Обычно клепка распорок роликовых подшипников производится таким образом, что каждая распорка расклепывается с помощью молотка. В результате такой клепки получается много дефектов: материал головки распорки разрушается и никаких внутренних напряжений в отверстии кольца не создает, оттего распорка может даже вручную легко повернуться; распорки раздаются „веером, что сильно затрудняет накладывание второго кольца на первое; получается перекос подшипника, в связи с чем приходится исправлять кольцо обратным поворотом, отчего вся клепка ослабляется еще больше; получается раздача заплечика у другого конца сепаратора, вследствие чего распорка садится и габарит подщипника уменьшается; остается грубая поверхность на торцах сепаратора, в связи с чем приходится долго зачищать эту поверхность.
Предлагаемый щтамп устраняет все вышеуказанные дефекты, исключает операцию исправления перекоса и уменьшает число рабочих на операциях накладывания второго кольца и зачистки.
Особенность штампа состоит в применении цанги для зажимания расклепы(213)
ваемых распорок на центральной колодке.
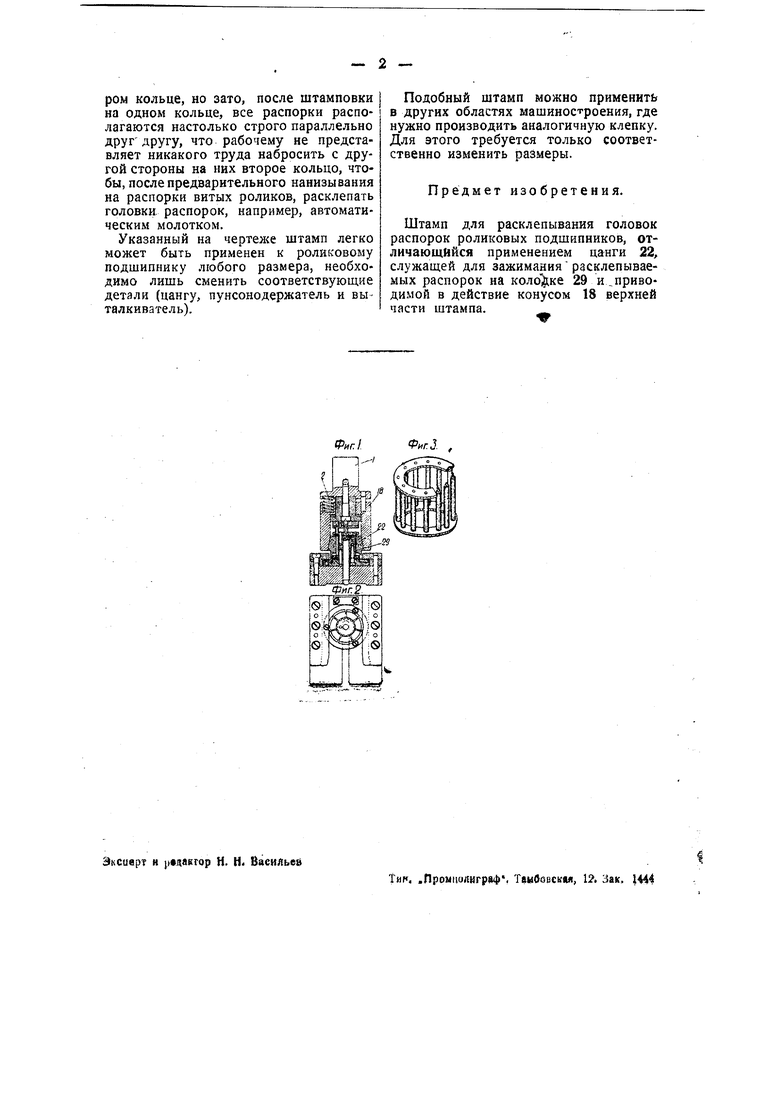
На чертеже фиг. 1 изображает разрез штампа; фиг. 2 - вид сверху матрицы; фиг. 3-изделие.
При опускании хвостовика 1 сильная пружина 2 нажимает на зажимной конус 18, под влиянием чего сжимается цанга 22. Каждая распорка, вставленная в канал, образованный цангой и колодкой 29, при нажатии зажимного конуса 18 плотно прилегает к дорожкам колодки 29 и, таким образом, давление воспринимают не только заплечики распорки, но и ее образующая; это дает возможность прикладывать достаточные усилия на головку распорки с тем, чтобы деформацией сжатия утопить головку распорки в зенковке кольца подшипника.
Техника работы заключается в том, что при поднятом хвостовике вставляются распорки в каналы цанги с обжимом, затем набрасывают на головки распорок кольцо, которое своими отверстиями садится на заплечики распорок, после чего производится заклепывание головок распорок путем включения пресса.
Данным штампом не предусматри вается расклепывание распорок на 9ТО
ром кольце, но зато, после штамповки на одном кольце, все распорки располагаются настолько строго параллельно друг другу, что рабочему не представляет никакого труда набросить с другой стороны на них второе кольцо, чтобы, после предварительного нанизывания на распорки витых роликов, расклепать головки, распорок, например, автоматическим молотком.
Указанный на чертеже штамп легко может быть применен к роликовому подшипнику любого размера, необходимо лишь сменить соответствующие детали (цангу, пунсонодержатель и выталкиватель).
Подобный штамп можно применить в других областях машиностроения, где нужно производить аналогичную клепку. Для этого требуется только соответственно изменить размеры.
Предмет изобретения.
Штамп для расклепывания головок распорок роликовых подшипников, отличающийся применением цанги 22, служащей для зажимания расклепываемых распорок на коло ке 29 и,приводимой в действие конусом 18 верхней
части штампа.
9
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клепки сепараторов шарикоподшипников | 1979 |
|
SU871992A1 |
| Устройство к прессу для групповой клепки | 1980 |
|
SU871993A2 |
| Крупногабаритный подшипник качения | 1990 |
|
SU1707333A1 |
| Двигатель внутреннего сгорания | 1985 |
|
SU1372086A1 |
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ИЗДЕЛИЙ ТИПА ЗМЕЙКОВЫХ СЕПАРАТОРОВ ПОДШИПНИКОВ КАЧЕНИЯ | 2000 |
|
RU2202435C2 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| УСТРОЙСТВО для СБОРКИ РАДИАЛЬНЫХ ИГОЛЬЧАТЫХРОЛИКОВЫХ подшипников | 1971 |
|
SU316559A1 |
| ЗАЖИМНОЙ ПАТРОН НОВОГО ТИПА | 2012 |
|
RU2588954C1 |
| Ручное устройство для клепки раскаткой | 1984 |
|
SU1245394A1 |
| ПОДШИПНИК КАЧЕНИЯ | 2005 |
|
RU2289730C1 |
Фиг.1.Фиг. 2. ,
-I-UIчггчявЯ)

