скользящей опалубки бетонную смесь за один или несколько проходов подают в литейную форму, которая перемещается вместе с литьевым устройством, при этом указанная литейная форма образована боковыми стенками литейной формы, вибробрусом, который определяет верхнюю поверхность литейной формы, и стендом. Боковые стенки и вибробрус литейной формы создают вибрационное и/или заглаживающее уплотняющее движение для уплотнения изделия из бетона. В случае литья многопустотных плит устройство для литья со скользящей опалубкой оснащают средством для получения пустот. Устройство для литья со скользящей опалубкой, как правило, представляет собой литьевую машину, которая перемещается на стационарном основании вдоль литейного участка, однако устройство для литья со скользящей опалубкой можно также реализовать в виде стационарного пункта разливки, в этом случае стенд перемещается вместе с литейным участком относительно пункта разливки.
Наиболее распространенными типами устройств для литья со скользящей опалубкой являются экструдер и слипформер. В устройстве для литья со скользящей опалубкой экструдерного типа бетонную смесь подают на питающие шнеки, которые перемещают ее в литейную форму со скользящей опалубкой. Таким образом, в литьевом устройстве экструдерного типа осуществляется одноразовая подача бетонной смеси в литейную форму со скользящей опалубкой. При литье многопустотных плит концы питающих шнеков присоединяются к элементам, формирующим пустоты, в частности к пустотообразователям.
В литьевом устройстве типа слипформера на первой операции бетонную смесь подают только в нижнюю часть пространства, ограниченного боковыми стенками литейной формы со скользящей опалубкой, а при литье многопустотных плит в указанной нижней части пространства при помощи вибрационных башмаков и последовательных труб создаются желоба, образующие нижние части соответствующих пустот. На второй операции подачи бетонной смеси в литейную форму со скользящей опалубкой подают остальную часть бетонной смеси, и в случае литья многопустотных плит - поверх последовательных труб, после чего, по мере проведения процесса литья, вибробрус, ограничивающий верхнюю поверхность литого изделия, уплотняет и производит окончательную обработку верхней поверхности отливки.
Как правило, изделия из бетона, получаемые при помощи скользящей опалубки, иными словами, бетонные элементы, являются предварительно напряженными, т.е., они снабжены арматурой. Кроме того, после литья бетонного изделия при помощи скользящей опалубки в нем могут быть также выполнены различные отверстия или пазы, например, для вводов или других соединительных элементов, добавляемых в изделие после литья. В качестве литейного материала для изготовления изделий из бетона при помощи скользящей опалубки кроме обычной бетонной смеси можно использовать, например, бетонную смесь, армированную волокном.
Пазы и отверстия в свежем, т.е. в неотвержденном, изделии из бетона можно выполнить вручную или при помощи машины. Машины, применяемые для этого вида окончательной обработки свежих изделий из бетона, обычно включают средства для локального удаления бетонной смеси с неотвержденной бетонной плиты и средство для измерения литого изделия и разметки точек для отрезания в соответствии с полученными результатами измерений. Кроме того, машину для окончательной обработки часто снабжают также средством для сверления промывочных отверстий в изделиях из бетона, содержащих пустоты.
Согласно существующим стандартам и требованиям необходимо иметь возможность отслеживания всех сборных компонентов и элементов, используемых в строительной промышленности вплоть до места их изготовления и даже до их конкретной производственной партии. Это относится также к изделиям из бетона, полученным при помощи скользящей опалубки. Стандарт ЕМ 13369:2004 устанавливает требования, предъявляемые к маркировочным элементам.
Обычно маркировку сборных изделий из бетона, изготовленных при помощи скользящей опалубки, осуществляют, снабжая указанное изделие из бетона отдельным идентификационным ярлыком. Такой типичный ярлык представляет собой лист бумаги или пластика, на котором указаны идентификационные данные изделия из бетона, и/или на ярлык наносят штрих-код. Как правило, этот ярлык прикрепляют к поверхности неотвержденного изделия из бетона, изготовленного при помощи скользящей опалубки, например гвоздями, перед отверждением бетонной смеси.
Указанный ярлык может также представлять собой ярлык с радиочастотной идентификацией.
Прикрепление ярлыка к поверхности изделия из бетона, изготовленного при помощи скользящей опалубки, производят вручную, при этом ярлык вначале печатают, а затем прикрепляют к изделиям из бетона. На практике прикрепление ярлыка к поверхности изделия осуществляют при помощи гвоздей или клея.
Из патентного документа SU 1606626 А1 известен способ изготовления сборных железобетонных колонн с сопрягаемыми приторцованными поверхностями в стыках. Согласно известному способу готовые секции колонны после распалубки маркируют для идентификации и ориентирования сопрягаемых поверхностей при последующем монтаже колонн.
Проблема указанных традиционных способов прикрепления ярлыков заключается в том, что напечатанные ярлыки легко перепутать во время операции прикрепления, поэтому изделие из бетона может быть снабжено неправильным ярлыком. Это приведет к тому, что на основании идентификационных данных на строительную площадку будет доставлено другое изделие, которое, например, невозможно установить на предназначенное для него место. Возврат перепутанного изделия и доставка требуемого изделия вызывает лишнюю загрузку транспортного оборудования, задержку выполнения строительных работ и другие экономические потери.
Раскрытие изобретения
Согласно настоящему изобретению изготовление и прикрепление ярлыка к сборному изделию из бетона, изготовленному при помощи скользящей опалубки, осуществляется таким образом, что либо литейная машина для изготовления изделия из бетона при помощи скользящей опалубки, либо машина для окончательной обработки указанного изделия снабжается устройством для изготовления ярлыка и прикрепления его к отлитому изделию из бетона.
С устройством согласно изобретению изготовление и прикрепление ярлыка к отлитому изделию из бетона можно механизировать, что исключает проблемы ручного прикрепления и обеспечивает уверенность в том, что к каждому изделию из бетона прикреплен правильный ярлык. Это повышает, например, гибкость процесса изготовления.
Устройство для изготовления и прикрепления ярлыка предпочтительно образует часть машины для окончательной обработки изделия, изготовленного при помощи скользящей опалубки, которая размечает точки разрезания изделия из бетона, изготовленного при помощи скользящей опалубки, и выполняет другие операции формования свежего изделия из бетона.
Устройство согласно изобретению можно предпочтительно реализовать при помощи блока печати ярлыка, присоединенного к машине изготовления изделия из бетона при помощи скользящей опалубки или к машине для окончательной обработки свежего изделия из бетона и при помощи роботизированного захватного устройства, которое прикрепляет ярлык к изделию из бетона.
Блок печати ярлыка может представлять собой, например, обычный принтер, который печатает идентификационные данные изделия из бетона на пластиковом бланке ярлыка. Принтер предпочтительно подключается к системе управления машиной, при этом данные ярлыка передаются через систему управления на принтер.
Роботизированное захватное устройство, прикрепляющее ярлык к изделию из бетона, может быть снабжено устройством для забивания гвоздей в изделие из бетона. В качестве альтернативы бланк ярлыка может быть присоединен к изделию из бетона при помощи клейкой поверхности, предусмотренной на ярлыке.
При использовании ярлыков с радиочастотной идентификацией машина для литья при помощи скользящей опалубки или машина для окончательной обработки изделия из бетона оснащается устройством для добавления идентификационных данных изделия из бетона на ярлык с радиочастотной идентификацией, при этом указанное устройство предпочтительно встраивается в систему управления машиной.
Ярлык с радиочастотной идентификацией можно прикрепить к изделию из бетона при помощи роботизированного захватного устройства либо на поверхности изделия из бетона, как обычный бланк ярлыка, либо внедрить его при помощи роботизированного захватного устройства внутрь изделия из бетона вблизи его поверхности, чтобы упростить считывание информации с ярлыка.
Более конкретно, способ согласно изобретению отличается признаками, указанными в отличительной части пункта 1 формулы изобретения, а устройство согласно изобретению отличается признаками, указанными в отличительной части пункта 5 формулы изобретения.
Краткое описание чертежа
Ниже приведено более подробное описание примера осуществления изобретения со ссылками на прилагаемый чертеж, на котором представлено схематическое изображение машины для окончательной обработки изделия из бетона, изготовленного при помощи скользящей опалубки, согласно изобретению.
Осуществление изобретения
Машина 1 для окончательной обработки изделия из бетона, полученного при помощи скользящей опалубки, которая показана на фиг. 1, перемещается над изделием 2 из свежего неотвержденного бетона, расположенным на стенде. Машина 1 для окончательной обработки находится над отлитым изделием 2 из бетона, при этом колеса 3 машины установлены на рельсах, проложенных по краям стенда.
Типичной задачей машины 1 для окончательной обработки является создание отверстий и отводов, а также разметка точек разрезания на изделии 2 из свежего бетона.
Для изготовления ярлыка машина 1 для окончательной обработки снабжена принтером 4, который печатает идентификационные данные литого изделия, например, на пластиковом бланке ярлыка.
Для прикрепления ярлыка к изделию 2 из бетона после изготовления ярлыка предусмотрено роботизированное захватное устройство 5, связанное с принтером 4. В примере, показанном на фиг.1, роботизированное захватное устройство 5 реализовано в виде штанги с регулируемой длиной, один конец которой прикреплен вблизи принтера 4, а другой конец - снабжен захватом.
При повороте штанги роботизированного захватного устройства 5 в горизонтальное положение и перемещении захвата к принтеру 4 захват роботизированного захватного устройства получает доступ к напечатанному ярлыку и снимает его с принтера. Затем штанга роботизированного захватного устройства 5 поворачивается в вертикальное положение, при этом захват роботизированного захватного устройства перемещается к изделию 2 из бетона и может производить прикрепление ярлыка к изделию из бетона.
В примере, показанном на фиг.1, роботизированное захватное устройство 5 прикрепляет ярлык к изделию из бетона при помощи клейкой поверхности, предусмотренной на ярлыке. Альтернативно или дополнительно к этому захват роботизированного захватного устройства 5 может быть снабжен устройством для прибивания гвоздями бланка ярлыка к изделию 2 из бетона.
При использовании ярлыков с радиочастотной идентификацией принтер 4 заменяют соответствующим программным устройством для ярлыков с радиочастотной идентификацией. В этом случае ярлык с радиочастотной идентификацией при помощи роботизированного захватного устройства 5 заглубляется в поверхность изделия из бетона.
Согласно изобретению ярлык можно прикреплять к верхней горизонтальной поверхности изделия 2 из бетона или к боковым вертикальным поверхностям указанного изделия из бетона.
Управление машиной 1 для окончательной обработки обычно осуществляется при помощи системы управления, в которую поступают данные об операциях окончательной обработки, требуемых для изделия 2 из бетона, и точках разрезания изделия из бетона. Указанная система управления машины 1 для окончательной обработки предпочтительно используется также для передачи идентификационных данных в принтер 4 для изготовления ярлыков.
Принтер 4, показанный на фиг.1 и связанный с машиной 1 для окончательной обработки, и роботизированное захватное устройство 5 могут быть также присоединены к задней части машины для литья при помощи скользящей опалубки способами, известными специалистам в данной области техники. В этом случае для прикрепления ярлыка к изделию 2 из бетона не требуется отдельной машины для окончательной обработки.
Относительно описанных выше примеров и вариантов осуществления следует указать, что устройство согласно изобретению не ограничено указанными описанными вариантами осуществления, напротив, оно может быть изменено и модифицировано способами, известными специалистам в данной области техники, в пределах объема изобретения, определяемого прилагаемой формулой изобретения.
Группа изобретений относится к прикреплению ярлыка к сборному изделию из бетона, полученному с помощью скользящей опалубки. Способ прикрепления ярлыка включает изготовление ярлыка, включающего идентификационные данные изделия из бетона. Прикрепляют ярлык к изделию из бетона. При этом ярлык изготавливают и прикрепляют к изделию из бетона при помощи средства для изготовления и средства для прикрепления указанного ярлыка, установленных на устройстве для изготовления изделия из бетона или на устройстве для окончательной обработки изделия из бетона. При этом указанные средство для изготовления и средство для прикрепления ярлыка образуют часть устройства для окончательной обработки изделия, которое выполнено с возможностью разметки точек разрезания изделия из бетона, изготовленного при помощи скользящей опалубки. Техническим результатом является повышение точности идентификации готового изделия. 2 н. и 5 з.п. ф-лы, 1 ил.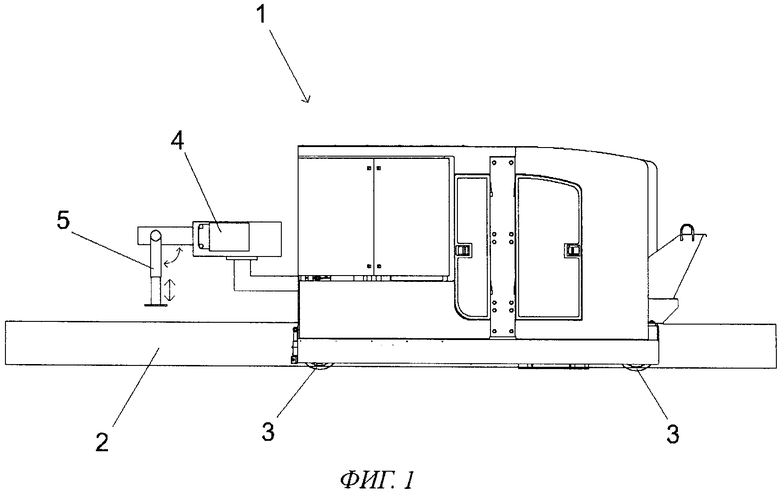
1. Способ прикрепления ярлыка к сборному изделию (2) из бетона, полученному с помощью скользящей опалубки, согласно которому изготавливают ярлык, включающий идентификационные данные изделия из бетона, и прикрепляют ярлык к изделию из бетона, отличающийся тем, что ярлык изготавливают и прикрепляют к изделию (2) из бетона при помощи средства для изготовления и средства для прикрепления указанного ярлыка, установленных на устройстве для изготовления изделия из бетона или на устройстве для окончательной обработки изделия из бетона, при этом указанные средство для изготовления и средство для прикрепления ярлыка образуют часть устройства для окончательной обработки изделия, которое выполнено с возможностью разметки точек разрезания изделия из бетона, изготовленного при помощи скользящей опалубки.
2. Способ по п. 1, отличающийся тем, что устройство для изготовления изделия из бетона представляет собой машину для литья со скользящей опалубкой или устройство для окончательной обработки изделия из бетона представляет собой машину для окончательной обработки изделия из бетона.
3. Способ по п. 1, отличающийся тем, что ярлык изготавливают путем печати на пластиковом бланке или путем записи идентификационных данных на ярлыке с радиочастотной идентификацией.
4. Способ по одному из пп. 1-3, отличающийся тем, что ярлык прикрепляют к изделию (2) из бетона при помощи роботизированного захватного устройства (5).
5. Устройство для прикрепления ярлыка к сборному изделию (2) из бетона, полученному с помощью скользящей опалубки, отличающееся тем, что указанное устройство включает средство для изготовления ярлыка и средство для прикрепления ярлыка к изделию (2) из бетона и установлено на устройстве для литья со скользящей опалубкой или на устройстве (1) для окончательной обработки изделия из бетона, при этом указанные средство для изготовления и средство для прикрепления ярлыка образуют часть устройства для окончательной обработки изделия, которое выполнено с возможностью разметки точек разрезания изделия из бетона, изготовленного при помощи скользящей опалубки.
6. Устройство по п. 5, отличающееся тем, что средство для изготовления ярлыка содержит принтер (4) или средство для записи данных на ярлыке с радиочастотной идентификацией.
7. Устройство по п. 5 или 6, отличающееся тем, что средство для прикрепления ярлыка к изделию (2) из бетона содержит роботизированное захватное устройство (5).
| Способ изготовления сборных железобетонных колонн с сопрягаемыми приторцованными поверхностями в стыках | 1983 |
|
SU1606626A1 |
| Стык элементов сборных железобетонных колонн без центрирующих прокладок | 1956 |
|
SU108012A1 |
| МАРКИРОВКА БОЛЬШИХ ПОВЕРХНОСТЕЙ ВИЗУАЛЬНЫМИ ПРЕДСТАВЛЕНИЯМИ | 2004 |
|
RU2355027C2 |
| СПОСОБ, УСТРОЙСТВО И ЭЛЕМЕНТ ДЛЯ ФОРМОВКИ ДЛЯ ОТЛИВКИ БЕТОННОГО ИЗДЕЛИЯ ПУТЕМ БЕТОНИРОВАНИЯ В СКОЛЬЗЯЩЕЙ ОПАЛУБКЕ | 2006 |
|
RU2382699C2 |
| ИСТОЧНИК ЭТИКЕТОК И ПРИНТЕР ЭТИКЕТОК | 2007 |
|
RU2414357C2 |
| БОРИСОВ Р | |||
| "Вплавляемые" этикетки" | |||
| "Мир этикетки" | |||
| Установка для обугливания дров и т.п. горючих материалов | 1925 |
|
SU13015A1 |
| Маркировка | |||
| . | |||

