(Л
СП
00
о
00 00 00
tputt
зом для сварки изнутри трубчатых элементов, и может быть использовано в строительстве, энергомашиностроении, судостроении и других отраслях народного хозяйства. Цель изобретения - расширение технологических возможностей за счет обеспечения сварки замкнутых швов сложной пространственной конфигурации. Корпус головки закрепляют на трубчатом злемен- те 1 и вводят в нее гибкую штангуцепь с трактом подачи электродной. проволоки. С помощью распорок 29, управляемых тросами 30, сварочную горелку 20 устанавливают в исходное положение. Сваривают трубчатый элемент 1 с каркасом 2. При этом сварочную горелку 20 перемещают по заданной траектории путем изменения натяжения тросов 30 с помощью системы с числовым программным управлением. 2 з.п. ф-лы, 5 ил„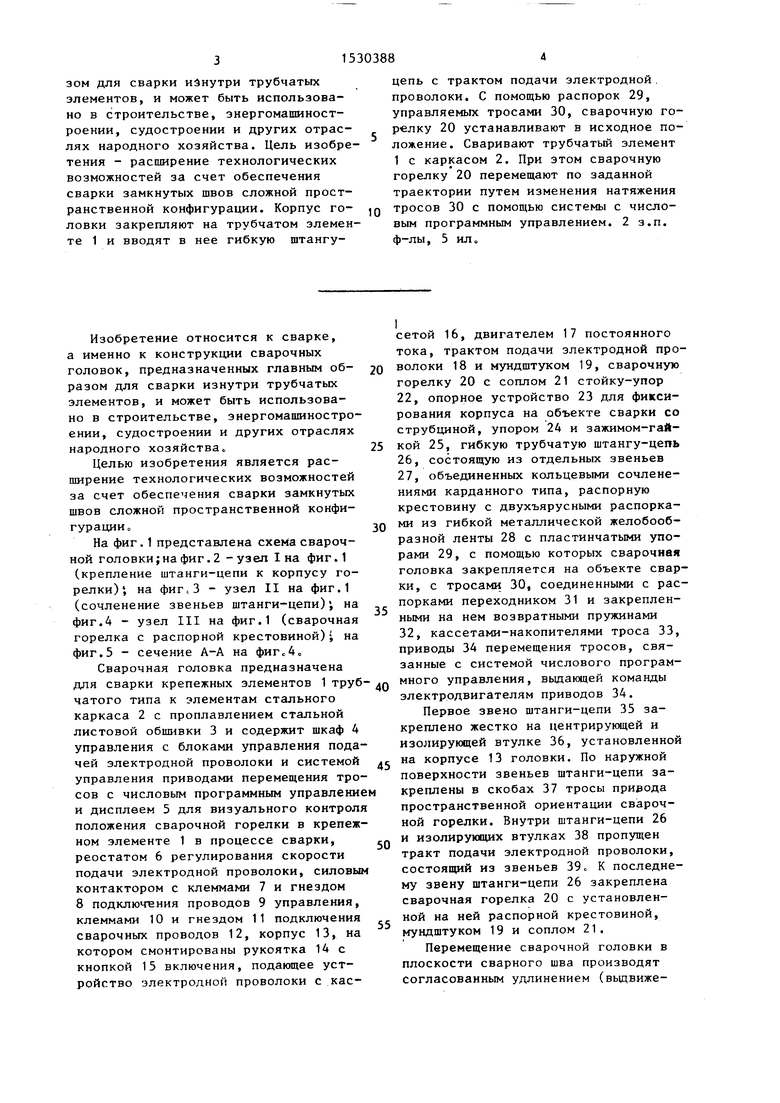
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки тулеек лопат | 1973 |
|
SU476954A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙШВОВ | 1971 |
|
SU312699A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1007875A1 |
| Аппарат и способ применения сварки вращающейся дугой | 2013 |
|
RU2662279C2 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| Устройство для наплавки | 1973 |
|
SU478696A1 |
| Устройство для электродуговой автоматической сварки | 1975 |
|
SU573302A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
SU1831821A3 |
| Способ автоматической сварки угловых швов и швов с разделкой | 1989 |
|
SU1704978A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1175637A1 |

Изобретение относится к сварке, а именно к конструкции сварочных головок, предназначенных главным образом для сварки изнутри трубчатых элементов, и может быть использовано в строительстве, энергомашиностроении, судостроении и других отраслях народного хозяйства. Цель изобретения - расширение технологических возможностей за счет обеспечения сварки замкнутых швов сложной пространственной конфигурации. Корпус головки закрепляют на трубчатом элементе 1 и вводят в нее гибкую штангу-цепь с трактом подачи электродной проволоки. С помощью распорок 29, управляемых тросами 30, сварочную горелку 20 устанавливают в исходное положение. Сваривают трубчатый элемент 1 с каркасом 2. При этом сварочную горелку 20 перемещают по заданной траектории путем изменения натяжения тросов 30 с помощью системы с числовым программным управлением. 2 з.п. ф-лы, 5 ил.
Изобретение относится к сварке, а именно к конструкции сварочных головок, предназначенных главным об- разом для сварки изнутри трубчатых элементов, и может быть использовано в строительстве, энергомашиностроении, судостроении и других отраслях народного хозяйства с
Целью изобретения является расширение технологических возможностей за счет обеспечения сварки замкнутых швов сложной пространственной конфигурации
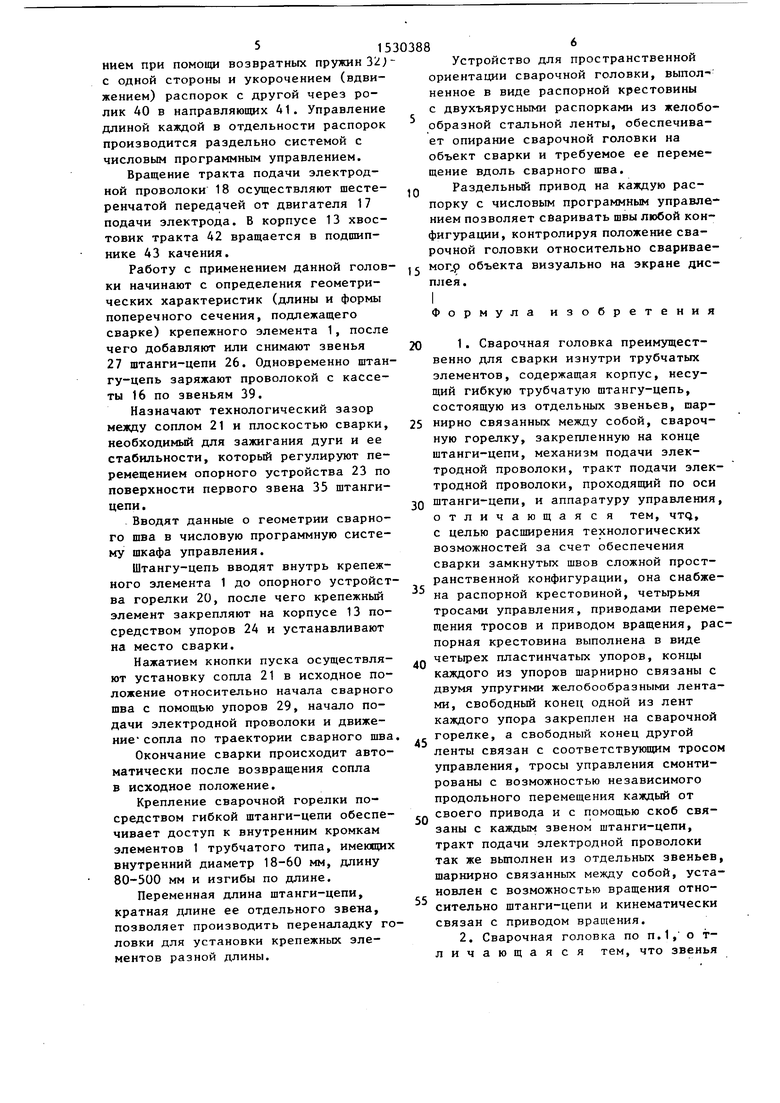
На фиг . 1 представлена схема сварочной головки; на фиг .2 - узел 1 на фиг. 1 Скрепление штанги-цепи к корпусу горелки), на фигсЗ - узел II на фиг.1 (сочленение звеньев штанги-цепи); на фиг.4 - узел III на фиг.1 (сварочная горелка с распорной крестовиной); на фиг. 5 - сечение А-А на фиг с 4,,
Сварочная головка предназначена для сварки крепежных элементов 1 труб чатого типа к элементам стального каркаса 2 с проплавлением стальной листовой обшивки 3 и содержит шкаф 4 управления с блоками управления подачей электродной проволоки и системой управления приводами перемещения тросов с числовым программным управление и дисплеем 5 для визуального контроля положения сварочной горелки в крепежном элементе 1 в процессе сварки, реостатом 6 регулирования скорости подачи электродной проволоки, силовым контактором с клеммами 7 и гнездом 8 подключения проводов 9 управления, клеммами 10 и гнездом 11 подключения сварочньп проводов 12, корпус 13, на котором смонтированы рукоятка 14 с кнопкой 15 включения, подающее устройство электродной проволоки с кас
5
0 5
0
Q д Q
5
сетой 16, двигателем 17 постоянного тока, трактом подачи электродной проволоки 18 и мундштуком 19, сварочную горелку 20 с соплом 21 стойку-упор 22, опорное устройство 23 для фиксирования корпуса на объекте сварки со струбциной, упором 24 и зажимом-гайкой 25, гибкую трубчатую штангу-цепь
26,состоящую из отдельных звеньев
27,объединенных кольцевыми сочленениями карданного типа, распорную крестовину с двухъярусными распорками из гибкой металлической желобооб- разной ленты 28 с пластинчатыми упорами 29, с помощью которых сварочная головка закрепляется на объекте сварки, с тросами 30, соединенными с распорками переходником 31 и закрепленными на нем возвратными пружинами 32, кассетами-накопителями троса 33, приводы 34 перемещения тросов, связанные с системой числового программного управления, вьщающей команды электродвигателям приводов 34.
Первое звено штанги-цепи 35 закреплено жестко на центрирующей и изолирующей втулке 36, установленной на корпусе 13 головки. По наружной поверхности звеньев штанги-цепи закреплены в скобах 37 тросы природа пространственной ориентации сварочной горелки. Внутри штанги-цепи 26 и изолируюпщх втулках 38 пропущен тракт подачи электродной проволоки, состоящий из звеньев 39. К последнему звену штанги-цепи 26 закреплена сварочная горелка 20 с установленной на ней распорной крестовиной, мундштуком 19 и соплом 21.
Перемещение сварочной головки в плоскости сварного шва производят согласованным удлинением (вьщвиже
51
нием при помощи возвратных пружин 32; с одной стороны и укорочением (вдви- жением) распорок с другой через ролик 40 в направляющих 41. Управление длиной каждой в отдельности распорок производится раздельно системой с числовым программным управлением.
Вращение тракта подачи электродной проволоки 18 осуществляют шестеренчатой передачей от двигателя 17 подачи электрода. В корпусе 13 хвостовик тракта 42 вращается в подшипнике 43 качения.
Работу с применением данной головки начинают с определения геометрических характеристик (длины и формы поперечного сечения, подлежащего сварке) крепежного элемента 1, после чего добавляют или снимают звенья 27 штанги-цепи 26. Одновременно щтан гу-цепь заряжают проволокой с кассеты 16 по звеньям 39.
Назначают технологический зазор между соплом 21 и плоскостью сварки, необходимый для зажигания дуги и ее стабильности, которьй регулируют перемещением опорного устройства 23 по поверхности первого звена 35 штанги- цепи.
Вводят данные о геометрии сварного щва в числовую программную систему шкафа управления.
Штангу-цепь вводят внутрь крепежного элемента 1 до опорного устройства горелки 20, после чего крепежный элемент закрепляют на корпусе 13 посредством упоров 24 и устанавливают на место сварки.
Нажатием кнопки пуска осуществляют установку сопла 21 в исходное положение относительно начала сварного шва с помощью упоров 29, начало подачи электродной проволоки и движение сопла по траектории сварного щва
Окончание сварки происходит автоматически после возвращения сопла в исходное положение.
Крепление сварочной горелки посредством гибкой щтанги-цепи обеспечивает доступ к внутренним кромкам элементов 1 трубчатого типа, имеющих внутренний диаметр 18-60 мм, длину 80-500 мм и изгибы по длине.
Переменная длина штанги-цепи, кратная длине ее отдельного 3Beiia, позволяет производить переналадку головки для установки крепежных элементов разной длины.
Устройство для пространственной ориентации сварочной головки, выпол ненное в виде распорной крестовины с двухъярусными распорками из желобо- образной стальной ленты, обеспечивает опирание сварочной головки на объект сварки и требуемое ее перемещение вдоль сварного шва.
Раздельный привод на каждую распорку с числовым программным управлением позволяет сваривать швы любой конфигурации, контролируя положение сварочной головки относительно сваривае- мог,р объекта визуально на экране дисплея .
Формула изобретения
штанги-цепи и тракта подачи электродной проволоки связаны между собой шарнирами карданного типа с возможностью изменения количества звеньев. 3. Сварочная головка по п,1, отличающаяся тем, что аппа380 0 0 0
7-О IZx
а
V
ратура управления включает в себя блок управления подачей электродной проволокой, коммутационную аппаратуру и числовую программную систему управления приводами перемещения тросов.
ФигЛ
Фив г
I
18
33
38
Положение рас- порки 28 под роликом W
Положение распорки 28 под роликом W
fuz.5
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для дуговой сварки в защитных газах | 1985 |
|
SU1316768A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
