Изобретение относится к общему машиностроению и может быть использовано изготовления лопаток вентиляторов из пенополиуретановых материалов.
Известен способ изготовления лопастей турбин и вентиляторных колес из композиционных материалов с последующей прошивкой этих материалов укрепляющей нитью [US 5308228, НКИ 416-230, МПК F04D 29/38, 03.05.1994].
Недостатком способа является его относительно высокая сложность, вызванная необходимостью прошивкой композиционных материалов укрепляющей нитью.
Известен также способ изготовления лопастей летательного аппарата из тканых материалов, который может быть использован и для изготовления лопаток вентиляторов, основанный на том, что помещают заготовку в металлическую матрицу заданной формы, которую подвергают силовой и температурной обработке, и одновременно придают заготовке форму лопасти, характеризуемую требуемыми техническими параметрами, причем нагрев ведут с помощью предварительно подогретой воды [US 2485827, НКИ 416-230, МПК F04D 29/38, 29.10.1949].
Недостатком этого технического решения также является его относительно высокая сложность, вызванная сложностью изготовления металлической матрицы.
Наиболее близким по технической сущности и достигаемому результату при его использования к заявленному является способ изготовления лопастей вентиляторов из тканых материалов [RU 2205991, C1, F04D 29/38, 10.06.2003], согласно которому помещают заготовку в матрицу заданной формы, выполненную из материалов, аналогичных материалам заготовки, которую подвергают силовой и температурной обработке, и одновременно придают заготовке форму лопасти, характеризуемую требуемыми техническими параметрами, при этом, нагрев ведут с помощью электрического тока при температуре 353-423 K.
Кроме того, согласно этому способу, матрицу выполняют из стекловолокнистого материала, пропитанного эпоксидной смолой, заготовку выполняют из стекловолокнистого материала, пропитанного эпоксидной смолой, стекловолокнистый материал предварительно нагревают до температуры 473-573 K и удаляют из состава материала замасливатель, перед силовой и температурной обработкой внутри тканого материала устанавливают мешки, в которые подают воздух с давлением 0,1-0,2 МПа, а матрицу и заготовку выполняют из стекловолокнистого материала с идентичными физическими и химическими свойствами, пропитанного эпоксидной смолой.
Недостатком наиболее близкого технического решения является его относительно высокая сложность и относительно низкая безопасность, вызванная необходимостью нагрева с помощью электрического тока.
Задачей, которая решается в предложенном изобретении, является упрощение способа и повышение безопасности.
Требуемый технический результат заключается в упрощении способа и повышении безопасности.
Поставленная задача решается, а требуемый технический результат достигается тем, что в способе, согласно которому в матрицу заданной формы, выполненную из пропитанного эпоксидной смолой стекловокнистого материала, помещают заготовку из стекловолокнистого материала и производят силовую обработку заготовки под давлением, согласно изобретению в процессе помещения заготовки в матрицу производят ее пропитку пенополиуретановой смесью компонентов А (эластолита) и В (изоционата), выбираемых в соотношении 1:1, причем смешение компонентов A и B осуществляют непосредственно перед пропиткой заготовки, а силовую обработку заготовки для придания ей формы лопасти вентилятора под давлением 290-350 кПа осуществляют в течение 30 с после размещения заготовки в матрицу заданной формы с последующей выдержкой, по крайней мере, в течение 30-40 минут до извлечения готовой лопасти из матрицы.
Кроме того, требуемый технический результат достигается тем, что перед помещением заготовки в матрицу в нее предварительно помещают шаблон, выполненный по форме внутренней полости лопасти.
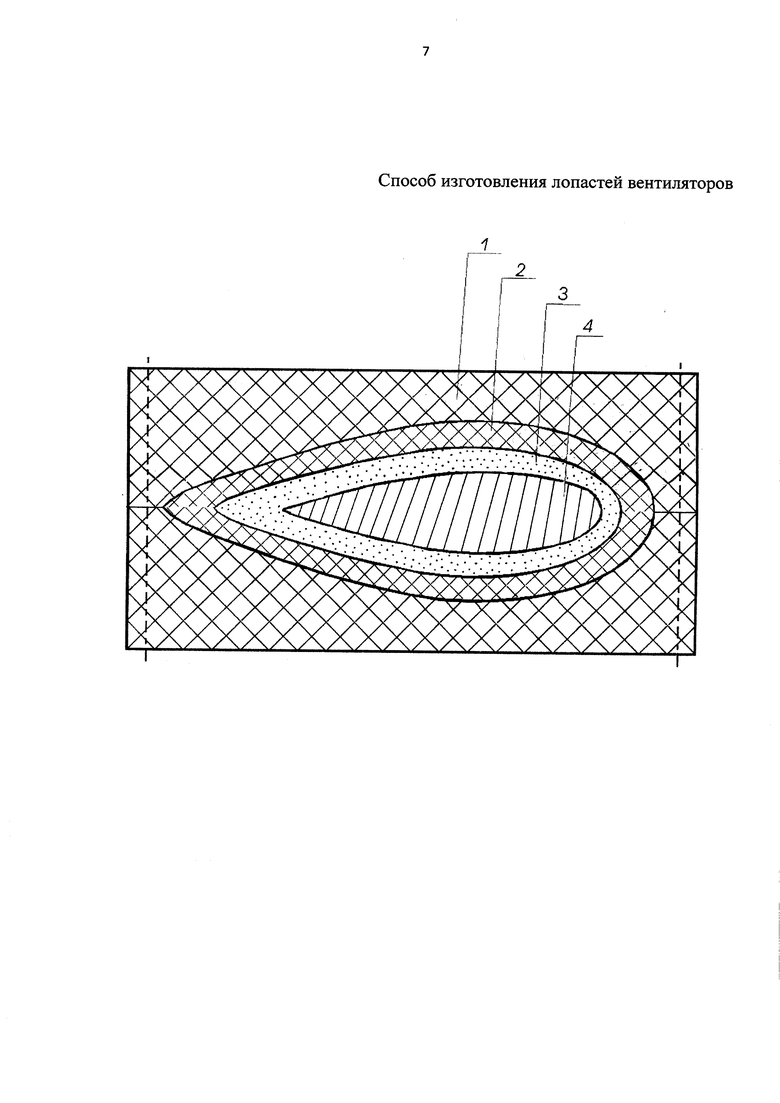
Способ изготовления лопастей вентиляторов иллюстрируется чертежом.
На чертеже представлены: 1 - матрица, 2 - заготовка, 3 - пенополиуретановая смесь, 4 - шаблон.
Осуществляется способ изготовления лопастей вентиляторов следующим образом.
В матрицу 1, изготовленную из тканного материала, преимущественно из стеклоткани, пропитанной эпоксидным компаундом, помещают заготовку 2, изготовленную также из тканного материала. В процессе помещения заготовки 2 в матрицу 1 производят смешение компонентов A и B пенополиуретановой смеси в соотношении 1:1, где:
компонент A - эластолит D05/007 ТУ 2244-022-54409607-2005 (полиольный компонент на основе: полиол, катализатор, присадки; тип полимера - полиэфир простой; содержание веществ: полиэтерол 65,14%, амины 34%, станнан 0,8%, вода 0,06%; аминное число 284МГКОНГ, не содержит этиловый спирт;
компонент B: изоционат - органическое соединение, содержащее функциональную группу -N=C=O (ISO PMDI 92140).
Полученную смесь сразу (без выдержки) используют для пропитки заготовки 2. Благодаря изотермическому процессу, который возникает при соединении компонентов A и B происходит нагрев заготовки до температуры 313-333 K, что позволяет производить ее силовую обработку с усилием, обеспечивающим 290-350 кПа. Температура 313-333 K заготовки 2 поддерживается примерно 30 с, что достаточно для выполнения необходимой обработки давлением. При необходимости получения полых лопастей внутри тканного материала устанавливают шаблон 4. Приблизительно через 30-40 минут, когда заканчиваются изотермические процессы и происходит остывание матрицы, из нее извлекают готовую лопасть вентилятора.
Таким образом, благодаря введенным усовершенствованиям достигается требуемый технический результат, который заключается в упрощении способа и повышении безопасности, поскольку исключается операция нагрева с помощью электрического тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ ВЕНТИЛЯТОРОВ | 2001 |
|
RU2205991C1 |
| Лопасть и способ ее изготовления | 2018 |
|
RU2688603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ | 2002 |
|
RU2219054C1 |
| ПАНЕЛЬ СРЕДНЕГО СЛОЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2507352C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ КОМПОЗИЦИОННЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ ТИПА СЭНДВИЧ | 2015 |
|
RU2621338C2 |
| УСИЛЕННЫЕ ВОЛОКНАМИ КОМПОЗИЦИОННЫЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И ИХ ИЗГОТОВЛЕНИЕ | 2013 |
|
RU2638302C2 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СРЕДНЕГО СЛОЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2010 |
|
RU2445228C1 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА, СОДЕРЖАЩЕЙ ПО МЕНЬШЕЙ МЕРЕ ОДНУ ЧАСТЬ ДЛЯ ПРИЛОЖЕНИЯ УСИЛИЯ ИЛИ ЛОКАЛЬНОЕ УТОЛЩЕНИЕ | 2015 |
|
RU2682630C1 |
Изобретение относится к общему машиностроению и может быть использовано для изготовления лопаток вентиляторов из пенополиуретановых материалов. В способе, согласно которому в матрицу заданной формы, выполненную из пропитанного эпоксидной смолой стекловолокнистого материала, помещают заготовку из стекловолокнистого материала и производят силовую обработку заготовки под давлением, при этом в процессе помещения заготовки в матрицу производят ее пропитку смесью эластолита и изоционата, выбираемых в соотношении 1:1, причем смешение эластолита и изоционата осуществляют непосредственно перед пропиткой заготовки, а силовую обработку заготовки для придания ей формы лопасти вентилятора под давлением 290-350 кПа осуществляют в течение 30 с после размещения заготовки в матрицу заданной формы с последующей выдержкой, по крайней мере, в течение 30-40 минут до извлечения готовой лопасти из матрицы. Технический результат заключается в упрощении способа и повышении безопасности. 1 з.п. ф-лы, 1 ил.
1. Способ изготовления лопастей вентиляторов, согласно которому в матрицу заданной формы, выполненную из пропитанного эпоксидной смолой стекловолокнистого материала, помещают заготовку из стекловолокнистого материала и производят силовую обработку заготовки под давлением, отличающийся тем, что в процессе помещения заготовки в матрицу производят ее пропитку смесью эластолита и изоционата, выбираемых в соотношении 1:1, причем смешение эластолита и изоционата осуществляют непосредственно перед пропиткой заготовки, а силовую обработку заготовки для придания ей формы лопасти вентилятора под давлением 290-350 кПа осуществляют в течение 30 с после размещения заготовки в матрицу заданной формы с последующей выдержкой, по крайней мере, в течение 30-40 минут до извлечения готовой лопасти из матрицы.
2. Способ по п. 1 отличается тем, что перед помещением заготовки в матрицу в нее предварительно помещают шаблон, выполненный по форме внутренней полости лопасти.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ ВЕНТИЛЯТОРОВ | 2001 |
|
RU2205991C1 |
| Зеркальный гальванометр | 1947 |
|
SU81275A1 |
| US 0004595340 A1, 17.06.1986 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ КОНСЕРВОВ "КОТЛЕТЫ РУБЛЕНЫЕ ИЗ КРОЛИКА С ГАРНИРОМ И КРАСНЫМ ОСНОВНЫМ СОУСОМ" | 2012 |
|
RU2485827C1 |

