Изобретение относится к способу эксплуатации электродуговой печи. Кроме того, изобретение относится к плавильной установке с электродуговой печью, эксплуатируемой согласно этому способу.
В электродуговой печи кусковой расплавляемый материал, как правило, металлический скрап, возможно, вместе с другими добавками, расплавляется посредством электрической дуги, зажигаемой между расплавляемым материалом и по меньшей мере одним электродом.
При этом было обнаружено, что особенно электрические дуговые печи, которые практически исключительно загружаются скрапом, генерируют нежелательные реактивные воздействия на сеть. Поэтому с этой целью на сталелитейных заводах устанавливаются системы компенсации, так называемые SVC-системы или статические компенсаторы реактивной мощности, чтобы уменьшать реактивные воздействия на сеть, такие как высшие гармоники или так называемые фликер-эффекты, и соблюдать международно предписанные предельные значения. Однако такие SVC-системы реагируют только на уже сгенерированное сетевое возмущение, т.е. на уже сгенерированные в электродуговой печи при расплавлении скрапа гармоники или фликер-эффекты, и поэтому не могут, особенно когда электродуговые печи эксплуатируются в слабых сетях электроснабжения, гарантировать соблюдение предписанных предельных значений.
Чтобы избежать высоких фликер-значений, как известно согласно уровню техники, скрап подается в смеси, имеющей низкое так называемое Kst-значение. Это Kst-значение описывает, в соответствии со стандартом IEC 61000-3-7, тип, вес и плотность скрапа и, как правило, находится в пределах от 48 до 85. Кроме того, в контуре печи включаются так называемые дополнительные реактивности, например добавочный дроссель печного трансформатора, и осуществляется регулировочно-техническая параметризация для стабилизации дуги. Также используются новые SVC-системы на технологии IGBT, если необходимо значительное улучшение фликер-значений. С помощью таких SVC-систем генерируемый частотный спектр возмущений трансформируется в более высокий частотный диапазон, так что он больше не попадает в пределы диапазона измерений вызванных фликер-эффектом сетевых возмущений в соответствии с международными стандартами. Тем не менее, эти меры связаны либо с высокими инвестиционными затратами, либо с убытками производства. Кроме того, не только состав скрапа и его качество оказывают влияние на реактивные воздействия на сеть. Скорее, также технологический режим во время расплавления скрапа оказывает подобное влияние. Так, например, перемещения скрапа и обрушения скрапа могут создавать реактивные воздействия на сеть. Распознавание перемещений скрапа и обрушений скрапа в значительной степени оставлено за обслуживающим персоналом, так что регулирование электродов может реагировать на эти события лишь впоследствии, то есть после произошедшего перемещения скрапа и уже возникшего реактивного воздействия на сеть.
Поэтому в основе изобретения лежит задача предложить способ эксплуатации электродуговой печи, с помощью которого можно автоматически распознать тип скрапа и плотность скрапа, перемещения скрапа и обрушения скрапа, чтобы прогнозировать возникновение фликкер-эффектов, которые вызваны плотностью скрапа и перемещением скрапа, и иметь возможность автоматически учитывать при управлении параметрами процесса электродуговой печи. Кроме того, в основе изобретения лежит задача предложить плавильную установку с электродуговой печью, эксплуатируемой согласно этому способу.
Что касается способа, указанная задача решается согласно изобретению способом с признаками п. 1 формулы изобретения. В соответствии с этими признаками в электродуговой печи, эксплуатируемой с переменным напряжением, регистрируется возникающий в стенке электродуговой печи сигнал S корпусного шума, из которого вычисляется параметр К, характеризующий свойства фликер-эффекта электродуговой печи, и с помощью этого вычисленного параметра К управляется по меньшей мере один параметр процесса электродуговой печи.
При этом в основе изобретения лежит знание о том, что большие фликер-значения или высокие Kst-значения генерируются либо интенсивным движением расплавляемого скрапа, либо присутствием крупных кусков тяжелого скрапа под электрической дугой. В первом случае новый, холодный скрап сползает под электроды и электрическая дуга должна резко и быстро дополнительно регулироваться в зависимости от условий. За счет этого также резко изменяются ток и условие горения. Во втором случае электрическая дуга горит нестабильно и с флуктуирующим основанием.
Правда, в принципе известно из WO 2009/095292 A1 и WO 2009/095396 A1, что из измерений корпусного шума на стенке электродуговой печи с привлечением характеристик тока и напряжения можно извлечь сигналы, которые характеризуют перемещения скрапа или сдвиг скрапа и изменение массы на стенке электродуговой печи. Однако изобретение основано на том соображении, что является возможным вычислить путем специализированной оценки сигналов S корпусного шума, возникающего в стенке электродуговой печи, параметр К, который пригоден для заблаговременного обнаружения свойств фликер-эффекта в электродуговой печи. При этом в качестве параметра К предпочтительно вычисляется числовая мера, сопоставимая с Kst-значением.
В частности, сигнал S корпусного шума подвергается Фурье-преобразованию F и определяются амплитуды Фурье-преобразований F сигнала S корпусного шума для множества частот f, из которых вычисляется параметр K. Этот подход учитывает наблюдение, что при сдвиге скрапа или особенно обрушениях скрапа возникают как очень низкочастотные, так и высокочастотные колебания, которые не зависят от индуцированных при работе в режиме переменного напряжения колебаний электродуговой печи, которые составляют целочисленное кратное основной частоты f0, которое при рабочей частоте 50 Гц составляет 100 Гц. Кроме того, опыт показывает, что на стабильность электрической дуги также оказывает влияние содержание тяжелого скрапа, так что нестабильное горение электрической дуги при покоящемся скрапе позволяет сделать вывод о содержании тяжелого скрапа, которое, в свою очередь, является причиной нежелательного фликер-эффекта. Соответственно, в предпочтительном варианте осуществления способа из амплитуд Фурье-преобразования F при частотах f, лежащих ниже основной частоты f0, определяется мера B для низкочастотного перемещения скрапа, из амплитуд Фурье-преобразования при частотах f, лежащих выше основной частоты f0 и не включающих гармонические частоты, определяется мера Е для высокочастотного сотрясения, и из амплитуд Фурье-преобразования F при частотах f, лежащих на частотах гармоник и между частотами гармоник, определяется мера SSG, характеризующая содержание тяжелого скрапа, из которых вычисляется параметр К.
В особенно предпочтительном варианте осуществления способа, параметр K определяется с помощью следующих отношений:

при
и

причем
 и
и 
и при
причем 

и

при 
и параметр K вычисляется согласно уравнению

причем а и b являются экспериментально определенными весовыми коэффициентами.
Относительно плавильной установки задача решается согласно изобретению плавильной установкой с признаками пункта 7 формулы изобретения.
Для дальнейшего объяснения изобретения будут даны ссылки на пример осуществления, представленный на чертежах, где показано следующее:
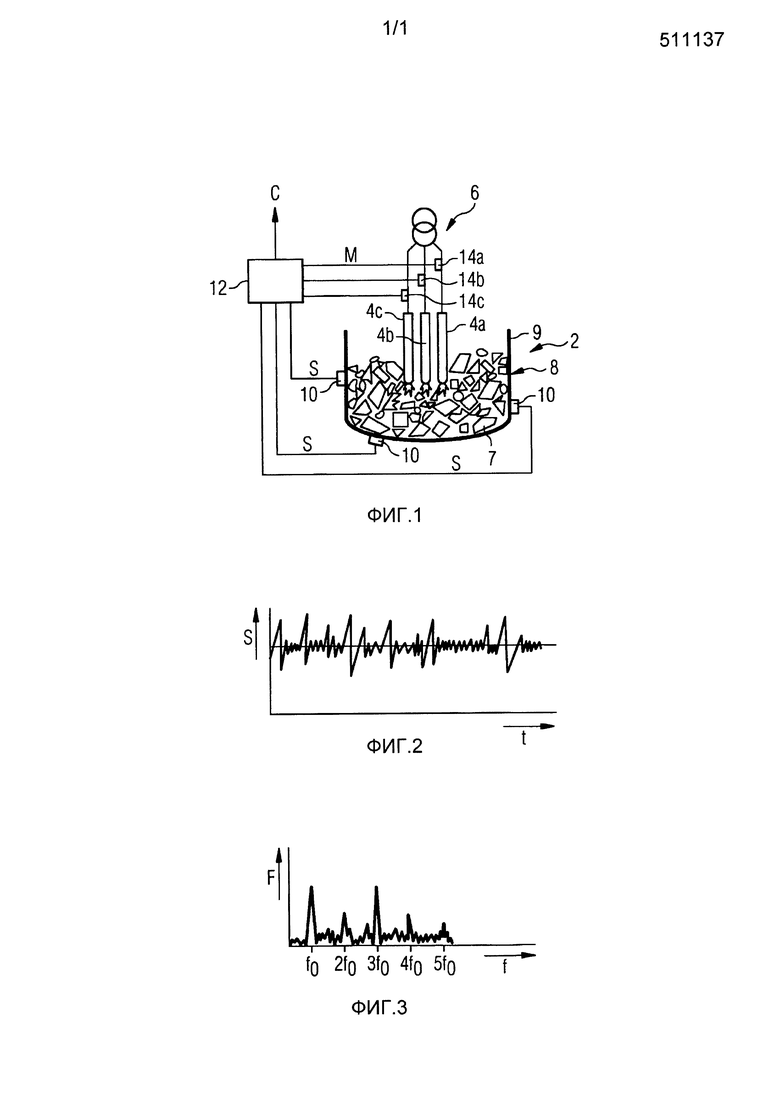
Фиг. 1 - плавильная установка в соответствии с изобретением в схематичном принципиальном представлении,
Фиг. 2 - диаграмма, иллюстрирующая измеренный сигнал корпусного шума в зависимости от времени,
Фиг. 3 - диаграмма, иллюстрирующая амплитуды Фурье-преобразований сигнала корпусного шума в зависимости от частоты.
Согласно фиг. 1 плавильная установка в соответствии с изобретением содержит электродуговую печь 2, например, с тремя электродами 4a-с, которые электрически соединены с печным трансформатором к устройства 6 электропитания. Электроды 4а-с погружены в корпус 8 печи для помещения расплавляемого скрапа 7, на стенке 9 которого размещено множество датчиков 10 корпусного шума. Сигналы S корпусного шума, зарегистрированные датчиками 10 корпусного шума, направляются для дальнейшей обработки в устройство 12 управления и оценки.
Дополнительно к сигналам S корпусного шума с помощью измерительных датчиков 14а-с измеряется ток, протекающий в электродах 4, и/или приложенное к ним напряжение, и соответствующие измеренные сигналы M передаются в устройство 12 управления и оценки. В этом устройстве управления и оценки генерируются управляющие сигналы C, с помощью которых управляется или регулируется по меньшей мере один параметр процесса электродуговой печи 2.
На диаграмме на фиг. 2 для примера представлен измеренный с помощью датчика 10 корпусного шума сигнал S корпусного шума в зависимости от времени t, причем в принципе также сигналы S корпусного шума, сформированные несколькими датчиками 10 корпусного шума, могут быть объединены в суммарный сигнал. Из этого сигнала S корпусного шума теперь посредством Фурье-преобразования (FFT) определяется спектр частот, который воспроизведен на фиг. 3, где амплитуда Фурье-преобразований F представлена в зависимости от частоты f. На этой фиг. 3 можно видеть, что величина (амплитуда) Фурье-преобразований F для частот f0, 2f0, 3f0, 4f0 и 5f0 имеет значимые максимумы, высота которых уменьшается с увеличением частоты f. Эти максимумы лежат на частотах гармоник mf0 основной частоты f0, то есть соответствуют целочисленным кратным этой основной частоты f0, которая равна двукратному значению частоты напряжения (рабочей частоты), с которой приводятся в действие электроды. При рабочей частоте 50 Гц эти гармоники частоты f0 составляют 100, 200, 300, 400 и 500 Гц.
Из Фурье-преобразований F теперь может быть вычислена мера для сдвига SV скрапа, из которой может быть вычислено произведение из меры В для низкочастотного перемещения скрапа и меры Е для высокочастотного сотрясения

со следующими соотношениями:
при
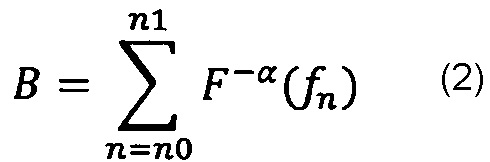
причем


Подходящим значением для fn0 является, например, 1 Гц. В качестве верхнего предела fn1 пригодно значение, которое лежит значительно ниже основной частоты f0, предпочтительно ниже рабочей частоты f0/2 и составляет в данном примере 30 Гц, причем амплитуды Фурье-преобразований F в степени -α суммируются на частотах fn, которые, соответственно, различаются на Δf=1 Гц в соответствии с типично достижимым при быстром Фурье-преобразовании разрешением по частоте. Для параметра α справедливо: 1≤α≤10, причем оказалось пригодным значение α=1.
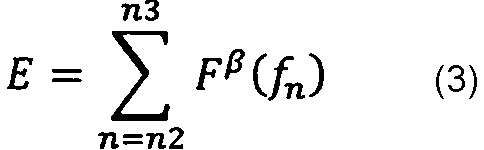
причем
Для расчета меры Е для сотрясения возведенные в степень β амплитуды Фурье-преобразований F суммируются на промежуточных частотах
Поскольку дуга горит при холодном тяжелом скрапе нестабильно и с флуктуирующим основанием, сгенерированный спектр корпусного шума, то есть Фурье-преобразование F, обнаруживает как сильно повышенные амплитуды на более высоких частотах гармоник mf0, так и большое количество максимумов на промежуточных частотах, лежащих между частотами гармоник mf0. Поэтому мера SSG для содержания тяжелого скрапа может предпочтительно определяться следующим соотношением.

при 
Из меры SV для сдвига скрапа и меры SSG для содержания тяжелого скрапа можно теперь с помощью весов а и b определить параметр K с помощью соотношения

где веса а и b определяются экспериментально из корреляции вычисленных таким образом значений и фактически измеренного фликер-эффекта и настраиваются таким образом, что вычисленный таким образом динамический параметр К сопоставим с Kst-значением. Таким образом, во время процесса плавления можно вычислять коррелированный с Kst-значением параметр К, который описывает текущее перемещение скрапа и текущее состояние скрапа. Этот вычисленный параметр К не в точности соответствует Kst-значению согласно определению вышеупомянутого стандарта IEC, но корректным образом воспроизводит ход процесса и тенденцию и поэтому может оптимально применяться для прогноза фликер-эффекта и для установки регулирования, чтобы избегать возникновения фликер-эффекта.
С привлечением дополнительных данных, в частности характеристик тока и напряжения, температур стенок и/или вводимой удельной энергии, теперь может быть создана вышестоящая полная система управления для выполнения процесса, с помощью которой можно быстро и ориентированным на условия образом реагировать на динамические изменения, происходящие в электродуговой печи. Такая система управления или регулирования предпочтительно действует на ступени напряжения печного трансформатора, заданные значения импеданса или тока для регулирования электродов, дополнительные реактивности и заданные значения для горелок и кислородных копий. При этом в качестве основы могут применяться значения постоянно загруженной схемы технологического процесса, которые посредством системы регулирования динамически изменяются в заданных пределах. Измерение динамического изменения скрапа в процессе плавления в электродуговой печи комбинируется с вышестоящей модульной, например, основанной на нечеткой логике системой регулирования для энергетического ведения процесса электродуговой печи, которая определяет электрическую рабочую точку и заданные значения для систем горелок и кислородных копий. Это обеспечивает возможность динамического, ориентированного на состояние вмешательства в процесс плавления. С применением полной концепции регулирования на основе лингвистических фаззифицированных (приведенных в нечеткую форму) правил и дальнейших аналитических перерасчетов, в том числе с помощью аналитической модели распределения нагрузки, процесс плавки можно тогда отрегулировать таким образом, что фликер-эффект не будет превышать предписанные предельные значения.
В способе эксплуатации электродуговой печи (2), работающей с переменным напряжением, а также в правильной установке с электродуговой печью (2), эксплуатируемой согласно этому способу, регистрируют возникающий в стенке электродуговой печи (2) сигнал (S) корпусного шума, из которого вычисляют параметр К, характеризующий свойства фликер-эффекта электродуговой печи (2), и с помощью этого вычисленного параметра К управляют по меньшей мере одним параметром процесса электродуговой печи (2). Изобретение обеспечивает возможность автоматически учитывать при управлении параметрами процесса электродуговой печи возникновение фликер-эффектов. 2 н. и 4 з.п. ф-лы, 3 ил. 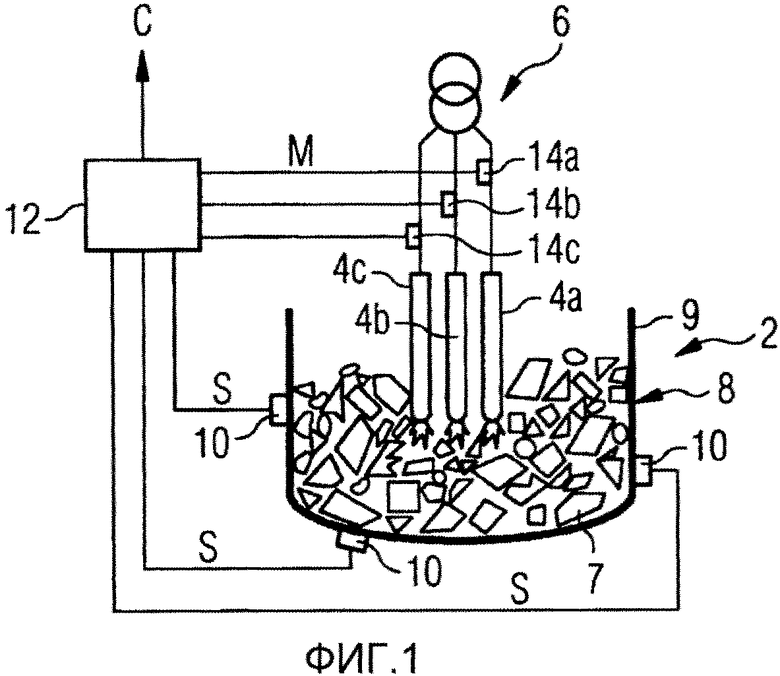
1. Способ эксплуатации электродуговой печи (2), работающей с переменным напряжением, при котором регистрируют возникающий в стенке электродуговой печи (2) сигнал (S) корпусного шума, из которого вычисляют параметр К, характеризующий свойства фликер-эффекта электродуговой печи (2), и с помощью этого вычисленного параметра К управляют по меньшей мере одним параметром процесса электродуговой печи (2).
2. Способ по п. 1, в котором в качестве параметра К вычисляют числовую меру, сопоставимую с Kst-значением, описывающим тип, вес и плотность скрапа.
3. Способ по п. 2, в котором Kst-значение находится в пределах 48-85.
4. Способ по любому из пп. 1-3, в котором сигнал (S) корпусного шума подвергают Фурье-преобразованию и в котором определяют амплитуды Фурье-преобразований F для множества частот f, из которых вычисляют параметр К.
5. Способ по п. 4, в котором из амплитуд Фурье-преобразований F при частотах, лежащих ниже основной частоты f0, определяют меру В для низкочастотного перемещения скрапа, из амплитуд Фурье-преобразований F при частотах f, лежащих выше основной частоты f0 и не включающих гармонические частоты, определяют меру Е для высокочастотного сотрясения, и из амплитуд Фурье-преобразований F при частотах f, лежащих на частотах гармоник и между частотами гармоник mf0, определяют меру SSG, характеризующую стабильность электрической дуги, из которых вычисляют параметр К.
6. Способ по п. 5, в котором параметр К определяют с помощью следующих отношений:
при
причем
ƒn1<ƒ0 и ƒn+1-ƒn=Δƒ<<ƒ0
и при
причем ƒn≠m*ƒ0 и ƒn2>ƒ0, 2≤β≤10 и m - натуральное число,
и
при ƒn≠m*ƒ0 и ƒn>ƒ0, причем k и m - натуральные числа и fn - частоты, применяемые в уравнении (3), и справедливо для kmax≤10, и параметр К вычисляют согласно уравнению

причем а и b являются экспериментально определенными весовыми коэффициентами.
7. Плавильная установка с электродуговой печью (2) с по меньшей мере одним электродом (4а-с) и с по меньшей мере одним размещенным на стенке (9) электродуговой печи (2) датчиком (10) корпусного шума, а также с устройством (12) управления и оценки для оценивания сигнала (S) корпусного шума, полученного с помощью по меньшей мере одного датчика (10) корпусного шума, и с программным обеспечением, реализованным в нем, для выполнения одного из способов по любому из пп. 1-6.
| WO2009095292 A1, 06.08.2009 | |||
| WO2009095396 A1, 06.08.2009 | |||
| WO2007009924 A1, 25.01.2007 | |||
| WO2008034701 A2, 27.03.2008 | |||
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2001 |
|
RU2190815C1 |

