Настоящее изобретение относится к системе управления для дуговой печи, к дуговой печи, которая имеет такую систему управления, и к способу управления дуговой печью.
Дуговая печь является электрической печью, в которой нагрев производит электрическая дуга, горящая между соседними электродами или между электродами и шихтой. Тепло, производимое таким образом, используется для нагрева и расплавления шихты. Обычно рычажный узел, который служит держателем электродов, весит от 2 до 50 тонн и для регулирования работы вертикально передвигается гидроцилиндром или другим приводом. Так как длина электрической дуги зависит, помимо всего прочего, от непрерывно изменяющегося уровня твердой или жидкой шихты под каждым электродом, требуется управление расположением электродов в печи.
Система регулирования для управления расположением электродов влияет на многие важные аспекты функционирования печи, такие как потребляемая энергия, стабильность дуги, скорость плавления твердой шихты и расход электродов. Все эти параметры сложным образом взаимосвязаны, и существует много различных мнений по поводу стратегий управления.
В настоящее время одной из общепринятых систем регулирования является система, которая направлена на управление полным сопротивлением электрической дуги, создаваемой электродами. В частности, эта система стремится поддерживать постоянным отношение напряжения к электрическому току. В действии, отдельно измеряют сигнал фазного напряжения между источником питания и землей, и сигнал тока и их сравнивают. Если каждое из значений напряжения и тока равно требуемому заранее выбранному заданному значению, выходной сигнал после этого сравнения устанавливают нулевым. Если, тем не менее, значение тока превышает заданное значение, что становится причиной одновременного уменьшения напряжения, генерируют ненулевой выходной сигнал. Выходной сигнал вызывает подъем рычажного узла, что приводит к подъему электродов, что в свою очередь уменьшает ток для сохранения постоянного значения полного сопротивления.
Обычно существующие регуляторы полного сопротивления дуги вышеописанного типа основаны на аналоговой электронике со встроенными характеристиками смещения и точности, что приводит к к необходимости частой повторной калибровки. Хотя некоторые системы обратились к цифровой электронике для решения этих проблем, эти системы, в общем, требуют больших и дорогих вычислительных систем.
Следовательно, требуется обеспечить регулятор полного сопротивления для дуговой печи, который решает вышеупомянутые проблемы выгодным, а также эффективным образом.
Один аспект настоящего изобретения обеспечивает систему управления для управления вертикальным положением, по меньшей мере, одного электрода дуговой печи, причем дуговая печь содержит печной трансформатор, имеющий первичную, входную сторону и вторичную, выходную сторону, которая электрически соединена с по меньшей мере одним электродом, причем система управления содержит: по меньшей мере, одно устройство измерения тока для измерения тока, потребляемого дуговой печью; устройство измерения напряжения для измерения напряжения, подаваемого через дуговую печь; и устройство управления для динамического определения заданного значения для вертикального положения, по меньшей мере, одного электрода на основе измеренных значений тока и напряжения и обеспечения приводного выходного сигнала для приведения в движение подъемного устройства для установления вертикального положения по меньшей мере одного электрода с тем, чтобы оно соответствовало динамически определяемому заданному значению.
Предпочтительно, по меньшей мере одно устройство измерения тока предназначено для измерения тока на одной или обеих, то есть входной и выходной, сторонах печного трансформатора.
В одном варианте по меньшей мере одно устройство измерения тока содержит первое устройство измерения тока для измерения тока на входной стороне печного трансформатора и второе устройство измерения тока для измерения тока на выходной стороне печного трансформатора.
Предпочтительно, устройство измерения напряжения предназначено для измерения напряжения между шиной печного трансформатора и подом печи.
Предпочтительно, устройство управления содержит процессор, который работает для осуществления алгоритма управления для динамического определения фактора r скорости, где r = x2/k, причем x является отклонением от заданного значения, а k является зависящей от системы постоянной, и обеспечивает приводной выходной сигнал на основе динамически определяемого фактора r скорости.
В одном варианте x=n-p и p =(a/b)*(c/2), где n является заданным значением, a - является значением тока, измеренным по меньшей мере одним устройством измерения тока, b является значением номинального вторичного тока печного трансформатора, а c - является счетным интервалом процессора.
В одном варианте k=Int((Tm*Et/1000)/100)*100, где Tm является точкой плавления (ликвидус) шлака в градусах Кельвина, а Et является общей электрической энергией, требуемой для приведения в действие дуговой печи в единицах кВт/ч на метрическую тонну шихтового материала.
В одном варианте процессор работает для обеспечения приводного напряжения v в качестве приводного выходного сигнала для приведения в действие подъемного устройства.
В одном варианте v=(r/k)*(ABS(x)/x)*I, где I является масштабной величиной напряжения для привода подъемного устройства.
Предпочтительно, процессор является программируемым логическим контроллером (PLC).
Настоящее изобретение также распространяется на дуговую печь, содержащую вышеописанную систему управления.
В предпочтительном варианте дуговую печь используют для расплавления материалов, таких как рудная мелочь, или плавления материалов, таких как металлическая мелочь.
Другой аспект настоящего изобретения относится к способу управления вертикальным положением по меньшей мере одного электрода дуговой печи, причем дуговая печь содержит печной трансформатор, имеющий первичную, входную сторону и вторичную, выходную сторону, которая электрически соединена с по меньшей мере одним электродом, причем способ содержит этапы, на которых: измеряют по меньшей мере один ток, потребляемый дуговой печью; измеряют напряжение, подаваемое через дуговую печь; динамически определяют заданное значение для вертикального положения по меньшей мере одного электрода на основе измеренных значений тока и напряжения; и обеспечивают приводной выходной сигнал для приведения в действие подъемного устройства для установления вертикального положения по меньшей мере одного электрода с тем, чтобы оно соответствовало динамически определяемому заданному значению.
Предпочтительно, этап измерения тока содержит этап, на котором: измеряют ток на одной или обеих входной и выходной сторонах печного трансформатора.
В одном варианте этап измерения тока содержит этапы, на которых: измеряют ток на входной стороне печного трансформатора; и измеряют ток на выходной стороне печного трансформатора.
Предпочтительно, этап измерения напряжения содержит этап, на котором: измеряют напряжение между шиной печного трансформатора и подом печи.
Предпочтительно, этап определения заданного значения содержит этап, на котором: динамически определяют фактор r скорости, где r=x2/k, причем x является отклонением от заданного значения, а k является зависящей от системы постоянной; и этап обеспечения приводного выходного сигнала содержит этап, на котором обеспечивают приводной выходной сигнал на основе динамически определяемого фактора r скорости для приведения в действие подъемного устройства для установления вертикального положения по меньшей мере одного электрода с тем, чтобы оно соответствовало динамически определяемому заданному значению.
В одном варианте x=n-p и p=(a/b)*(c/2), где n является заданным значением, a - является значением тока, измеренным по меньшей мере одним устройством измерения тока, b является значением номинального вторичного тока печного трансформатора, а c - является счетным интервалом процессора.
В одном варианте k=Int((Tm*Et/1000)/100)*100, где Tm является точкой плавления (ликвидус) шлака в градусах Кельвина, а Et является общей электрической энергией, требуемой для приведения в действие дуговой печи в единицах кВт/ч на метрическую тонну шихтового материала.
В одном варианте этап обеспечения приводного выходного сигнала содержит этап, на котором: обеспечивают приводное напряжение v в качестве приводного выходного сигнала для приведения в действие подъемного устройства для установления вертикального положения по меньшей мере одного электрода с тем, чтобы оно соответствовало динамически определяемому заданному значению.
В одном варианте v=(r/k)*(ABS(x)/x)*I, где I является масштабной величиной напряжения для привода подъемного устройства.
В одном воплощении способ используют для расплавления материалов, таких как рудная мелочь, или плавления материалов, таких как металлическая мелочь.
Преимущества предпочтительных вариантов настоящего изобретения включают:
(1) Воспроизводимость цифровых процессов
Регулятор полного сопротивления калибруется во время ввода в эксплуатацию, и все управляющие параметры сохраняются в постоянной памяти. Таким образом, повторная калибровка системы требуется только при изменении параметров системы, как, например, при установке другого печного трансформатора.
(2) Адаптивное регулирование мощности
Входную мощность контролируют и сравнивают с теоретической входной мощностью на конкретном ответвлении обмотки трансформатора. Результат дает хорошие показания в отношении условий в печи и тому подобного. Регулятор полного сопротивления затем устанавливает заданное значение импеданса для компенсации этих условий, таким образом, гарантируя, что входная мощность всегда, насколько возможно, приближена к теоретическому оптимальному значению. Так как дуговая печь работает при таких условиях, она достигает лучшего времени расплавления, что также приводит к лучшим показателям расхода энергии кВт/ч на тонну и расхода электродов.
(3) Уменьшение электрической пульсации
Электрическая пульсация возникает, когда переменный ток временно не течет через электроды, а затем неожиданно начинает течь. Это искажение синусоидальной волны тока приводит к меньшей передаче энергии в металл и большему износу электродов. Оно также индуцирует резонансные колебания обратно в электроэнергетическую систему. Обычно электрические источники требуют управления пульсацией в рамках определенных руководящих принципов. Если пульсация не придерживается в рамках этих руководящих принципов, оператор часто бывает строго наказан. Регулятор полного сопротивления по настоящему изобретению в относительном выражении является намного более стабильной системой, что чрезвычайно помогает при уменьшении пульсации.
(4) Уменьшенный износ
При достижении очень точного управления электрической дугой было обнаружено, что настоящее изобретение чрезвычайно уменьшает износ печи в целом и, в частности, перекрытий и стенок печи.
(5) Производство отчетов
PLC по настоящему изобретению связан с основанной на компьютере системой диспетчерского управления, которая регистрирует все рабочие параметры печи и графически отображает эти параметры, чтобы можно было изучить направление развития. Система диспетчерского управления также генерирует управляющий отчет, состоящий из всех сигналов тревоги и событий, которые были зарегистрированы за сутки, а также максимальных, минимальных и средних значений параметров печи за этот период, таких как мощность и ток.
(6) Удобство использования
Настоящее изобретение чрезвычайно удобно для использования тем, что требует очень небольшого вклада оператора в управление печью. Предпочтительно, конфигурация и представление рабочих панелей изобретения подобны тем, что используются в более традиционных дуговых печах, таких как Amplidyne и Barnes. Таким образом, оператору, который знаком с любой из этих систем, вовсе не потребуется обучение для успешной работы с настоящим изобретением.
(7) Разносторонность
Высокая скорость PLC, объединенная с разносторонностью цифрового управляющего алгоритма, приводит к более широкому спектру режимов плавления по сравнению с одним плавлением металлолома. С помощью некоторых настроек параметров усиления и отклика настоящее изобретение можно также использовать для процессов дуговой сварки под флюсом, а также для комбинации процессов плавки с открытой дугой и плавки с закрытой дугой, как например расплавление шлаков и расплавление рудной мелочи для восстановления содержащегося в них металла. Было обнаружено, что настоящее изобретение, например, чрезвычайно успешно для получения восстановлением феррованадий из пентоксида ванадия, феррохрома из хромовой мелочи, кобальта из необогащенной руды и шлаков, цинка из пыли сталелитейного завода, свинца из шлаков доменной печи и также для переплава металлической мелочи, содержащей помимо железа, ванадий, хром и марганец.
Таким образом, основное преимущество настоящего изобретения состоит в достижении точности цифровых систем, но при меньшей стоимости, так как изобретение реализовано с использованием стандартного имеющегося в наличии PLC оборудования. Настоящее изобретение, следовательно, представляет меньшую и более дешевую альтернативу существующим системам.
Далее, только в качестве примера, будет описано предпочтительное воплощение настоящего изобретения со ссылкой на сопроводительные чертежи, на которых:
Фиг.1 схематически иллюстрирует систему дуговой печи, включающую регулятор полного сопротивления согласно предпочтительному воплощению настоящего изобретения;
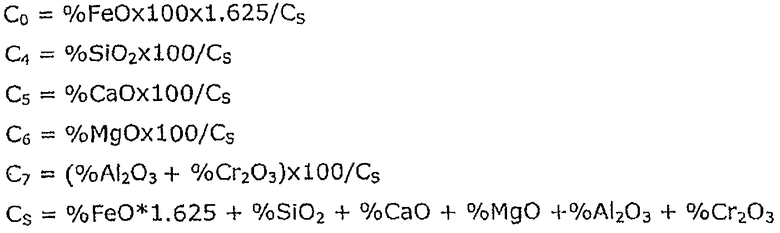
Фиг.2 является графиком, иллюстрирующим сравнительные профили мощности при запуске дуговой печи, использующей регулятор полного сопротивления по настоящему изобретению, и традиционной дуговой печи по предшествующему уровню техники; и
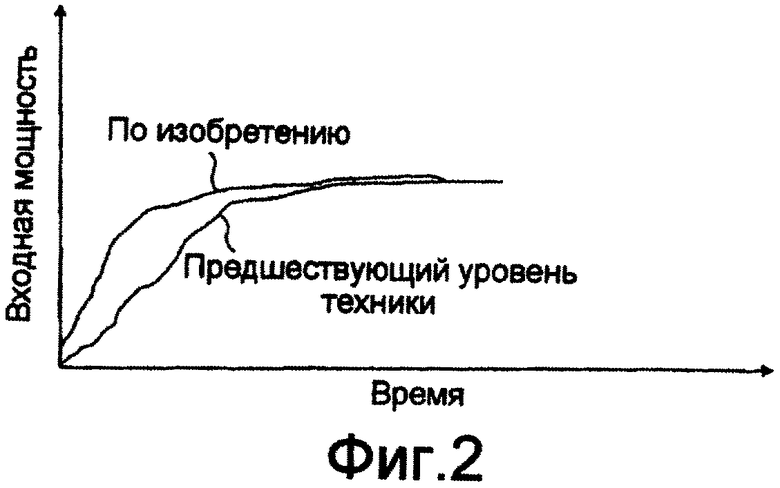
Фиг.3 иллюстрирует график поправочного коэффициента r, где r=x2/k, который используется при работе регулятора полного сопротивления по настоящему изобретению.
Система дуговой печи содержит дуговую печь 12 и систему 14 подачи электроэнергии для подачи электрической энергии в дуговую печь 12.
Дуговая печь 12 содержит кожух 16 печи, вмещающий материал, обычно в виде мелочи или в гранулированном виде, который должен быть переплавлен или расплавлен для обеспечения расплавленной металлической фазы, блок 18 электродов, которая в действии опускается до материала, содержащегося в кожухе 16 печи, и опорное устройство 26 для поддержания блока 18 электродов с возможностью передвижения относительно кожуха 16 печи.
Блок 18 электродов содержит шину 20 и множество элементов 22а-с электродов, в данном воплощении от одного до трех, каждый из которых содержит электрод 30 и головку 32 электрода, с которой электрически или механически соединен верхний конец электрода 30, в данном воплощении посредством электродного башмака, причем механическое соединение подвержено предельным механическим нагрузкам, включающим вибрацию и деформацию кручения.
Опорное устройство 26 содержит опорный рычаг 36, который тянется над кожухом 16 печи и поддерживает блок 18 электродов, несущую мачту 38, на которой вертикально размещен опорный рычаг 36 с возможностью передвижения, и приводное устройство 40, в данном воплощении гидравлическое устройство, которое работает для подъема и опускания опорного рычага 36 и, следовательно, поддерживаемого ими блока 18 электродов. Расположение электродов 30 в кожухе 16 печи является существенным, так как это расположение определяет помимо прочего длину электрической дуги. Обычно общий вес блока 18 электродов и опорного рычага 36 находится в интервале приблизительно от 2 до 50 тонн.
Система 14 подачи электроэнергии содержит первый, главный трансформатор 46, который электрически соединен на входной стороне с источником высокого напряжения, принимаемого от линии электропитания, и который на выходной стороне обеспечивает более низкое, промежуточное напряжение, обычно составляющее от 30 до 33 кВ, и второй, печной трансформатор 48, который электрически соединен на входной стороне с выходной стороной главного трансформатора 46 и который на выходной стороне обеспечивает еще более низкое напряжение печи при высоком токе, которое подается на блок 18 электродов, как будет более подробно описано ниже. При обычном устройстве дуговой печи главный трансформатор 46 электрически соединен с множеством печных трансформаторов 48 множества дуговых печей 12.
В данном варианте печной трансформатор 48 включает переключатель 52 ответвлений, который обеспечивает переключение ответвлений печного трансформатора 48 для обеспечения регулировки напряжения печи так, чтобы оно было равно одному из множества определенных напряжений. Это регулировка напряжения печи и связанного с ним тока делает возможной работу дуговой печи 12 с рядом дуг, каждая из которых требует определенных напряжения и тока дуги.
В данном варианте переключатель 52 ответвлений содержит ответвление 54, которое может передвигаться между множеством контактов ответвлений вдоль первичной обмотки на входной стороне печного трансформатора 48, и устройство 56 управления, в данном воплощении моторизованное устройство, для передвижения ответвления 54 с тем, чтобы оно переключалось между контактами ответвлений так, как требуется.
Система подачи электроэнергии дополнительно содержит дельта-перекрытие 62, которое содержит множество соединителей 64, в данном воплощении медных клеммных пластинок, которые электрически соединены с выходной стороной печного трансформатора 48 и обеспечивают электрическое соединение с кабелями 66 электропитания печи, которые электрически соединены с шиной 20 блока электродов 18.
В данном варианте трансформаторы 46, 48 расположены внутри будки для обеспечения чистого, безопасного окружения, а дельта-перекрытие 62 расположено на стенке будки рядом с дуговой печью 12.
Система подачи электроэнергии дополнительно содержит устройство 74 управления для управления приводным устройством 40 опорной сборки 26 при вертикальном расположении электродов 30 электродных элементов 22а-с в кожухе 16 печи.
Устройство 74 управления включает по меньшей мере одно устройство 76 измерения тока для измерения тока, потребляемого дуговой печью 12, и устройство 78 измерения напряжения для измерения напряжения, подаваемого к дуговой печи 12.
В данном варианте устройство 74 управления включает первое и второе устройства 76а, b измерения тока, причем первое устройство 76а измерения тока измеряет ток на входной стороне печного трансформатора 48, а второе устройство 76b измерения тока измеряет ток на выходной стороне печного трансформатора 48.
В данном варианте устройство 78 измерения напряжения измеряет фазное напряжение между шиной печного трансформатора 48 и кожухом 16 печи.
Устройство 74 управления включает в себя программируемый логический контроллер (PLC) 80, который оперативно соединен с одним, по меньшей мере, устройством 76 измерения тока и устройством 78 измерения напряжения через соответствующие аналого-цифровые преобразователи (АЦП), которые обеспечивают цифровые значения, представляющие измеренные аналоговые значения тока и напряжения, и с приводным устройством 40 опорной сборки 26 через цифро-аналоговый преобразователь (ЦАП), который обеспечивает аналоговый сигнал для приводного устройства 40, представляющий цифровое значение, соответствующее определенной скорости движения, позволяя тем самым управлять положением электродов 30 электродных элементов 22а-с внутри кожуха 16 печи и, таким образом, дугой, генерируемой между электродами 30.
В данном воплощении PLC 80 управляют посредством алгоритма регулирования с обратной связью. Обеспечением того, что время отклика PLC 80, по меньшей мере, совпадает со временем механического отклика опорной сборки 26, достигают высокоскоростного и точного управления блоком 18 электродов, избегая проблем, связанных с нежелательным резонансом.
В данном воплощении PLC 80 использует управляющий алгоритм, основанный на факторе r скорости, который представляет требуемую скорость движения электродов 30, определяемую движением опорного рычага 36 опорной сборки 26.
r = x2/k (1)
x = n - p (2)
p = (a/b)*(c/2) (3)
где: k является зависящей от системы постоянной;
n является заданным значением;
a является значением тока, измеренным по меньшей мере одним устройством 76 измерения тока;
b является значением номинального вторичного тока печного трансформатора 48; и
c является счетным интервалом PLC 80.
Фактор r скорости является математической корреляцией действительных данных, которые были собраны при работе дуговых печей различных размеров, а именно, 450 кВ*А, 800 кВ*А, 1 МВ*А, 2 МВ*А и 3 МВ*А, при расплавлении рудной мелочи и плавлении металлической мелочи.
В данном варианте первоначальное заданное значение nl определяют следующим образом.
nl = (d/b)*(c/2) (4)
где d является номинальным током полной нагрузки дуговой печи 12.
В качестве примера, для отношения d/b понижающего трансформатора, равного 10/250, и счетном интервале PLC 80, равном 4000, используется уравнение (4).
nl = (10/250)*(4000/2)
nl = 80
Использование данного заданного значения nl обеспечивает изначально стабильную работу дуговой печи 12, и во время работы заданное значение nl меняют, чтобы скомпенсировать условия печи и обеспечить тем самым оптимизацию дуги, генерируемой между электродами 30, для ввода оптимальной энергии в материал, содержащийся в кожухе 16 печи. В данном воплощении PLC 80 работает для сравнения действительной мощности, вводимой в дуговую печь 12, определяемой из значений напряжения и тока, измеряемых по меньшей мере одним, устройством 76 измерения тока и по меньшей мере одним устройством 78 измерения напряжения, и мощности, которая теоретически должна быть достигнута на заданном ответвлении 54 печного трансформатора 48, и изменения заданного значения n как функции этого сравнения.
В данном варианте зависящую от системы постоянную k изначально согласуют с вычисленным значением, чтобы обеспечить изначально стабильную работу дуговой печи 12.
Зависящую от системы постоянную k определяют следующим образом:
k = Int((Tm*Et/1000)/100)*100 (5)
где Tm является точкой плавления (ликвидус) введенного материала в градусах Кельвина,
Et является общей электрической энергией, требуемой для приведения в действие процесса в единицах кВт/ч на метрическую тонну введенного материала.
В качестве примера, для оксидных материалов точку плавления Tm и общую электрическую энергию определяют Et следующим образом.
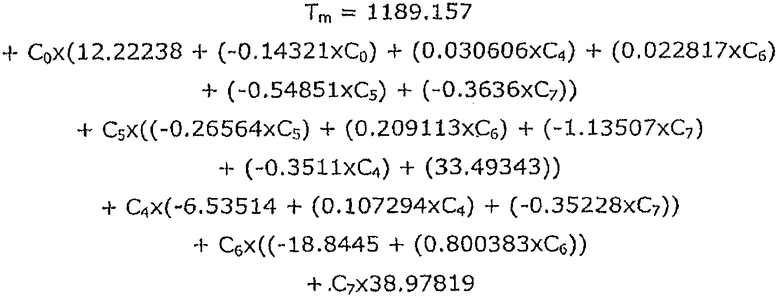
где
Еt = (Eo + HReact)/3.6/0.85
где: Eo является вырабатываемой энергией в МДж,
HReact является теплотой реакции в МДж, которая представляет собой сумму изменений термодинамической энтальпии (ΔH295K), связанных с каждой реакцией, которая имеет место в процессе, например:
Величина 3.6 является коэффициентом преобразования для 3600 кДж, что соответствует 1000 кВт.
Величина 0.85 представляет собой эффективный коэффициент для преобразования электрической энергии в тепловую энергию.
Вырабатываемую E0 энергию определяют следующим образом:
Eo=EnGa/Fu+EnSl+EnMet
где: EnGa/Fu является значением энергии, связанным с отходящим газом и испарениями печи.
EnSl является значением энергии, связанным со шлаком печи.
EnMet является значением энергии, связанным с расплавленной металлической фазой.
Например, для расплавления материала, производящего шлак, имеющий ликвидус при 1345°С и требуемой мощности, равной 957 кВт/т, согласно уравнению (5) зависящую от системы постоянную k определяют следующим образом.
k = Int(((1345+273)×(957/1000))/100) ×100
k = 1500
В одном варианте PLC 80 работает для настройки зависящей от системы постоянной k в интервале +/-5%, чтобы оптимизировать использование мощности, причем на зависящую от системы постоянную k влияет помимо прочего размер печи, тип расплавляемого материала, оптимальная рабочая температура и текучесть шлака. В эксперименте, тем не менее, было установлено, что зависящая от системы постоянная k имеет значение между приблизительно 500 и приблизительно 3000, так что оптимальное значение зависящей от системы постоянной k определяется довольно быстро.
В данном варианте приводное устройство 40 опорной сборки 26 приводит в действие аналоговое приводное напряжение v, которое создает ЦАП преобразователь PLC 80, причем шкала приводного напряжения v определяет скорость движения приводного устройства 40, и PLC 80 работает для получения управляющего напряжения v согласно следующему выходному алгоритму.

где: I является масштабной величиной напряжения для приводящего устройства 40 опорной сборки 26.
Приводное напряжение v является положительным или отрицательным напряжением, причем в данном варианте положительное напряжение определяет движение вертикально вниз, а отрицательное напряжение определяет движение вертикально вверх.
В качестве иллюстрации Фиг.2 показывает характерные графики профиля входной мощности традиционной дуговой печи в сравнении с профилем входной мощности дуговой печи 12, достигаемой при использовании устройства 74 управления по настоящему изобретению. Эти графики ясно иллюстрируют функцию устройства 74 управления при обеспечении большей энергии, подводимой к дуговой печи 12.
Далее будет описано действие системы дуговой печи при плавлении загруженной из расплавленной стали, которое известно как «нагрев».
Сначала пустой кожух 16 печи загружают небольшим количеством материала, который необходимо расплавить, например приблизительно 20 кг.
Затем дуговая печь 12 работает для расплавления этого материала, что приводит к образованию небольшой лужи из расплавленного продукта на дне корпуса кожуха 16 печи.
Далее большее количество материала загружают в лужу из расплавленного продукта в корпусе кожуха 16 печи, где завершается расплавление посредством подачи энергии в загружаемый в кожух 16 печи материал. В данном воплощении загружаемый материал непрерывно загружают в кожух 16 печи, используя устройство подачи, причем скорость подачи устройства подачи соответствует электрической энергии, подаваемой электродами 30. В предпочтительных воплощениях устройство подачи является вибрационным питателем или ленточным питателем.
Таким образом, из небольшой лужи из расправленного продукта развивается большой объем расправленного продукта, который заполняет корпус кожуха 16 печи.
Хотя энергией, требуемой для активирования и производства различных газообразных и жидких продуктов, может быть электрическая энергия или химическая энергия, причем химическую энергию обеспечивает по меньшей мере один компонент, например кремний в металле, который содержит часть загружаемого продукта, электрическая энергия, подаваемая электродами 30, обычно дает самый большой вклад в энергию в процессах расплавления.
В этих процессах блок 18 электродов опускают так, чтобы электроды 30 электродных элементов 22а-с зажигали дугу в загружаемом материале, начиная тем самым цикл плавления, причем вертикальным положением блока 18 электродов и, таким образом, электродов 30 в кожухе 16 печи, вышеописанным способом управляет устройство 74 управления для оптимизации работы дуговой печи 12. При таком интеллектуальном управлении регулируются вторичный ток, длина дуги и потребляемая энергия. При таком управлении вертикальным положением электродов 30 уменьшаются расход электродов, износ огнеупорного материала, пульсация и общие энергозатраты при одновременном увеличении производительности печи и срока службы дельта-перекрытия.
Изначально переключатель 52 ответвлений системы подачи электроэнергии устанавливают так, чтобы ответвление 56 было расположено у контакта ответвления с промежуточным напряжением, но через некоторый период времени, обычно несколько минут, электроды 30 входят в загружаемый материал в достаточной мере, чтобы сделать возможной такую установку переключателя 52 ответвлений системы подачи электроэнергии, чтобы ответвление 56 было установлено у контакта ответвления с высоким напряжением, также называемым ответвлением длинной дуги. Длинная дуга максимально увеличивает передачу энергии загружаемому материалу, и объем расправленного продукта увеличивается в кожухе 16 печи. Установка переключателя 56 ответвлений системы подачи электроэнергии таким образом, что ответвление 56 изначально установлено у контакта ответвления с высоким напряжением, может привести к радиационному повреждению кожуха 16 печи.
В начале плавления дуга является непостоянной и нестабильной, причем наблюдается большой скачок тока, сопровождаемый быстрым движением электродов 30. С увеличением температуры атмосферы в печи дуга стабилизируется, и при образовании расплавленного объема дуга становится достаточно стабильной, и средняя потребляемая энергия возрастает.
Когда опускаемый загружаемый материал контактирует с поверхностью расплавленного продукта, теплота, генерируемая электрическими дугами, приводит к преобразованию загружаемого материала в три, по меньшей мере, продукта, причем этими продуктами являются газ, который может содержать угарный газ и элементы с низкой температурой кипения, такие как цинк и фосфор, металлическая фаза и фаза расплавленного шлака, которая содержит кремнезем и оксид кальция в качестве своих основных компонентов и располагается над металлической фазой. Когда загружаемый материал содержит сульфиды, загружаемый материал преобразуется в дополнительный продукт плавления, известный как штейн, слой которого расположен между металлической и шлаковой фазами.
Когда корпус кожуха 16 печи заполнен, загрузку загружаемого в кожух 16 печи материала прекращают, и блок 18 электродов поднимают так, чтобы электроды 30 электродных элементов 22а-с были удалены из кожуха 16 печи.
Шлаковую фазу затем удаляют из кожуха 16 печи посредством опрокидывания корпуса кожуха 16 печи так, что шлаковая фаза сливается в ковш. Когда корпус кожуха 16 печи вмещает также фазу штейна, образующуюся при использовании сульфидов, фазу штейна сливают в отдельный ковш.
После удаления шлаковой фазы и любой фазы штейна кожух 16 печи затем возвращают в вертикальное положение и повторяют процедуру при введении дополнительного загружаемого материала.
После повторной загрузки корпуса кожуха 16 печи и удаления образовавшихся шлаковой фазы и любой фазы штейна, используя обычно вплоть до восьми циклов, корпус кожуха 16 печи становится заполненным требуемой металлической фазой.
Кожух 16 печи затем опрокидывают, чтобы слить расплавленную металлическую фазу в ковш. Этого опрокидывания для слива расплавленной металлической фазы достигают, отклоняя корпус печи от вертикального положения на угол, равный приблизительно 90 градусов.
После опрокидывания расплавленной металлической фазы кожух 16 печи возвращают обратно в вертикальное положение для использования при новой загрузке материала. В течение этого периода электроды 30 и кожух 16 печи проверяют на наличие повреждения огнеупорного материала и по необходимости производят починку.
В одном варианте, когда загружаемый материал составляет металлическая мелочь, такая как феррохром, ферромарганец и феррованадий, результирующую расплавленную металлическую фазу очищают, чтобы определенные элементы, например, цинк, фосфор, сера, алюминий, кремний и углерод, а также растворенные газы, такие как кислород, были, по существу, удалены из результирующей расплавленной металлической фазы.
Пример
Далее в качестве примера будет описано настоящее изобретение со ссылкой на следующий неограничивающий Пример.
В данном Примере дуговой печью 12 является 2.5 МВ*А печь, которая имеет номинальное напряжение полной нагрузки, равное 207 В, и номинальный ток полной нагрузки, равный 7200 А, и которую использовали для расплавления смеси из хромитового песка, содержащей 38 весовых процентов Cr2O3 и мелочь из карбида кремния.
В данном Примере печной трансформатор имеет значение номинального вторичного тока, равное 7500 А, и PLC 80 имеет счетный интервал, равный 4000.
Согласно Уравнению (4) первоначальное заданное значение определяют следующим образом.
nl = (7200/7500)*(4000/2)
nl = 1920
Если общая электрическая энергия Et, требуемая для приведения в действие процесса расплавления, составляет 1225 кВт на тонну Cr2O3, а ликвидус Tm шлака составляет 1415°С, тогда согласно Уравнению (5) зависящий от системы фактор k определяют следующим образом.
k = Int(((1415 + 273)*(1225/1000))/100)*100
k = 2000
Для зависящего от системы фактора k, равного 2000, фактор r скорости определяют согласно Уравнению (1). Фиг.3 иллюстрирует график фактора r скорости как функции измеренных значений тока.
Согласно Уравнению (6) и для масштабного коэффициента напряжения I, равного 10, PLC 80 работает для обеспечения приводного напряжения v в интервале от 0 до +10 вольт или от 0 до -10 вольт, которое в данном Примере является количественным сигналом, требуемым для приведения в действие приводного устройства 40 опорной сборки 26 для движения сборки 18 электродов вертикально вверх или вертикально вниз.
Таблица 1 иллюстрирует набор параметров для интервала измеренных значений тока, который включает характерное значение p тока, определенное PLC 80, отклонение x между заданным значением n и характерным значением p тока, фактор r скорости, приводное напряжение v, соответствующее фактору r скорости, и скорость s движения, соответствующая приводному напряжению v.
(В)
(А)
x
напряжение v
вниз (+) или вверх (-) (мм/с)
В заключение, следует понимать, что настоящее изобретение было описано в своем предпочтительном воплощении и может быть изменено многими различными способами без отклонения от объема изобретения, определяемого приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ РЕГУЛИРОВКИ ЭЛЕКТРОДУГОВОЙ ПЕЧИ НА НАЧАЛЬНОЙ ФАЗЕ ПРОЦЕССА РАСПЛАВЛЕНИЯ | 2013 |
|
RU2654520C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОСНОВАННОЙ НА ПРОТЕКАЮЩЕМ ПРОЦЕССЕ РЕГУЛИРОВКИ МОЩНОСТИ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2013 |
|
RU2654519C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ДУГОВОЙ ЭЛЕКТРИЧЕСКОЙ ПЕЧИ И ПЛАВИЛЬНЫЙ АГРЕГАТ, ОСНАЩЕННЫЙ ЭКСПЛУАТИРУЕМОЙ ЭТИМ СПОСОБОМ ДУГОВОЙ ЭЛЕКТРИЧЕСКОЙ ПЕЧЬЮ | 2013 |
|
RU2630133C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ УМЕНЬШЕНИЯ ОБРАТНЫХ ВОЗДЕЙСТВИЙ НА ЭЛЕКТРИЧЕСКУЮ СЕТЬ ПРИ ЭКСПЛУАТАЦИИ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2013 |
|
RU2654524C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ДУГОВОЙ ПЕЧИ | 2012 |
|
RU2615421C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ПЛАВИЛЬНАЯ УСТАНОВКА С ЭЛЕКТРОДУГОВОЙ ПЕЧЬЮ, ЭКСПЛУАТИРУЕМОЙ СОГЛАСНО ЭТОМУ СПОСОБУ | 2012 |
|
RU2608558C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1997 |
|
RU2128407C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОКА ТРЕХФАЗНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ И УСТАНОВКА ТРЕХФАЗНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ ПРЯМОГО НАГРЕВА | 1990 |
|
RU2086076C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1995 |
|
RU2079982C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВЫМ РЕЖИМОМ ПЛАВКИ РУДНОТЕРМИЧЕСКОЙ ПЕЧИ ПРИ ПОЛУЧЕНИИ ФОСФОРА | 2012 |
|
RU2516360C2 |
Изобретение относится к металлургии. Технический результат - повышение точности управления. Согласно способу измеряют ток, потребляемый дуговой печью, с помощью по меньшей мере одного устройства измерения тока, измеряют напряжение, подаваемое к дуговой печи, динамически определяют заданное значение для вертикального положения по меньшей мере одного электрода на основе измеренных значений тока и напряжения, при этом динамически определяют фактор скорости движения электрода. С использованием системы управления обеспечивают приводной выходной сигнал на основе динамически определяемого фактора скорости для приведения в действие подъемного устройства для установления вертикального положения по меньшей мере одного электрода с тем, чтобы оно соответствовало динамически определяемому заданному значению. 6 н. и 23 з.п. ф-лы, 1 табл.,3 ил.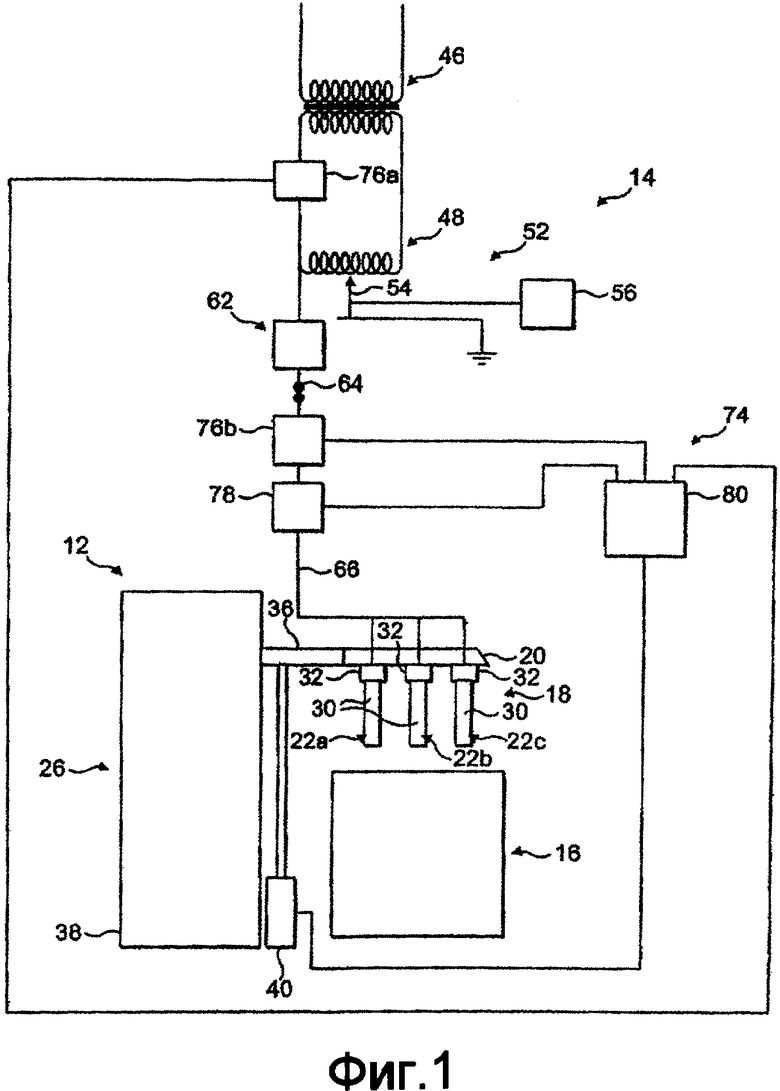
1. Способ управления вертикальным положением по меньшей мере одного электрода дуговой печи, которая содержит печной трансформатор, имеющий первичную входную сторону и вторичную выходную сторону, которая электрически соединена с по меньшей мере одним электродом, причем способ содержит этапы, на которых:
измеряют ток, потребляемый дуговой печью, с помощью по меньшей мере одного устройства измерения тока,
измеряют напряжение, подаваемое к дуговой печи,
динамически определяют заданное значение для вертикального положения по меньшей мере одного электрода на основе измеренных значений тока и напряжения, при этом динамически определяют фактор r скорости движения электрода с использованием выражения r=x2/k, где х является отклонением от заданного значения отношения значения измеренного тока печного трансформатора тока к номинальному значению тока, а k устанавливается исходя из размеров упомянутой печи и расплавляемого или плавящегося в ней материала в виде рудной или металлической мелочи, и
с помощью системы управления обеспечивают приводной выходной сигнал на основе динамически определяемого фактора r скорости для приведения в действие подъемного устройства для установления вертикального положения по меньшей мере одного электрода с тем, чтобы оно соответствовало динамически определяемому заданному значению.
2. Способ по п. 1, отличающийся тем, что этап измерения тока содержит этап, на котором измеряют ток на одной или обеих, первичной и вторичной, сторонах печного трансформатора.
3. Способ по п. 2, отличающийся тем, что этап измерения тока содержит этапы, на которых
измеряют ток на первичной стороне печного трансформатора и
измеряют ток на вторичной стороне печного трансформатора.
4. Способ по п. 1, отличающийся тем, что этап измерения напряжения содержит этап, на котором измеряют напряжение между шиной печного трансформатора и подом печи.
5. Способ по п. 1, отличающийся тем, что х=n-р и р=(а/b)*(с/2), где n является заданным значением, а является значением тока, измеренным по меньшей мере одним устройством измерения тока, b является значением номинального вторичного тока печного трансформатора и с является счетным интервалом процессора системы управления.
6. Способ по п. 1, отличающийся тем, что k=целое((Tm*Et/1000)/100)*100, где Tm является точкой плавления шлака в градусах Кельвина и Et является общей электрической энергией, требуемой для приведения в действие дуговой печи, в единицах кВт/ч на метрическую тонну загружаемого материала.
7. Способ по п. 1, отличающийся тем, что этап обеспечения приводного выходного сигнала содержит этап, на котором обеспечивают приводное напряжение v в качестве приводного выходного сигнала для приведения в действие подъемного устройства для установления вертикального положения по меньшей мере одного электрода с тем, чтобы оно соответствовало динамически определяемому заданному значению, и предпочтительно приводное напряжение v=(r/k)*(абсолютное значение(х)/х)*I, где I является масштабной величиной напряжения для приводного устройства подъемного устройства.
8. Система управления для управления вертикальным положением по меньшей мере одного электрода дуговой печи, которая содержит печной трансформатор, имеющий первичную входную сторону и вторичную выходную сторону, которая электрически соединена с по меньшей мере одним электродом, причем система управления содержит:
по меньшей мере одно устройство измерения тока для измерения тока, потребляемого дуговой печью,
устройство измерения напряжения для измерения напряжения, подаваемого к дуговой печи, и
устройство управления для динамического определения заданного значения для вертикального положения по меньшей мере одного электрода на основе измеренных значений тока и напряжения и обеспечения приводного выходного сигнала для приведения в действие подъемного устройства для установления вертикального положения по меньшей мере одного электрода с тем, чтобы оно соответствовало динамически определенному заданному значению на основе динамически определяемого фактора r скорости, при этом устройство управления содержит процессор для выполнения управляющего алгоритма для динамического определения фактора r скорости в соответствии с выражением r=х2/k, причем х является отклонением от заданного значения отношения значения измеренного тока печного трансформатора тока к номинальному значению тока, а k устанавливается исходя из размеров упомянутой печи и расплавляемого или плавящегося в ней материала в виде рудной или металлической мелочи.
9. Система управления по п. 8, отличающаяся тем, что по меньшей мере одно устройство измерения тока выполнено с возможностью измерения тока на одной или обеих, первичной и вторичной, сторонах печного трансформатора и предпочтительно по меньшей мере одно устройство измерения тока содержит первое устройство измерения тока для измерения тока на первичной стороне печного трансформатора и второе устройство измерения тока для измерения тока на вторичной стороне печного трансформатора.
10. Система управления по п. 8, отличающаяся тем, что устройство измерения напряжения выполнено с возможностью измерения напряжения между шиной печного трансформатора и подом печи.
11. Система управления по п. 8, отличающаяся тем, что х=n-р и р=(а/b)*(с/2), где n является заданным значением, а является значением тока, измеренным по меньшей мере одним устройством измерения тока, b является значением номинального вторичного тока печного трансформатора и с является счетным интервалом процессора.
12. Система управления по п. 8, отличающаяся тем, что k=целое((Tm*Et/1000)/100)*100, где Tm является точкой плавления шлака в градусах Кельвина и Et является общей электрической энергией, требуемой для приведения в действие дуговой печи, в единицах кВт/ч на метрическую тонну загружаемого материала.
13. Система управления по п. 8, отличающаяся тем, что процессор предназначен для обеспечения приводного напряжения v в качестве приводного выходного сигнала для приведения в действие подъемного устройства и предпочтительно приводное напряжение v=(r/k)*(абсолютное значение (x)/х)*I, где I является масштабной величиной напряжения для приводного устройства подъемного устройства.
14. Дуговая печь, содержащая систему управления по любому из пп. 8-13 и предназначенная для расплавления материалов в виде рудной мелочи или плавления материалов в виде металлической мелочи.
15. Способ управления вертикальным положением по меньшей мере одного электрода дуговой печи, которая содержит печной трансформатор, имеющий первичную входную сторону и вторичную выходную сторону, которая электрически соединена с по меньшей мере одним электродом, причем способ содержит этапы, на которых:
измеряют ток, потребляемый дуговой печью, с помощью по меньшей мере одного устройства измерения тока,
измеряют напряжение, подаваемое к дуговой печи,
динамически определяют заданное значение для вертикального положения по меньшей мере одного электрода на основе измеренных значений тока и напряжения, при этом динамически определяют фактор r скорости движения электрода с использованием выражения r=x2/k, где х является отклонением от заданного значения отношения значения измеренного тока печного трансформатора к номинальному значению тока, а k является экспериментально определяемой постоянной, имеющей значение от приблизительно 500 до приблизительно 3000, и
с помощью системы управления обеспечивают приводной выходной сигнал на основе динамически определяемого фактора r скорости для приведения в действие подъемного устройства для установления вертикального положения по меньшей мере одного электрода с тем, чтобы оно соответствовало динамически определяемому заданному значению.
16. Способ по п. 15, отличающийся тем, что этап измерения тока содержит этап, на котором измеряют ток на одной или обеих, первичной и вторичной, сторонах печного трансформатора.
17. Способ по п. 16, отличающийся тем, что этап измерения тока содержит этапы, на которых
измеряют ток на первичной стороне печного трансформатора и
измеряют ток на вторичной стороне печного трансформатора.
18. Способ по п. 15, отличающийся тем, что этап измерения напряжения содержит этап, на котором измеряют напряжение между шиной печного трансформатора и подом печи.
19. Способ по п. 15, отличающийся тем, что х=n-р и р=(а/b)*(с/2), где n является заданным значением, а является значением тока, измеренным по меньшей мере одним устройством измерения тока, b является значением номинального вторичного тока печного трансформатора и с является счетным интервалом процессора системы управления.
20. Способ по п. 15, отличающийся тем, что k=целое((Tm*Et/l000)/100) *100, где Tm является точкой плавления шлака в градусах Кельвина и Et является общей электрической энергией, требуемой для приведения в действие дуговой печи, в единицах кВт/ч на метрическую тонну загружаемого материала.
21. Способ по п. 15, отличающийся тем, что этап обеспечения приводного выходного сигнала содержит этап, на котором обеспечивают приводное напряжение v в качестве приводного выходного сигнала для приведения в действие подъемного устройства для установления вертикального положения по меньшей мере одного электрода с тем, чтобы оно соответствовало динамически определяемому заданному значению, и предпочтительно приводное напряжение v=(r/k)*(абсолютное значение(х)/х)*I, где I является масштабной величиной напряжения для приводного устройства подъемного устройства.
22. Способ по п. 15, отличающийся тем, что дуговую печь используют для расплавления материалов, таких как рудная мелочь, или плавления материалов, таких как металлическая мелочь.
23. Система управления для управления вертикальным положением по меньшей мере одного электрода дуговой печи, которая содержит печной трансформатор, имеющий первичную входную сторону и вторичную выходную сторону, которая электрически соединена с по меньшей мере одним электродом, причем система управления содержит:
по меньшей мере одно устройство измерения тока для измерения тока, потребляемого дуговой печью,
устройство измерения напряжения для измерения напряжения, подаваемого к дуговой печи, и
устройство управления для динамического определения заданного значения для вертикального положения по меньшей мере одного электрода на основе измеренных значений тока и напряжения и обеспечения приводного выходного сигнала для приведения в действие подъемного устройства для установления вертикального положения по меньшей мере одного электрода с тем, чтобы оно соответствовало динамически определенному заданному значению на основе динамически определяемого фактора r скорости, при этом устройство управления содержит процессор для выполнения управляющего алгоритма для динамического определения фактора r скорости в соответствии с выражением r=х2/к, причем х является отклонением от заданного значения отношения значения измеренного тока печного трансформатора тока к номинальному значению тока, а k является экспериментально определяемой постоянной, имеющей значение от приблизительно 500 до приблизительно 3000.
24. Система управления по п. 23, отличающаяся тем, что по меньшей мере одно устройство измерения тока выполнено с возможностью измерения тока на одной или обеих, первичной и вторичной, сторонах печного трансформатора и предпочтительно по меньшей мере одно устройство измерения тока содержит первое устройство измерения тока для измерения тока на первичной стороне печного трансформатора и второе устройство измерения тока для измерения тока на вторичной стороне печного трансформатора.
25. Система управления по п. 23, отличающаяся тем, что устройство измерения напряжения выполнено с возможностью измерения напряжения между шиной печного трансформатора и подом печи.
26. Система управления по п. 23, отличающаяся тем, что х=n-р и р=(а/b)*(с/2), где n является заданным значением, а является значением тока, измеренным по меньшей мере одним устройством измерения тока, b является значением номинального вторичного тока печного трансформатора и с является счетным интервалом процессора.
27. Система управления по п. 23, отличающаяся тем, что k=целое((Tm*Et/l000)/100)*100, где Tm является точкой плавления шлака в градусах Кельвина и Et является общей электрической энергией, требуемой для приведения в действие дуговой печи, в единицах кВт/ч на метрическую тонну загружаемого материала.
28. Система управления по п. 23, отличающаяся тем, что процессор предназначен для обеспечения приводного напряжения v в качестве приводного выходного сигнала для приведения в действие подъемного устройства и предпочтительно приводное напряжение v=(r/k)*(абсолютное значение(х)/х)*I, где I является масштабной величиной напряжения для приводного устройства подъемного устройства.
29. Дуговая печь, содержащая систему управления по любому из пп. 23-28 и предназначенная для расплавления материалов в виде рудной мелочи или плавления материалов в виде металлической мелочи.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ КАРБИДА КАЛЬЦИЯ | 1993 |
|
RU2080534C1 |
| US 5204872 A, 20.04.1993 | |||
| ПОВОРОТНОЕ ЗЕРКАЛО | 2017 |
|
RU2670571C2 |
| DE 4344854 A1, 06.07.1995. | |||

