Область техники
Изобретение относится к области термической обработки металлов в вакуумных печах. В частности, изобретение относится к конструкции новой печи высокой производительности и уменьшенных размеров, выполненной с возможностью транспортировки и предназначенной для термической обработки ограниченного количества деталей.
Уровень техники
Из уровня техники известно оборудование для тепловой обработки металлов в вакууме. Согласно Фигуре 1, такое оборудование в основном состоит из колпака 1 (также называемого вакуумной камерой) с приемной камерой 2 (также называемой камерой тепловой обработки), куда помещается деталь или детали для обработки. Приемная камера 2 работает в вакуумных условиях, то есть, внутри камеры разрежение находится в пределах от 10-2 (десять в минус второй степени) миллибар до величины 10-5 (десять в минус пятой степени) миллибар. Вакуум является важным в этих процессах, так как в этом состоянии из-за отсутствия кислорода исключаются процессы окисления.
Реализуемые термические операции могут включать, например, затвердевание, твердую пайку, пайку тугоплавким металлом, закалку, отжиг, снятие напряжения, термическую обработку раствором или подобные операции.
Конструкция колпака 1 должна быть рассчитана соответствующим образом, чтобы избежать разрушения всей структуры из-за создаваемого разряжения.
Конструкция колпака включает систему нагрева, чтобы поднимать температуру до требуемого значения, а также систему охлаждения. Система нагрева, например, использует электрическое сопротивление или горелки. Система охлаждения основана на впрыске газа в приемную камеру 2. Таким образом, после поднятия температуры для предварительного разогрева детали, камера быстро охлаждается, чтобы реализовать необходимую тепловую обработку.
При детальном изучении Фигуры 1, можно обнаружить теплообменник 3, расположенный в колпаке и включающий в себя катушку 4, в которой циркулирует охлаждающая жидкость, как правило, вода.
Охлаждающийся газ, например, азот, впрыскивается в камеру через несколько сопел 6 или другие отверстия, и всасывается посредством двигателя с вентилятором 5, оборудованным непосредственно позади катушки 4 теплообменника таким способом, чтобы всасываемый газ направлялся к проходу через катушку, и, следовательно, непосредственно контактировал с внешней поверхностью катушки. Таким образом, холодный газ на входе в камеру 2 нагревается частью, которая будет охлаждена (горячая деталь отдает тепло газу) и, в свою очередь, газ, нагретый при контакте с деталью, передает тепло катушке теплообменника во время всасывания и снова охлаждается. Путем простой циркуляции замкнутого цикла газ повторно впрыскивается в камеру 2 через упомянутые открытия после охлаждения, реализуя закрытую циркуляцию охлаждения, которая продолжается в течение необходимого времени до завершения тепловой обработки.
Известное из уровня техники устройство имеет технический недостаток, обусловленный тем, что конструкция включают теплообменник 3, интегрированный в колпак 1. Из-за этого габариты колпака значительно увеличиваются и, зачастую, уменьшение размеров чрезвычайно осложнено. Если выполнить уменьшение размеров такой конструкции, система охлаждения теряет эффективность и едва осуществима. Подобное устройство имеет большие размеры из-за того, что оно включает камеру, подходящую для обработки не менее ста килограммов материалов.
Очевидно, что использование оборудования, известного из уровня техники, для обработки нескольких килограммов материала, например, в экспериментальных целях, является экономически невыгодным. Кроме того, такое оборудование не транспортабельно, а устанавливается в фиксированном положении.
Раскрытие изобретения
Целью настоящего изобретения является разработка оборудования для термической обработки металлов, которое лишено, по крайней мере, частично, упомянутых выше недостатков.
Задача настоящего изобретения заключается в создании передвижного оборудования для термической обработки металлов, характеризующегося высокой производительностью и уменьшенными размерами колпака при сохранении эффективности системы охлаждения.
Задача настоящего изобретения состоит также в создании конструктивно простого оборудования, которое не требует долгого времени установки и проверки функционирования.
Технический результат настоящего изобретения заключается в уменьшении размеров колпака при сохранении эффективности системы охлаждения и создании передвижного оборудования для термической обработки металлов.
Указанный технический результат достигнут в предлагаемом оборудовании для термической обработки металлов, выполненном в соответствии с пунктом 1 формулы изобретения.
Оборудование, как известно, включает колпак (10) снабженный приемной полостью (20), в которую можно поместить для обработки одну или несколько металлических деталей, и где расположены средства для нагревания для поднятия внутренней температуры полости (20) до предварительно установленного значения.
Оборудование включает агрегат теплообмена (100; 200; 300), чтобы понижать температуру, достигнутую в приемной полости (20), таким способом, чтобы управлять предварительно установленной тепловой обработкой деталей. Такой агрегат теплообмена (100; 200; 300), в соответствии с изобретением, теперь устроен снаружи колпака (10), чтобы обеспечить уменьшение размеров.
Благодаря этому, возможно реализовать колпак уменьшенного объема, который обеспечивает тепловую обработку ограниченного числа деталей без чрезмерных затрат. Кроме того, внешнее устройство такого агрегата на куполе позволяет, с одной стороны, реализовать так или иначе эффективную систему охлаждения, без необходимости увеличения размеров непосредственно купола и, с другой стороны, можно создать передвижное оборудование.
Преимущество заключается в том, что агрегат теплообмена (100; 200; 300) формирует закрытый путь циркуляции для охлаждающейся жидкости, впрыскиваемой в приемную камеру. Закрытый путь циркуляции включает теплообменник (30, 60; 230, 260′, 260′′; 330, 360′, 360′′), прямо интегрированный вдоль закрытого пути циркуляции и в который прямо циркулирует охлаждающаяся жидкость. Таким образом, когда охлаждающаяся жидкость впрыскивается в полость, она циркулирует вдоль закрытой циркуляции от приемной полости (20) к теплообменнику, чтобы понизить его температуру, затем снова подается в колпак (10), чтобы понизить температуру внутренних компонентов.
Такая закрытая система циркуляции охлаждающей жидкости имеет преимущество при избегании интегрирования конкретной катушки, в которую циркулирует вторая жидкость охлаждения, в свою очередь, охлаждающая горячий газ, который контролировал понижение температуры обрабатываемых частей.
Также преимущество заключается в том, что закрытый путь циркуляции далее включает рабочее колесо (50), чтобы направить циркуляцию охлаждающейся жидкости вдоль упомянутой закрытой циркуляции.
Также преимущество заключается в том, что закрытый путь циркуляции сформирован питающей трубой (40′), подключенной к приемной полости, через которую охлаждающая жидкость, впрыскиваемая в приемную полость, всасывается через обратную трубу (40′′), через которую охлаждающая жидкость, циркулирующая в приемной полости, снова впрыскивается, и через теплообменник (30, 60, 230, 260′, 260′′, 330, 360′, 360′′) с рабочим колесом (50), вставленный между питающей трубой и обратной трубой.
Также преимущество заключается в том, что в первом возможном решении теплообменник (30, 60) может включать змеевик (30), подключенный к питающей трубе (40′) и к противоположному концу рабочему колесу (50) и принудительную систему проветривания (60), устроенный относительно катушки (30) таким способом, чтобы нагнетать охлаждающий воздух на катушку, контролируя циркуляцию охлаждающей жидкости в трубе, которая формирует катушку.
Также преимущество заключается в том, что катушка может быть скрыта корпусом (35), герметично закрытым на одной стороне через направляющий канал (61), чтобы нагнетать охлаждающий воздух от принудительной системы проветривания (60) на катушку, и открытым на противоположной стороне, чтобы обеспечить выход охлаждающего воздуха.
Также преимущество заключается в том, что теплообменник (230, 260′, 260′′), во второй версии изобретения, может включить воздушный/водный пластинчатый теплообменник (230) с отверстием (260′) для впрыска охлаждающей жидкости и выходным отверстием (260′′), через который вытекает горячая жидкость.
Также преимущество заключается в том, что пластинчатый теплообменник (230) подключен на противоположной стороне к отверстию (40′) и к обратной трубе (40′′) таким способом, чтобы циркулирующий газ мог заменить теплоту в теплообменник (230) через впрыскиваемую жидкость охлаждения.
Также преимущество заключается в том, что в этом случае, вся система охлаждения может быть включена с конкретными размерами, чтобы понизить температуру охлаждающей жидкости на выходе из пластинчатого теплообменника.
Также преимущество заключается в том, что охлаждающая жидкость пластинчатого теплообменника пластины также имеет закрытый тип циркуляции.
Также преимущество заключается в том, что в этом случае охлаждающая жидкость пластинчатого теплообменника может также охлаждать колпак с внешней стороны.
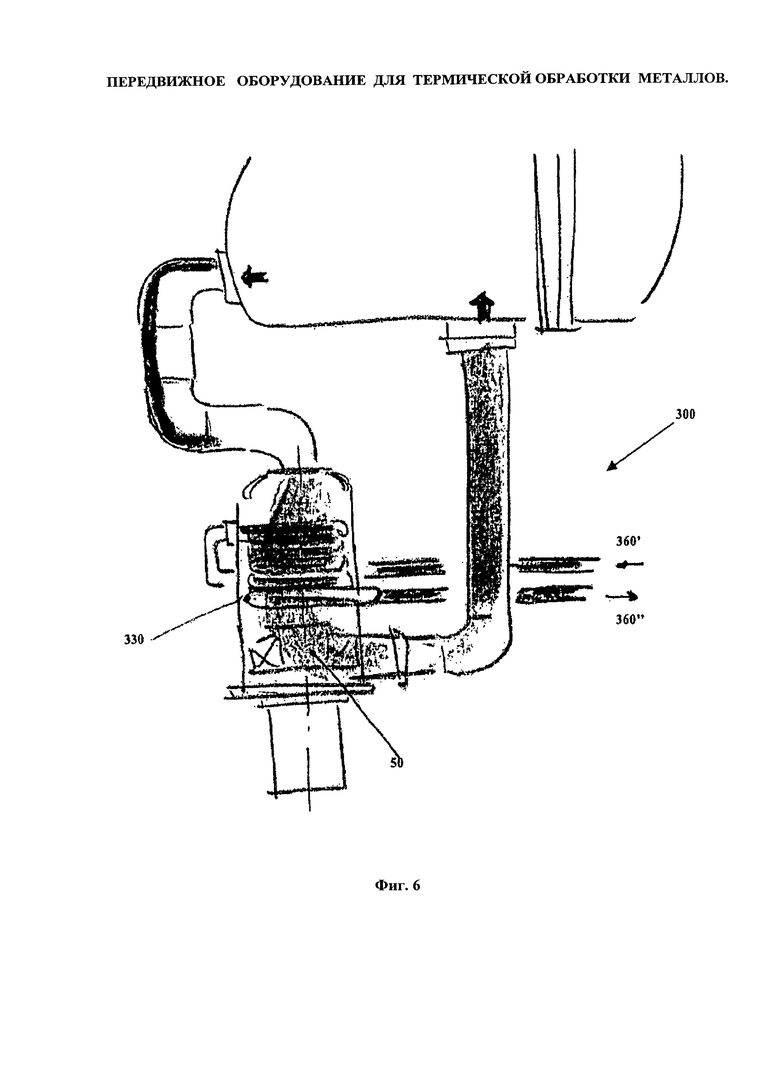
В третьем решении теплообменник (330, 360′, 360′′) может включать воздушный/водный теплообменник (330) с отверстием (360′) для впрыскивания охлаждающей жидкости и выходным отверстием (360′′), через которое вытекает горячая жидкость, и при этом упомянутый теплообменник включает ребристые трубы жидкой/газовой циркуляции, чтобы улучшить теплообмен.
Также в этом случае охлаждающая жидкость, например вода, может циркулировать закрытым способом без необходимости подсоединения к внешнему источнику. В этом случае, как уже сказано для второй конфигурации, она может быть подключена к вспомогательной системе охлаждения, чтобы понизить температуру для рециркуляции, и, в конечном счете, такая жидкость может использоваться, чтобы понизить температуру внешней части колпака.
Краткое описание чертежей
Дальнейшие характеристики и преимущества настоящего оборудования для термической обработки металлов, согласно изобретению, станут более очевидными при описании некоторых следующих вариантов конструкции, которые приведены для пояснения, но не для ограничения, в отношении прилагаемых чертежей, а именно:
- Фигура 1 показывает купол в соответствии с уровнем техники;
- Фигура 2 показывает оборудование в соответствии с настоящим изобретением;
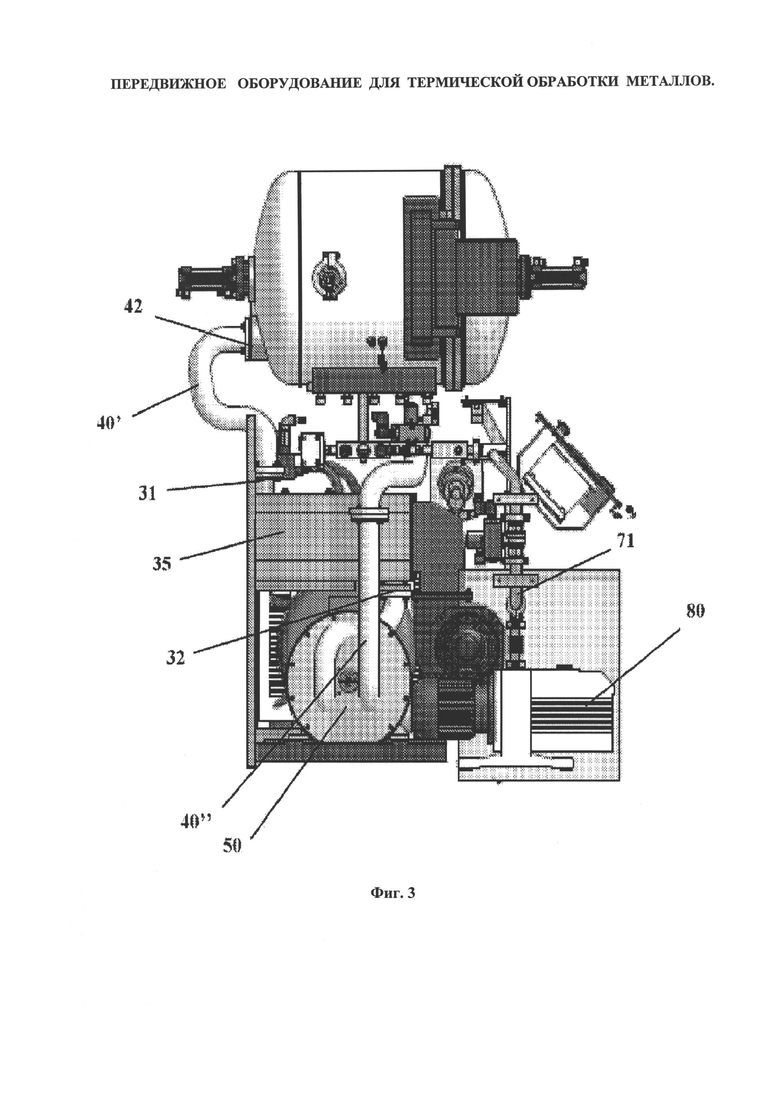
- Фигура 3 показывает дальнейшее представление оборудования Фигуры 2, чтобы описать насос для вакуума;
- Фигура 4 показывает схему функционирования в отношении первого конструктивного решения;
- Фигура 5 показывает второй возможный вариант конструкции;
- Фигура 6 показывает третий возможный вариант конструкции.
Осуществление изобретения
Со ссылкой на Фигуру 2 оборудование описано в соответствии с настоящим изобретением. Опорная структура 11 поддерживает купол 10, имеющий цилиндрическую форму. Купол размещен горизонтально, осью симметрии параллельно к основанию. Однако ничто не препятствует вертикальному расположению купола.
Как показано на Фигуре 2, купол 10 включает приемную полость 20, разграниченную боковыми стенами 21 соответствующего размера в толщине и в предварительно выбранных материалах, чтобы противостоять к величинам разряжения и температурам, необходимыми для контроля термической обработки металлов. Приемная полость 20 включает решетку 22, на которой располагаются детали, подлежащие термической обработке.
Система подвижных щитков 23, управляемых пневматически, соответственно уплотняет приемную полость, изолируя ее от внешней окружающей среды во время обработки. Такие щитки помогают поддерживать внутреннюю температуру камеры.
Купол включает в себя отверстие, наподобие навесной двери, которая является люком для доступа приемной полости и закрывается герметично. Герметическое закрытие гарантирует сохранение вакуума в камере.
Вакуум, как известно из уровня техники, создается при помощи насоса 80, который видно на Фигуре 2, и лучше изображен на Фигуре 3. Насос связан с внутренней полостью через трубу 71, лучше изображенной на Фигуре 3.
Агрегат теплообмена (40′, 30, 50, 60, 40′′) служит для контроля охлаждения впрыскиваемого газа в приемную камеру и, в соответствии с изобретением, имеет тип закрытой циркуляции и устроен снаружи купола, чтобы уменьшить габаритные размеры последнего.
Без модификации вышеупомянутого, первый возможный вариант конструкции изобретения точно представлен на Фигурах 2, 3 и 4, где детально описывается конфигурация упомянутого агрегата теплообмена.
Фигуры 2 и 3 изображают внутреннюю полость, оборудованную первым впускным отверстием 41 и вторым впускным отверстием 42, расположенными в двух различных точках камеры (предпочтительно на двух противоположных частях решетки 22).
Закрытая циркуляция, сформированная таким агрегатом теплообмена, включает выходное отверстие 40′, связанное с впускным отверстием 42, и обратной трубой 40′′, подключенной к входу 41. Выходное отверстие и обратная труба проходят через охлаждающий блок (30, 50, 60), который контролирует охлаждение, как описано ниже.
Охлаждающий блок включает катушку 30, которая является трубой в форме катушки, чтобы обеспечить теплообмен. Катушка включает входное отверстие 31, подсоединенное к отверстию 40′, и выходное отверстие 32, подсоединенное к всасывающему рабочему колесу 50. Противоположная часть рабочего колеса 50 подключена к обратной трубе 40′′ (как детализировано на Фигуре 3), чтобы реализовать упомянутую закрытую циркуляцию охлаждающей жидкости, нагнетаемой в полость 20 из отверстия 40′ в обратную трубу 40′′.
Возвращаясь к Фигуре 2, принудительная система проветривания 60 включает всасыватель 60, который, через всасывающий двигатель, всасывает воздух из окружающей среды, чтобы транспортировать его по трубопроводу через канал 61 прямо в трубу, сформированную в катушку 30. Катушка 30, чтобы улучшить теплообмен, установлена в корпус 35, к которому герметическим образом крепится канал 61 для направления нагнетаемого воздуха, всасываемого через 60. Корпус 35 открыт на противоположной стороне для соединения с каналом 61, чтобы обеспечить выход воздушного потока.
Как показано на Фигуре 2, купол 10 включает одно или несколько выходных отверстий 15, через которые охлаждающийся газ попадает в полость.
Весь агрегат теплообмена, формирующий закрытую циркуляцию, устроен снаружи теплового купола 10 и помещен на опорной структуре 11, которая может передвигаться при помощи колес.
В отношении Фигуры 4, структурно описав все основные элементы такого первого возможного варианта конструкции, мы можем перейти к описанию функций.
Как только деталь нагрета до необходимой температуры, чтобы обеспечить охлаждение, впрыскивание охлаждающего газа происходит через впускные отверстия 15, размещенные в куполе 10, и отмеченные пунктиром только для описательных целей. Газ, впрыскиваемый в приемную полость, воздействует на материал, расположенный в камере, поглощая его теплоту. В конкретных условиях, активируется рабочее колесо 50, посредством чего охлаждающий газ, впрыскиваемый в приемную полость, циркулирует в замкнутом цикле по типу закрытой циркуляции (40′, 30, 50, 40′′), с последующим возвратом в приемную камеру.
В частности, охлаждающий газ проходит от выпускного отверстия 40′, в которое вставляется труба, сформированная в катушку 30 (см. направление стрелок на Фигуре 4). Газ 10 циркулирует в трубе катушки, а не снаружи согласно уровню техники. На выходе из трубы, формирующей катушку, газ поднимается, благодаря толчку рабочего колеса 50, в обратную трубу 40′′, где он достигнет приемной камеры, охлажденный для нового цикла циркуляции.
Охлаждение происходит во время прохождения в катушке, благодаря принудительной системе проветривания 60, которая всасывает воздух из окружающей среды (см. направление стрелок на решетке аэратора 60), и ведет по трубопроводу в корпус 35 напротив внешней поверхности катушки, нагретой циркулирующим внутренним газом, фактически реализуя воздушный/водный теплообменник. Воздух на выходе из корпуса 35 является горячим воздухом, потому что он поглотил теплоту газа, циркулирующего в трубе катушки.
Дальнейшие преимущества такого решения очевидны. В частности, согласно уровню техники, не требуется установка дальнейшего водного теплообменника 3 в купол, на который воздействует охлаждающий газ из металла, чтобы понизить температуру. Газ, который охлаждает металл, прямо циркулирует в катушке и охлаждается простой системой проветривания. В результате создается упрощенная конструкция.
Во второй возможной конфигурации изобретения, показанной на Фигуре 5, без модификации вышеупомянутого, охлаждающий блок включает воздушный/водный пластинчатый теплообменник 230. В частности, охлаждающая жидкость (например, вода) подается через отверстие 260′, которое пересекает прямой пластинчатый теплообменник, чтобы выпустить тепло из выпускной трубы 260′′. Закрытая циркуляция также в этом случае, согласно первой конфигурации, формируется по очереди выпускным отверстием 40′, охлаждающим блоком 230, в который циркулирует охлаждающийся газ, рабочим колесом 50 и обратной трубой 40′′. В использовании, без изменения описанного выше, система функционирования охлаждающего блока изменяется, жидкость поступает в пластинчатый теплообменник 230 вместо направления воздушного потока. Жидкость, циркулирующая в теплообменнике 230, всасывается через выпускное отверстие 260′′, из которого выходит нагретая жидкость, так как она поглотила теплоту горячей жидкости, циркулирующей в закрытой циркуляции (40′, 230, 50, 30′′). Такое решение отличается от предыдущего в использовании воды вместо воздуха, освобождая больший объем теплоты. Такая конфигурация может включать интегрирование малой вспомогательной системы охлаждения, чтобы охладить воду, которая поступает на повторный цикл циркуляции. В этом случае нет необходимости соединять систему с внешним источником воды, но, вместо этого, та же самая вода может повторно циркулировать и использоваться, чтобы охладить купол снаружи.
В третьей конфигурации изобретения включен воздушный/водный теплообменник 330, который идентичен предыдущему 230, за исключением факта, что включена версия ребристых обменных труб, чтобы улучшить теплообмен.
Обыкновенный пульт управления позволяет управлять всем оборудованием, в то время как внешний выход подключения к электросети позволяет питать устройство электрически.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ОБРАБОТКИ ГАЗА, СОДЕРЖАЩЕГОСЯ В РЕЗЕРВУАРЕ ДЛЯ ХРАНЕНИЯ И/ИЛИ ТРАНСПОРТИРОВКИ ГАЗА В ЖИДКОМ И ГАЗООБРАЗНОМ СОСТОЯНИИ | 2020 |
|
RU2808506C1 |
| ИНТЕГРИРОВАННАЯ СИСТЕМА ОХЛАЖДЕНИЯ ГАЗА ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ | 2013 |
|
RU2552803C2 |
| Способ охлаждения и сжижения газа с низкой температурой кипения | 1984 |
|
SU1627097A3 |
| ГАЗОСТАТ | 2010 |
|
RU2429105C1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ ВАКУУМНАЯ ПЕЧЬ | 1991 |
|
RU2051323C1 |
| Колпаковая печь | 1986 |
|
SU1408181A1 |
| СПОСОБ РАФИНАЦИИ ЖИРОВ И МАСЕЛ И УСТАНОВКА ДЛЯ РАФИНАЦИИ ДЛЯ УКАЗАННОГО СПОСОБА | 2007 |
|
RU2424282C2 |
| СИСТЕМА ТЕПЛОПЕРЕДАЧИ ДЛЯ РЕАКТОРА ПРЕОБРАЗОВАНИЯ ГЕКСАФТОРИДА УРАНА UF В ОКИСЬ УРАНА, РЕАКТОР И СПОСОБ ПРИМЕНЕНИЯ ТАКОГО РЕАКТОРА | 2000 |
|
RU2241264C2 |
| КОМПАКТНЫЙ КОНЦЕНТРАТОР СТОЧНЫХ ВОД, РАБОТАЮЩИЙ НА ОТБРОСНОМ ТЕПЛЕ | 2010 |
|
RU2551494C2 |
| Способ закалки высокотемпературного продукта термического крекинга | 1976 |
|
SU682139A3 |




Изобретение относится к вакуумной печи для термической обработки металлов. Печь содержит вакуумную камеру с приемной полостью для размещения металлических деталей, подлежащих термической обработке, средство нагрева для повышения внутренней температуры приемной полости вакуумной камеры до заданной величины и теплообменное устройство для понижения температуры, достигнутой в приемной полости, и управления температурой термической обработки, расположенное снаружи вакуумной камеры и выполненное в виде замкнутого циркуляционного контура для охлаждающей жидкости, включающего теплообменник, интегрированный вдоль контура и выполненный с возможностью обеспечения при инжектировании охлаждающей жидкости в приемную полость циркуляции охлаждающей жидкости вдоль упомянутого замкнутого циркуляционного контура от приемной полости к теплообменнику со снижением ее температуры для последующего впрыскивания в вакуумную камеру и с возможностью контролирования понижения температуры внутри вакуумной камеры. Обеспечивается повышение эффективности системы охлаждения и возможность создания передвижного оборудования для термической обработки металлов за счет размещения теплообменного устройства снаружи вакуумной камеры. 10 з.п. ф-лы, 6 ил.
1. Печь для термической обработки металлов, содержащая вакуумную камеру с приемной полостью для размещения металлических деталей, подлежащих термической обработке, средство нагрева для повышения внутренней температуры приемной полости вакуумной камеры до заданной величины и теплообменное устройство для понижения температуры, достигнутой в приемной полости, и управления температурой термической обработкой, расположенное снаружи вакуумной камеры, отличающаяся тем, что теплообменное устройство выполнено в виде замкнутого циркуляционного контура для охлаждающей жидкости, включающего теплообменник, интегрированный вдоль контура и выполненный с возможностью обеспечения при инжектировании охлаждающей жидкости в приемную полость циркуляции охлаждающей жидкости вдоль упомянутого замкнутого циркуляционного контура от приемной полости к теплообменнику со снижением ее температуры для последующего впрыскивания в вакуумную камеру и с возможностью контролирования понижения температуры внутри вакуумной камеры.
2. Печь по п.1, отличающаяся тем, что замкнутый циркуляционный контур включает рабочее колесо для нагнетания и циркуляции охлаждающей жидкости вдоль упомянутого циркуляционного контура.
3. Печь по п.1 или 2, отличающаяся тем, что упомянутый замкнутый циркуляционный контур содержит питающую трубу, подключенную к приемной полости вакуумной камеры, для впрыскивания в нее охлаждающей жидкости, обратную трубу для всасывания охлаждающей жидкости, циркулирующей в приемной полости, и впрыскивания обратно в нее, и теплообменник с рабочим колесом, установленный между питающей трубой и обратной трубой.
4. Печь по п.1 или 3, отличающаяся тем, что теплообменник снабжен змеевиком, подключенным к питающей трубе и к противоположному концу рабочего колеса, и системой принудительного вентилирования, соединенной со змеевиком для направления охлаждающего воздуха на змеевик и контролирования понижения температуры охлаждающей жидкости, циркулирующей в змеевике.
5. Печь по п.4, отличающаяся тем, что змеевик снабжен кожухом, герметично уплотненным с одной стороны, который выполнен с возможностью направления охлаждающего воздуха через направляющий канал от системы принудительного вентилирования на змеевик, и открыт с противоположной стороны для обеспечения выхода охлаждающего воздуха.
6. Печь по п.2, отличающаяся тем, что теплообменник представляет собой воздушный/водный пластинчатый теплообменник с отверстием для впрыскивания охлаждающей жидкости и выпускным отверстием для выпуска горячей жидкости.
7. Печь по п.5, отличающаяся тем, что она снабжена системой охлаждения для понижения температуры охлаждающей жидкости на выходе из пластинчатого теплообменника.
8. Печь по п.7, отличающаяся тем, что пластинчатый теплообменник является теплообменником охлаждающего типа с замкнутой циркуляцией.
9. Печь по п. 7 или 8, отличающаяся тем, что пластинчатый теплообменник охлаждающей жидкости выполнен с возможностью обеспечения охлаждения вакуумной камеры снаружи.
10. Печь по п. 7 или 8, отличающаяся тем, что пластинчатый теплообменник подключен с противоположной стороны через отверстие к обратной трубе для обеспечения возможности отбора теплоты в теплообменнике циркулирующим газом посредством введенной охлаждающей жидкости.
11. Печь по п.6, отличающаяся тем, что воздушный/водный пластинчатый теплообменник с отверстием для впрыска охлаждающей жидкости и выходным отверстием для выпуска горячей жидкости содержит ребристые трубы для улучшения циркуляции жидкости/газа и теплообмена.

