Изобретение относится к способу смены распорок в установке по меньшей мере с одной головкой для нанесения распорок на панелеобразные объекты, в частности листовые стекла.
Кроме того, изобретение относится к устройству для смены распорок в установке по меньшей мере с одной головкой для нанесения распорок на панелеобразные объекты, в частности листовые стекла.
Распорки, размещаемые на панелеобразных объектах, находят применение, в частности, при изготовлении стеклопакета. В этом случае объектами являются листовые стекла.
Наряду с распорками, состоящими из металлических профилей, известны также распорки из пластика, которые являются гибкими и размещаются на листовых стеклах с помощью устройств для нанесения.
Соответствующие способы и устройства для нанесения распорок известны из АТ 11889 U, AT 9595 U, DE 10212359 A, DE 10350312 A, DE 102009035002 A, DE 202000614938 U, US 2011/154635 A и WO 2011/047402 A.
При изменении форматов панелеобразных объектов, например вида стеклопакета, возникает проблема, заключающаяся в том, что приходится переходить с одного вида распорок на другой. Под сменой в данном случае следует понимать, в целом, смену распорок разного вида и/или из разных источников. При этом речь может идти о распорках одного и того же типа, но разной ширины, распорках одинаковой толщины разных типов или же о совершенно одинаковых распорках, разматываемых с разных бобин, например, если распорка на одной бобине заканчивается.
При этом следует избегать нанесения распорок из разных источников на один и тот же объект, поскольку даже в случае идентичных распорок стык (соединение) между ними представляет собой место потенциальной негерметичности, что, например, является недостатком стеклопакета.
До сих пор смена распорок требовала большого числа выполняемых вручную операций, например удаления прежде имевшейся распорки и «заправки» новой распорки в установку. Это связано, прежде всего, с большими затратами труда и времени.
Задачей изобретения является создание способа и устройства для смены распорок, которые обеспечивали бы их меньшую по времени и рентабельную смену.
Согласно изобретению эта задача решается посредством способа с признаками п.1 формулы.
Эта задача решается также посредством устройства с признаками п.11 формулы.
Предпочтительные варианты выполнения способа и устройства являются объектом зависимых пунктов.
Преимущество изобретения в том, что смена распорок может осуществляться частично или полностью автоматически.
К головке для нанесения распорки по меньшей мере из двух разных источников подаются со смещением по времени по отношению друг к другу. При этом различными источниками могут быть разные бобины, например в одном климатическом шкафу или в разных климатических шкафах, и т.п. Климатические шкафы служат для соблюдения особенно благоприятных для распорок условий. Их функционирование и конструкция известны из уровня техники.
Для смены распорок, прежде всего, находящаяся в данный момент в установке или в головке для нанесения первая, или «старая» распорка, извлекаемая из первого источника, разделяется вблизи него. При этом образуется конец первой распорки. Он может предпочтительно удерживаться предусмотренным для этого держателем. Затем начало второй и конец первой распорок сближаются, например, за счет сближения держателей, преимущественно до тех пор, пока начало и конец не будут по меньшей мере соприкасаться. После этого создается соединение между концом и началом распорок. Это может осуществляться преимущественно посредством склеивания, спрессовывания, зажатия и т.п.
Если первая распорка продвигается дальше, то образовавшееся соединение между первой и второй распорками проходит через установку, пока оно не минует головку для нанесения. Первая (старая) распорка движется, следовательно, дальше через установку и тянет за собой при этом через нее вторую (новую) распорку с помощью соединения. Благодаря этому отпадает отнимающая много времени заправка второй (новой) распорки.
После того как соединение между первой и второй распорками минует головку для нанесения, вторая распорка разделяется в зоне между соединением и головкой для нанесения. Вследствие этого в головке для нанесения находится вторая (новая) распорка, а зона соединения удалена из производственного процесса или процесса нанесения.
Особенно предпочтительно разделение первой распорки происходит после первого извлекающего блока, который извлекает ее из первого источника. Извлекающий блок содержит устройства, необходимые для извлечения распорки из источника. Извлекающий блок может, например, разматывать распорку с бобины и подготавливать для последующего применения за счет того, что с распорки отделяется, например, защитная пленка. Извлекающий блок может содержать также другие, известные из уровня техники элементы.
В другом предпочтительном варианте способа разделение второй распорки происходит после того, как соединение между первой и второй распорками со стороны выхода выйдет из головки для нанесения. Таким образом, после разделения головка для нанесения снова готова наносить на объект вторую (новую) распорку. При разделении второй распорки особенно предпочтительно выдерживать как можно меньшим расстояние между соединением и головкой для нанесения. Благодаря этому возникает меньше отходов.
Согласно особенно предпочтительному варианту способа, если на два следующих друг за другом объекта должны наноситься разные распорки, то вычисляется необходимая длина наносимой первой распорки с помощью габаритов первого объекта (можно учитывать также более одного объекта), первая распорка разделяется на вычисленном конце или после него и соединяется со второй распоркой. Это препятствует просто прохождению нерентабельно большого количества первой распорки через установку, чтобы тянуть через нее вторую распорку. Таким образом, происходит смена распорок. Следовательно, перед соединением и после него образуется лишь по одному короткому куску первых и вторых распорок, которые нельзя использовать.
Согласно изобретению возникает возможность осуществления смены распорок в любое время. Однако момент выбирается преимущественно так, чтобы обрезки (и, тем самым, утилизируемые остатки) образовывались в минимальной степени.
В рамках изобретения рассматривается применение распорок, которые состоят из пластика, выполнены гибкими и в которые помещен сушильный агент.
Другие подробности и признаки изобретения приведены в нижеследующем описании возможного варианта способа и примера выполнения устройства со ссылкой на чертежи, на которых изображено:
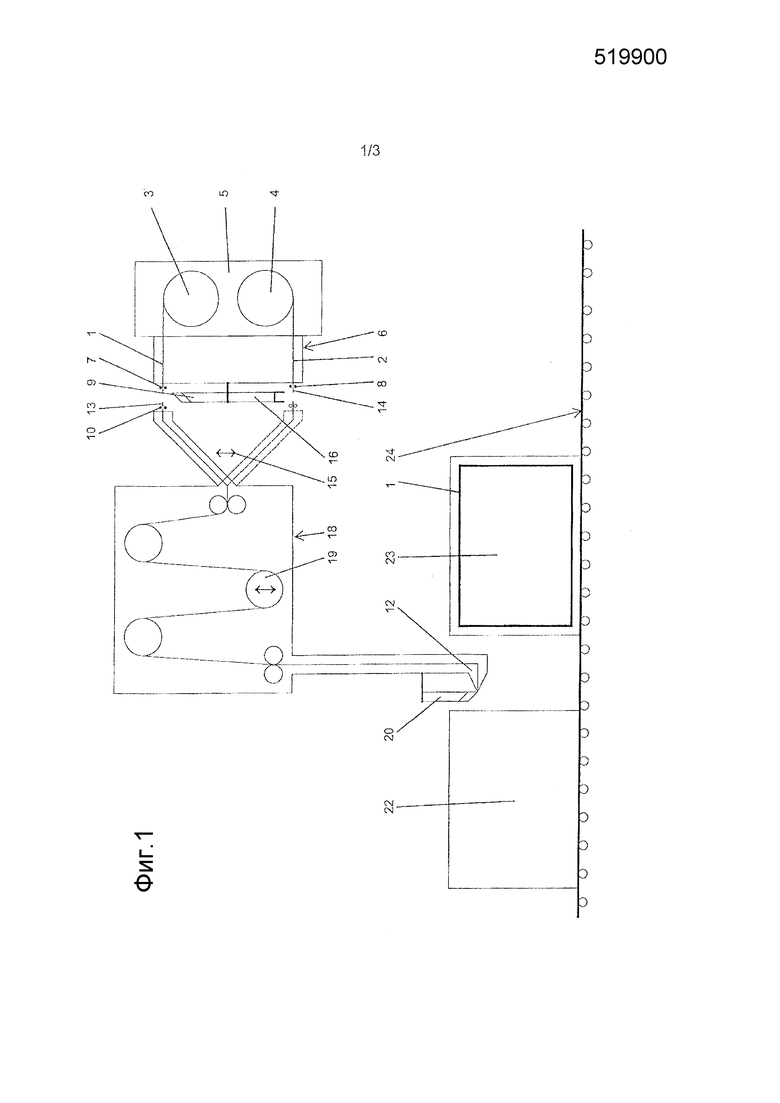
- фиг. 1: принципиальная схема установки для нанесения распорок с помощью предложенного устройства;
- фиг. 2: пример соединения двух разных распорок;
- фиг. 3: технологическая схема варианта способа.
Схематично изображенная на фиг. 1 установка, за исключением описанных ниже подробностей, может быть выполнена, как это известно из уровня техники.
На фиг. 1 изображена установка для нанесения распорок с помощью предложенного устройства. Первая 1 и вторая 2 распорки держатся наготове на бобинах 3, 4 в климатическом шкафу 5.
Климатический шкаф 5 выполнен, как это известно из уровня техники, и поддерживает оптимальные для дальнейшей обработки распорок 1, 2 условия окружающей среды, например температуру и/или влажность воздуха. Предложенное устройство может содержать несколько климатических шкафов.
Из климатического шкафа 5 распорки 1, 2 поступают в извлекающее устройство 6. Установленное после климатического шкафа 5 извлекающее устройство 6 может содержать, в том числе, устройство для отсоса защитных пленок с состоящих, как правило, из эластичного пластика распорок 1, 2, регулятор провисания для равномерного извлечения распорок 1, 2 и устройства для их разматывания и транспортировки (не показаны).
Дополнительно к названным элементам извлекающее устройство 6 содержит извлекающе-зажимные устройства 7, 8, с помощью которых распорки 1, 2 могут удерживаться в определенном положении. За исключением упомянутых изменений, извлекающее устройство 6 может быть выполнено, как это известно из уровня техники.
В данном примере распорки 1, 2 извлекаются одним и тем же извлекающим устройством 6. В рамках изобретения также учтены варианты более чем с одним извлекающим устройством 6.
На выходной стороне извлекающего устройства 6 расположено разделяющее средство 9, с помощью которого распорки 1, 2 могут разделяться. В этом варианте распорка 1 показана в разделенном виде. Приданный головке 12 для нанесения конец 13 распорки 1 удерживается в сменяюще-зажимном устройстве 10. Другой, находящийся в извлекающем устройстве 6 конец распорки 1 удерживается в извлекающе-зажимном устройстве 7.
Конец 13 распорки 1 может быть подведен сменяюще-зажимным устройством 10 к началу 14 распорки 2, которое удерживается извлекающе-зажимным устройством 8, как это обозначено стрелкой 15. После того как конец 13, как это обозначено штриховой линией, окажется вблизи начала 14, начало 14 и конец 13 соединяются между собой устройством 16, образуя соединение 11. Соединительное устройство 16 может соединять между собой начало 14 и конец 13, например, посредством склеивания, спрессовывания и/или скобок.
На фиг. 2 изображен вариант соединения 11 между распорками 1, 2 посредством скобки 17.
После создания соединения 11 распорки 1, 2 последовательно проходят через подающее устройство 18, которое подает их к головке 12 для нанесения.
В данном варианте подающее устройство 18 содержит компенсирующий ролик 19. Такой вариант предпочтителен, если даже во время смены и соединения распорок 1, 2 их нанесение не должно прерываться. В то время как извлечение для смены с распорки 1 на распорку 2 прерывается, при продолжающемся нанесении расходуется их длина, накопленная в подающем устройстве 18 за счет компенсирующего ролика 19. Также возможны варианты, в которых отсутствует компенсирующий ролик 19 и т.п., например дополнительный регулятор провисания. Так, например, нанесение может прерываться во время смены с распорки 1 на распорку 2.
Из подающего устройства 18 распорки 1, 2 последовательно поступают в головку 12 для нанесения. Она наносит их на объект 22, 23, например листовое стекло, которое транспортируется по транспортеру 24 в установку и из нее. После нанесения дополнительное разделяющее средство 20 отрезает распорку 1, 2 для нанесения от соответствующей распорки 1, 2, которая еще находится в головке 12 для нанесения. Это разделение происходит преимущественно непосредственно после головки 12 для нанесения.
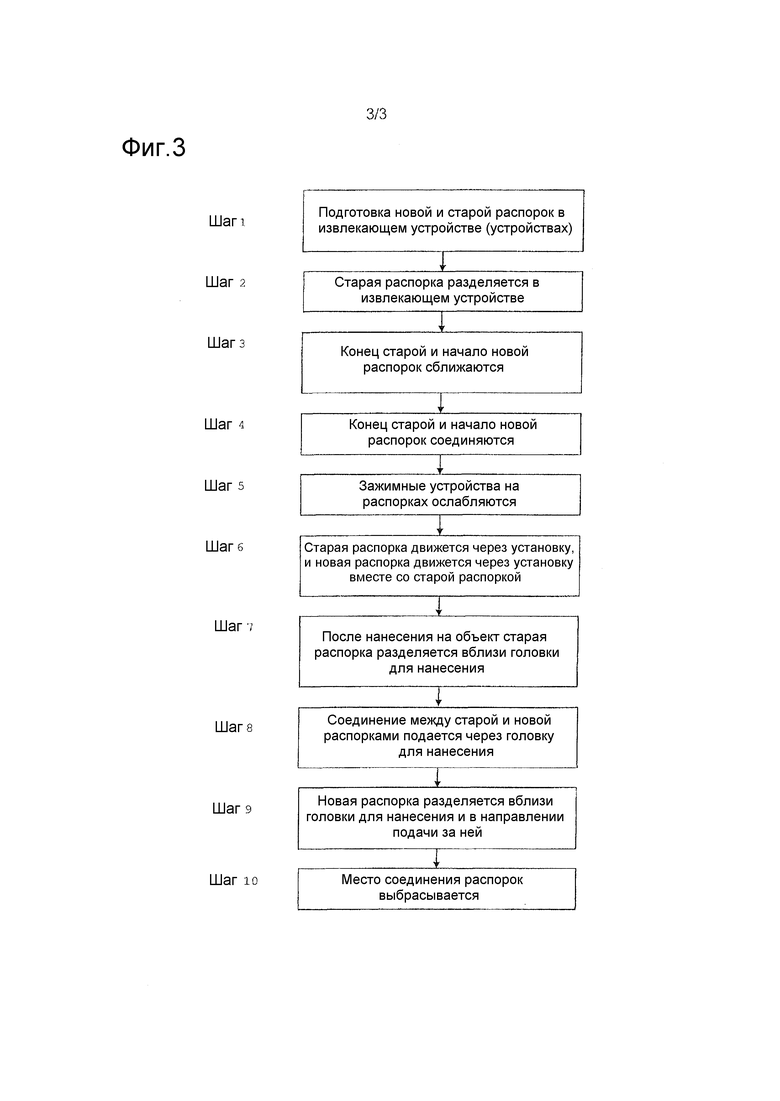
В целом, принцип работы можно резюмировать следующим образом (фиг. 3).
На находящийся в установке для нанесения объект 22, 23, например листовое стекло, вдоль его края (со смещением внутрь относительно него) с помощью головки 12 для нанесения наносится гибкая распорка 1 или 2.
Для завершения нанесения распорки 1 или 2 на объект 22, 23 разделяется та из распорок 1, 2, которая как раз находится на выходном конце головки 12 для нанесения, в результате чего для нанесения готов новый свободный конец распорки 1 или 2.
Смена распорки 1 на распорку 2 происходит описанными ниже шагами 1-10.
Во время выполнения этих шагов процесс нанесения может быть прерван. Однако можно также накапливать в установке достаточно распорок 1, 2 необходимое для смены время, например посредством компенсирующего ролика 19, и прерывать только извлечение распорок 1, 2 из запаса, например с бобины 3, 4.
Это может осуществляться на любом этапе нанесения распорок. Момент, когда выполняется смена с распорки 1 на распорку 2, выбирается с помощью планирования производства предпочтительно так, чтобы возникало как можно меньше обрезков (остатков распорок). Момент смены выбирается предпочтительно так, чтобы распорку 1 или 2, находящуюся в этот момент в подающем устройстве 18 между головкой 12 для нанесения и извлекающим устройством 6, можно было использовать как можно более полно, т.е. наносить на объект 22, 23, с целью минимизации количества возникающих обрезков. Подающее устройство 18 между головкой 12 для нанесения и извлекающим устройством 6 принимает жгут распорок такой длины, которая соответствует, например, периметру одного или нескольких объектов, например листовых стекол.
В целом, длина находящейся в подающем устройстве 18 распорки 1 или 2 не соответствует целочисленному кратному периметра объекта 22, 23, например листовых стекол, включая длину приемлемо короткого обрезка, так что смена происходит в большинстве случаев в момент, когда как раз происходит нанесение распорки 1 или 2 на объект 22, 23, а не в момент, когда нанесение распорки 1 или 2 на объект 22, 23 завершилось, а нанесение распорки 1 или 2 на обрабатываемый следом объект 22, 23 еще не началось. Если посредством компенсирующего ролика 19 в установке или в подающем устройстве 18 накапливается дополнительная длина распорки 1 или 2, то она включается в расчеты по оптимизации длины.
Смена с распорки 1 на распорку 2 может происходить следующими шагами.
Шаг 1. Распорки 1 и 2 находятся наготове в извлекающем устройстве 6 за счет того, что они удерживаются извлекающе-зажимными устройствами 7, 8 в определенном положении.
Шаг 2. Первая распорка 1, используемая в начале смены (старая распорка), отрезается на выходном конце извлекающего устройства 6 путем приведения в действие разделяющего средства 9, например установленных на сменяющем блоке ножниц. Сменяюще-зажимное устройство 10 прочно удерживает образовавшийся после разделения конец 13 распорки 1 со стороны подачи.
Шаг 3. Свободные концы 13, 14 соединяемых между собой распорок 1, 2 сближаются за счет того, что сменяюще-зажимное устройство 10 с концом 13 распорки 1 движется к извлекающе-зажимному устройству 8, которое удерживает начало 14 распорки 2.
Шаг 4. Конец 13 распорки 1 и начало 14 распорки 2 прижимаются друг к другу и с помощью соединяющего устройства 16, например, с помощью скобки 17, соединяются между собой, образуя соединение 11.
Шаг 5. Зажимные устройства 8, 10 раскрываются.
Шаг 6. С помощью привода, расположенного, например, в головке 12 для нанесения, распорка 1 продвигается вперед, захватывая, тем самым, соединенную с ней распорку 2.
Шаг 7. Процесс разделения распорки 1, который завершает ее нанесение на объект 22, 23 (на него наносится старая распорка 1), осуществляется таким образом, что место разделения лежит перед местом соединения 11 по отношению к направлению подачи распорок 1, 2.
Шаг 8. Соединение 11 между (старой) 1 и (новой) 2 распорками транспортируется через головку 12 для нанесения.
Шаг 9. По отношению к направлению подачи распорок 1, 2 после соединения 11 на выходном конце головки 12 для нанесения выполняется разрез, в результате чего для нанесения на объект 22, 23, например листовое стекло, например при изготовлении стеклопакета, готово новое свободное начало (новой) распорки 2.
Шаг 10. Несущий соединение обрезок, т.е. содержащий старую 1 и новую 2 распорки кусок, между разделениями на шагах 7 и 9, выбрасывается.
Резюмируя вышесказанное, можно описать пример осуществления изобретения следующим образом.
В способе и устройстве для преимущественно автоматической смены распорок 1, 2 в установке по меньшей мере с одной головкой 12 для нанесения распорок 1, 2 на панелеобразные объекты 22, 23, в частности листовые стекла, к головке 12 для нанесения со смещением по времени по отношению друг к другу подаются распорки 1, 2 по меньшей мере из двух источников. Первая распорка 1 из первого источника разделяется. Образующийся при этом конец 13 первой распорки 1 и начало 14 второй распорки 2 из второго источника перемещаются с помощью сменяющего устройства 1 в соответствующее друг другу положение. Образующееся при этом соединение 11 распорок 1, 2 проходит через установку, пока оно не минует головку 12 для нанесения. После того как соединение 11 минует головку 12 для нанесения, вторая распорка 2 разделяется в зоне между соединением 11 и головкой 12 для нанесения.

Предложен способ смены распорок в установке по меньшей мере с одной головкой для нанесения распорок на панелеобразные объекты, в частности листовые стекла. К головке для нанесения подают распорки по меньшей мере из двух источников со смещением по времени по отношению друг к другу. Первую распорку из первого источника разделяют и образовавшийся при этом конец первой распорки и начало второй распорки из второго источника с помощью сменяющего устройства перемещают в соответствующее друг другу положение. Конец первой распорки соединяют с началом второй распорки. Образовавшееся при этом соединение первой и второй распорок пропускают через установку, пока соединение не минует головку для нанесения. После того как соединение минует головку для нанесения, вторую распорку разделяют в зоне между соединением и головкой для нанесения. Также предложено устройство для смены распорок в установке по меньшей мере с одной головкой для нанесения распорок на панелеобразные объекты, в частности листовые стекла. Оно содержит по меньшей мере два источника для распорок, первое разделяющее средство для входящих из источников распорок на соответствующем извлекающе-зажимном устройстве, сменяющее устройство со сменяюще-зажимным устройством для перемещения отделенной части распорки, связанной с головкой для нанесения, от извлекающе-зажимного устройства к другому извлекающе-зажимному устройству, а также устройство для соединения конца первой распорки, связанной с головкой для нанесения, с удерживаемым в извлекающе-зажимном устройстве началом второй распорки. 2 н. и 10 з.п. ф-лы, 3 ил.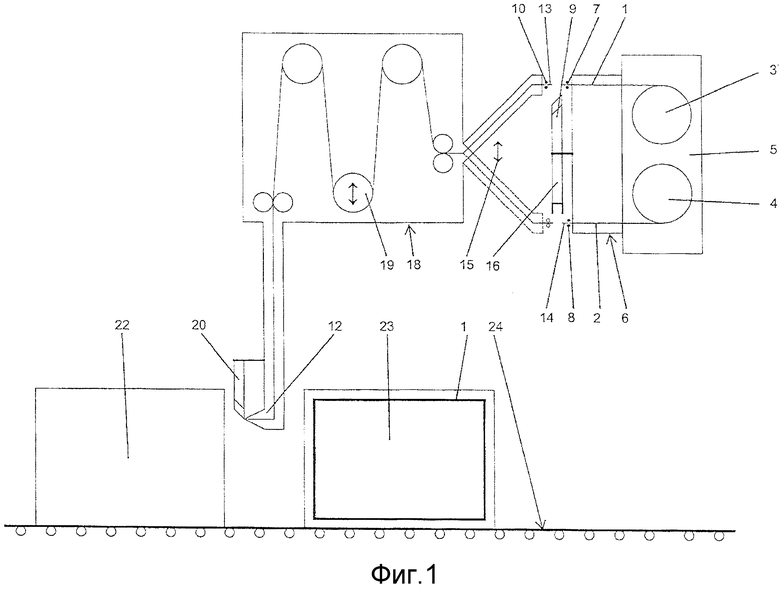
1. Способ смены распорок (1, 2) в установке по меньшей мере с одной головкой (12) для нанесения распорок (1, 2) на панелеобразные объекты (22, 23), в частности листовые стекла, отличающийся тем, что к головке (12) для нанесения подают распорки (1, 2) по меньшей мере из двух источников со смещением по времени по отношению друг к другу, причем первую распорку (1) из первого источника разделяют, образовавшийся при этом конец (13) первой распорки (1) и начало (14) второй распорки (2) из второго источника с помощью сменяющего устройства перемещают в соответствующее друг другу положение, причем конец (13) первой распорки (1) соединяют с началом (14) второй распорки (2), образовавшееся при этом соединение (11) первой и второй распорок (1, 2) пропускают через установку, пока соединение (11) не минует головку (12) для нанесения, при этом, после того как соединение (11) минует головку (12) для нанесения, вторую распорку (2) разделяют в зоне между соединением (11) и головкой (12) для нанесения.
2. Способ по п. 1, отличающийся тем, что первую распорку (1) разделяют после извлекающего устройства (6), с помощью которого ее извлекают из первого источника.
3. Способ по п. 1, отличающийся тем, что каждую находящуюся в головке (12) для нанесения распорку (1, 2) после нанесения разделяют в зоне между объектом (22, 23) и головкой (12) для нанесения.
4. Способ по п. 1, отличающийся тем, что вторую распорку (2) разделяют после того, как соединение (11) минует головку (12) для нанесения.
5. Способ по п. 1, отличающийся тем, что в случае нанесения разных распорок (1, 2) на следующие друг за другом объекты (22, 23) длину первой наносимой распорки (1) вычисляют на основании габаритов обрабатываемого или обрабатываемых перед сменой объектов (22, 23), причем первую распорку (1) разделяют на вычисленном конце или после него и соединяют со второй распоркой (2).
6. Способ по п. 1, отличающийся тем, что соединение (11) распорок (1, 2) создают посредством спрессовывания, склеивания и/или по меньшей мере одного механического соединительного средства, в частности скобки (17).
7. Способ по п. 1, отличающийся тем, что образовавшийся в результате разделения конец (13) распорки (1) фиксируют, в частности, за счет зажатия конца (13).
8. Способ по п. 7, отличающийся тем, что для соединения с концом (13) первой распорки (1) начало (14) второй распорки (2) фиксируют в соответствующем концу (13) первой распорки (1) положении, в частности посредством зажатия начала (14).
9. Устройство для смены распорок (1, 2) в установке по меньшей мере с одной головкой (12) для нанесения распорок (1, 2) на панелеобразные объекты (22, 23), в частности листовые стекла, отличающееся тем, что оно содержит по меньшей мере два источника для распорок (1, 2), первое разделяющее средство (9) для выходящих из источников распорок (1, 2) на соответствующем извлекающе-зажимном устройстве (7, 8), сменяющее устройство со сменяюще-зажимным устройством (10) для перемещения отделенной части распорки (1), связанной с головкой (12) для нанесения, от извлекающе-зажимного устройства (7) к другому извлекающе-зажимному устройству (8), а также устройство (16) для соединения конца (13) первой распорки (1), связанной с головкой (12) для нанесения, с удерживаемым в извлекающе-зажимном устройстве (8) началом (14) второй распорки (2).
10. Устройство по п. 9, отличающееся тем, что после сменяющего устройства расположен промежуточный накопитель для распорок (1, 2).
11. Устройство по п. 10, отличающееся тем, что промежуточный накопитель представляет собой по меньшей мере один компенсирующий ролик (19) или регулятор провисания в подающем устройстве (18) к головке (12) для нанесения.
12. Устройство по п. 9, отличающееся тем, что в направлении подачи распорки (1, 2) после головки (12) для нанесения предусмотрено второе разделяющее средство (20).
| ИЗОЛИРУЮЩИЙ СТЕКЛОПАКЕТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРОФИЛЬ, ОБРАЗУЮЩИЙ РАСПОРКУ ИЗОЛИРУЮЩЕГО СТЕКЛОПАКЕТА | 2001 |
|
RU2267001C2 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |

