Предлагаемое изобретение относится к кузовам-фургонам грузовых автотранспортных средств, в частности к способам сборки панельных кузовов фургонного типа для грузовых автомобилей.
Известен способ изготовления кузова из отдельных малых сменных облицовочных элементов заданной формы, закрепляемых на каркасной раме (Патент РФ №2048350, МПК B62D 23/00, 39/00, 1992).
Достоинства известного кузова проявляются в том, что способ его изготовления позволяет легко изменить внешний вид автомобиля, отвечая индивидуальным требованиям заказчика, что характерно для производства автомобилей малыми сериями или штучного производства. Однако вследствие значительной номенклатуры малых облицовочных элементов применение известного способа при имеющих место объемах производства становится нерельтабельным, так как в каждом случае необходимо изготовить большое количество разных по конфигурации и размерам элементов, что не позволяет применить способы серийного производства и обуславливает широкое применение ручных операций.
Требования по существу заявленного изобретения определяются спецификой конструкции и назначением изделия, которые легко выявляются из патента на промышленный образец «Кузов фургонного типа» №53757 МПКО 12-08, 2002 г.
Из указанного патента видно, что кузов собран из боковых, торцовых стенок и крыши со скосами из панелей прямоугольной формы.
Известен способ сборки панельного кузова (патент РФ №2364539, МПК B62D 33/00, B61D 17/00, опубл. 20.08.2009 г., бюл. №23), в котором на раме монтируют продольные и поперечные панели, содержащие каждая наружную и внутреннюю обшивку и образующие стенки и крышу кузова, отличающийся тем, что при изготовлении каждой панели между внутренней и наружной обшивками на, по меньшей мере, части ее периметра безразборно встраивают с заданным шагом технологические элементы в виде, например, объемных деревянных вкладышей, продольные панели изготавливают с припуском относительно их номинальной длины, а непосредственно при сборке на торцовые поверхности поперечных панелей накладывают продольные панели, временно скрепляют их с поперечными в местах расположения технологических элементов, для чего ввинчивают в них технологические винты, на продольные панели по их фактическому стыку с поперечными наносят линии обреза, вывинчивают технологические винты, отсоединяют продольные панели, обрезают их по нанесенным линиям, повторно накладывают обрезанные панели по месту и неразъемно скрепляют их с поперечными панелями и между собой, а вертикальные - дополнительно с рамой, при этом повторно используют технологические отверстия, перед повторным накладыванием панелей на поверхности их стыков наносится клей, контактирующие между собой продольные поверхности панелей профилируют, а между спрофилированными контурами соблюдают симметрию второго порядка.
Недостатками данного способа являются значительная трудоемкость вследствие повторения операций по установке продольных панелей к поперечным.
Наиболее близким к предлагаемому изобретению является патент РФ №2223834, МПК B62D 33/04, B61D 17/00, 2002 г. на «Способ сборки кузова фургонного типа из «сэндвич-панелей», который заключается в том, что в нем отдельно изготавливают сэндвич-панели и раму, на которой крепят переднюю, заднюю и боковые панели, а на образовавшейся коробке собирают крышу со скосами.
Недостатком данного способа является недостаточная прочность конструкции.
Технической задачей предлагаемого изобретения является уменьшение трудоемкости при сборке кузова и увеличение прочности.
Поставленная задача решается в способе сборки панельного кузова фургонного типа, заключающемся в изготовлении сэндвич-панелей и рамы, состоящей из металлического профиля и закрепленного на ней деревянного настила, на которую крепятся, образуя боковые, переднюю и заднюю панели кузова, сэндвич-панели, состоящие из наружной обшивы, внутренней обшивы и закладного элемента, и сборке панелей, составляющих крышу и скосы, причем сэндвич-панели крепятся к раме с помощью уголков, клея и заклепок, отличающемся тем, что к задним и передним сэндвич-панелям, закрепленным к раме с помощью клея и временно установленных болтов, монтируют боковые сэндвич-панели, в свою очередь установленные на раме, выполненной сварной из П-образных профилей и обрамляющего элемента в виде Z, сборка крыши, скосов, задних, передних и боковых панелей между собой производится с помощью винтов, клея, уголков и заклепок, причем при установке уголка на боковые сэндвич-панели временно установленные болты переставляют на сам уголок с помощью невысыхающей мастики, а в качестве клея применяется двухкомпонентный адгезив на основе полиуретана, кроме того, сверху деревянного настила, установленного на раму, и на внутренние поверхности передней, задней и боковых панелей с помощью клея и уголков крепится шумоизоляционный материал, поверх которого на раму укладывают нескользящее половое покрытие, например автолин.
Новым в предлагаемом способе является то, что к задним и передним сэндвич-панелям, закрепленным к раме с помощью клея и временно установленных болтов, монтируют боковые сэндвич-панели, в свою очередь установленные на раме, выполненной сварной из П-образных профилей и обрамляющего элемента в виде Z, сборка крыши, скосов, задних, передних и боковых панелей между собой производится с помощью винтов, клея, уголков и заклепок, причем при установке уголка на боковые сэндвич-панели временно установленные болты переставляют на сам уголок с помощью невысыхающей мастики, а в качестве клея применяется двухкомпонентный адгезив на основе полиуретана, кроме того, сверху деревянного настила, установленного на раму, и на внутренние поверхности передней, задней и боковых панелей с помощью клея и уголков крепится шумоизоляционный материал, поверх которого на раму укладывают нескользящее половое покрытие, например автолин.
Техническим результатом заявленного способа является увеличение прочности конструкции в результате применения двухкомпонентного адгезива на основе полиуретана, установки боковых панелей на полку Z-образного элемента рамы и в последующем креплением уголка боковой панели не только к самой панели, но и к раме, то есть к полке обрамляющего элемента в виде Z.
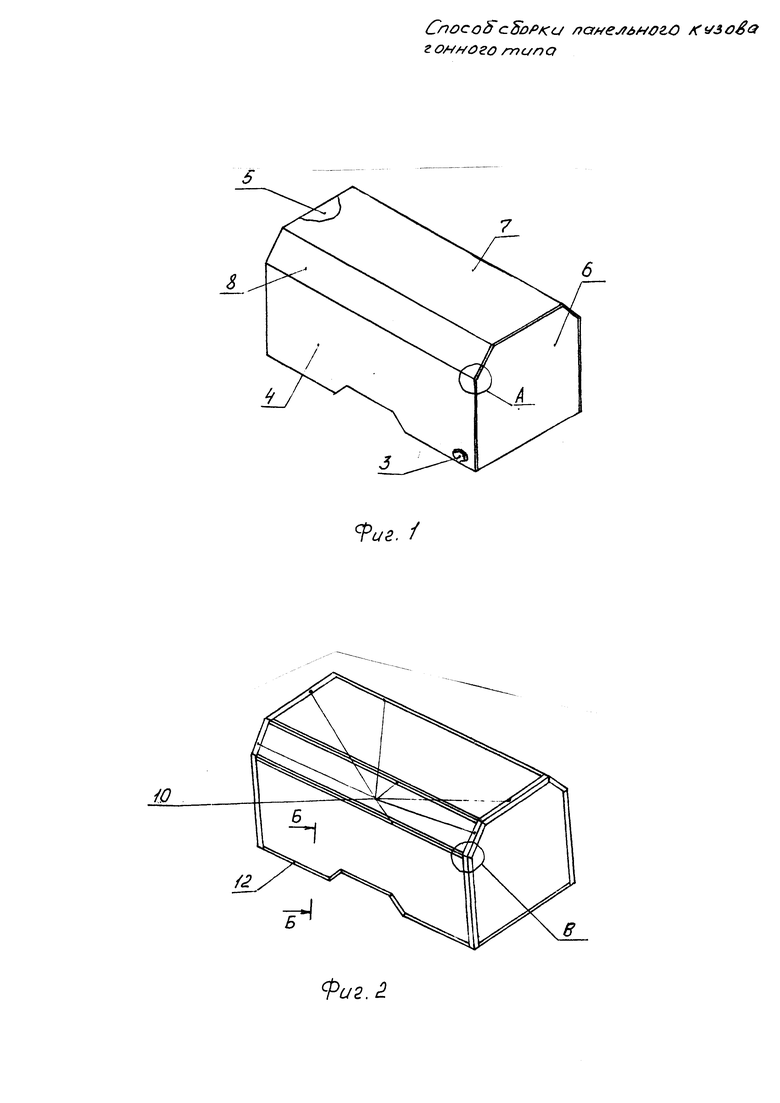
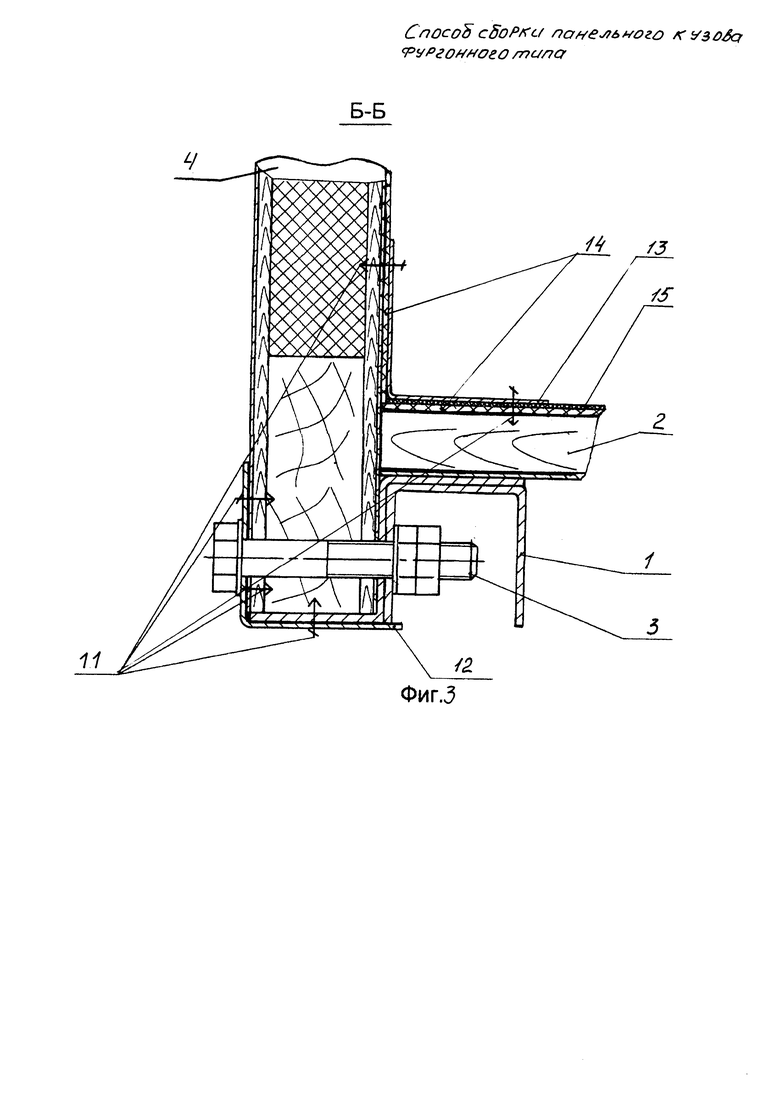
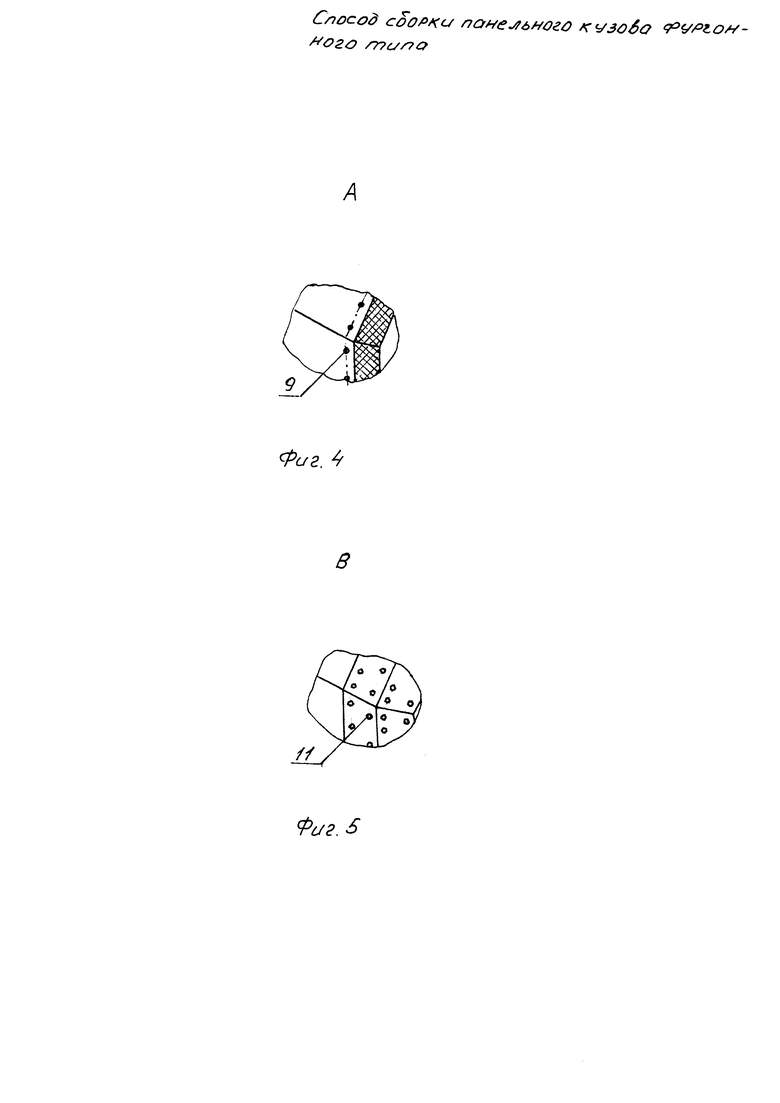
На фиг. 1 изображен кузов фургонного типа без уголков, на фиг. 2 - кузов фургонного типа с уголками, на фиг. 3 - установка боковой панели на раме, на фиг. 4 - крепление панелей между собой винтами, на фиг. 5 - крепление панелей между собой уголками и заклепками.
Предлагаемый способ сборки осуществляется следующим образом.
Вначале изготавливают раму 1 из металлического П-образного профиля и обрамляющего элемента в виде Ζ и закрепленного на ней деревянного настила пола 2, затем к задним 5 и передним 6 сэндвич-панелям, закрепленным к раме с помощью клея и временно установленных болтов 3, монтируют боковые сэндвич-панели 4. Панели крыши 7 и скосов 8 монтируют к задней 5, передней 6 и боковым 4 панелям с помощью винтов 9, клея, уголков 10 и заклепок 11. При установке уголка 12 на боковые сэндвич-панели 4 временно установленные болты 3 переставляют на сам уголок с помощью невысыхающей мастики. Далее на внутренние поверхности передней 6, задней 5, боковых панелей 4 и сверху деревянного настила, установленного на раме, с помощью клея крепится шумоизоляционный материал 14, поверх которого на раму укладывают нескользящее половое покрытие 15, например автолин. Затем шумоизоляционный материал 14 и автолин с помощью уголков 13 крепится к передней 6, задней 5, боковым панелям 4 и раме 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ПАНЕЛЬНОГО КУЗОВА | 2007 |
|
RU2364539C1 |
| СПОСОБ СБОРКИ КУЗОВА ФУРГОННОГО ТИПА ИЗ СЕНДВИЧ-ПАНЕЛЕЙ | 2002 |
|
RU2223884C1 |
| Блок-контейнер для технологического оборудования | 2015 |
|
RU2610471C1 |
| Верстак автомобильный | 2018 |
|
RU2686991C1 |
| Верстак автомобильный | 2018 |
|
RU2699352C1 |
| Верстак автомобильный | 2018 |
|
RU2688100C1 |
| Верстак автомобильный | 2018 |
|
RU2689352C1 |
| Верстак автомобильный | 2018 |
|
RU2689344C1 |
| ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ ПЕРЕВОЗКИ СЛОНОВ | 2001 |
|
RU2203191C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУЗОВА-ФУРГОНА | 2008 |
|
RU2388626C1 |
Изобретение относится к кузовам-фургонам грузовых автотранспортных средств. Способ сборки панельного кузова фургонного типа заключается в изготовлении сэндвич-панелей и рамы, состоящей из металлического профиля и выполненной сварной из П-образных профилей и обрамляющего элемента в виде Z и закрепленного на ней деревянного настила, и сборке панелей, составляющих крышу и скосы. Сэндвич-панели крепят к раме с помощью уголков, клея, болтов и заклепок, образуя боковые, переднюю и заднюю панели кузова. При установке на боковые сэндвич-панели уголка временно установленные болты переставляют на сам уголок с помощью невысыхающей мастики. В качестве клея применяется двухкомпонентный адгезив на основе полиуретана. Сверху деревянного настила, установленного на раму, и на внутренние поверхности передней, задней и боковых панелей с помощью клея крепится шумоизоляционный материал, поверх которого на раму укладывают нескользящее половое покрытие, например автолин. Изобретение повышает прочность конструкции. 5 ил.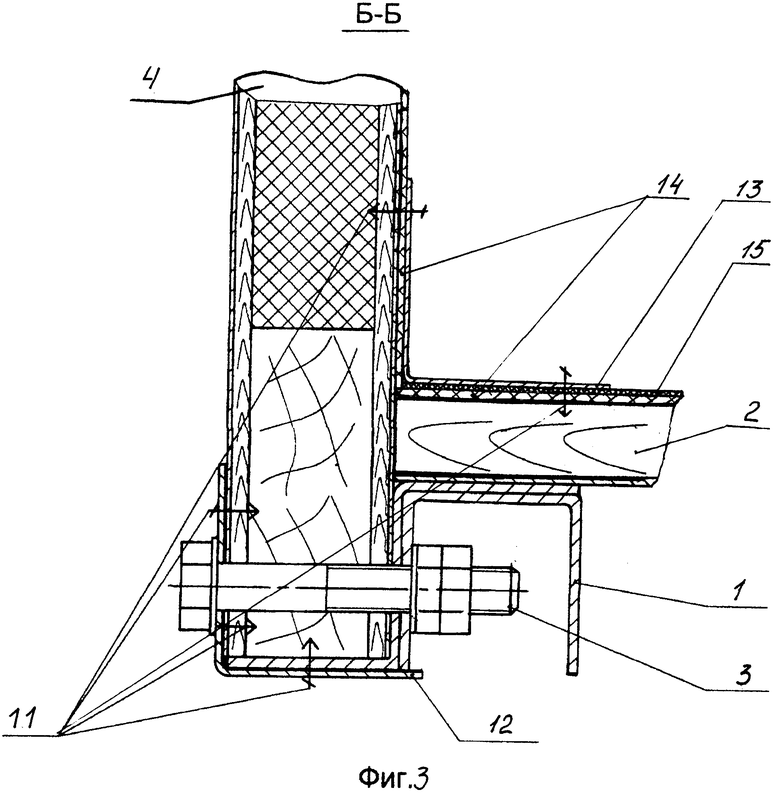
Способ сборки панельного кузова фургонного типа, заключающийся в изготовлении сэндвич-панелей и рамы, состоящей из металлического профиля и закрепленного на ней деревянного настила, на которую крепятся, образуя боковые, переднюю и заднюю панели кузова, сэндвич-панели, состоящие из наружной обшивы, внутренней обшивы и закладного элемента, и сборке панелей, составляющих крышу и скосы, причем сэндвич-панели крепятся к раме с помощью уголков, клея и заклепок, отличающийся тем, что к задним и передним сэндвич-панелям, закрепленным к раме с помощью клея и временно установленных болтов, монтируют боковые сэндвич-панели, в свою очередь установленные на раме, выполненной сварной из П-образных профилей и обрамляющего элемента в виде Z, сборка крыши, скосов, задних, передних и боковых панелей между собой производится с помощью винтов, клея, уголков и заклепок, причем при установке уголка на боковые сэндвич-панели временно установленные болты переставляют на сам уголок с помощью невысыхающей мастики, а в качестве клея применяется двухкомпонентный адгезив на основе полиуретана, кроме того, сверху деревянного настила, установленного на раму, и на внутренние поверхности передней, задней и боковых панелей с помощью клея крепится шумоизоляционный материал, поверх которого на раму укладывают нескользящее половое покрытие, например автолин.
| СПОСОБ СБОРКИ КУЗОВА ФУРГОННОГО ТИПА ИЗ СЕНДВИЧ-ПАНЕЛЕЙ | 2002 |
|
RU2223884C1 |
| СПОСОБ СБОРКИ ПАНЕЛЬНОГО КУЗОВА | 2007 |
|
RU2364539C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 8186747 B2, 29.05.2012. | |||

