Изобретение относится к области строительства трубопроводов, а именно к защите сварных соединений трубопроводов от внутренней коррозии.
Известен способ соединения труб с внутренним покрытием, включающий установку внутрь соединяемых труб втулки из коррозионностойкого материала, сборку стыка под сварку, соединение труб сваркой и уплотнение между наружной поверхностью втулки и покрытыми внутренними поверхностями свариваемых труб осуществляют после соединения труб сваркой, запрессовкой втулки в сваренные трубы путем высокоскоростного пластического деформирования втулки (Патент РФ N 2079033, кл. F16L 13/02, заявка N 93053882/06 от 03.12.93, опубликован 10.05.1997 г., Бюл. N 13).
Этот способ обладает существенными недостатками. Во-первых, используется очень дорогостоящее оборудование для запрессовки втулок, а именно магнитно-импульсная установка. Самое главное, что высокоскоростное пластическое деформирование внутренней цилиндрической втулки внутри концов труб не позволяет получить плотное герметичное соединение между поверхностями втулки и концов труб. Это связано с тем, что воздух, имеющийся между втулкой и концами труб, является передающей средой при использовании энергии взрыва, то есть воздух раздает концы труб на большую величину. При высокоскоростном пластическом деформировании втулки воздух не полностью вытесняется с зазора, имеющегося между втулкой и концами труб, а это приводит к большой величине раздачи концов труб. Это доказано практикой использования энергии взрыва для соединения труб при строительстве трубопровода и при восстановлении герметичности обсадных колонн в нефтедобывающей промышленности. Положительных результатов не было достигнуто. Кроме того, невозможно применить данное оборудование в полевых условиях, где погодные условия играют главную роль (снег, дождь, низкая температура и т.д.), но сам технологический процесс энергоемок и трудоемок в исполнении.
Известно изобретение, взятое за прототип: Способ соединения металлических труб с внутренним покрытием, включающий установку внутрь концов труб втулки с установленными на концах ее наружной поверхности уплотнительными элементами, герметизацию соединения втулки и концов труб до или после соединения труб сваркой, путем обжатия концов труб напротив втулки или уплотнительных элементов втулки (Патент РФ №2157478, МПК кл. F16L 13/02 по заявке №99120955/06 от 30.09.1999, опубл. 10.10.2000).
Данный способ имеет недостатки, связанные с тем, что для обжатия концов труб большого диаметра и с большой толщиной стенки требуется специальное громоздкое и энергоемкое оборудование, что усложняет технологический процесс соединения труб с внутренним покрытием.
Задачей изобретения является упрощение технологии соединения труб с внутренним покрытием.
Поставленная задача достигается тем, что в способе соединения металлических труб с внутренним покрытием, включающем установку внутрь концов труб втулки подкладной с установленными на ее концах уплотнительными элементами, соединение труб сваркой и герметизацию соединения между поверхностями втулки подкладной и концов труб с внутренним покрытием до или после соединения труб сваркой, где новым является то, что внутри концов труб устанавливают втулку подкладную биметаллическую, состоящую из наружной стальной втулки и внутренней обечайки из коррозионностойкой стали, концы которых выступают за торцы наружной стальной втулки, а на выступающих концах наружной поверхности обечайки размещены уплотнительные элементы, герметизируют соединение между поверхностями втулки подкладной биметаллической и концов труб с внутренним покрытием путем радиальной раздачи выступающих концов обечайки с размещенными уплотнительными элементами. В способе новым является также то, что уплотнительные элементы приклеивают к поверхностям концов обечайки и труб.
Благодаря указанным отличительным признакам упрощается технологический процесс соединения труб с внутренним покрытием.
На фигуре показан в разрезе общий вид соединения труб с внутренним покрытием, который получен предлагаемым способом: труба 1, внутреннее покрытие 2, наружная стальная втулка 3, внутренняя обечайка 4 из коррозионностойкой стали, кольцевой выступ 5, раструбы 6, уплотнительные элементы 7 и сварной шов 8.
Втулка подкладная биметаллическая состоит из наружной стальной втулки 3 и внутренней обечайки 4 из коррозионностойкой стали, концы которых выступают за торцы наружной стальной втулки 3. В средней части наружной стальной втулки 3 выполнен кольцевой выступ 5, у которого наружный диаметр больше, чем внутренний диаметр соединяемых труб 1. На выступающих концах наружной поверхности обечайки 4 размещены уплотнительные элементы 7. Уплотнительные элементы 7 могут быть приклеены к наружной поверхности обечайки 4.
Способ осуществляют следующим образом. В конец первой трубы 1 с внутренним покрытием 2 устанавливают втулку подкладную биметаллическую, которая состоит из наружной стальной втулки 3 и внутренней обечайки 4 из коррозионностойкой стали до упора кольцевого выступа 5 наружной стальной втулки 3 в торец первой трубы 1. Уплотнительный элемент 7 заходит с натягом на часть первой трубы 1 с внутренним покрытием 2. При этом, уплотнительный элемент 7 центрирует втулку подкладную биметаллическую относительно оси первой трубы 1. Конец внутренней обечайки 4 из коррозионностойкой стали, выступающий за торец наружной стальной втулки 3, раздают в радиальном направлении при помощи гидравлического пресса, снабженного дорном. При этом на выступающем конце внутренней обечайки 4 образуется раструб 6 с коническим переходом. Также происходит сжатие уплотнительного элемента 7 в радиальном направлении и расширение в осевом направлении, что приводит к заполнению остающегося зазора между внутренней обечайкой 4 из коррозионностойкой стали и внутренней поверхностью конца первой трубы 1, а также к частичному заполнению зазора между поверхностями наружной стальной втулки 3 и первой трубы. Уплотнительный элемент 7 может быть приклеен к внутренней поверхности первой трубы 1 с внутренним покрытием 2, что улучшит герметизацию соединения между поверхностями втулки подкладной биметаллической и концом первой трубы 1 с внутренним покрытием 2 на трубопроводах высокого давления, а также большого диаметра. Устанавливают дорн внутри втулки подкладной биметаллической, размещают внутри второй трубы 1 тягу гидравлического пресса, к которому присоединяют дорн и продвигают вторую трубу 1 на втулку подкладную биметаллическую до упора торца второй трубы 1 в кольцевой выступ 5 наружной втулки 3. Уплотнительный элемент 7 заходит с натягом на часть второй трубы 1 с внутренним покрытием 2. При этом, уплотнительный элемент 7 центрирует втулку подкладную биметаллическую относительно оси второй трубы 1. Конец внутренней обечайки 4 из коррозионностойкой стали, выступающий за торец наружной стальной втулки 3, раздают в радиальном направлении при помощи гидравлического пресса, снабженного дорном. При этом, на выступающем конце внутренней обечайки 4 образуется раструб 6 с коническим переходом. Также происходит сжатие уплотнительного элемента 7 в радиальном направлении и расширение в осевом направлении, что приводит к заполнению остающегося зазора между внутренней обечайкой 4 из коррозионностойкой стали и внутренней поверхностью конца второй трубы 1, а также к частичному заполнению зазора между поверхностями наружной стальной втулки 3 и второй трубы 1. Уплотнительный элемент 7 может быть приклеен к внутренней поверхности второй трубы 1 с внутренним покрытием 2, что улучшит герметизацию соединения между поверхностями втулки подкладной биметаллической и концом второй трубы 1 с внутренним покрытием 2 на трубопроводах высокого давления, а также большого диаметра. Вытаскивают дорн с тягой из второй трубы 1. Соединяют трубы 1 с внутренним покрытием 2 электродуговой сваркой с образованием сварного шва 8. При этом также происходит соединение кольцевого выступа 5 наружной стальной втулки 3 к сварному шву 8 концов труб 1.
Предлагаемый способ позволяет упростить технологический процесс соединения труб с внутренним покрытием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2014 |
|
RU2553842C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2262028C1 |
| Способ ремонта трубопровода, смонтированного из труб с внутренним покрытием | 2015 |
|
RU2628972C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2014 |
|
RU2580417C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2014 |
|
RU2570298C2 |
| Способ соединения металлических труб с внутренней пластмассовой облицовкой | 2018 |
|
RU2686129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2004 |
|
RU2268435C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2403490C1 |
| Труба с внутренним защитным покрытием | 2016 |
|
RU2616429C1 |
Изобретение относится к соединениям труб с внутренним покрытием. Технический результат заключается в упрощении технологии соединения труб с внутренним покрытием. Способ соединения труб с внутренним покрытием включает установку внутрь концов труб втулки подкладной с установленными на ее концах уплотнительными элементами, соединение труб сваркой и герметизацию соединения между поверхностями втулки подкладной и концов труб с внутренним покрытием до или после соединения труб сваркой. Внутрь концов труб устанавливают втулку подкладную биметаллическую, состоящую из наружной стальной втулки и внутренней обечайки из коррозионностойкой стали, концы которых выступают за торцы наружной втулки, а на выступающих концах наружной поверхности обечайки размещены уплотнительные элементы, герметизируют соединение между поверхностями втулки подкладной биметаллической и концами труб с внутренним покрытием путем радиальной раздачи выступающих концов обечайки с размещенными уплотнительными элементами. Уплотнительные элементы приклеивают к поверхностям концов обечайки и труб. 1 з.п. ф-лы, 1 ил.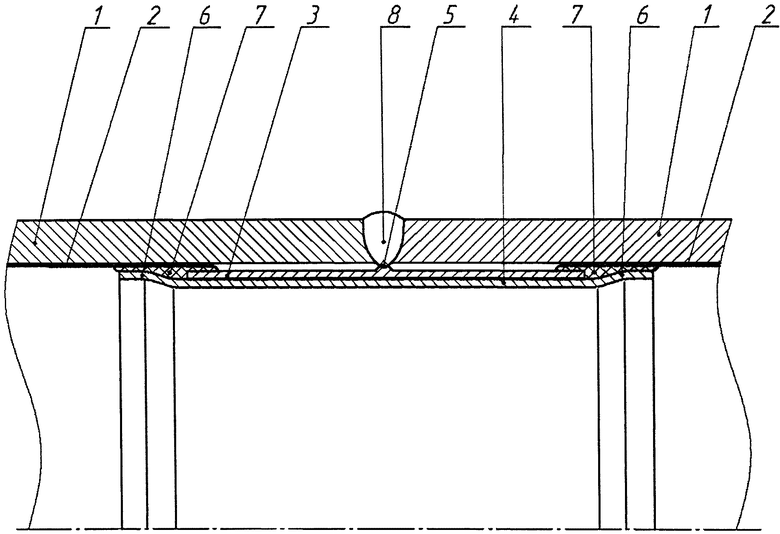
1. Способ соединения труб с внутренним покрытием, включающий установку внутрь концов труб втулки подкладной с установленными на ее концах уплотнительными элементами, соединение труб сваркой и герметизацию соединения между поверхностями втулки подкладной и концов труб с внутренним покрытием до или после соединения труб сваркой, отличающийся тем, что внутрь концов труб устанавливают втулку подкладную биметаллическую, состоящую из наружной стальной втулки и внутренней обечайки из коррозионностойкой стали, концы которых выступают за торцы наружной втулки, а на выступающих концах наружной поверхности обечайки размещены уплотнительные элементы, герметизируют соединение между поверхностями втулки подкладной биметаллической и концов труб с внутренним покрытием путем радиальной раздачи выступающих концов обечайки с размещенными уплотнительными элементами.
2. Способ по п.1, отличающийся тем, что уплотнительные элементы приклеивают к поверхностям концов обечайки и труб.
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2157478C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1994 |
|
RU2080509C1 |
| DE 4331637 C2, 22.06.1995 | |||
| US 4913465 A1, 03.04.1990 | |||

