Настоящее изобретение относится к бетонным изделиям, отлитым способом скользящей опалубки, и к устройству бетонирования в скользящей опалубке, используемому при отливке, а также к элементам для формовки отливаемого изделия. Более конкретно, настоящее изобретение относится к регулировке и изменению высоты изделия, отливаемого способом скользящей опалубки.
Существует много различных способов и устройств бетонирования в скользящей опалубке, известных в данной области техники. Современные наиболее важные решения для бетонирования в скользящей опалубке, как правило, основаны на способах, использующих экструдер или скользящую опалубку. В решениях, основанных на технологии с использованием экструдера, бетонную смесь подают из емкости в питательные шнеки, которые выдавливают бетон в форму, определенную плоским стендом, боковыми и верхним щитами. При отливке многопустотных железобетонных плит за питательными шнеками следуют сердечники, формующие полые детали, которые формуют полые детали в отливаемом бетонном изделии. Уплотнение отливаемого бетонного изделия осуществляется при помощи вибрирующих и/или выравнивающих движений боковых и верхнего щитов, и формовка полой детали обеспечивается уплотняющими движениями сердечника в полой детали. Отливочная машина, приводимая в действие противодействующей силой, движется вдоль плоского стенда и поддерживается колесами машины. Готовое отлитое изделие остается на плоском стенде.
В решениях, основанных на технологиях, использующих скользящую опалубку, бетонная смесь в процессе отливки подается сначала в нижнюю часть формы, определенную боковыми щитами, движущимися вместе с разливочной машиной, и плоским стендом. После указанной первой подачи бетона вибрирующие башмаки и уплотняющие сердечники уплотняют бетонную смесь для отливки при помощи вибрации бетонной смеси и формируют окончательную форму нижней части изделия. Во время второй подачи бетонную смесь подают на задние части сердечников, формирующих полые детали, для отливки верхней части отливаемого изделия, причем указанная бетонная смесь уплотняется при помощи вибрирующего щита, расположенного сверху задней стороны. Готовое изделие остается на плоском стенде.
Бетонирование в скользящей опалубке обычно используется для отливки длинномерных изделий, которые после отвердевания бетона разрезаются на изделия подходящей длины.
Проблема, связанная с устройствами для бетонирования в скользящей опалубке, известными в данной области техники, заключается, однако, в том, что при изменении толщины отливаемого изделия отливочная машина должна приподниматься над плоским стендом для замены инструментов для формовки изделия и инструментов для уплотнения. На это расходуется время, и в результате простоя, вызванного заменой, изделие удорожается.
Другая альтернатива представляет собой обеспечение специализированной отливочной машины для каждого типа отливаемого изделия, в результате чего изменение отливаемого изделия происходит быстро путем простой замены отливочной машины на плоском стенде. Однако для такой альтернативы необходимы крупные вложения в оборудование, особенно, в случае большого разнообразия отливаемых изделий.
При помощи настоящего изобретения можно преодолеть вышеуказанные недостатки технологии предшествующего уровня техники. Решение согласно настоящему изобретению обеспечивает возможность регулировки высоты уплотняющего щита и элемента для формовки, в результате чего можно легко регулировать высоту отливаемого изделия, обеспечивая возможность для получения изделий, отличающихся по высоте, используя при этом одну и ту же отливочную машину. Используя решение настоящего изобретения, высота отливаемого изделия также может изменяться во время отливки. В этом случае, например, более низкие части, необходимые для ванных комнат, могут отливаться непосредственно в изготовляемых изделиях.
В этом контексте элемент для формовки изделия относится к части или поверхности, определяющей поперечное сечение отливаемого бетонного изделия. В этой связи термин "уплотняющий щит" относится к поверхности, определяющей верхнюю поверхность изделия, причем указанная поверхность уплотняет верхнюю поверхность изделия разглаживающим и/или вибрирующим движением.
Более конкретно, способ согласно настоящему изобретению отличается признаками отличительной части пункта 1 формулы изобретения, устройство настоящего изобретения отличается признаками отличительной части пункта 4 формулы изобретения, и элемент для формовки изделия согласно настоящему изобретению отличается признаками отличительной части пункта 7 формулы изобретения.
Настоящее изобретение более подробно описано ниже со ссылкой на прилагаемые чертежи, на которых
на Фиг.1А показан вид сзади расположения элементов поверхности одного из элементов для формовки изделия согласно настоящему изобретению в его верхнем положении,
на Фиг.1В показано боковое поперечное сечение одного из элементов для формовки изделия согласно настоящему изобретению в его верхнем положении,
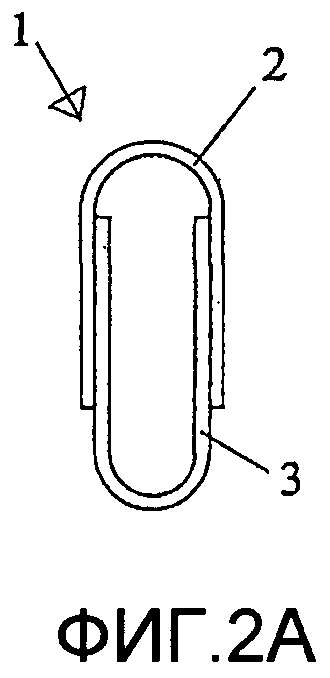
на Фиг.2А показан вид сзади расположения элементов поверхности одного из элементов для формовки изделия согласно настоящему изобретению в его нижнем положении,
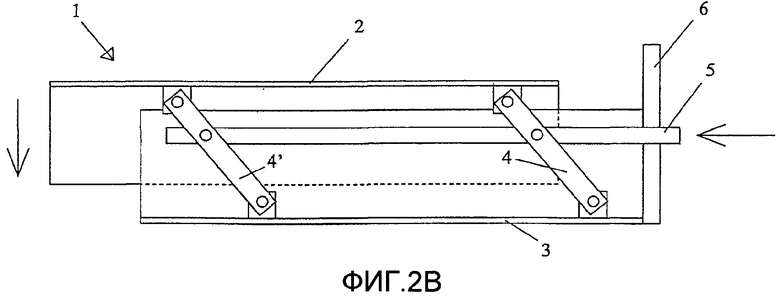
на Фиг.2В показано боковое поперечное сечение одного из элементов для формовки изделия согласно настоящему изобретению в его нижнем положении,
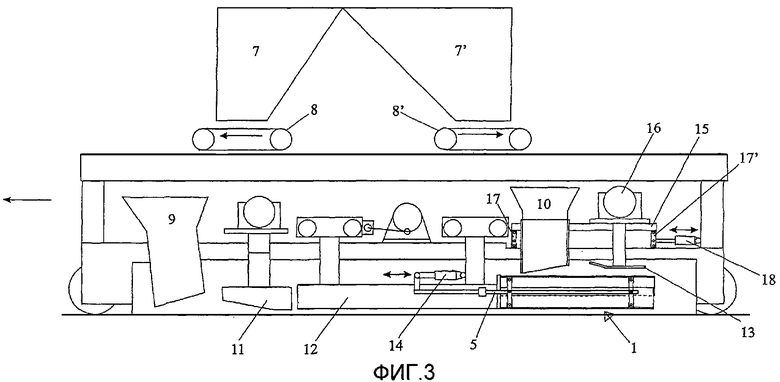
на Фиг.3 показано боковое поперечное сечение машины для бетонирования в скользящей опалубке согласно настоящему изобретению, элемент для формовки изделия находится в его верхнем положении,
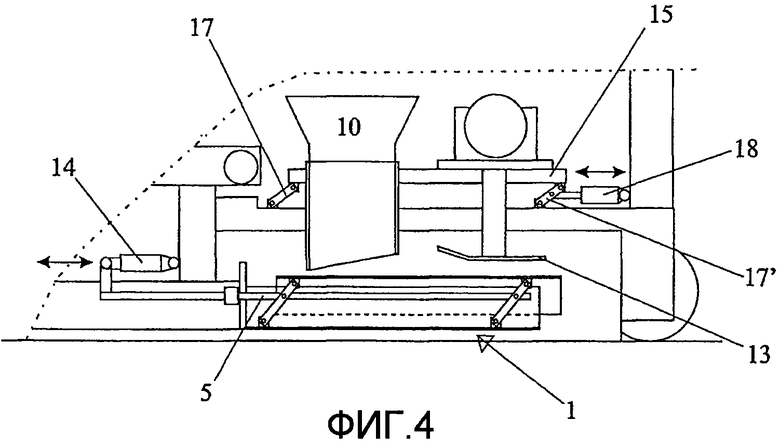
на Фиг.4 показан частичный разрез задней части машины для бетонирования в скользящей опалубке по Фиг.3 в элементе для формовки изделия, при этом элемент для формовки изделия находится в его нижнем положении,
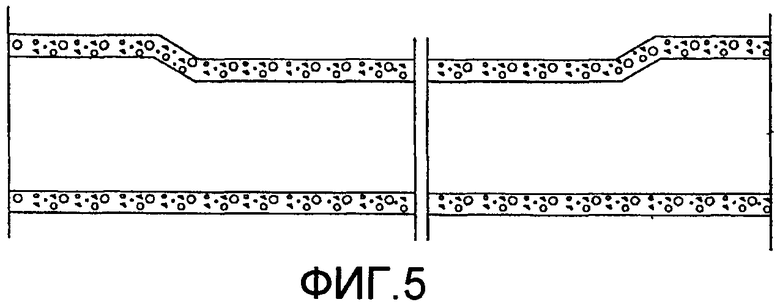
на Фиг.5 показан пример изделия, отлитого при помощи отливочного устройства согласно настоящему изобретению, в виде поперечного сечения вдоль полой детали.
На Фиг.1А и 1В показано строение одного из элементов для формовки изделия согласно настоящему изобретению, при этом элемент для формовки находится в его верхнем положении. Как видно на Фиг.1А, внешняя поверхность элемента 1 для формовки формируется из верхней части 2 и нижней части 3, которые по существу имеют U-образный профиль, причем указанные верхняя и нижняя части частично находят друг на друга. На Фиг.1 В показано внутреннее строение элемента для формовки изделия, причем верхняя часть 2 и нижняя часть 3 соединены друг с другом посредством затяжек 4 и 4'. Затяжки 4 и 4' прикреплены с возможностью вращения к верхней части и нижней части центральной трубы. Затяжки 4 и 4' соединены друг с другом посредством тяги 5, которая выходит наружу за пределы передней стороны элемента 1 для формовки изделия. На передней стороне элемента для формовки изделия находится передний щит 6, прикрепленный к нижней части 3. Передний щит 6 препятствует просачиванию бетона в элемент для формовки изделия во время отливки.
На Фиг.2А и 2В показан элемент для формовки изделия по Фиг.1А и Фиг.1В в его нижнем положении. Элемент 1 для формовки изделия перемещается в нижнее положение путем перемещения тяги 5 в направлении элемента для формовки изделия, в результате чего тяга 5 перемещается внутрь элемента для формовки изделия, разворачивая затяжки 4 и 4' в положение, показанное на Фиг.2В. Перемещение затяжек 4 и 4' приводит к тому, что верхняя часть 2 элемента для формовки изделия отходит от переднего щита 6, а также приводит к перемещению верхней части назад и вниз. Следовательно, выдвигая тягу 5 из элемента для формовки изделия, можно увеличить высоту изделия.
Таким образом, высота элемента 1 для формовки изделия может изменяться между верхним положением, показанным на Фиг.1А и 1В, и нижним положением, показанным на Фиг.2А и 2В. На данных чертежах показаны только два положения элемента для формовки изделия, но следует учесть, что центральную трубу можно отрегулировать на любую высоту между этими двумя крайними положениями.
Решение, показанное на Фиг.1А, 1В, 2А, 2В, относится к механической регулировке высоты элемента для формовки изделия. Однако согласно настоящему изобретению регулировка высоты элемента для формовки изделия может обеспечиваться гидравлическим и/или пневматическим устройством регулировки высоты, предпочтительно расположенным внутри элемента для формовки изделия.
На Фиг.3 показана машина для бетонирования в скользящей опалубке, оборудованная элементом 1 для формовки изделия согласно настоящему изобретению. В примере, представленном на данной фигуре, элемент для формовки изделия находится в его верхнем положении. При использовании отливочной машины со скользящей опалубкой такого типа бетонная смесь подается из питающих емкостей 7, 7' через конвейеры 8, 8' в передний загрузочный бункер 9 и задний загрузочный бункер 10. Через передний загрузочный бункер бетонная смесь направляется в нижнюю часть отливной формы, определенной боковыми щитами, расположенными вдоль отливочной машины, и плоским стендом. Вибрирующий башмак 11 и труба 12 для формовки обеспечивают форму нижней части продукта в бетоне. За трубой 12 для формовки следует элемент 1 для формовки изделия, на который из заднего загрузочного бункера 10 подается бетонная смесь для формовки верхней части бетонного изделия. За задним загрузочным бункером 10 следует уплотняющий щит 13, который определяет верхнюю поверхность отливной формы, причем указанный уплотняющий щит 13 расположен сверху задней части элемента 1 для формовки изделия, и уплотняет бетон, а также определяет положение верхней поверхности отливаемого бетонного изделия. После работы отливочной машины готовое изделие остается на плоском стенде.
Для регулировки высоты элемента 1 для формовки изделия машина для бетонирования в скользящей опалубке оборудована гидроцилиндром 14 для перемещения тяги 5 элемента для формовки изделия в направлении, показанном стрелкой со стороны гидроцилиндра 14, таким образом изменяя высоту элемента для формовки изделия. Для отливки заниженной части отливаемого изделия машина для бетонирования в скользящей опалубке оборудована перемещаемым стендом 15, имеющим питающий бункер 10, присоединенный к нему сверху элемента 1 для формовки изделия, для подачи бетонной смеси, а также уплотняющий щит 13 и вибратор 16 для вибрации уплотняющего щита 13. Стенд 15 прикреплен к машине для бетонирования в скользящей опалубке посредством затяжек 17, 17'. Стенд перемещается при помощи гидроцилиндра 18 в направлении, показанном стрелкой.
При переходе машины для бетонирования к заниженной отливаемой части высота элемента 1 для формовки изделия, а также положение стенда 15 изменяется, как показано на частичном разрезе на Фиг.4. Таким образом, гидроцилиндр 14 сдвигает тягу 5 элемента для формовки изделия в направлении элемента для формовки изделия, в результате чего верхняя часть элемента 1 для формовки изделия перемещается назад и опускается на желаемую высоту. В то же время гидроцилиндр 18 тянет тягу 5 в своем направлении, при этом затяжки 17, 17' поворачиваются назад в положение, показанное на фигуре, а стенд 15 перемещается назад и вниз на желаемую высоту. Таким образом, положения питающего бункера 10 и уплотняющего щита 13 изменяются в соответствии с высотой, требуемой для отливки нижней части. Таким образом, на протяжении всего изделия можно получить одинаковую толщину стенки верхней части бетонного изделия.
Изобретение не ограничено использованием гидроцилиндра для регулировки высоты элемента для формовки изделия и уплотняющего щита, также можно использовать и другие подходящие устройства, например пневматические устройства. Регулировку высоты элемента для формовки изделия и уплотняющего щита при необходимости можно выполнять вручную.
На Фиг.5 показан пример полого изделия с заниженной частью, изготовленного при помощи устройства для бетонирования в скользящей опалубке согласно настоящему изобретению. На поперечном сечении показано, что в заниженной части толщина верхней стенки изделия по существу соответствует толщине стенки изделия, имеющего обычную высоту. Более того, заниженную часть можно легко отлить в желаемом месте и с желаемой длиной.
Решение согласно настоящему изобретению не ограничено только отливкой заниженных частей отливаемого изделия. Настоящее изобретение также предоставляет возможность для использования одной и той же машины для отливки изделий, имеющих разную высоту. Кроме того, благодаря решению согласно настоящему изобретению также легко можно менять толщину верхней части отливаемого изделия.
Более того, элемент для формовки изделия согласно настоящему изобретению не ограничен машиной для бетонирования в скользящей опалубке, как показано в примере, его также можно использовать в других типах машин для бетонирования в скользящей опалубке с небольшими структурными изменениями.
Преимущественно элемент для формовки отливаемого изделия согласно настоящему изобретению представляет собой элемент для формовки с целью формовки полых деталей в отливаемых изделиях.


Изобретение относится к области формования. Способ отливки полого бетонного изделия при помощи по существу горизонтального процесса бетонирования в скользящей опалубке, при котором бетонную смесь подают на одном этапе через ограниченное поперечное сечение, перемещающееся вперед по мере отливки. Устройство для отливки полого бетонного изделия содержит ограниченное поперечное сечение, перемещающееся вперед по мере отливки, элементы для подачи бетона через ограниченное поперечное сечение на одном этапе, а также элементы для формовки бетонного изделия. Кроме того, устройство содержит средства для изменения расстояния во время отливки между верхней поверхностью и нижней поверхностью, по меньшей мере, одного полого элемента. Элемент для формовки полой детали, у которого внешняя поверхность элемента для формовки полой детали сформирована, по меньшей мере, двумя отдельными поверхностями, перемещаемыми относительно друг друга. Технический результат заключается в простоте и универсальности изобретения. 3 н. и 7 з.п. ф-лы, 7 ил.
1. Способ отливки полого бетонного изделия при помощи, по существу, горизонтального процесса бетонирования в скользящей опалубке, при котором бетонную смесь подают, по меньшей мере, на одном этапе через ограниченное поперечное сечение, перемещающееся вперед по мере отливки, отличающийся тем, что расстояние между верхней поверхностью (2) и нижней поверхностью (3) элемента (1) для формовки полой детали изменяется во время отливки.
2. Способ по п.1, отличающийся тем, что во время отливки изменяется положение уплотняющего щита (13) по высоте.
3. Способ по п.2, отличающийся тем, что положение уплотняющего щита (13) по высоте и высота элемента (1) для формовки полой детали изменяются одновременно.
4. Устройство для отливки полого бетонного изделия при помощи, по существу, горизонтального процесса бетонирования в скользящей опалубке, причем указанное устройство содержит ограниченное поперечное сечение, перемещающееся вперед по мере отливки, элементы (7, 7', 8, 8' 9, 10) для подачи бетона через ограниченное поперечное сечение, по меньшей мере, на одном этапе, а также элементы (11, 12, 1) для формовки бетонного изделия, отличающееся тем, что устройство содержит средства (14, 5, 4, 4') для изменения расстояния во время отливки между верхней поверхностью (2) и нижней поверхностью (3), по меньшей мере, одного полого элемента (1), формирующего бетонное изделие.
5. Устройство по п.4, отличающееся тем, что устройство содержит средства (18, 17, 17', 15) для изменения высоты поверхности (13), определяющей верхний край ограниченного поперечного сечения.
6. Устройство по п.4 или 5, отличающееся тем, что устройство содержит средства (18, 17, 17', 15) для изменения положения, по меньшей мере, одного элемента (10), подающего бетон через ограниченное поперечное сечение.
7. Элемент (1) для формовки полой детали, предназначенный для использования в машине для бетонирования в скользящей опалубке, в котором внешняя поверхность элемента (1) для формовки полой детали сформирована, по меньшей мере, двумя отдельными поверхностями (2, 3), перемещаемыми относительно друг друга, отличающийся тем, что упомянутые отдельные поверхности (2, 3) выполнены с возможностью перемещения относительно друг друга во время отливки.
8. Элемент (1) для формовки полой детали по п.7, отличающийся тем, что элемент (1) для формовки полой детали содержит средства (4, 4') для скрепления упомянутых отдельных поверхностей (2, 3) друг с другом с возможностью их относительного перемещения.
9. Элемент (1) для формовки полой детали по п.7 или 8, отличающийся тем, что элемент (1) для формовки полой детали содержит средства (4, 4', 5) для изменения положения упомянутых отдельных поверхностей (2, 3) относительно друг друга таким образом, что изменяется высота элемента для формовки полой детали.
10. Элемент (1) для формовки полой детали по п.9, отличающийся тем, что средство скрепления друг с другом упомянутых отдельных поверхностей (2, 3) элемента для формовки полой детали так, чтобы они перемещались относительно друг друга, а также средство для изменения высоты элемента (1) для формовки полой детали реализованы при помощи, по меньшей мере, одного гидравлического и/или пневматического устройства.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 5618476 A, 08.04.1997 | |||
| EP 0677362 A1, 18.10.1995 | |||
| Шнековый пресс | 1990 |
|
SU1784460A1 |

