Изобретение относится к области строительства трубопроводов, а именно к защите сварных соединений трубопроводов от внутренней коррозии.
Известен способ соединения труб с внутренним покрытием, включающий установку внутрь соединяемых труб втулки из коррозионно-стойкого материала, сборку стыка под сварку, соединение труб сваркой и уплотнение между наружной поверхностью втулки и покрытыми внутренними поверхностями свариваемых труб осуществляют после соединения труб сваркой, запрессовкой втулки в сваренные трубы путем высокоскоростного пластического деформирования втулки (Патент РФ N 2079033, кл. F16L 13/02, заявка N 93053882/06 от 03.12.93, опубл. 10.05.1997 г., Бюл. N 13).
Этот способ обладает существенными недостатками. Во-первых, используется очень дорогостоящее оборудование для запрессовки втулок, а именно магнитно-импульсная установка. Самое главное, что высокоскоростное пластическое деформирование внутренней цилиндрической втулки внутри концов труб не позволяет получить плотное герметичное соединение между поверхностями втулки и концов труб. Это связано с тем, что воздух, имеющийся между втулкой и концами труб, является передающей средой при использовании энергии взрыва, то есть воздух раздает концы труб на большую величину. При высокоскоростном пластическом деформировании втулки воздух не полностью вытесняется с зазора, имеющегося между втулкой и концами труб, а это приводит к большой величине раздачи концов труб. Это доказано практикой использования энергии взрыва для соединения труб при строительстве трубопровода и при восстановлении герметичности обсадных колонн в нефтедобывающей промышленности. Положительных результатов не было достигнуто. Кроме того, невозможно применить данное оборудование в полевых условиях, где погодные условия играют главную роль (снег, дождь, низкая температура и т.д.), но сам технологический процесс энергоемок и трудоемок в исполнении.
Известно изобретение, взятое за прототип: способ соединения металлических труб с внутренним покрытием, включающий установку внутрь концов труб втулки с установленными на концах ее наружной поверхности уплотнительными элементами, герметизацию соединения втулки и концов труб до или после соединения труб сваркой, путем обжатия концов труб напротив втулки или уплотнительных элементов втулки (Патент РФ №2157478, МПК кл. F16L 13/02 по заявке №99120955/06 от 30.09.1999, опубл. 10.10.2000).
Данный способ имеет недостатки, связанные с тем, что для обжатия концов труб большого диаметра и с большой толщиной стенки требуется специальное громоздкое и энергоемкое оборудование, что усложняет технологический процесс соединения труб с внутренним покрытием.
Задачей изобретения является упрощение технологии соединения труб с внутренним покрытием.
Поставленная задача достигается тем, что в способе соединения металлических труб с внутренним покрытием, включающем установку внутрь концов труб втулки подкладной с установленными на ее наружной поверхности уплотнительными элементами и соединение труб сваркой, где новым является то, что запрессовывают втулку подкладную с уплотнительными элементами и клеевым покрытием из термопластичного материала, нанесенным с обеих сторон от средней части наружной поверхности втулки подкладной, расплавляют термопластичный материал клеевого покрытия за счет тепла электродуговой сварки, распространяемой по материалу втулки подкладной и металлу концов труб, которым приклеивают втулку подкладную к внутренней поверхности концов металлических труб с внутренним покрытием.
Благодаря указанным отличительным признакам упрощается технологический процесс соединения труб с внутренним покрытием.
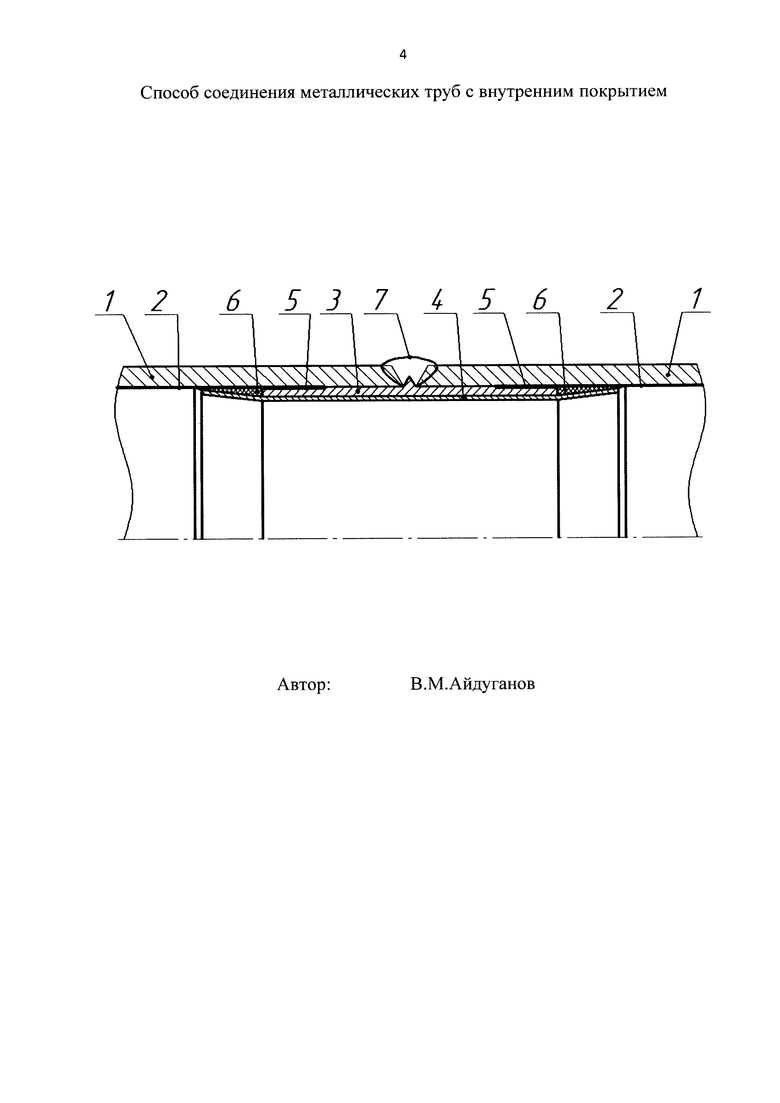
На чертеже показан в разрезе общий вид соединения металлических труб с внутренним покрытием, которое получено предлагаемым способом: 1 - металлическая труба, 2 - внутреннее покрытие, втулка подкладная состоит из 3 - втулки из углеродистой стали и 4 - обечайки из коррозионно-стойкой стали, 5 - клеевого покрытия из термопластичного материала, 6 - уплотнительных элементов, 7 - сварного шва.
Сама втулка подкладная состоит из 3 - втулки из углеродистой стали и 4 - обечайки из коррозионно-стойкой стали, концы которых выступают за торцы втулки 3. На выступающих концах наружной поверхности обечайки 4 размещены уплотнительные элементы 6, а на наружной поверхности концов втулки 3 нанесено клеевое покрытие 5 из термопластичного материала.
Способ осуществляют следующим образом. Концы металлических труб 1 с внутренним покрытием 2 запрессовывают при помощи гидравлического пресса, имеющего специальные захваты для зажима концов металлических труб 1 на втулку подкладную до упора ее торцов в кольцевой выступ втулки 3. Втулка подкладная состоит из втулки 3 из углеродистой стали с нанесенным клеевым покрытием 5 из термопластичного материала и обечайки 4 из коррозионно-стойкой стали с уплотнительными элементами 6, размещенными на ее выступающих концах. Уплотнительные элементы 6 и клеевое покрытие 5 из термопластичного материала заходят с натягом внутрь концов металлических труб 1 с внутренним покрытием 2. При этом уплотнительные элементы 6 центрирует втулку подкладную относительно оси металлических труб. Уплотнительные элементы 6 могут быть приклеены к внутренней поверхности первой трубы 1 с внутренним покрытием 2, что улучшит герметизацию соединения между поверхностями втулки подкладной и концами металлических труб 1 с внутренним покрытием 2 на трубопроводах высокого давления, а также большого диаметра. Соединяют металлические трубы 1 с внутренним покрытием 2 электродуговой сваркой с образованием сварного шва 7. При этом также происходит оплавление термопластичного материала клеевого покрытия 5 за счет тепла электродуговой сварки, распространяемого по втулке 3 из углеродистой стали и по металлу труб 1, который приклеивает втулку подкладную к внутренней поверхности концов металлических труб 1 с внутренним покрытием 2 за счет клеевого покрытия 5, нанесенного на наружную поверхность концов втулки 3 из углеродистой стали.
Предлагаемый способ позволяет упростить технологический процесс соединения металлических труб с внутренним покрытием.
Изобретение может быть применено при строительстве трубопроводов из металлических труб с внутренним покрытием. Технический результат заключается в упрощении технологии соединения металлических труб с внутренним покрытием. Способ соединения металлических труб с внутренним покрытием включает установку внутрь концов труб втулки подкладной с установленными на ее наружной поверхности уплотнительными элементами и соединение труб сваркой. В соединение запрессовывают втулку подкладную с уплотнительными элементами и клеем из термопластичной пластмассы, нанесенным с обеих сторон от средней части наружной поверхности втулки подкладной, расплавляют термопластичный материал клеевого покрытия за счет тепла электродуговой сварки, распространяемой по материалу втулки подкладной и металлу концов труб, которым приклеивают втулку подкладную к внутренней поверхности концов металлических труб с внутренним покрытием. 1 ил.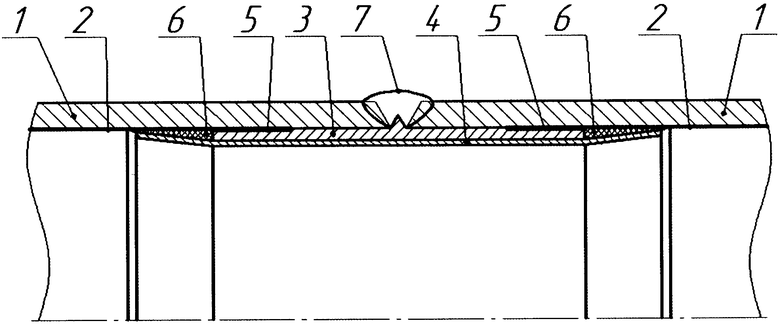
Способ соединения металлических труб с внутренним покрытием, включающий установку внутрь концов труб втулки подкладной с установленными на ее наружной поверхности уплотнительными элементами и соединение труб сваркой, отличающийся тем, что запрессовывают втулку подкладную с уплотнительными элементами и клеем из термопластичного материала, нанесенным с обеих сторон от средней части наружной поверхности втулки подкладной, расплавляют термопластичный материал клеевого покрытия за счет тепла электродуговой сварки, распространяемой по материалу втулки подкладной и металлу концов труб, которым приклеивают втулку подкладную к внутренней поверхности концов металлических труб с внутренним покрытием.
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2157478C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1994 |
|
RU2080509C1 |
| Контейнер | 1959 |
|
SU126415A1 |
| DE 3423952 A1, 09.01.1986. | |||

