Изобретение относится к способу эксплуатации дуговой печи, в частности электродуговой печи по меньшей мере с одним электродом, причем расплавляемый материал в дуговой печи расплавляется с помощью плазменной дуги, создаваемой по меньшей мере одним электродом. При этом в качестве расплавляемого материала понимается плавящееся твердое вещество, жидкий металл и/или также шлак. Кроме того, заявка относится к устройству обработки сигналов для дуговой печи, машинно-считываемому программному коду для устройства обработки сигналов при дуговой печи, а также к носителю информации с сохраняемым в нем такого рода машинно-считываемым программным кодом. Наконец, заявка относится к дуговой печи, в частности электродуговой печи, с подобным устройством обработки сигналов.
Дуговая печь служит для получения жидкого металла, как правило стали. Жидкий металл получается из твердого расплавляемого материала, такого как металлолом или восстановленное железо, вместе с дополнительным присадками. Для этого к началу процесса дуговая печь загружается скрапом и/или восстановленным железом, и затем зажигается плазменная дуга между электродами дуговой печи и расплавляемым материалом. Подводимая плазменной дугой в дуговую печь энергия обусловливает расплавление остального расплавляемого материала. Подобные дуговые печи описаны, например, в выложенных описаниях изобретений к неакцептованным заявкам DE 0122910 А1, DE 4130397 А1 и EP 0292469 А1.
Общая потребляемая электрическая мощность дуговых печей постоянно возрастает. В течение 1980-х годов еще считалась максимальной мощность в 100 мегавольтампер (МВА), сейчас же типичная мощность новых печных установок составляет величину порядка 150 МВА. В эксплуатацию вводятся уже отдельные дуговые печи с общей потребляемой мощностью свыше 200 МВА. В принципе, высокие присоединяемые мощности являются привлекательными, так как они обеспечивают высокую производительность при меньших удельных расходах на персонал и капитальных затратах.
Высокие производительности плавки достигаются при высоких величинах тока дуги и, в частности, при высоких напряжениях электрической дуги. Соответствующие длинные и высокомощные электрические дуги создают серьезные затруднения в отношении ведения технологического процесса. Электрические дуги к каждому моменту времени должны быть в достаточной мере окружены скрапом и соответственно вспененным шлаком, чтобы тем самым обеспечивать возможность эффективного подведения энергии и предотвращать повреждения кожуха печи. Соответственно этому необходимо быстро реагировать на расплавление скрапа или на опадение вспененного шлака явным снижением длины дуги и тем самым варочной производительности. В частности, например при производстве нержавеющей стали ввиду отсутствия вспененного шлака на жидкой ванне можно работать при сниженной мощности электрической дуги.
Дальнейшее увеличение мощности электрических дуг переменного трехфазного и постоянного тока путем повышения напряжения представляется едва ли возможным вследствие получающихся длинных электрических дуг. Против повышения мощности посредством силы тока говорят обусловленные этим высокие потери в питающих линиях, ограничения в отношении производственных материалов, например таких как электроды.
Во время расплавления расплавляемого материала вследствие перемещений скрапа и из-за переменных условий режима плазмы в электрической дуге это приводит к значительным колебаниям тока. Эти колебания тока вызывают помехи в сети электроснабжения, которые описываются так называемой дозой фликера. При данной мощности короткого замыкания в сети доза фликера возрастает пропорционально мощности печи.
Вышеуказанные затруднения до сих пор возникали различными путями. Например, варочная производительность автоматически приспосабливается к фактическим условиям технологического процесса, в простейшем случае это делается с помощью регулирования мощности на основе термических показателей, как это описано в работе авторов Dorndorf, M., Wiehert, W., Schubert, M., Kempken, J., Krüger, K.: Holistic Control of EAF's Energy and Material Flows («Целостный контроль потоков энергии и материалов в электродуговой печи»). 3-rd International Steel Conference on New Developments in Metallurgical Process Technologies (материалы 3-ей Международной конференции в области стали по новым разработкам в технологиях металлургических процессов), Дюссельдорф, 11-15 июня 2007 года, стр. 513-520.
В последнее время согласование варочной производительности с реальными условиями технологического процесса выполняется также регулированием мощности на основе корпусного шума, смотри работу авторов Dittmer, B., Krüger, K., Rieger, D., Matschullat, T., Döbbeler, A.: Asymmetrical Power Control of AC-EAFs by Structure-Borne Sound Evaluation («Асимметричное регулирование мощности электродуговых печей переменного тока на основе оценки создаваемого конструкцией шума»), Iron & Steel Technology Conference 2010 (Конференция по технологии чугуна и стали, 2010), Питтсбург, 03-06 мая 2010 года, стр. 937-946.
В принципе, с помощью этих регулировок предотвращается чрезмерный износ кожуха печи, однако для этого производственные участки должны мириться с отчасти явно сниженной варочной производительностью. Кроме того, автоматически регулируется нагнетание угольной мелочи и тем самым образование вспененного шлака, смотри работы автора Homeyer, K.: Automatisierung der Kohlezugabe zur Schaumschlackenbildung im Lichtbogenofen («Автоматизация введения угля для образования вспененного шлака в дуговой печи»), Dr.-Ing. Dissertation, Universität der Bundeswehr Hamburg (2000) (Диссертация, Университет бундесвера, Гамбург), VDI-Forschungsberichte, Reihe 8, no.862, VDI-Verlag, Дюссельдорф, 2001, и авторов Matschullat, T., Wiehert, W., Rieger, D.: Foaming Slag in More Dimensions - A New Detection Method with Carbon Control («Вспененный шлак в бóльших объемах - новый метод определения с контролем углерода»), AISTech 2007, Индианаполис, 07-10 мая 2007 года.
Наконец, следует упомянуть попытки также при производстве нержавеющей стали сформировать нечто вроде вспененного шлака, смотри работу авторов Reichel, J., Rose, L., Cotchen, J.K., Damazio, M.A., Loss, H.B., Pinto E.M.: EAF Foamy Slag in Stainless Steel Production: Industrial Experiences and Further Development («Вспененный шлак в электродуговой печи при производстве нержавеющей стали: промышленный опыт и дальнейшее развитие»), Iron & Steel Technology Conference 2010 (Конференция по технологии чугуна и стали, 2010), Питтсбург, 03-06 мая 2010 года, стр. 793-799.
При успешном формировании вспененного шлака, что само по себе не гарантировано, процесс плавки с высокой мощностью в принципе возможен и во время фазы жидкой ванны. Для ограничения дозы фликера в дуговых печах с высокой мощностью относительно слабых сетей требуется монтаж установки для компенсации реактивной мощности. Однако даже с подобными установками возможно максимально 5-кратное снижение дозы фликера.
В основу изобретения положена задача реализации управления производительностью и мощностью дуговой печи.
Задача соответственно изобретению решена с помощью способа эксплуатации дуговой печи по меньшей мере с одним электродом, причем расплавляемый материал в дуговой печи расплавляется действием плазменной дуги, создаваемой по меньшей мере одним электродом, и причем плазменная дуга регулируется тем, что в плазму вводится добавка, которая влияет на состав плазмы. При этом для уменьшения напряженности поля плазменной дуги в плазму вводится по меньшей мере одна добавка с низкой энергией ионизации, в частности металл или соль металла, и для повышения напряженности поля плазменной дуги в плазму вводится по меньшей мере одна добавка с высокой энергией ионизации, в частности инертный газ.
При этом под составом плазмы понимается, в частности, атмосфера, в которой горит плазма. При этом свойства плазмы зависят от состава плазмы.
До сих пор исходили из того, что состав плазмы дуги задается условиями процесса. При этом фактический состав плазмы определяет стабильность и воспламеняемость дуги. Таким образом, во время плавки она оказывает значительное влияние на характеристики фликера.
Изобретение основывается на такой идее, что различные добавки, в частности газы, но также аэрозоли из твердых частиц и соответственно пылевидные добавки, вводятся в плазму дуги в регулируемом режиме, чтобы тем самым целенаправленно и динамично приспосабливать свойства плазменной дуги к фактическим технологическим потребностям. При этом добавки, в частности, подаются напрямую в плазму и действуют непосредственно на плазму и изменяют ее физические и/или химические свойства, например такие как ее способность к ионизации, время рекомбинации, проводимость и/или напряженность поля. Поведение плазмы может быть целенаправленно управляемым как посредством сорта, так и с помощью количества вводимых в плазму добавки или добавок. Воздействие на состав плазмы и тем самым на характеристики плазменной дуги может быть достигнуто как в случае электрической дуги постоянного тока, так и для дуги трехфазного переменного тока. Равным образом применимо регулирование проводимости плазменной дуги также для печей со встроенным чреном. Целенаправленное регулирование проводимости и соответственно напряженности поля плазменной дуги может быть распространено также на специальные плавильные установки, такие как электрические восстановительные печи (по-английски: печи с погруженной дугой).
Исходным пунктом является постоянная величина тока дуги, которая устанавливается с помощью соответствующего регулирования. При этом мощность дуги прямо пропорциональна произведению длины дуги, напряженности поля электрической дуги и величины тока дуги. Когда величина тока дуги является постоянной, тем самым могут варьировать напряженность поля и соответственно длина дуги для достижения желательной мощности. Путем модификации атмосферы дуги можно определенным образом регулировать напряженность поля.
Повышение варочной производительности плазменной дуги целенаправленным модифицированием плазмы равнозначно плавному согласованию характеристик плазмы с реальными условиями плазмы, благодаря чему достигается спокойная работа дуги с высоким и эффективным подведением энергии.
Для снижения напряженности поля (соответственно для повышения проводимости) плазменной дуги в плазму вводится добавка с низкой энергией ионизации, в частности металл или соль металла. Для повышения проводимости и увеличения продолжительности времени рекомбинации носителей заряда в плазме дуги пригодны, например, литий, натрий, калий и алюминий в виде металлов или соответствующих солей. Для пускового режима и расплавления скрапа и соответственно вообще при нестабильном процессе плавки плазма модифицируется таким образом, чтобы она легко ионизировалась, медленно рекомбинировала и имела высокую проводимость и соответственно низкую напряженность поля. Плазма с высокой проводимостью и низкой напряженностью поля является преимущественной прежде всего при плавлении скрапа, то есть когда высоко содержание твердого материала в дуговой печи. С помощью добавки дуга стабилизируется, и доза фликера становится меньшей. При этом происходит расплавление большого объема скрапа.
Для повышения напряженности поля (соответственно для снижения проводимости) плазменной дуги опять же вводится добавка с высокой энергией ионизации, в частности инертный газ. В частности, для работы на жидкой ванне плазма модифицируется таким образом, чтобы она имела низкую проводимость и соответственно высокую напряженность поля. Это выполняется, например, нагнетанием гелия или аргона. В альтернативном варианте для этой цели также пригодны водород и соответственно водородсодержащие газы, такие как пропан, азот, а также кислород и соответственно монооксид или диоксид углерода. Образование коротких электрических дуг означает уменьшенную лучевую нагрузку на стенку печи. При этом также достигаются высокие мощности при более низком уровне шлака. Также можно избежать учащенного переключения регулирующего напряжение трансформатора.
При этом под добавкой с высокой энергией ионизации понимается добавляемое вещество, энергия ионизации которого составляет свыше 10 эВ, в частности свыше 15 эВ. Сюда входят благородные газы, а также водородсодержащие газы, например такие как пропан. К тому же под «добавкой с низкой энергией ионизации» понимается добавляемое вещество, энергия ионизации которого составляет ниже 10 эВ, в частности ниже 8 эВ. Добавки с низкой энергией ионизации представляют собой, например, щелочные металлы и алюминий, а также соли этих металлов.
Предпочтительно определяется состояние технологического режима процесса плавки, в частности фактическое состояние технологического режима, и в зависимости от состояния технологического режима регулируется напряженность поля (соответственно проводимость) плазменной дуги. Под состоянием технологического режима при этом понимается фактическое состояние технологического режима процесса плавки. Процесс плавки имеет различные фазы развития, в которых различается соотношение между твердым материалом и жидкой ванной в дуговой печи, так что требования к дуге также различаются. Определение фактического состояния технологического режима процесса плавки тем самым является предпосылкой оптимального регулирования характеристик дуги и вместе с тем повышения производительности и/или мощности дуговой печи. Выявление фактического состояния технологического режима производится, например, по подводимой энергии. Для уточненного описания процесса плавки могут быть привлечены, в частности, термическое состояние дуговой печи, параметры изменения величин тока и напряжения во времени, а также звуковые сигналы и корпусный шум.
Наряду с сортом вводимой добавки также предусматривается регулирование условий горения плазмы и соответственно ее характеристик посредством количества по меньшей мере одной добавки. Требуемое количество по меньшей мере одной вводимой добавки получается по существу из объема дуги, что тем самым пропорционально мощности дуги. Поэтому количество вводимой добавки предпочтительно дозируется в диапазоне от 0,1 до 50 м3/час на мегаватт (MW, МВт) мощности дуги, в частности в диапазоне от 5 до 10 м3/час на МВт мощности дуги. Целесообразным является выполнение косвенного регулирования посредством начального давления Pabs системы.
Согласно одному предпочтительному варианту исполнения добавки являются газообразными или присутствуют в виде аэрозоля и дозируются путем регулирования давления газа. При этом регулирование газового потока основывается, в частности, на определении состояния технологического режима, например при слишком высокой термической нагрузке на кожух печи принимаются соответствующие меры для регулирования плазменной дуги. Дополнительно или альтернативно для регулирования газового потока может иметься динамическая характеристика дуговой печи, которая основывается на полученных экспериментально данных.
По меньшей мере один электрод предпочтительно выполнен в виде пустотелого электрода, и по меньшей мере одна добавка вводится через электрод. Когда газоподводящий трубопровод встроен в графитовый электрод, это дает такой позитивный эффект, что вдуваемый газ охлаждает электрод и по обстоятельствам даже создает оболочку для него, что сокращает выгорание электрода при эксплуатации электрода. В случае графитового электрода в зависимости от подводимой добавки также может протекать реакция риформинга, которая вследствие поглощения энергии в ней также ведет к охлаждению электрода.
Альтернативно или дополнительно к пустотелому электроду добавки предпочтительно вводятся в дуговую печь через инжекторы сквозь стенку печи или крышку печи, или же добавки нагнетаются через пористый блок на днище дуговой печи. Отдельные подающие устройства или инжекторы на стенке печи, на крышке печи или на днище печи, в частности, открываются в печь по возможности вблизи электрода и тем самым плазмы, так что добавка, в частности, нагнетается непосредственно в плазму.
Кроме того, задача согласно изобретению решена с помощью устройства обработки сигналов для дуговой печи, с помощью машинно-считываемого программного кода, который имеет команды управления, которые побуждают устройство обработки сигналов к исполнению способа согласно одному из описанных выше вариантов исполнения. К тому же задача согласно изобретению решена с помощью машинно-считываемого программного кода для устройства обработки сигналов для дуговой печи, причем программный код имеет команды управления, которые обусловливают исполнение устройством обработки сигналов способа согласно одному из описанных выше вариантов исполнения. Задача согласно изобретению также решена с помощью носителя информации с сохраняемым в нем такого рода машинно-считываемым программным кодом.
Наконец, задача согласно изобретению решена с помощью дуговой печи, в частности электродуговой печи, по меньшей мере с одним электродом для плавки расплавляемого материала посредством плазменной дуги, создаваемой по меньшей мере одним электродом, и с вышеуказанным устройством обработки сигналов. При этом электрод предпочтительно выполнен в виде пустотелого электрода для введения добавки. Кроме того, целесообразно предусматриваются инжекторы для добавки на стенке печи или на крышке печи или пористые блоки для нагнетания добавки на днище дуговой печи.
Повышение проводимости плазмы и замедление рекомбинации при плавке скрапа ведет к явно более стабильной работе электрической дуги со значительно уменьшенными колебаниями тока и дозами фликера, и к синусоидальной токовой характеристике. Стабильная электрическая дуга также положительно влияет на выгорание электрода.
Один пример осуществления изобретения будет более подробно разъяснен с помощью чертежа. В нем показано:
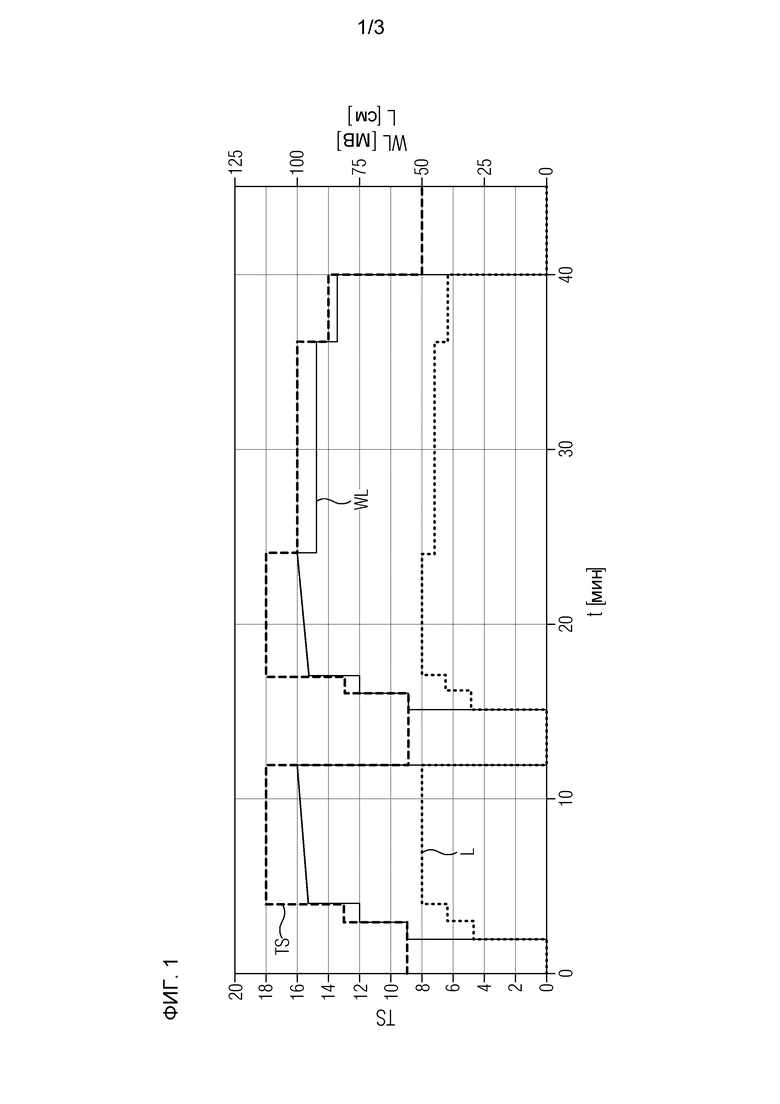
фиг. 1 представляет технологический режим традиционной дуговой печи,
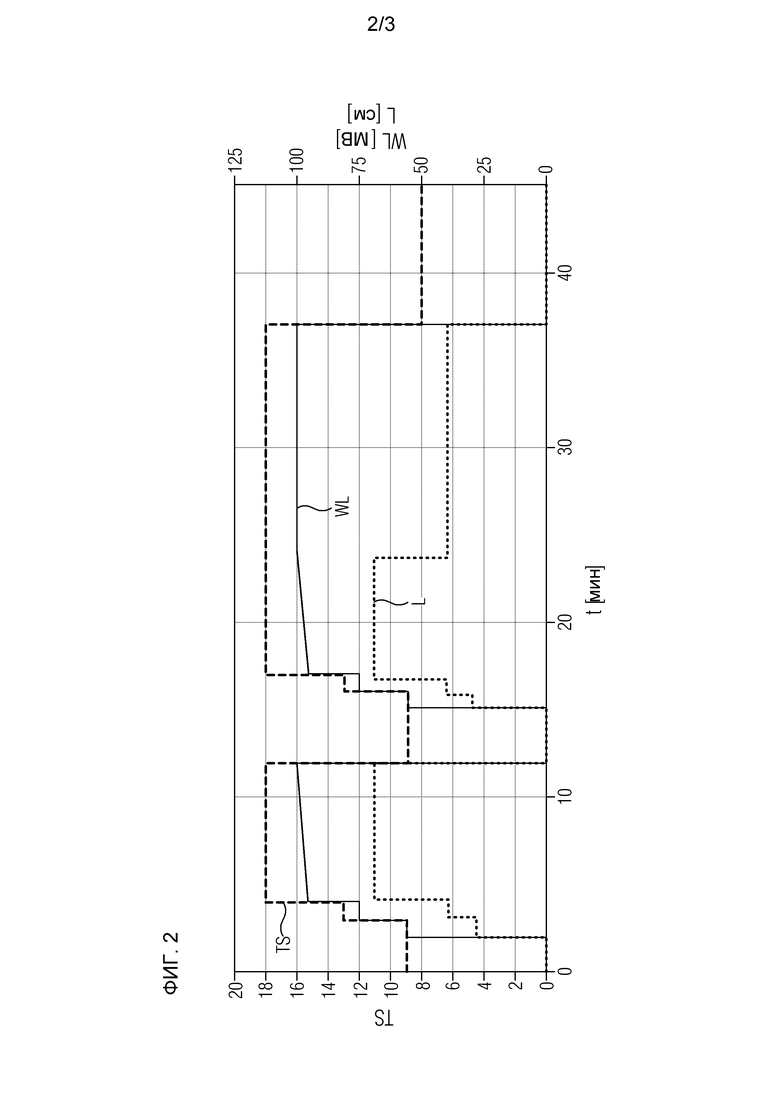
фиг. 2 представляет оптимизированный технологический режим дуговой печи с регулированием атмосферы плазмы, и
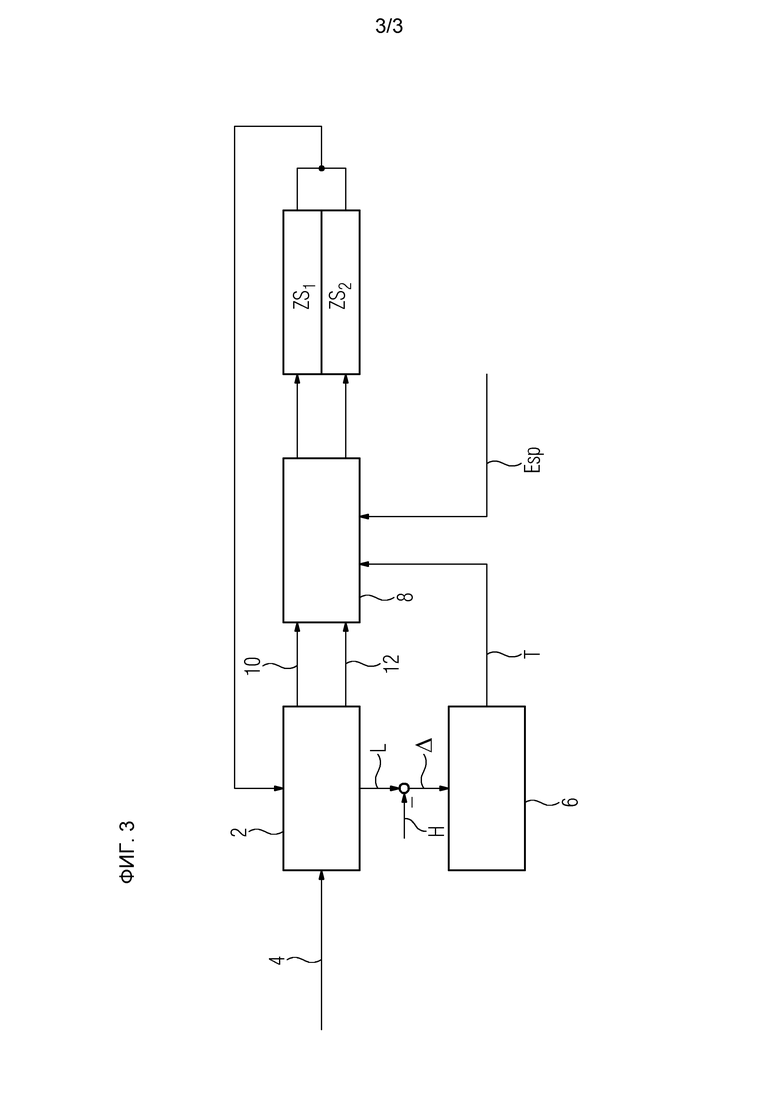
фиг. 3 представляет блок-схему регулирования с нагнетанием добавки, влияющей на состав плазмы.
На фиг. 1 и 2 показана динамическая диаграмма ступенчатого регулирования трансформатора TS, активной мощности WL (МВт), а также длины L (см) дуги в зависимости от времени t (минут) при работе традиционной дуговой печи (фиг. 1) и дуговой печи с регулированием плазмы с помощью добавки (фиг. 2).
В обоих эксплуатационных режимах конкретная, здесь подробнее не показанная дуговая печь загружается партией твердого расплавляемого материала и приводится в действие. Зажигание электрических дуг производится примерно на 3-ей минуте. При последующем расплавлении загруженного материала электрические дуги вследствие перемещения загруженного материала и блуждания оснований горят относительно нестабильно. Согласно фиг. 2, поэтому в плазму электрической дуги вводится добавка с высокой энергией ионизации, например такая как инертный газ, водород или метан, в результате чего повышается проводимость плазмы и соответственно снижается ее напряженность поля. Длина электрической дуги при этом достигает, в частности, около 70 см, то есть является примерно на 20 см длиннее, чем длина электрической дуги в традиционно эксплуатируемой дуговой печи согласно фиг. 1. Удлиненная плазменная дуга расплавляет твердый скрап в большем объеме, чем электрическая дуга согласно фиг. 1. При этом обеспечивается более эффективный процесс плавки, что влечет за собой уменьшенное потребление энергии. К тому же согласование проводимости электрической дуги создает то преимущество, что явственно сокращаются колебания тока и, в частности, доза фликера. Кроме того, путем задания надлежащей атмосферы плазмы может быть достигнута синусоидальная характеристика тока дуги и напряжения. Тем самым явственно снижается коэффициент нелинейных искажений тока. Соответственно этому можно отказаться от цепи фильтра, и соответственно снижается нагрузка на сеть энергоснабжения.
Спустя примерно 15 минут после начала процесса плавки данная дуговая печь загружается второй партией скрапа. Для расплавления второй партии электрическая дуга также удлиняется.
Приблизительно на 24-ой минуте твердый материал второй партии также уже расплавляется. Для того чтобы теперь стенки печи не подвергались слишком сильному воздействию излучения, согласно фиг. 2 проводимость снижается, и длина L электрической дуги делается более короткой, для чего в плазменную дугу вводится легко ионизируемый металл или соль металла, например алюминий, кальций или калий. При этом может быть достигнуто снижение лучевой нагрузки на 2/3, или при такой же лучевой нагрузке достигается на 50% более высокая производительность плавки. К тому же регулированием плазмы предотвращается многократное переключение трансформатора TS, как это можно увидеть из сравнения фиг. 1 и 2 в области между 24-ой и 37-ой минутами. Кроме того, из сравнения обеих фигур очевидно, что процесс плавки при оптимизированном эксплуатационном режиме с согласованием проводимости плазмы является более коротким, чем при традиционно действующей дуговой печи.
Блок-схема для непрерывного регулирования состава плазмы в оптимизированном эксплуатационном режиме не показанной более подробно дуговой печи представлена на фиг. 3. Регулирование основывается на определении состояния технологического режима в дуговой печи, причем в зависимости от состояния технологического режима корректируются свойства плазмы, в частности ее напряженность поля.
В качестве входного параметра для создаваемой в дуговой печи плазменной дуги 2 служит электрическая рабочая точка 4, которая задается регулированием мощности дуговой печи. Кроме того, представляет интерес то, какая доля Δ длины L электрической дуги не экранирована вспененным шлаком или наваленным скрапом. При этом символом «Н» обозначена высота слоя вспененного шлака. Поскольку эта доля Δ обусловливает повышенную термическую нагрузку, в качестве меры для этого могут быть привлечены температуры Т охлаждающей воды в кожухе печи. Определенные температуры Т вместе с подводимой к загруженному материалу удельной энергией Esp вводятся в устройство 8 обработки сигналов.
Параллельно с определением термического состояния дуговой печи проводятся измерения корпусного шума и измерения тока, которые дают непосредственную информацию о том, в какой мере электрические дуги окружены материалом и насколько стабильно они горят. Сигналы 10, 12 измерительных устройств в результате этих измерений также вводятся в управляющее или регулировочное устройство 8. В зависимости от входящей информации с помощью устройства 8 обработки сигналов рассчитывается количество и сорт добавки ZS1, ZS2, которая вводится в электрическую дугу 2. При этом количество добавки ZS1, ZS2 пропорционально мощности дуговой печи. При газообразной добавке ZS1, ZS2 она дозируется, в частности посредством давления газа в трубопроводе для добавки ZS1, ZS2. Введение добавки ZS1, ZS2 выполняется, в частности, через пустотелый электрод дуговой печи, в альтернативном варианте могут быть предусмотрены подающие устройства или инжекторы на стенках, крышке или днище дуговой печи.
При регулировании состава плазмы с помощью добавки ZS1, ZS2 в общем и целом справедливо то, что при плавлении скрапа, в частности в начале процесса плавки, требуется плазма с более высокой проводимостью, поэтому в плазму вводится добавка ZS1 с низкой энергией ионизации, и при преимущественно жидкой ванне в дуговой печи, в частности в конце процесса плавки, проводимость плазмы устанавливается на более низкий уровень, для чего в плазму вводится добавка ZS2 с высокой энергией ионизации.
Изобретение относится к области металлургии, в частности к способу управления процессом плавки в электродуговой печи. Способ включает расплавление твердого материала посредством плазменной дуги, регулирование упомянутой дуги путем ввода в плазму по меньшей мере одной добавки (ZS1, ZS2), воздействующей на состав плазмы. Расплавление твердого материала осуществляют по меньшей мере одним электродом плазменной дуги. Использование изобретения обеспечивает повышение производительности и мощности электродуговой печи. 4 н. и 16 з.п. ф-лы, 3 ил.
1. Способ управления процессом плавки в электродуговой печи, имеющей по меньшей мере один электрод, включающий расплавление твердого материала посредством сформированной по меньшей мере одним электродом плазменной дуги (2), отличающийся тем, что регулируют плазменную дугу (2) путем ввода в плазму по меньшей мере одной добавки (ZS1, ZS2), воздействующей на состав плазмы, причем для снижения напряженности поля плазменной дуги (2) в плазму вводят по меньшей мере одну добавку (ZS1) с низкой энергией ионизации, в частности металл или соль металла, а для повышения напряженности поля плазменной дуги (2) в плазму вводят по меньшей мере одну добавку (ZS2) с высокой энергией ионизации, в частности инертный газ.
2. Способ по п. 1, отличающийся тем, что определяют состояние технологического режима процесса плавления материала, и напряженность поля плазменной дуги регулируют в зависимости от состояния технологического режима.
3. Способ по п. 1, отличающийся тем, что количество вводимых добавок (ZS1, ZS2) дозируют в диапазоне 0,1-50 м3/час на МВт мощности плазменной дуги (2), в частности в диапазоне 5-10 м3/час на МВт мощности плазменной дуги (2).
4. Способ по любому из пп. 1-3, отличающийся тем, что количество вводимой добавки регулируют посредством начального давления pabs.
5. Способ по любому из пп. 1-3, отличающийся тем, что добавки (ZS1, ZS2) используют газообразными или в виде аэрозоля, которые дозируют путем регулирования давления газа.
6. Способ по п. 4, отличающийся тем, что добавки (ZS1, ZS2) используют газообразными или в виде аэрозоля, которые дозируют путем регулирования давления газа.
7. Способ по любому из пп. 1-3, отличающийся тем, по меньшей мере один электрод выполняют пустотелым для ввода через него добавок (ZS1, ZS2).
8. Способ по п. 4, отличающийся тем, что по меньшей мере один электрод выполняют пустотелым для ввода через него добавок (ZS1, ZS2).
9. Способ по п. 5, отличающийся тем, что по меньшей мере один электрод выполняют пустотелым для ввода через него добавок (ZS1, ZS2).
10. Способ по любому из пп. 1-3, отличающийся тем, что добавки (ZS1, ZS2) нагнетают в печь посредством инжекторов через стенку печи или крышку печи.
11. Способ по любому из пп. 1-3, отличающийся тем, что добавки (ZS1, ZS2) нагнетают в печь через пористые блоки в днище печи.
12. Устройство (8) для управления процессом плавки в электродуговой печи, имеющей по меньшей мере один электрод, содержащее носитель информации с машиночитаемым программным кодом, который содержит команды управления, для управления процессом плавки способом по любому из пп. 1-11.
13. Носитель информации с сохраненным на нем машиночитаемым программным кодом для устройства (8) для управления процессом плавки в электродуговой печи, имеющей по меньшей мере один электрод, который содержит команды управления для управления процессом плавки способом по любому из пп. 1-11.
14. Электродуговая печь, имеющая по меньшей мере один электрод для плавления материала посредством создаваемой по меньшей мере одним электродом плазменной дуги (2), содержащая устройство (8) для управления по п. 12.
15. Электродуговая печь по п. 14, отличающаяся тем, что электрод выполнен пустотелым для введения добавок (ZS1, ZS2).
16. Электродуговая печь по п. 14, отличающаяся тем, что инжекторы для введения добавок (ZS1, ZS2) установлены в стенке или в крышке печи.
17. Электродуговая печь по п. 15, отличающаяся тем, что инжекторы для введения добавок (ZS1, ZS2) установлены в стенке или в крышке печи.
18. Электродуговая печь по п. 14, отличающаяся тем, что в днище печи установлены пористые блоки для нагнетания добавок (ZS1, ZS2).
19. Электродуговая печь по п. 15, отличающаяся тем, что в днище печи установлены пористые блоки для нагнетания добавок (ZS1, ZS2).
20. Электродуговая печь по п. 16, отличающаяся тем, что в днище печи установлены пористые блоки для нагнетания добавок (ZS1, ZS2).
| Динамометр для измерения гибких стержней | 1959 |
|
SU122910A1 |
| DE 4130397 A1, 18.03.1993 | |||
| EP 0292469 A1, 23.11.1988 | |||
| СПОСОБ ПЛАВКИ СТАЛИ В ПЛАЗМЕННО-ДУГОВОЙ ПЕЧИ ПОСТОЯННОГО ТОКА | 2006 |
|
RU2330072C1 |

