ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к системам управления технологическими процессами, в частности способам управления электростатической сепарацией для сепарации зернистых материалов.
УРОВЕНЬ ТЕХНИКИ
В основном, разнородные проводящие частицы могут подвергаться электростатической сепарации различными способами, которые хорошо известны из литературы. Один из способов электростатической сепарации, который достиг наибольшего коммерческого успеха, использует трибоэлектрический противоточный ленточный сепаратор, раскрытый в патентах США №№ 4839032 и 4874507. Такие системы ленточных сепараторов сепарируют компоненты смесей частиц на основании свойств накопления заряда различными компонентами вследствие контакта поверхности, т.е. трибоэлектрического эффекта. В этих системах обычно используются параллельные разнесенные электроды, расположенные в продольном направлении, между которыми в продольном направлении перемещается лента, образующая непрерывную петлю, и она приводится в движение парой концевых роликов. Смесь частиц загружается на ленту между электродами, где она подвергается воздействию сильного электрического поля, генерируемого электродами. В конечном итоге, положительно заряженные частицы, подвергающиеся воздействию электрического поля, перемещаются в направлении отрицательного электрода, а отрицательно заряженные частицы перемещаются в направлении положительного электрода. Противоточное воздействие сегментов перемещающейся ленты прочищает электроды в противоположных направлениях и транспортирует компоненты смеси частиц к их соответствующим местам сброса на каждом конце сепаратора. В конечном счете, каждая частица переносится к одному концу системы благодаря противоточному перемещению ленты, что обеспечивает определенную степень сепарации смеси частиц.
На сегодня наиболее установившейся областью применения для системы трибоэлектрического противоточного ленточного сепаратора является сепарация механического недожога из летучей золы угля. Во всем мире огромные количества пылевидного угля сжигаются в котлах для производства пара, который приводит в действие турбины для генерации электроэнергии. В котле углеродистые компоненты в угле сжигают для выделения тепла, а не содержащий углерода материал остается и накапливается в виде летучей золы. Содержание золы стандартных углей колеблется, но обычно включает около 10% общего содержания угля. В результате в промышленно развитых странах летучая зола производится в очень больших объемах.
Исторически сложилось, что одной из основных сфер сбыта летучей угольной золы было использование в качестве добавки в бетонные изделия для замены части цемента. Кроме того, добавка летучей зоны приводит к увеличению прочности и устойчивости к химическому воздействию бетона, таким образом, превращая отходы в ценный побочный продукт. Однако присутствие механического недожога в летучей золе ограничивает применение в бетоне, вследствие реализации Закона о чистом воздухе 1990 г., который требует от электростанций сокращения выбросов окислов азота с помощью различных подходов, включая значительные изменения котла. Эти изменения привели к повышенным уровням механического недожога в летучей золе, что сделало большинство материалов непригодными для использования в производстве бетона без дополнительной обработки для удаления механического недожога. Система противоточного ленточного сепаратора оказалась одним из наиболее экономичных и надежных способов обработки летучей золы для удаления углерода. Эта технология обычно дает продукт с низким содержанием углерода в летучей золе, а также поток летучей золы с увеличенным содержанием углерода. Как обсуждалось, продукция с низким содержанием углерода идеально подходит для использования в готовых к употреблению в бетоне смесях. С другой стороны, летучая зола с высоким содержанием углерода, вследствие своей высокой калорийности, является ценным побочным продуктом, который может возвращаться непосредственно в котел для сжигания с поступающим углем. Кроме того, летучая зола с высоким содержанием углерода может использоваться в других сферах применения для сгорания, таких как вторичное топливо в печах для обжига цемента.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с одним или более вариантами воплощения, создан способ управления обработкой зернистых материалов с использованием системы электростатической сепарации. Способ включает обработку зернистого материала в системе электростатической сепарации для получения первого потока, который обеднен, по меньшей мере, одним компонентом поступающего исходного материала, и второго потока, который сконцентрирован, по меньшей мере, по одному компоненту поступающего исходного материала. Способ, кроме того, включает определение, по меньшей мере, одной входной переменной процесса электростатической сепарации и, по меньшей мере, одной выходной переменной, указывающей, по меньшей мере, одно свойство первого потока, контролируемого в системе электростатической сепарации. Способ дополнительно включает измерение с определенными промежутками времени, по меньшей мере, одной выходной переменной из системы электростатической сепарации и выбор заданного диапазона, по меньшей мере, для одной выходной переменной. Способ, кроме того, дополнительно включает сравнение измеренной выходной переменной с заданным диапазоном для создания выходного сигнала и регулировку, по меньшей мере, одной входной переменной под влиянием процесса, основанного, по меньшей мере, частично, на выходном сигнале.
В соответствии с одним или более вариантами воплощения, создано устройство для сепарации смесей твердых частиц, включающее точку подачи, настроенную для приема зернистого материала, систему электростатической сепарации, датчик, сообщающийся по текучей среде с зернистым материалом и настроенный для измерения выходной переменной зернистого материала; и контроллер, функционально связанный для приема выходного сигнала от датчика на основании, по меньшей мере, частично, измеренной выходной переменной, и регулирование, по меньшей мере, одной входной переменной системы электростатической сепарации на основании, по меньшей мере, частично, выходного сигнала.
В соответствии с одним или более вариантами воплощения, создан машиночитаемый носитель, содержащий машиночитаемые сигналы, сохраняющие на нем задающие инструкции, которые в результате выполнения контроллером сообщают контроллеру о выполнении способа управления обработкой зернистых материалов, используя систему электростатической сепарации. Машиночитаемый носитель включает измерение, по меньшей мере, одной выходной переменной, сравнивая, по меньшей мере, одну выходную переменную с заданным диапазоном, создавая выходной сигнал на основании, по меньшей мере, одной выходной переменной и заданного диапазона; и регулируя, по меньшей мере, одну входную переменную на основании, по меньшей мере, частично, выходного сигнала.
Для максимизации выработки первичного интересующего продукта при обработке система управления может поддерживать выходные параметры в пределах заданного диапазона. Для отвода продукции в расположение некондиционной продукции в периоды, когда продукция не соответствует техническим требованиям в течение времени, большего, чем предусмотренный период, система управления может также регулировать место назначения первичного потока. Кроме того, система управления может переадресовывать место назначения первичного потока обратно, в расположение качественной продукции, как только изменения системы приведут к возврату качества выпускаемой продукции обратно, в пределы заданного диапазона.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Параметры, аспекты и преимущества настоящего изобретения будут лучше понятны при рассмотрении следующих чертежей, на которых:
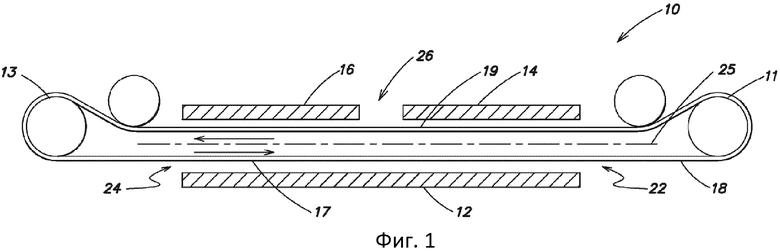
ФИГ. l - поперечное сечение, показывающее общую конфигурацию системы противоточного ленточного сепаратора;
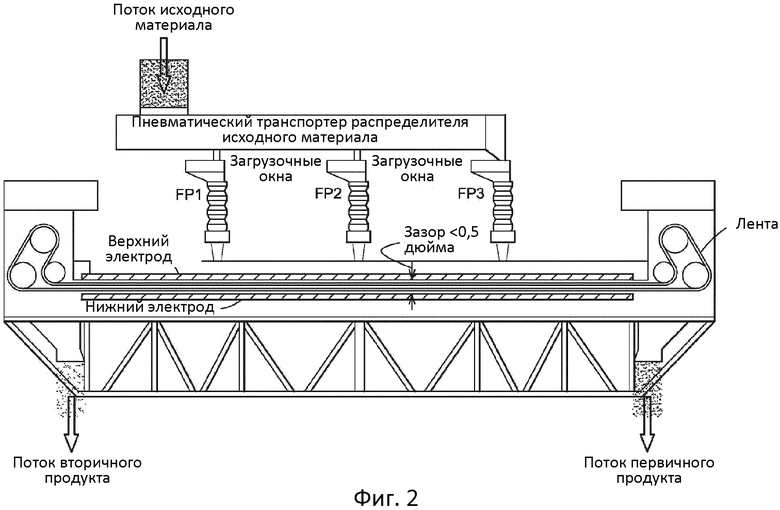
ФИГ. 2 - схема, показывающая систему управления исходным материалом в соответствии с одним вариантом воплощения;
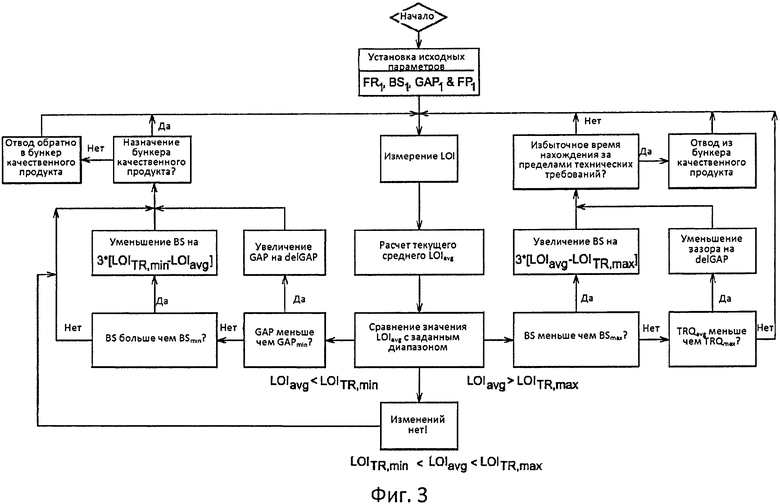
ФИГ. 3 - блок-схема, демонстрирующая технологический процесс системы управления процессом управления потерь при сжигании (ППС) продукции при электростатической сепарации механического недожога из летучей золы во время использования отрицательной полярности верхнего электрода, в соответствии с одним вариантом воплощения;
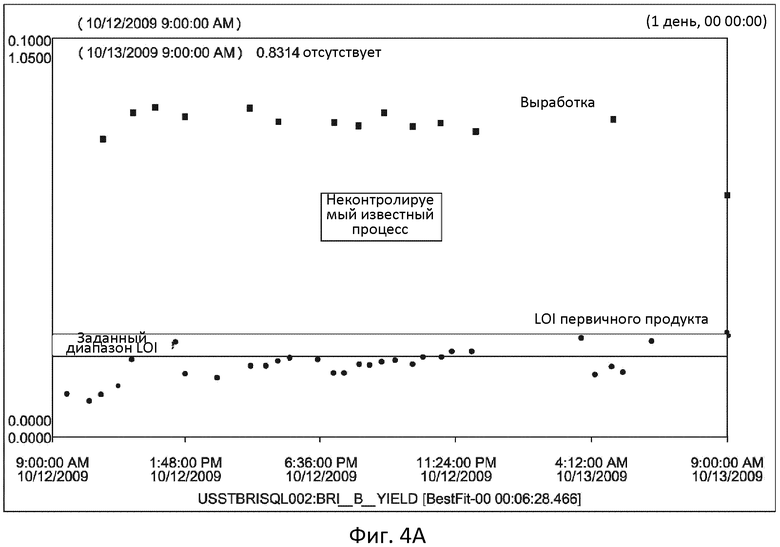
ФИГ. 4А - гистограмма, демонстрирующая ППС и производительность выработки неконтролируемого процесса электростатической сепарации механического недожога из летучей золы;
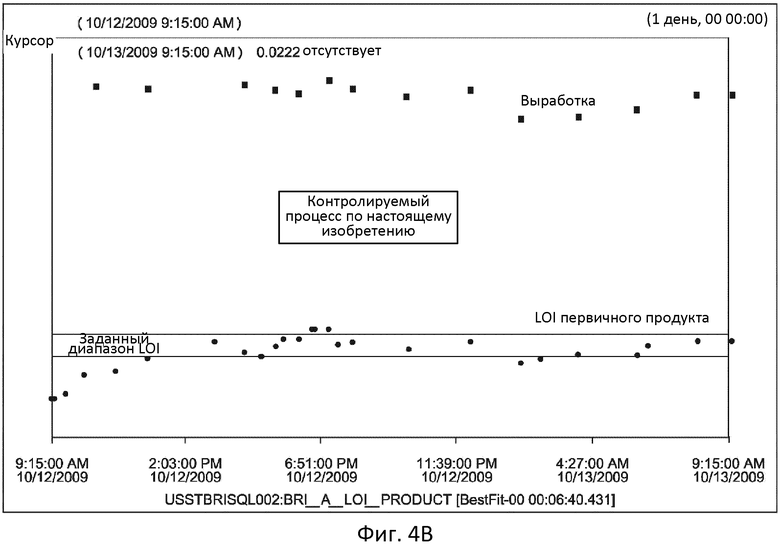
ФИГ. 4В - гистограмма, на которой сравнивается ППС и производительность выработки контролируемого процесса электростатической сепарации механического недожога из летучей золы, в соответствии с одним вариантом воплощения;
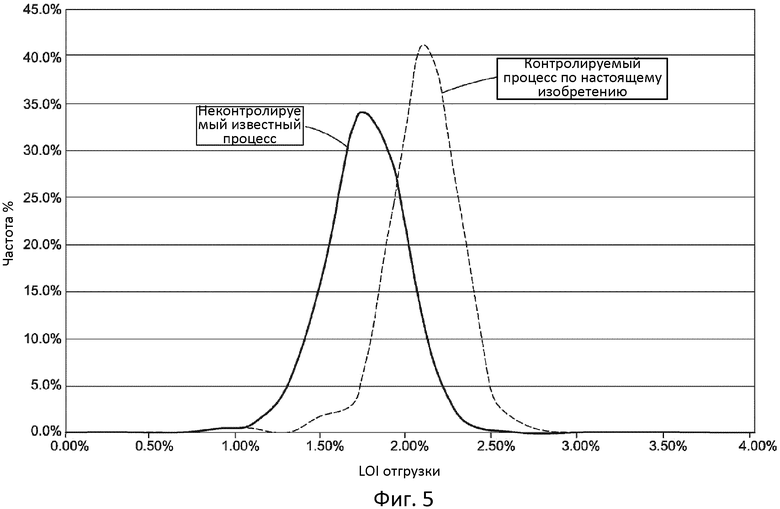
ФИГ. 5 - гистограмма, которая показывает колебания в измерениях ППС из отобранных проб, полученных при неконтролируемом процессе электростатической сепарации механического недожога из летучей золы, по сравнению с данными, описывающими аналогичную схему контролируемого процесса, в соответствии с одним вариантом воплощения; и
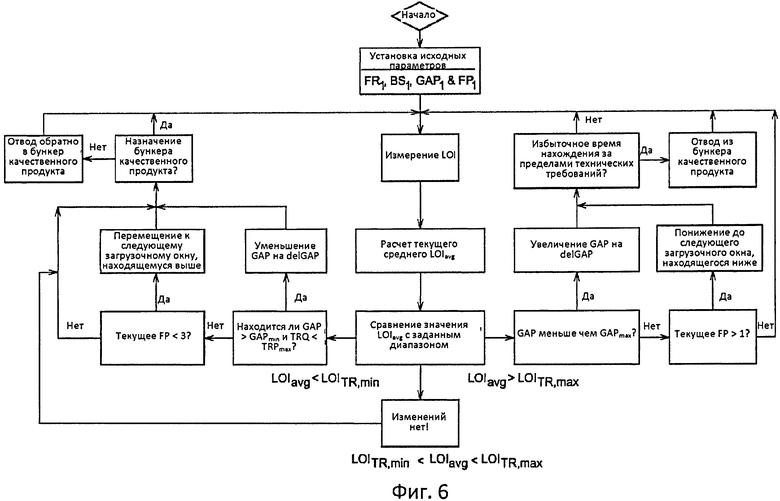
ФИГ. 6 - блок-схема, демонстрирующая концептуально процедуру системы управления процессом управления ППС продукции при электростатической сепарации механического недожога из летучей золы во время использования схемы с положительной полярностью верхнего электрода, в соответствии с одним вариантом воплощения;
Должно быть понятно, что эти чертежи не обязательно выполнены в масштабе и что детали, которые могут быть необязательными или которые затрудняют восприятие других деталей, могут быть опущены. Должно быть понятно, что изобретение не имеет ограничительного характера для отдельных вариантов воплощения, показанных здесь.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
При электростатической сепарации разнородных материалов, чтобы получать стабильное качество продукции, используя систему противоточного ленточного сепаратора, желательно регулировать определенными выходными переменными процесса. Однако входные переменные и другие неизмеримые физические параметры исходных материалов, влияющие на обработку, часто неустойчивы и влияют на выходные переменные, которые пытались использовать для управления процессом. В некоторых системах обработки пробы продукции отбираются с промежутками времени, например, один раз каждые полчаса или час работы. Представляющие интерес выходные переменные измеряются для каждой пробы. Затем оператор регулирует одну или более входных переменных после проверки каждой пробы, величина каждого изменения определяется по разности между значением пробы и заданным диапазоном. Регулировки, выполняемые оператором, обычно основаны на его собственном опыте работы с отдельной системой, в попытке постараться довести выходные переменные до их заданных значений.
Одна из проблем с такими известными способами управления электростатической сепарации та, что выходные переменные не контролируются во время интервалов времени между отбором проб. Таким образом, если изменения во входных переменных или других физических параметрах процесса электростатической сепарации приводят к уходу выходных переменных за пределы желаемого диапазона значений, изменения не будут обнаружены, пока не будет отобрана вручную следующая проба. В результате значительное количество произведенного продукта может не соответствовать техническим требованиям заказчика. Еще одной проблемой с такими известными способами управления электростатической сепарации является то, что для управления одной или более входных переменных, основываясь на значениях лабораторных измерений выходных переменных, такие способы основаны на субъективном анализе оператора. В результате, регулирование входных переменных может часто варьироваться между операторами и поэтому приводит к нестабильному качеству продукции. Кроме того, многократная нестабильная реакция операторов может негативно влиять на выработку продукции, а неправильные решения и консервативные действия ведут к не оптимальной работе, когда ценный продукт отбрасывается с примесями.
В одном варианте воплощения система управления процессом электростатической сепарации может компенсировать колебания в качестве исходных материалов или других физических параметров процесса электростатической сепарации путем регулирования одной или более входными переменными процесса, чтобы регулировать одной или более выходных переменных процесса и таким образом получать поток продукта стабильного качества.
В одном варианте воплощения система управления может иметь широкие возможности и гибкость для работы с широким разнообразием исходных материалов и геометрических параметров сепаратора. Любые смеси разнородных частиц могут быть разделены, так как вследствие контакта двух частиц частица с большей работой выхода приобретает электроны и становится отрицательно заряженной, тогда как частица с меньшей работой выхода теряет электроны и становится положительно заряженной. Смеси частиц или материалы могут содержать первый компонент с первым процентным содержанием от общего веса или объема зернистого материала и второй компонент со вторым процентным содержанием от общего веса или объема зернистого материала, где первое процентное содержание больше, чем второе процентное содержание. Кроме сепарации летучей золы, система может использоваться, например, для сепарации муки от отрубей и концентрации концентрированных фруктовых соков, а также для обогащения различных минералов, включая промышленные минералы и руды. Специфические области применения минералов включают очистку минералов карбоната кальция, содержащего, по меньшей мере, одно вещество из ряда: кальцит, известняк, мрамор, травертин, туф и мел, за счет удаления кварца, графита, пирита, доломита, слюды, сульфидов, других загрязняющих веществ и их соединений; материалов доломита за счет удаления тремолита, кварца, пирита, других загрязняющих веществ и их соединений; минералов талька за счет удаления сульфидов, кальцита, доломита, магнезита, пирита, кварца, графита, карбонатов, тремолита, других загрязняющих веществ и их соединений; минералов каолина за счет удаления железа, кварца, слюды, других загрязняющих веществ и их соединений; и материалов калия за счет удаления галита, кизерита, других загрязняющих веществ и их соединений. Хотя это дает представление о широте возможностей, технология не ограничивается лишь этими областями применения, но имеет широкое применение там, где в дискретных фазах присутствуют различные зернистые материалы. Когда сепаратор обрабатывает материал, может создаваться первый поток, содержащий первый компонент, такой как карбонат кальция, и может создаваться второй поток, содержащий второй компонент, такой как загрязняющее вещество, например кварц.
В варианте воплощения системы, система управления может поддерживать качество продукции в пределах заданных технических требований, одновременно максимизируя выработку первичного продукта. Система управления может также автоматически отводить продукцию первичного потока в местоположение некондиционной продукции, такое как бак или резервуар, если качество продукции выходит за пределы заданного диапазона в течение периода, превышающего предусмотренный период, и возвращать его обратно при возврате в пределы технических требований, таким образом, обеспечивая другие средства гарантирования высокого качества продукции по сравнению с существующими способами.
В одном варианте воплощения, создан способ управления обработкой зернистых материалов с использованием системы электростатической сепарации. Этот способ может включать обработку зернистого материала, как показано на ФИГ. 1.
На ФИГ. 1, схематически показан пример системы 10 электростатической ленточной сепарации, в которой может применяться система управления технологическим процессом. Система 10 ленточного сепаратора включает параллельные, разнесенные электроды 12 и 14/16, расположенные в продольном направлении, определенном продольной осевой линией 25, и ленту 18, перемещающуюся в продольном направлении между разнесенными электродами. Лента образует непрерывную петлю, которая приводится в действие парой концевых роликов 11, 13. Смесь частиц или зернистый материал загружается из источника зернистого материала, такого как бак, резервуар или бункер, на ленту 18 в зоне 26 подачи, или точке подачи, которая сформирована для приема зернистого материала, между электродами 14 и 16. Источником зернистого материала может быть система или процесс, расположенный выше по потоку от системы сепарации. Лента 18 включает сегменты 17 и 19 противоточной перемещающейся ленты, движущиеся в противоположных направлениях, для транспортирования компонентов смеси частиц вдоль длины электродов 12 и 14/16.
Электрическое поле создается в поперечном направлении между электродами 12 и 14/16 посредством приложения потенциала к электроду 12 с полярностью, противоположной потенциалу, приложенному к электродам 14/16. Когда компоненты смеси частиц транспортируются вдоль электродов посредством ленты 18, частицы становятся заряженными и испытывают действие силы в направлении, поперечном относительно осевой линии 25 системы 10, вследствие действия электрического поля. Это электрическое поле перемещает положительно заряженные частицы к отрицательному электроду, а отрицательно заряженные частицы - к положительному электроду. В конечном счете, каждая частица переносится либо в секцию 24 удаления первичного продукта, либо в секцию 22 удаления вторичного продукта, в зависимости от заряда частиц и полярности электродов. В некоторых примерах, первый компонент зернистого материала может иметь отрицательный заряд, а второй компонент зернистого материала может иметь положительный заряд. В других примерах, первый компонент зернистого материала может иметь положительный заряд, а второй компонент зернистого материала может иметь отрицательный заряд. В любом из этих примеров, система электростатической сепарации может действовать при отрицательной полярности на панели верхнего электрода и положительной полярности на панели нижнего электрода, или при положительной полярности на панели верхнего электрода и отрицательной полярности на панели нижнего электрода. Вытекающий поток первичного продукта выходит из системы, из секции 24 удаления первичного продукта, а вытекающий поток вторичного продукта выходит из системы, из секции 22 удаления вторичного продукта. Заряд, который приобретает частица, определяет, к какому электроду она будет притягиваться и, следовательно, направление, в котором лента будет переносить частицу. Величина заряда частицы определяется относительным сродством к электрону материала, т.е. работой выхода частицы. Чем больше разница в работе выхода между отдельными зернистыми материалами, тем больше должна быть движущая сила для сепарации частиц.
Общая эффективность процесса сепарации может зависеть от многих факторов, связанных с составом компонентов исходного материала для процесса электростатической сепарации, который обычно непрерывно колеблется в процессе обработки в обычных промышленных условиях. Кроме того, другие факторы окружающей среды, которые могут быть или не быть контролируемыми, могут оказывать значительное влияние на работу выхода частиц смеси и, следовательно, на общую технологичность. Эти факторы окружающей среды включают температуру и относительную влажность исходной смеси, как показано в патенте США № 6074458. Кроме того, на сепарацию могут влиять конкретные геометрические размеры ленты, как показано в патенте США № 5904253, а также постоянный износ ленты со временем. В целом, такое сочетание естественных колебаний качества исходного материала, факторов окружающей среды и постоянного износа ленты 18 создает среду, в которой, для поддержания определенного уровня сепарации, процессом необходимо постоянно управлять и регулировать. Обычно такие регулировки влияют не только на чистоту продукции, но и на разделение выработки между вытекающими потоками первичного и вторичного продукта. Такой выбор между чистотой и выработкой может вести к трудностям при оптимизации сепарации в течение всего времени нормального режима работы. Выработку можно определить как процентное отношение потока исходного материала, который направляется, к выпуску вытекающего потока первичного продукта.
Главные переменные процесса, которые используются на практике для управления процессом электростатической сепарации, также продемонстрированы, учитывая ФИГ. 1. Эти переменные включают выбор полярности электродов (верхний положительный и нижний отрицательный или верхний отрицательный и нижний положительный), выбор скорости ленты 18, очищающей электроды, протяженности зазора в поперечном направлении между электродами 12 и 14/16 и общей скорости подачи смеси частиц в систему 10. Кроме того, другой переменной, которая может оказывать влияние на сепарацию, является площадь 26 камеры подачи. В одном из примеров общепринятой практики, используется система, в которой исходный материал может вводиться в нескольких местах вдоль длины системы сепарации, как показано на ФИГ. 2. На этой схеме показаны три возможных места ввода исходного материала вдоль длины системы сепарации, используя пневматический транспортер распределителя, которые обозначены как загрузочное окно 1 (FP1), загрузочное окно 2 (FP2) и загрузочное окно 3 (FP3). Здесь окно FP1 находится вблизи или вплотную к точке вывода вторичного продукта, а окно FP3 находится вблизи или вплотную к точке вывода первичного продукта. Однако положение загрузочного окна может быть в одной или более точек в любом месте вдоль длины системы сепарации, включая любое место между загрузочным окном 1 и загрузочным окном 2. Например, положением загрузочного окна может быть положение загрузочного окна, выбранное из группы, состоящей из положения вблизи выхода первого потока, положения вблизи выхода второго потока, положения между ними и их сочетаний. Оптимальный выбор положения загрузочного окна и выпуска зернистого материала, сепарируемого в системе, может изменяться в зависимости от необходимой степени сепарации, в связи с конкретными настройками других переменных управления или входных переменных для одного или более параметров: полярности электродов, скорости ленты, скорости подачи, протяженности зазора и относительной влажности исходного материала.
В некоторых вариантах воплощения контроллер может регулировать переменную процесса или содействовать ее достижению. Например, контроллер может настраиваться для выполнения процессов, показанных на блок-схемах ФИГ. 3 и 6, обсуждаемых далее. При выполнении этих процессов, для достижения необходимой выработки, контроллер может регулировать, например, скорость ленты, зазор между электродами, скорость подачи, положение загрузочного окна, относительную влажность исходного материала, или любую другую переменную процесса системы.
В одном варианте воплощения система электростатической сепарации действует под регулированием одной или более входных переменных для достижения необходимой сепарации или для достижения необходимой концентрации или содержания отдельного компонента в вытекающем потоке первичного продукта или необходимой выработки. Система электростатической сепарации может действовать при напряжении между примерно 3 кВ и 14 кВ, более предпочтительно - между примерно 5 кВ и 10 кВ. Скорость ленты может регулироваться при скорости между примерно 10 и 70 футов в секунду, более предпочтительно между примерно 20 и 50 футов в секунду. Системой можно управлять в диапазоне зазора между примерно 200 и 1000 мил (0,001 дюйма), более предпочтительно между примерно 300 и 600 мил. Скорость подачи зернистого материала, подаваемого в систему сепарации, может находиться между примерно 10 и 60 тонн в час на фут ширины электрода, более предпочтительно между примерно 15 и 45 тонн в час на фут ширины электрода. Относительная влажность исходного материала может находиться между примерно 1 и 15 процентами, более предпочтительно между примерно 1 и 4 процентами.
Создана система управления, которая непрерывно или периодически контролирует качество потоков продукции и обеспечивает, по меньшей мере, одну систему управления, которая манипулирует, регулирует или регулирует, по меньшей мере, одной или множеством первичных переменных управления, или входных переменных, для поддержки продукции в рамках заданных технических требований, с одновременной оптимизацией разделения выработки между потоками первичного и вторичного продукта. Как обсуждалось ранее, часто это трудно выполнить, используя существующие известные технологии, из-за часто изменяющегося характера смеси исходного материала, в сочетании со сложным взаимодействием между первичными переменными управления.
В некоторых вариантах воплощения, способ управления обработкой зернистых материалов, используя электростатическую систему, содержит обработку зернистого материала в системе электростатической сепарации для удаления первого потока, или первого потока продукта, который обеднен, по меньшей мере, одним компонентом поступающего потока исходного материала, и второго потока, или второго потока продукта, который сконцентрирован, по меньшей мере, по одному компоненту поступающего исходного материала. Может быть определена, по меньшей мере, одна входная переменная процесса электростатической сепарации и, по меньшей мере, одна выходная переменная, указывающая, по меньшей мере, одно свойство первого потока, контролируемого в системе электростатической сепарации. Может быть измерена, по меньшей мере, одна выходная переменная с определенными промежутками времени, и может быть выбран заданный диапазон, по меньшей мере, для одной выходной переменной. Для создания выходного сигнала измеренная выходная переменная может сравниваться с заданным диапазоном, и, по меньшей мере, одна входная переменная может регулироваться на основании, по меньшей мере, частично, выходного сигнала. Этот способ может выполняться, используя систему управления, и регулировка, по меньшей мере, одной входной переменной может выполняться в автоматическом режиме.
Определенным промежутком времени может быть любой интервал, подходящий для получения измерений, которыми можно управлять с помощью системы в нужном режиме, например, для достижения необходимых ППС, концентрации загрязняющего вещества или выработки. В некоторых вариантах воплощения, интервалы могут быть меньше чем 20 минут или меньше чем 10 минут.
Обращаясь к ФИГ. 3: блок-схема иллюстрирует, что концептуальные описания технологий, используемых системой управления, которые могут быть осуществлены с помощью контроллера для технологического процесса электростатического сепаратора, в соответствии с одним вариантом воплощения, применимы к удалению механического недожога из летучей золы, используя отрицательную полярность верхнего электрода. Здесь главными переменными управления или входными переменными сепаратора являются скорость подачи (FR), скорость ленты (BS), протяженность зазора между электродами (GAP) и положение загрузочного окна (FP). Ключевой выходной переменной, регулирующей производительностью сепаратора, является крутящий момент ленты, который непрерывно контролируется (TRQ) и усредняется (TRQavg). Представляющая интерес выходная переменная в этой конкретной системе управления - это потери при сжигании (ППС), но, в других примерах, это может быть выработка, или концентрация другого компонента, такого как загрязняющее вещество. ППС можно определить как углерод, который остался недожженным во время сжигания в камере сгорания котла на электростанции. В некоторых вариантах воплощения желательно поддерживать ППС на уровне 2,5% или меньше. Измерение ППС создает входную величину для текущего расчета усреднения (ППСavg), которая, в свою очередь, используется для сравнения с заданным диапазоном (от ППСmin до ППСmax). Могут контролироваться другие выходные переменные, такие как выработка, связанная с процентным отношением доставляемого потока исходного материала, к выходу вытекающего потока первичного продукта. Регулировки для главных переменных управления, или входных переменных (del FR, del BS, delGAP, и delFP) рассчитываются системой управления, как показано на ФИГ. 3.
В некоторых вариантах воплощения, система может использовать одну или более входных переменных, и может регулировать одну или более входных переменных одновременно или в порядке очередности. В некоторых вариантах воплощения, например, система использует скорость ленты как первую входную переменную, которую можно регулировать как первичный параметр управления. В некоторых вариантах воплощения, например, если скорость ленты достигает максимального рабочего диапазона, зазор может использоваться как вторая входная переменная, которая может регулироваться как вторичный параметр управления. В некоторых вариантах воплощения, например, если скорость ленты достигает максимального рабочего диапазона, а зазор достигает минимального рабочего диапазона, скорость подачи может использоваться как третий входной сигнал, который может регулироваться как третичный параметр управления. Система управления выполняет соответствующие регулировки для поддержания характеристик или свойств потока первичного продукта, таких как ППС, в пределах заданного диапазона, наряду с максимизацией выработки производимого первичного продукта.
Обращаясь к ФИГ. 6: показана другая блок-схема, которая концептуально описывает технологический процесс системы управления процессом электростатического сепаратора, который может осуществляться контроллером, применительно к удалению механического недожога из летучей золы, используя положительную полярность верхнего электрода. В этой системе управления используются те же главные переменные управления сепаратора: скорость подачи (FR), скорость ленты (BS), протяженность зазора между электродами (GAP), положение загрузочного окна (FP) и момент кручения ленты (TRQ и TRQavg). Кроме того, представляющей интерес выходной переменной является ППС, вместе со средней ППСavg и заданным диапазоном, от ППСmin до ППСmax. В этом случае, при противоположной полярности, регулировка выполняется для первичных переменных, используя величины (del FR, del BS, delGAP, и delFP), как показано на ФИГ. 6. Здесь система использует загрузочное окно как первичный параметр управления, а зазор - как вторичный параметр управления. Кроме того, система управления выполняет соответствующие регулировки для поддержания ППС первичного продукта в пределах узкого заданного диапазона, наряду с максимизацией выработки производимого первичного продукта. Кроме того, включено автоматическое управление отводом и возвратом, для обеспечения сбора качественного продукта при всех обстоятельствах. Этот пример представляет еще один пример системы управления для электростатической сепарации, в соответствии с одним вариантом воплощения.
Успешное управление процессом требует точного, надежного оперативного измерения выходных переменных управления, или выходных переменных, представляющих интерес. В одном варианте воплощения, оперативного измерения можно достичь путем использования, по меньшей мере, одного датчика. Такие исходные данные могут либо использоваться непосредственно (т.е., одно оперативное измерение) для сравнения с заданным диапазоном, или текущее среднее значение двух или более измерений может использоваться для улучшения точности в целом. Для получения необходимых измерений, например, ППС, или концентрации компонента либо загрязняющего вещества, может использоваться любой поточный анализатор. Например, может применяться поточный анализатор, который для оценки содержания углерода в летучей золе использует технологию высокотемпературного сжигания или микроволновую технологию. Если показаны регулировки, система управления будет определять новый набор оптимальных рабочих условий, и выполнять изменения для основных рабочих входных переменных с целью ввести контролируемые выходные переменные обратно, в пределы технических требований. Если после предусмотренного периода времени контролируемая выходная переменная, представляющая интерес, не находится в пределах технических требований, система управления может изменять место назначения транспортной системы первичного продукта от места назначения качественного продукта в местоположение некондиционной продукции, во избежание загрязнения качественного продукта. Как только указанные изменения процесса приводят к возвращению качества первичного потока в пределы технических требований, система контроля возвращает переносимый поток обратно, в бункер для качественного продукта. Это - значительный сдвиг для обеспечения улучшения качества способа управления.
Примеры
В соответствии с примером, система управления используется в сфере применения продукта для удаления механического недожога из летучей золы. В данном случае, применяется система управления процессом с ленточным электростатическим сепаратором, как схематически показано на ФИГ. 1 и 2. Типичный сепаратор использует летучую золу от сжигания битуминозного угля на электростанциях, в котлах с тангенциально расположенными горелками, оборудованных средствами контроля низкого содержания окислов азота. Однако должно быть понятно, что система управления процессом может использоваться столь же успешно для летучих зол, образующихся из других типов исходных материалов и при других конфигурациях электростанций. Конкретные геометрические параметры сепаратора в настоящем примере используют отрицательную полярность на верхней панели электрода и положительную полярность на нижней панели электрода. Первичный продукт из сепаратора представляет собой концентрированный поток летучей золы, и представляющая интерес выходная переменная представляет собой концентрацию или процент механического недожога в потоке, определяемый измерением потерь при сжигании (ППС).
Для данного примера, исходные рабочие параметры включали скорость подачи 35 тонн в час, скорость ленты 30 футов в секунду, зазор между электродами 0,450 дюйма и расположение загрузочного окна для загрузочного окна 3, показанное на ФИГ. 2.
Для обеспечения дискретных измерений ППС с определенными промежутками времени, при контроле качества потока продукта использовался поточный анализатор ППС. Для уменьшения колебаний при контроле и помощи в обеспечении репрезентативной выборки, текущее среднее значение трех измерений выполнялось при интервалах от примерно четырех до семи минут. Среднее значение затем сравнивалось с заданным диапазоном ППС, находящимся в пределах от минимального до максимального заданных размеров. Если измеренное среднее значение ППС было в пределах заданного диапазона, ни для каких входных переменных не выполнялись никакие изменения. Регулировки выполнялись для главных входных переменных на основании правил, содержащихся в системе управления сепаратором. Данная система управления была определена эмпирически для данных геометрических параметров сепаратора и типичных свойств поступающей исходной золы, что, как описывалось, может зависеть от источника угля и конкретных условий котла электростанции.
Как показано на ФИГ. 3, блок-схема демонстрирует, что концептуальные описания операций, используемых системой управления для процесса электростатического сепаратора, применимы для удаления механического недожога из летучей золы, используя отрицательную полярность верхнего электрода, как в данном примере. Здесь главными переменными управления сепаратора были скорость подачи (FR), скорость ленты (BS), протяженность зазора между электродами (GAP) и положение загрузочного окна (FP). Ключевой выходной переменной, ругулирующей производительностью сепаратора, был крутящий момент ленты, который непрерывно контролировался (TRQ) и усреднялся (TRQavg). Выходной переменной были потери при сжигании (ППС), создающие входную величину для текущего расчета усреднения (ППСavg), который, в свою очередь, использовался для сравнения с заданным диапазоном (от ППСmin до ППСmax). Регулировки для главных переменных (del FR, del BS, delGAP, и delFP) рассчитывались системой управления, как показано на ФИГ. 3. В общем, система использует скорость ленты как первичный параметр управления, поддерживая постоянными все остальные параметры. Система управления выполняла соответствующие регулировки для поддержания ППС первичного продукта в рамках узкого заданного диапазона, наряду с максимизацией выработки производимого первичного продукта. Когда скорость ленты уменьшалась, ППС продукта увеличивалась. Кроме того, когда скорость ленты уменьшалась, выработка увеличивалась.
Пример, показывающий значительные преимущества в качестве продукта и выработке, предлагаемые системой управления, приведен далее. Было обнаружено, что преимуществом системы управления является возможность быстрого достижения и поддержания качества продукта в пределах очень узкого заданного диапазона, что является крайне выгодным для предоставления потенциальным заказчикам продукта с неизменно высоким качеством.
На ФИГ. 4А приведена гистограмма качества продукта в течение однодневной промышленной эксплуатации для стандартного процесса, использующего традиционное управление оператором, по сравнению с аналогичной гистограммой, где сепаратор использует систему управления, как показано на ФИГ. 4В. На ФИГ. 4В показано, что система управления предлагает гораздо более быструю реакцию и успешное поддержание качества продукта в пределах заданного диапазона в ходе производства, тогда как качество поступающего исходного материала постоянно изменяется. На ФИГ. 4А показано, что обычный процесс регулярно испытывает длительные периоды, когда качество продукта выходит за пределы заданного диапазона. Поскольку для такого применения за пределами технических требований продукция на верхней стороне заданного диапазона хуже, чем оперирование на нижнем пределе технических требований, существует естественная тенденция для операторов ошибаться на нижней стороне технических требований, что очевидно из ФИГ. 4А. Однако обычно неэффективность действий, введенная такой практикой, приводит к неоптимальной выработке. Явные преимущества предлагаются системой управления, которая работает в оптимальных условиях все время, что ведет к значительно большей выработке, как показывает ФИГ. 4В по сравнению с ФИГ. 4А.
В некоторых вариантах воплощения система управления также может равным образом предлагать заказчикам продукт с постоянным и неизменным качеством продукции. Необходимые свойства большей однородности и контролируемости продукта показаны далее на ФИГ. 5, на которой приведены гистограммы ППС продукта для промышленной установки, действующей с обычным операторским управлением, вместе с гистограммой для такой же установки после полного внедрения процесса управления сепаратором. Эти распределения представляют сотни доставленных образцов, включенных в течение многих месяцев. В обоих случаях необходимый заданный диапазон для ППС продукта составлял от 2,0 до 2,5 процента для такой промышленной операции, и данные, собранные для процесса, как видно, сосредоточены намного лучше в этом диапазоне, и с более узким распределением, как показано двумя пиками. Дополнительное преимущество системы управления является также производным от значительного снижения эксплуатационных затрат на рабочую силу за счет внедрения автоматизированного управления. В этом случае прямые затраты труда были реально снижены наполовину для автоматизированной установки по сравнению с предыдущей работой под управлением оператора. Это значительное улучшение было достигнуто за счет сокращения числа проб, которые операторы собирают вручную и проводят контроль ППС, от 196/день до менее чем 20 периодических проверок образцов, вместе со значительно меньшим вниманием оператора для нормальной работы сепаратора. Такое снижение затрат является ключевым для обеспечения того, чтобы электростатическая технология оставалась экономически целесообразной для применения в сепарации, подобного этому.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ВЕЩЕСТВ, ВХОДЯЩИХ В СОСТАВ СУХИХ ПИЩЕВЫХ ПРОДУКТОВ И КОРМОВ, С ИСПОЛЬЗОВАНИЕМ ТРИБОЭЛЕКТРОСТАТИЧЕСКОГО СЕПАРАТОРНОГО УСТРОЙСТВА | 2018 |
|
RU2773877C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСТАТИЧЕСКОГО РАЗДЕЛЕНИЯ | 1996 |
|
RU2163168C2 |
| СИСТЕМА ДЛЯ ОБОГАЩЕНИЯ МЕЛКИХ И ОЧЕНЬ МЕЛКИХ ЧАСТИЦ ЖЕЛЕЗНОЙ РУДЫ (ВАРИАНТЫ) | 2021 |
|
RU2840806C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ГАЛЛИЯ ИЗ ЛЕТУЧЕЙ ЗОЛЫ | 2011 |
|
RU2507282C1 |
| СПОСОБ ПЕРЕРАБОТКИ СМЕСЕЙ ПЛАСТМАСС И УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ СМЕСЕЙ ПЛАСТМАСС | 1995 |
|
RU2150385C1 |
| КРАЕВЫЕ ВОЗДУШНЫЕ СОПЛА ДЛЯ ЛЕНТОЧНЫХ СЕПАРАТОРОВ | 2016 |
|
RU2695575C2 |
| ИСПОЛЬЗОВАНИЕ ИОНИЗИРОВАННОГО ФЛЮИДА ПРИ ГИДРАВЛИЧЕСКОМ РАЗРЫВЕ ПЛАСТА | 2014 |
|
RU2641681C1 |
| ЭЛЕКТРОСТАТИЧЕСКИЙ СЕПАРАТОР | 1990 |
|
RU2018374C1 |
| СПОСОБ, РЕАКТОР И УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2002 |
|
RU2213697C1 |
| СУХАЯ БЕЛКОВАЯ ФРАКЦИЯ ИЗ ШРОТА СЕМЯН МАСЛИЧНЫХ КУЛЬТУР | 2019 |
|
RU2795442C2 |
Группа изобретений относится к системам управления технологическими процессами, в частности к способам управления электростатической сепарацией зернистых материалов. Способ включает обработку зернистого материала в трибоэлектрической противоточной ленточной системе электростатической сепарации для получения первого потока, обедненного по меньшей мере одним компонентом поступающего исходного материала, и второго потока, концентрированного по меньшей мере по одному компоненту поступающего исходного материала, определение по меньшей мере одной входной переменной процесса и по меньшей мере одной выходной переменной, указывающей на по меньшей мере одно свойство, контролируемое в системе сепарации, поточное измерение с разнесенными во времени промежутками по меньшей мере одной выходной переменной с использованием поточного анализатора, выбор заданного диапазона для по меньшей мере одной выходной переменой, сравнение измеренной выходной переменной с заданным диапазоном для создания выходного сигнала, автоматическое регулирование системой управления по меньшей мере одной входной переменной под влиянием процесса, основанного по меньшей мере частично на выходном сигнале. Повышаются качество продукта и его выработка, снижаются временные и эксплуатационные затраты. 2 н. и 57 з.п. ф-лы, 7 ил.
1. Способ управления обработкой зернистых материалов, использующий систему электростатической сепарации, включающий:
обработку зернистого материала в трибоэлектрической противоточной ленточной системе электростатической сепарации для получения первого потока, обедненного по меньшей мере одним компонентом поступающего исходного материала, и второго потока, концентрированного по меньшей мере по одному компоненту поступающего исходного материала;
определение по меньшей мере одной входной переменной процесса электростатической сепарации и по меньшей мере одной выходной переменной, указывающей на по меньшей мере одно свойство, контролируемое в системе электростатической сепарации;
поточное измерение с разнесенными во времени промежутками упомянутой по меньшей мере одной выходной переменной из системы электростатической сепарации с использованием поточного анализатора;
выбор заданного диапазона для упомянутой по меньшей мере одной выходной переменной;
сравнение измеренной выходной переменной с заданным диапазоном для создания выходного сигнала; и
автоматическое регулирование системой управления упомянутой по меньшей мере одной входной переменной под влиянием процесса, основанного, по меньшей мере частично, на выходном сигнале.
2. Способ по п. 1, отличающийся тем, что упомянутая по меньшей мере одна входная переменная выбирается из группы,
состоящей из: полярности, напряжения, скорости ленты, скорости подачи, положения загрузочного окна, зазора, относительной влажности исходного материала и их сочетаний.
3. Способ по п. 1, отличающийся тем, что обработка зернистого материала в системе электростатической сепарации включает работу при напряжении между примерно 3 и 14 кВ.
4. Способ по п. 1, отличающийся тем, что обработка зернистого материала в системе электростатической сепарации включает работу ленты при скорости между примерно 10 и 70 футами в секунду.
5. Способ по п. 1, отличающийся тем, что обработка зернистого материала в системе электростатической сепарации включает работу системы с зазором между примерно 200 и 1000 мил.
6. Способ по п. 2, отличающийся тем, что относительная влажность исходного материала находится между примерно 1 и 15 процентами.
7. Способ по п. 1, отличающийся тем, что обработка зернистого материала в системе электростатической сепарации включает подачу зернистого материала при скорости подачи между примерно 3 и 17 тоннами в час на фут ширины электрода.
8. Способ по п. 1, отличающийся тем, что обработка зернистого материала в системе электростатической сепарации включает доставку зернистого материала к по меньшей мере одному положению загрузочного окна.
9. Способ по п. 1, отличающийся тем, что выходной переменной является концентрация по меньшей мере одного компонента поступающего исходного материала.
10. Способ по п. 1, отличающийся тем, что разнесенные во времени промежутки составляют менее чем 20 минут.
11. Способ по п. 10, отличающийся тем, что упомянутую выходную переменную рассчитывают как среднюю величину по меньшей мере одного поточного измерения, полученного за разнесенные во времени промежутки.
12. Способ по п. 11, отличающийся тем, что упомянутую выходную переменную, находящуюся под управлением, рассчитывают как среднее значение по меньшей мере двух поточных измерений, полученных за разнесенные во времени промежутки.
13. Способ по п. 2, отличающийся тем, что зернистый материал представляет собой летучую золу от генерации при сжигании угля, содержащую несгоревший углерод, причем первый поток обеднен по содержанию углерода, а второй поток концентрирован по содержанию углерода, и выходной переменной является потеря при сжигании (ППС) первого потока.
14. Способ по п. 13, отличающийся тем, что упомянутая выходная переменная представляет собой ППС, и процесс регулируют на основании, по меньшей мере частично, множества входных переменных.
15. Способ по п. 14, отличающийся тем, что множество входных переменных регулируют для получения практически постоянного качества ППС в пределах заданного диапазона, одновременно максимизируя выработку первого потока, который обеднен по содержанию углерода.
16. Способ по п. 13, отличающийся тем, что ППС измеряют с использованием поточного анализатора, применяя одну из технологии высокотемпературного сжигания для оценки содержания углерода в летучей золе за разнесенные во времени промежутки и микроволновой технологии для оценки содержания углерода в летучей золе, полученной за разнесенные во времени промежутки.
17. Способ по п. 13, отличающийся тем, что система электростатической сепарации действует при отрицательной полярности на верхней панели электрода и положительной полярности на нижней панели электрода.
18. Способ по п. 17, отличающийся тем, что поступающий исходный материал доставляют через положение загрузочного окна, выбранное из группы, состоящей из положения вблизи выхода первого потока, положения вблизи выхода второго потока, положения между ними и их сочетаний.
19. Способ по п. 17, отличающийся тем, что процесс использует скорость ленты как первичную переменную управления и его регулируют, используя связь между заданным значением ППС минус среднее значение измеренной ППС, в течение разнесенного во времени промежутка.
20. Способ по п. 19, отличающийся тем, что если скорость ленты достигает максимального рабочего диапазона, то процесс использует зазор как вторичную переменную управления и его регулируют, используя связь между заданным значением ППС минус среднее значение измеренной ППС в течение разнесенного во времени промежутка.
21. Способ по п. 20, отличающийся тем, что если скорость ленты достигает максимального рабочего диапазона, а зазор достигает минимального рабочего диапазона, то процесс использует скорость подачи как третичную переменную управления и его регулируют, используя связь между заданным значением ППС минус среднее значение измеренной ППС в течение разнесенного во времени промежутка.
22. Способ по п. 13, отличающийся тем, что система электростатической сепарации действует при положительной полярности на верхней панели электрода и отрицательной полярности на нижней панели электрода.
23. Способ по п. 22, отличающийся тем, что процесс использует по меньшей мере одно из положения загрузочного окна и зазора как первичную переменную управления и его регулируют, используя связь между заданным значением ППС минус среднее значение измеренной ППС в течение разнесенного во времени промежутка.
24. Способ по п. 22, отличающийся тем, что если положение загрузочного окна является близким к выходу второго потока, а зазор достигает минимального рабочего диапазона, то процесс использует скорость подачи как третичную переменную управления и его регулируют, используя связь между заданным значением ППС минус среднее значение измеренной ППС в течение разнесенных во времени промежутков.
25. Способ по п. 2, отличающийся тем, что зернистый материал содержит первый компонент с первым процентным содержанием от общего веса зернистого материала и второй компонент со вторым процентным содержанием от общего веса зернистого материала, при этом первое процентное содержание больше, чем второе процентное содержание.
26. Способ по п. 25, отличающийся тем, что зернистый материал содержит по меньшей мере один промышленный минерал, содержащий по меньшей мере одно загрязняющее вещество.
27. Способ по п. 26, отличающийся тем, что промышленный минерал включает содержащий карбонат кальция минерал, включая по меньшей мере один из кальцита, известняка, мрамора, травертина, туфа и мела, и причем по меньшей мере одно загрязняющее вещество содержит кварц, пирит, доломит, слюду, графит, сульфиды и их сочетания, при этом первый поток концентрирован по карбонату кальция, а второй поток концентрирован по упомянутому по меньшей мере одному загрязняющему веществу, а упомянутая выходная переменная представляет собой концентрацию загрязняющего вещества первого потока.
28. Способ по п. 26, отличающийся тем, что промышленный минерал включает тальк и причем по меньшей мере одно загрязняющее вещество содержит по меньшей мере один из пирита, сульфидов, графита, карбонатов, кальцита, магнезита, кварца и тремолита, при этом первый поток концентрирован по тальку, а второй поток концентрирован по упомянутому по меньшей мере одному загрязняющему веществу, а упомянутая выходная переменная представляет собой концентрацию загрязняющего вещества первого потока.
29. Способ по п. 26, отличающийся тем, что зернистый материал включает углекислый калий и причем по меньшей мере одно загрязняющее вещество содержит галит и кизерит, при этом первый поток концентрирован по углекислому калию, а второй поток концентрирован по упомянутому по меньшей мере одному загрязняющему веществу, а упомянутая выходная переменная представляет собой концентрацию загрязняющего вещества первого потока.
30. Способ по п. 26, отличающийся тем, что выходная переменная представляет собой концентрацию загрязняющего вещества первого потока и процесс регулируется на основании множества входных переменных.
31. Способ по п. 30, отличающийся тем, что множество входных переменных регулируют для получения значительно пониженной и постоянной величины содержания загрязняющего вещества в пределах заданного диапазона, одновременно максимизируя выработку первого потока продукта, который обеднен по содержанию загрязняющего вещества.
32. Способ по п. 30, отличающийся тем, что множество входных переменных включает в себя полярность, скорость ленты, скорость подачи, положение загрузочного окна и зазор.
33. Способ по п. 26, отличающийся тем, что выходную переменную рассчитывают как среднюю величину по меньшей мере одного полученного за разнесенные во времени промежутки поточного измерения загрязняющего вещества.
34. Способ по п. 25, отличающийся тем, что первый компонент приобретает положительный заряд, а второй компонент приобретает отрицательный заряд и система электростатической сепарации действует при положительной полярности на верхней панели электрода и отрицательной полярности на нижней панели электрода.
35. Способ по п. 34, отличающийся тем, что поступающий исходный материал доставляют через положение загрузочного окна, выбранное из группы, состоящей из положения вблизи выхода первого потока, положения вблизи выхода второго потока, положения между ними и их сочетаний.
36. Способ по п. 34, отличающийся тем, что процесс использует скорость ленты как первичную переменную управления и его регулируют, используя связь между заданным значением минус среднее значение измеренной величины в течение разнесенного во времени промежутка.
37. Способ по п. 34, отличающийся тем, что если скорость ленты достигает минимального рабочего диапазона, то процесс использует зазор как вторичную переменную управления и его регулируют, используя связь между заданным значением минус среднее значение измеренной величины в течение разнесенного во времени промежутка.
38. Способ по п. 34, отличающийся тем, что если скорость ленты достигает максимального рабочего диапазона, а зазор достигает минимального рабочего диапазона, то процесс использует скорость подачи как третичную переменную управления и его регулируют, используя связь между заданным значением минус среднее значение измеренной величины в течение разнесенного во времени промежутка.
39. Способ по п. 25, отличающийся тем, что первый компонент приобретает положительный заряд, а второй компонент приобретает отрицательный заряд и система электростатической сепарации действует при отрицательной полярности на верхней панели электрода и положительной полярности на нижней панели электрода.
40. Способ по п. 39, отличающийся тем, что процесс использует положение загрузочного окна как первичную переменную управления и его регулируют, используя связь между заданным значением минус среднее значение измеренного качества в течение разнесенного во времени промежутка.
41. Способ по п. 39, отличающийся тем, что процесс использует скорость ленты как вторичную переменную управления и его регулируют, используя связь между заданным значением минус среднее значение измеренной величины в течение разнесенного во времени промежутка.
42. Способ по п. 39, отличающийся тем, что если положение загрузочного окна является близким к выходу второго потока, а зазор достигает минимального рабочего диапазона, то процесс использует скорость подачи как третичную переменную управления и его регулируют, используя связь между заданным значением минус среднее значение измеренного качества в течение разнесенного во времени промежутка.
43. Способ по п. 25, отличающийся тем, что первый компонент приобретает отрицательный заряд, а второй компонент приобретает положительный заряд и система электростатической сепарации действует при положительной полярности на верхней панели электрода и отрицательной полярности на нижней панели электрода.
44. Способ по п. 43, отличающийся тем, что процесс использует положение загрузочного окна как первичную переменную управления и его регулируют, используя связь между заданным значением минус среднее значение измеренного качества в течение разнесенного во времени промежутка.
45. Способ по п. 43, отличающийся тем, что если положение загрузочного окна является близким к выходу второго потока, а зазор достигает минимального рабочего диапазона, то процесс использует скорость подачи как третичную переменную управления и его регулируют, используя связь между заданным значением минус среднее значение измеренного качества в течение разнесенного во времени промежутка.
46. Способ по п. 25, отличающийся тем, что первый компонент сепарируемого зернистого материала приобретает отрицательный заряд, а второй компонент приобретает положительный заряд и система электростатической сепарации действует при отрицательной полярности на верхней панели электрода и положительной полярности на нижней панели электрода.
47. Способ по п. 46, отличающийся тем, что поступающий исходный материал доставляют через положение загрузочного окна, выбранное из группы, состоящей из положения вблизи выхода первого потока, положения вблизи выхода второго потока, положения между ними и их сочетаний.
48. Способ по п. 46, отличающийся тем, что процесс использует скорость ленты как первичную переменную управления и его регулируют, используя связь между заданным значением минус среднее значение измеренной величины в течение разнесенного во времени промежутка.
49. Способ по п. 46, отличающийся тем, что если скорость ленты достигает минимального рабочего диапазона, то процесс использует зазор как вторичную переменную управления и его регулируют, используя связь между заданным значением минус среднее значение измеренной величины в течение разнесенного во времени промежутка.
50. Способ по п. 46, отличающийся тем, что если скорость ленты достигает максимального рабочего диапазона, а зазор достигает минимального рабочего диапазона, то процесс использует скорость подачи как третичную переменную управления и его регулируют, используя связь между заданным значением минус среднее значение измеренной величины в течение разнесенного во времени промежутка.
51. Способ по п. 2, отличающийся тем, что дополнительно включает доставку первого потока в расположение некондиционной продукции.
52. Способ по п. 51, отличающийся тем, что доставка первого потока в расположение некондиционной продукции основана, по меньшей мере частично, на сравнении измеренной выходной переменной с заданным диапазоном.
53. Устройство для сепарации зернистых смесей, включающее:
пункт подачи, выполненный с возможностью приема зернистого материала;
трибоэлектрическую противоточную ленточную систему электростатической сепарации;
поточный датчик, находящийся в проточном сообщении с зернистым материалом и выполненный с возможностью измерения выходной переменной зернистого материала; и
контроллер, функционально связанный для приема выходного сигнала от поточного датчика, основанного, по меньшей мере частично, на измеренной выходной переменной, и управления по меньшей мере одной входной переменной системы электростатической сепарации на основании, по меньшей мере частично, выходного сигнала.
54. Устройство по п. 53, отличающееся тем, что дополнительно содержит линию рециркуляции, проточно подключенную к выходу системы электростатической сепарации и входу системы.
55. Устройство по п. 54, отличающееся тем, что выход системы электростатической сепарации является выходом первичного продукта.
56. Устройство по п. 53, отличающееся тем, что дополнительно содержит источник зернистого материала от системы, расположенной выше по потоку от системы электростатической сепарации.
57. Устройство по п. 53, отличающееся тем, что по меньшей мере одна входная переменная выбирается из группы, состоящей из полярности, скорости ленты, скорости подачи, положения загрузочного окна и зазора.
58. Устройство по п. 53, отличающееся тем, что зернистый материал является летучей золой от генерации при сжигании угля, содержащей несгоревший углерод.
59. Устройство по п. 53, отличающееся тем, что поточный датчик измеряет потери при сжигании (ППС) потока на выходе системы электростатической сепарации
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Электростатический сепаратор для сыпучих смесей | 1976 |
|
SU602225A1 |
| Электростатический сепаратор | 1990 |
|
SU1787555A1 |
| Клапан для спринклерной головки | 1926 |
|
SU4922A1 |
| WO 2007014402 A1, 01.02.2007 | |||
| US 6074458 A, 13.06.2000. | |||

