Область техники, к которой относится изобретение
Изобретение относится к способу изготовления плоского изделия из электротехнической стали с ориентированным зерном с минимизированными величинами магнитных потерь.
Изобретение относится также к плоскому изделию из стали электротехнического назначения с ориентированным зерном, имеющему изоляционное покрытие.
Уровень техники
Под рассматриваемыми здесь видами плоских изделий из электротехнической стали с ориентированным зерном имеются в виду стальные полосы или стальные листы, из которых изготовляются детали для электротехнических устройств. Плоские изделия из электротехнической стали с ориентированным зерном пригодны при этом, в частности, для тех устройств, в которых на первом плане находятся особенно низкие потери на перемагничивание и предъявляются высокие требования к проницаемости или поляризации. Такие требования предъявляются, в частности, к деталям для силовых трансформаторов, распределительных трансформаторов и малых высококачественных трансформаторов.
Как, например, подробно объясняется в ЕР 1025268 В1, обычно в процессе изготовления плоского изделия из электротехнической стали сначала сталь, которая содержит (в вес.%), как правило, 2,5-4,0% Si, 0,010-0,100% С, до 0,150% Мn, до 0,65% Аl и до 0, 0,150% N, а также в каждом случае на выбор 0,010-0,3% Сu, до 0,060% S, до 0,100% Р, до соответственно 0,2% As, Sn, Sb, Те и Bi, остальное - железо и неустранимые примеси, отливается в виде заготовки, как например сляба, тонкого сляба или литой полосы. Заготовка затем при необходимости подвергается отжиговой обработке, чтобы в последующем подвергнуться горячей прокатке для получения горячекатаной полосы.
После свертывания в рулон или по усмотрению после проведенного дополнительно отжига, а также по усмотрению после завершенного удаления окалины или травления из горячекатаной полосы в последующем в один или несколько этапов прокатыванием получают холоднокатаную полосу, причем между этапами холодной прокатки при необходимости может проводиться промежуточный отжиг. При проводимом вслед за ним обезуглероживающем отжиге обычно для предотвращения магнитного старения значительно уменьшается содержание углерода в холоднокатаной полосе.
После обезуглероживающего отжига на поверхности полосы наносится отжиговый сепаратор, под которым имеется в виду обычно MgO. Отжиговый сепаратор предотвращает сваривание друг с другом витков сформированного из холоднокатаной полосы рулона при проводимом вслед за этим высокотемпературном отжиге. Во время высокотемпературного отжига, который обычно проводится в колпаковой печи в атмосфере защитного газа, в холоднокатаной полосе в результате избирательного роста зерен формируется текстура. Еще на поверхностях полосы образуется слой форстерита, так называемая «стеклопленка». Кроме того, вследствие протекающих во время высокотемпературного отжига диффузионных процессов стальная заготовка очищается.
Вслед за высокотемпературным отжигом полученное таким путем плоское изделие из электротехнической стали покрывается изоляционным покрытием, термически выпрямляется и в процессе завершающего «заключительного отжига» отжигается со снятием напряжения. Этому заключительному отжигу необходимые для дальнейшей переработки заготовки могут подвергаться перед разделением на части произведенного описанным выше способом плоского изделия из стали или после него, причем посредством заключительного отжига после отделения заготовок могут сниматься возникшие в процессе отделения дополнительные напряжения. Изготовленное таким способом плоское изделие из электротехнической стали, как правило, имеет толщину от 0,15 мм до 0,5 мм.
Металлургические свойства материала, заданные при изготовлении плоского изделия из электротехнической стали, степени деформации в процессе холодной прокатки и параметры этапов тепловой обработки согласованы в каждом случае между собой так, чтобы происходили желательные процессы рекристаллизации. Эти процессы рекристаллизации приводят к формированию типичной для данного материала «литьевой текстуры», при которой направление наиболее легкой намагничиваемости совпадает с направлением прокатки готовых полос. Плоские изделия из электротехнической стали с ориентированным зерном имеют, поэтому, сильно выраженные анизотропные магнитные свойства.
Наряду с потерями энергии в трансформаторах имеет значение также возникновение шумов. Оно обусловлено известным как магнитострикция физическим эффектом и зависит, среди прочих факторов, от свойств применяемой электротехнической стали, из которой изготовлен сердечник.
Известно, что нанесенное на стальное плоское изделие из электротехнической стали изоляционное покрытие способствует минимизации потерь на перемагничивание. Так, изоляционное покрытие может передавать на основной материал растягивающие напряжения, которые не только снижают магнитные потери плоского изделия из электротехнической стали, но и уменьшают магнитострикцию, что также положительно сказывается на шумовых характеристиках готового трансформатора.
Проявляющее эти свойства изоляционное покрытие и метод его создания описаны, например, в DE 2247269 С3. Основными компонентами используемого согласно этому уровню техники для создания изоляционного покрытия изоляционного раствора являются фосфат алюминия и диоксид кремния, причем последний может использоваться также в коллоидной форме. Другим компонентом изоляционных покрытий часто является ангидрид хромовой кислоты (триоксид хрома) или хромовая кислота, причем содержание этого в отношении его влияния на окружающую среду опасного компонента при наличии выбора среди других пригодных составных веществ изоляционного раствора может сводиться до минимума (DE 102008008781 A1; EP 2022874 А1).
Общим для выше упомянутых известных изоляционных покрытий является то, что сначала их наносят на уже покрытую, при необходимости, стеклопленкой поверхность подлежащего покрытию плоского изделия из электротехнической стали, затем регулируется толщина изоляционного покрытия, например, отжимными роликами и, наконец, изоляционное покрытие обжигается в печи. Температура обжига составляет при этом обычно около 850°С.
Созданное таким способом изоляционное покрытие оказывает после обжига на основной материал значительное растягивающее напряжение. В EP 2022874 А1 на этот счет приводятся величины порядка до 0,08 кг/мм2, что соответствует растягивающему напряжению примерно 8 МРа. Согласно другим приведенным в DE 2247269 С3 вариантам осуществления этот эффект обусловлен разными тепловыми коэффициентами расширения изоляционного покрытия и основного материала. Согласно DE 2247269 С3 плотности покрытий при этом достигают 4 г/м2.
Требования в отношении минимизации шумообразования при работе трансформаторов постоянно возрастают. Причина этого кроется, с одной стороны, в непрерывно ужесточающихся законодательных предписаниях и нормах. С другой стороны, потребители теперь, как правило, больше не признают никаких электрических приборов, издающих слышимое «трансформаторное гудение». Поэтому, в настоящее время, восприятие больших трансформаторов вблизи жилой застройки в основном зависит от шумовых эмиссий, которые происходят при работе таких трансформаторов.
Практический опыт показывает, что при использовании изготовленных обычно согласно уровню техники плоских изделий из электротехнической стали нельзя в полной мере добиться соответствия все более возрастающим требованиям. Это происходит потому, что необходимое для выполнения этих требований значительно более высокое передаваемое растягивающее напряжение за счет простой модификации процесса нанесения покрытия не может быть достигнуто. Так, оказалось, что увеличение толщины изоляционного покрытия не приводит к достижению поставленной цели, поскольку вследствие этого при обжиге образуется больше газов, которые оказывают отрицательное влияние на морфологию готового покрытия. Так, при слишком толстом покрытии образуются поры, которые в экстремальном случае приводят к отслоению покрытия, ввиду отсутствия сцепления. Возникающие в связи с изоляционными покрытиями увеличенной толщины проблемы проявляются и в том, что, несмотря на увеличенную, определенную путем исследования металлографического шлифа в растровом электронном микроскопе (REM) и выраженную в «мкм» толщину покрытия, достигнутая плотность покрытия, которую можно приводить в г/м и определять по разнице в весе после избирательного удаления изоляционного покрытия, увеличивается уже в меньшей пропорции.
Раскрытие изобретения
Задача изобретения состоит в том, чтобы создать реализуемый на практике простыми средствами способ, с помощью которого можно повысить растягивающие напряжения, действующие на поверхность плоского изделия из электротехнической стали. Кроме того, создать плоское изделие из электротехнической стали, которое имеет оптимальные магнитные свойства и в практическом использовании проявляет также оптимизированные шумовые свойства.
Задача изобретения решается тем, что при производстве плоского изделия из электротехнической стали осуществляются приведенные в пункте 1 формулы изобретения рабочие этапы.
Что касается плоского изделия из электротехнической стали, соответствующее изобретению решение вышеуказанной задачи решается признаками п.13 формулы изобретения.
Предпочтительные варианты осуществления изобретения показаны в зависимых пунктах.
По соответствующему изобретению способу изготовления плоского изделия из электротехнической стали с ориентированным зерном с минимизированными величинами магнитных потерь в соответствии с выше рассмотренным уровнем техники проводятся, по меньшей мере, следующие рабочие этапы а) и b):
Рабочий этап а)
Подготавливается плоское изделие из электротехнической стали. Особых требований к технологии изготовления подготовленного плоского изделия из электротехнической стали не предъявляется. Так, подготовленное для реализации соответствующего изобретению метода плоское изделие из электротехнической стали может изготовляться с соблюдением данных специалисту, например, в уже упомянутых вначале публикациях указаний и с использованием стальных сплавов в качестве основы. Само собой разумеется, это включает и такие способы изготовления, которые в настоящее время еще неизвестны, но в которых, как в уровне техники, предусмотрено нанесение и обжиг изоляционного покрытия.
Рабочий этап b)
Нанесение слоя содержащего фосфат изоляционного раствора, по меньшей мере, на одну поверхность плоского изделия из электротехнической стали и обжиг нанесенного слоя.
Технология нанесения покрытия, регулирование толщины покрытия, состав изоляционного раствора и технология обжига образовавшегося из изоляционного раствора изоляционного покрытия также могут выбираться с учетом уровня техники.
Согласно изобретению после первого проведения рабочего этапа b) этот рабочий этап b) повторяется, по меньшей мере, еще один раз и из нанесенных друг за другом друг на друга и обожженных слоев содержащего фосфат изолирующего раствора образуется изоляционное покрытие.
Согласно изобретению увеличение толщины изоляционного покрытия, следовательно, достигается за счет того, что осуществляются, по меньшей мере, два отдельных этапа нанесения покрытия, причем сначала подвергается окончательному обжигу первый слой изоляционного покрытия, а затем наносится и также подвергается обжигу, по меньшей мере, еще один слой изоляционного покрытия. При необходимости процессы нанесения и обжига покрытия могут повторяться и далее, чтобы путем нанесения и обжига последующих слоев из изоляционного раствора увеличить толщину покрытия еще больше. Практический опыт, однако, показал, что уже при одном простом повторении обозначенной здесь как рабочий этап b) последовательности процессов «нанесение покрытия» и «обжиг каждого из нанесенных слоев изоляционного раствора» достигается существенное увеличение передаваемых на стальной субстрат соответствующего изобретению плоского изделия из электротехнической стали растягивающих напряжений.
В соответствии с изобретением изоляционное покрытие, таким образом, образовано, по меньшей мере, двумя слоями содержащего фосфат изоляционного средства, каждый из которых наносится и обжигается по отдельности. Вместе друг с другом эти изоляционные покрытия образуют затем одно изоляционное покрытие, которое характеризуется высокой удельной плотностью и большой толщиной.
Поскольку изоляционное покрытие согласно изобретению образуется двумя по отдельности наносимыми и подвергающимися обжигу слоями изоляционного раствора в отдельных рабочих этапах, предотвращается нежелательное формирование удельной плотности покрытия по отношению к плотности покрытия, которое бывает, когда наносится толстое изоляционное покрытие всего лишь за один рабочий проход. Это находит свое выражение в итоговых растягивающих напряжениях, величинах магнитных потерь и показателях магнитострикции, а также рассчитываемых исходя из них уровнях шума (LvA-показатель = А-взвешенный уровень скорости магнитострикции; LaA-показатель = А-взвешенный уровень ускорения магнитострикции). В итоге, можно, поэтому, из изготовленного в соответствии с изобретением плоского изделия из электротехнической стали изготавливать, в частности, листы для трансформаторов, у которых во время работы шумовые эмиссии в сравнении с трансформаторами, которые изготовлены из обычных электротехнических листов, существенно меньше.
Используемый для создания изоляционного покрытия на рабочем этапе b) содержащий фосфат изоляционный раствор, как и уже на практике доказавшие свою применимость для этой цели изоляционные растворы, может включать в себя коллоидный компонент, которым, в частности, может быть коллоидный диоксид кремния.
В принципе, применяемый в соответствии с изобретением для создания изоляционного покрытия изоляционный раствор может содержать самые разные фосфаты. Особенно хорошие результаты, однако, достигаются с использованием фосфатного изоляционного раствора, который содержит фосфат алюминия и/или фосфат магния. Основой для фосфатного раствора служит при этом предпочтительно вода. Однако, само собой разумеется, могут использоваться и другие растворители, если они имеют аналогичную с водой реакционную способность и полярность.
Согласно предпочтительному осуществлению изобретения изоляционный раствор содержит, кроме того, по меньшей мере, одну добавку, выбираемую из группы, включающей в себя ингибиторы травления и смачивающие средства. Благодаря использованию ингибиторов травления и/или смачивающих средств, свойства изготовленного по соответствующему изобретению методу плоского изделия из электротехнической стали с ориентированным зерном могут улучшаться в еще большей степени.
Поскольку применяемый при изготовлении соответствующего изобретению изоляционного покрытия изоляционный раствор в качестве добавки содержит стабилизатор коллоидов, можно известным самим по себе способом добиться того, чтобы переход от золя к гелю происходил лишь в процессе высыхания фосфатного слоя. Кроме того, использование стабилизаторов коллоидов делает возможным равномерное нанесение фосфатного раствора, вследствие чего может достигаться равномерность свойств готового покрытия.
Возможные составы изоляционного раствора, который может использоваться при соответствующем изобретению изготовлении изоляционного покрытия на плоском изделии из электротехнической стали, подробно рассмотрены, например, в DE 102008008791 A1.
В зависимости от условий производства и желательных свойств, при необходимости, может быть целесообразным, по меньшей мере, в одном повторении рабочего этапа b) использовать изоляционный раствор, модифицированный по сравнению с используемым при первом выполнении рабочего этапа b) изоляционным раствором. Практическое изучение, однако, показало, что особенно хорошая адгезия и особенно большая удельная плотность r покрытия бывают у нанесенного согласно изобретению, по меньшей мере, двумя слоями изоляционного покрытия, когда при первом, как и при каждом последующем выполнении рабочего этапа b) используются изоляционные растворы одинакового состава.
Для изобретения важно, чтобы на каждом предшествующем рабочем этапе b) нанесенный и обожженный слой изоляционного покрытия был обожжен окончательно до того, как при повторении рабочего этапа b) будет наноситься следующий слой из изоляционного раствора. Это предполагает, что при обжиговой обработке температура достигает того уровня, который превышает соответствующий простой сушке уровень. В соответствии с этим, изобретение в соответствующем производственным условиям варианте осуществления предусматривает, что в ходе проводимого на рабочем этапе b) обжига температура обжига составляет, по меньшей мере, 300°С.
В отношении экономической эффективности способа особенно предпочтительным оказалось при этом, если, по меньшей мере, в ходе последнего повторения рабочего этапа b) обжиг приводится при температуре, по меньшей мере, 700°С. При этом уровне температуры обжиговую обработку можно сочетать со снимающим напряжение отжигом, чтобы практически полностью снять, как правило, неизбежные при осуществлении метода напряжения. Отжиг может проводиться в проходной печи на воздухе в качестве кратковременного отжига или в муфельной печи (долговременный отжиг) в атмосфере азота, причем при сочетании с обжиговой обработкой с точки зрения формирования высокой удельной плотности покрытия и оптимальной адгезии созданного в соответствии с изобретением изоляционного покрытия наиболее предпочтительным оказался кратковременный отжиг. Особенно надежным результат обжига бывает в сочетании со снятием возможно еще имевшихся напряжений, если температура обжига составляет, по меньшей мере, 800°С, в частности примерно 850°С. Чтобы избежать нежелательных изменений структуры стального субстрата обрабатываемого в соответствии с изобретением плоского изделия из электротехнической стали, при проводимом в ходе рабочего этапа b) обжиге температура обжига никогда не должна была быть выше 900°С, в частности, должна быть меньше 900°С.
Для повторения рабочего этапа b) можно применять каждый раз один и тот же самый агрегат. Экономически особенно эффективным применение соответствующего изобретению метода оказывается, однако, тогда, когда повторное проведение рабочего этапа b) происходит в обрабатывающей линии, в которой друг за другом на одной линии в соответствующем числу повторений числе расположены устройства для нанесения и обжига изоляционного раствора и через которые в непрерывном порядке пропускается плоское изделие из электротехнической стали, на которое должно наноситься покрытие. Если, например, изоляционное покрытие должно создаваться соответствующим изобретению способом из двух друг после друга наносимых и обжигаемых слоев изоляционного раствора, то в такой линии, следовательно, пропуск будет осуществляться также в непрерывном порядке друг за другом через первое устройство для нанесения и обжига первого слоя изоляционного покрытия и второе устройство для нанесения и обжига второго слоя.
У произведенных и обработанных плоских изделий из электротехнической стали отношение толщины покрытия к удельной плотности покрытия, а также отношение толщины покрытия к растягивающему напряжению соответственно находятся в оптимизированном диапазоне. Как показала практика, эти диапазоны соответствуют практическому применению в большей степени, чем диапазоны, в которых находятся соответствующие характеристики, когда изоляционное покрытие такой же толщины наносится и обжигается всего лишь за один рабочий проход.
Обработанное в соответствии с изобретением плоское изделие из электротехнической стали с ориентированным зерном, которое имеет, по меньшей мере, на одной из своих поверхностей обожженное фосфатное изоляционное покрытие, в соответствии с этим отличается тем, что в случае, когда толщина D фосфатного изоляционного покрытия ≤ 3 мкм, удельная плотность r фосфатного изоляционного покрытия ≥ 5 г/м2, в то время как при толщине D>3 мкм для удельной плотности г фосфатного изоляционного покрытия имеет силу:
r[r/м2]>3/5 г/мкм/м2 * D [мкм].
При этом в случае, когда удельная r плотность фосфатного изоляционного покрытия ≥ 5,0 г/м2, возникает передаваемое изоляционным покрытием растягивающее напряжение Z, которое отвечает следующему условию:
2[МПа]>7/6 MПа*м2/г * r[г/м2].
Созданные выше изложенным способом плоские изделия из электротехнической стали благодаря применению соответствующего изобретению методу могут изготавливаться экономически эффективно, надежно и технически безопасно.
Краткое описание чертежей
Далее изобретение рассматривается подробнее на основе примеров исполнения и сравнения. Показывают:
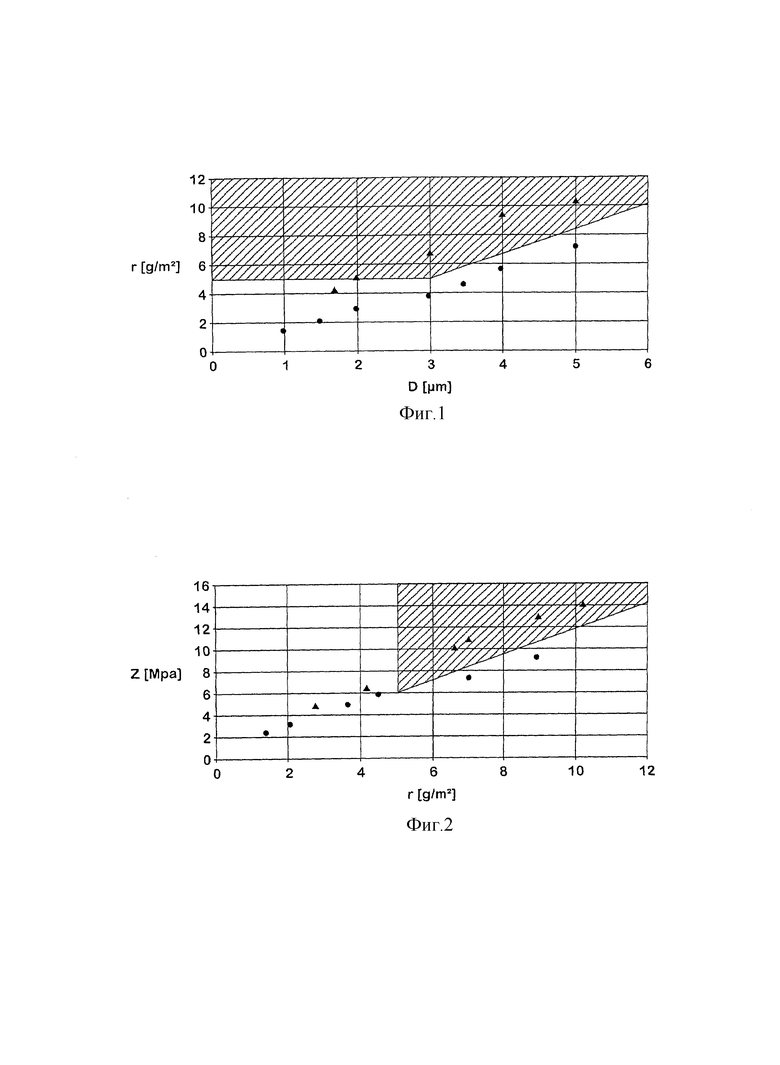
фиг.1 - диаграмма, в которой для разных в соответствии с изобретением дважды и обычно однократно покрываемых покрытием проб приведенная в г/м2 удельная плотность r покрытия указана над приведенной в мкм толщиной D соответствующего изоляционного покрытия;
фиг.2 - диаграмма, в которой для разных в соответствии с изобретением дважды и обычно однократно покрываемых проб передаваемые соответствующим изоляционным покрытием на стальной субстрат плоского изделия из электротехнической стали, приведенные в МПа растягивающие напряжения нанесены над приведенной в г/м2 удельной плотностью r соответствующего изоляционного покрытия.
В представленной на фиг.1 диаграмме определенные для покрываемых покрытием согласно изобретению дважды проб показатели удельной плотности r над соответствующими показателями толщины D изоляционного покрытия отображены затушеванными треугольниками, в то время как определенные для обычных проб показатели удельной плотности r обозначены затушеванными кругами над соотнесенными показателями толщины изоляционного покрытия.
Видно, что покрытые покрытием соответствующим изобретению способом пробы при толщине покрытия самое меньшее 3 мм всегда имеют удельную плотность r покрытия, которая отвечает условию r[г/м2]>3/5 г/мкм/м2 * D [мкм]. При толщине изоляционных покрытий меньше чем 3 мкм удельная плотность r покрытия оказалась во всех случаях больше 4 г/м2, причем в отношении желательных согласно изобретению свойств для еще отвечающих соответствующим изобретению требованиям изоляционных покрытий толщиной меньше 3 мкм установлен предел удельной плотности r покрытия на уровне 5 г/м2. Согласно представленным на фиг.1 результатам этому требованию отвечают пробы, у которых толщина D их изоляционного покрытия составляет минимум 2 мкм.
Как и в изображенной на фиг.1 диаграмме, в изображенной на фиг.2 диаграмме определенные для согласно изобретению дважды покрытых покрытием проб растягивающие напряжения Z показаны над соответствующими удельными плотностями r покрытий затушеванными треугольниками, в то время как определенные для обычных проб растягивающие напряжения Z обозначены над соотнесенными удельными плотностями r покрытий затушеванными кругами.
Видно, что у проб, в соответствии с изобретением покрытых покрытием дважды, изоляционное покрытие всегда передает на стальной субстрат соответствующего плоского изделия из электротехнической стали более высокие растягивающие напряжения Z, чем у покрытых изоляционным покрытием такой же удельной плотности r обычным способом за один рабочий проход проб. Особенно выражено это у проб с удельной плотностью r минимум 5,1 г/м2. Предъявляемым на практике требованиям, поэтому, особенно отвечают такие плоские изделия из электротехнической стали, для которых имеет силу r[МПа]>7/6 МПа*м2/г * r[г/м2].
Для доказательства достигнутых изобретением эффектов было проведено одиннадцать опытов V1-V10, из которых опыты V1, V2, V4, V7 и V9 были отнесены к уровню техники, а опыты V3, V5, V6, V8 и V10 соответствовали изобретению.
Во всех опытах использовалось в состоянии после высокотемпературного отжига по одной листовой заготовке формата 350 мм × 60 мм и номинальной толщины 0,30 мм, вырезанной из электротехнической полосы, которая происходила из обычного производства заявительницы. Стальная полоса содержала при этом в обезуглероженном состоянии наряду с железом и неустранимыми примесями (в вес.%) С:<0,0025%, Si:3,15%, Mn: 0,08%, S: 0,02%, Сu: 0,07%, Sn: 0,08% и Аl: 0,03%. В качестве горячекатаной полосы стальная полоса содержит в необезуглероженном первоначальном состоянии 0,06 вес.% С.
Пробы очищались и в установке для нанесения покрытий покрывались с обеих сторон изоляционным раствором. Для обеспечения в каждом случае желаемой толщины покрытия установка для нанесения покрытий включала в себя сдвоенную пару отжимных роликов. Изменением зазора между отжимными роликами и соотнесенной с ними поверхностью проб можно было для каждого случая целенаправленно обеспечивать необходимую толщину покрытия.
Применявшиеся в опытах водные изоляционные растворы содержали в одном литре соответственно следующие компоненты, причем абсолютные величины приведены в граммах, а в скобках указаны соответствующие концентрации:
Опыты VI - V6
150 г монофосфата алюминия (50%)
183 г коллоидного оксида кремния (30%)
12 г триоксида хрома
Опыты V7, V8
150 г монофосфата алюминия (50%)
183 г коллоидного оксида кремния (30%)
2 г ингибитора травления с диэтилтиомочевиной в качестве действующего вещества
10 г стабилизатора коллоидов с триэтилфосфатом в качестве действующего вещества
Опыты V9, V10
150 г монофосфата алюминия (50%)
183 г коллоидного оксида кремния (30%)
2 г ингибитора травления с диэтилтиомочевиной в качестве действующего вещества
10 г стабилизатора коллоидов с триэтилфосфатом в качестве действующего вещества
36 г хрома (III) нитрат-нонагидрата.
В таблице 1 для опытов V1-V10 приведены соответственно толщина D созданного изоляционного покрытия, удельная плотность r изоляционного покрытия, потеря на перемагничивание P1,7/50 при частоте 50 герц и поляризации 1,7 тесла, кажущаяся мощность S1,7/50 при частоте 50 герц и поляризации 1,7 тесла, LvA-показатель, Бал-показатель, а также передаваемое соответствующим изоляционным покрытием на стальной субстрат соответствующей пробы растягивающее напряжение.
Соответствующая толщина D изоляционного покрытия определена в результате исследования характера поверхности шлифа соответствующей пробы в растровом электронном микроскопе.
Удельная плотность r изоляционного покрытия определена путем снятия фосфатного покрытия имеющим температуру 60°C раствором едкого натра (25%).
Передаваемое соответственно изоляционным покрытием растягивающее напряжение определено путем определения разницы в кривизне соответствующей пробы перед и после одностороннего удаления изоляционного покрытия.
Опыт VI (не в соответствии с изобретением)
Проба покрывалась изоляционным раствором с обеих сторон. Путем соответствующей установки отжимных роликов при этом устанавливалась приведенная в таблице 1 малая толщина покрытия.
Непосредственно после нанесения изоляционное покрытие в течение 1 мин подвергалось обжигу при 840°C в атмосфере азота.
Растягивающее напряжение изоляции определяли следующим образом:
Одну сторону пробы обклеивали устойчивой к травлению пленкой. Пробу помещали на 10 минут в горячий раствор едкого натра с температурой 60°C. Таким способом удаляли ранее нанесенное и обожженное фосфатное изоляционное покрытие на незащищенной стороне, без воздействия на находящуюся под ним стеклопленку/форстерит.
Определяли кривизну пробы до и после этой обработки и, исходя из разницы показателей, вычисляли передаваемое изоляционным покрытием растягивающее напряжение.
По разнице в весе пробы перед и после удаления изоляционного покрытия можно было, к тому же, определить удельную плотность r слоя.
Опыт V2 (не в соответствии с изобретением)
Отжимные ролики раздвигались шире, чем в опыте V1, чтобы при нанесении изоляционного раствора толщина слоя была несколько больше, чем она бывает в промышленном производстве.
Непосредственно после нанесения покрытие обжигали в течение 1 минуты при 840°С в атмосфере азота.
Определенная для этой пробы удельная плотность покрытия почти соответствовала обычной в производственной практике плотности.
Опыт V3 (в соответствии с изобретением)
Отжимные ролики устройства для нанесения покрытия были установлены с меньшим прижимным давлением, чем в опыте V1, чтобы добиться большей толщины каждого нанесенного слоя из изоляционного раствора.
Непосредственно после нанесения нанесенный слой опять подвергался обжигу в течение 1 минуты при 840°С в атмосфере азота.
Вслед за этим процесс нанесения покрытия повторялся. Для этого проба пропускалась еще раз таким же способом, как и в первый раз, через установку для нанесения покрытия, чтобы нанести второй слой изоляционного раствора на уже обожженный слой. Также непосредственно после этого второго нанесения слой обжигался в течение 1 минуты при 840°С в атмосфере азота.
Определенные для обработанной в опыте V3 пробы магнитные характеристики, а также магнитострикция с LvA- и LaA - показателями были, несмотря на меньшую толщину, значительно выше, чем у обработанной в соответствии с опытом V2 пробы.
То же самое относится к передаваемому изоляционным покрытием растягивающему напряжению Z. И оно, поэтому, несмотря на значительно меньшую толщину D изоляционного покрытия, было существенно выше показателей, которые были определены для опыта V2.
Опыт V4 (не в соответствии с изобретением)
Отжимные ролики устройства для нанесения покрытий были установлены так, чтобы образовывалось более толстое, чем обычно, покрытие. Непосредственно после нанесения покрытие в течение 1 минуты при 840°C обжигалось в атмосфере азота.
Несмотря на существенно более толстое покрытие, передаваемое на стальной субстрат пробы изоляционным покрытием, созданным таким путем однократного нанесения, растягивающее напряжение 7,5 МПа было существенно ниже растягивающего напряжения, которое оказывало созданное в опыте V3 в соответствии с изобретением изоляционное покрытие.
Опыт V5 (в соответствии с изобретением)
Отжимные ролики устройства для нанесения покрытий сдвигались ближе, чем в опыте V4. Непосредственно после нанесения полученный слой изоляционного раствора обжигался в течение 1 минуты при 840°С в атмосфере азота.
Затем процесс нанесения покрытия повторяли. Для этого пробу еще раз таким же способом, как в первый раз, пропускалась через установку для нанесения покрытий, чтобы нанести второй слой изоляционного раствора на уже обожженный слой. Также непосредственно после этого второго нанесения покрытие в течение 1 минуты при 840°C обжигали в атмосфере азота.
Магнитные характеристики, включая магнитострикцию с LvA- и LaA - показателями, несмотря на одинаковую толщину, значительно лучше, чем у изготовленной в опыте V4 пробы.
Передаваемое изоляционным покрытием на стальной субстрат пробы растягивающее напряжение имело очень хороший показатель 14,0 МПа. Оно, следовательно, значительно лучше, чем передаваемое растягивающее напряжение у обработанной в опыте V4 пробы.
И удельная плотность r покрытия в соответствии с изобретением покрытой в данном случае дважды пробы было, несмотря на одинаковую толщину D покрытия, выше, чем у изготовленной в опыте V4 пробы.
Опыт V6 (в соответствии с изобретением)
Отжимные ролики устанавливали как в опыте V5. Непосредственно после нанесения покрытие обжигали в течение 10 секунд при 300°C в атмосфере азота.
Затем пробу при прежней установке отжимных роликов пропускали еще раз через установку для нанесения покрытий. Непосредственно после этого в атмосфере азота проводили еще одну обжиговую обработку, причем в этом случае продолжительность обжига составляла 1 минуту, а температура обжига 840°C.
Свойства обработанной таким путем пробы практически сравнимы с таковыми обработанной по методике опыта V5 пробы.
Оказываемое изоляционным покрытием на стальной субстрат растягивающее напряжение было равно 12,5 МПа. Оно, следовательно, по величине примерно такое же, как у изготовленной согласно опыту V5 пробы.
Таким образом, обжиг первого созданного из изоляционного раствора слоя возможен и при более низких температурах. Однако обжиг при повторном нанесении и обжиге изоляционного покрытия должен был происходить при более высокой температуре, чтобы можно было использовать разницу в тепловых коэффициентах расширения для создания растягивающего напряжения.
Преимущество такого порядка действий, при котором первый слой изоляционного покрытия обжигается при более низкой температуре, состоит в том, что печи с более низкой температурой и более коротким временем обжига проще включить в уже имеющиеся производственные конвейерные отжиговые установки и поэтому общий процесс нанесения покрытия в принципе может проводиться в одной линии.
Опыт V7 (не в соответствии с изобретением)
Для определения свойств пробы, на которую обычным путем наносится не содержащий Сr, но содержащий стабилизатор коллоидов изоляционный раствор, отжимные ролики устанавливали как в опыте V2. Непосредственно после нанесения покрытие обжигали в течение 1 минуты при 840°C в атмосфере азота и определяли приведенные в таблице 1 свойства изготовленной таким способом после однократного нанесения покрытия пробы.
Опыт V8 (в соответствии с изобретением)
Отжимные ролики устанавливали как в опыте V5. Непосредственно после нанесения покрытие обжигали в течение 1 минуты при 840°C в атмосфере азота.
Затем процесс нанесения покрытия повторяли. Для этого пробу во второй раз таким же образом, как и в первый раз, пропускали через установку для нанесения покрытий, чтобы нанести второй слой изоляционного раствора на уже обожженный слой. И непосредственно после этого второго нанесения покрытие обжигали в течение 1 минуты при 840°C в атмосфере азота.
После этого определили указанные в таблице 1 свойства полученной с двукратным нанесением покрытия и двукратным обжигом пробы. И здесь проявилось явное преимущество пробы, на которую в соответствии с изобретением наносили изоляционное покрытие за два рабочих прохода.
Опыт V9 (не в соответствии с изобретением)
Для определения свойств пробы, которая покрывается обычным способом, содержащим Сr и стабилизатор коллоидов изоляционным раствором, отжимные ролики установлены как в опыте V2. Непосредственно после нанесения изоляционный слой и в данном случае также обжигали при 840°С в атмосфере азота. Свойства изготовленной таким способом пробы также приведены в таблице 1.
Опыт V10 (в соответствии с изобретением)
Отжимные ролики были установлены так же, как в опыте V5. Непосредственно после нанесения покрытие обжигали в течение 1 минуты при 840°С в атмосфере азота.
Затем процесс нанесения покрытия повторяли. Для этого пробу пропускали еще один раз таким же способом как в первый раз через установку для нанесения покрытия, чтобы нанести второй слой изоляционного раствора на уже обожженный слой. Непосредственно после этого второго нанесения покрытие также в течение 1 минуты обжигали при 840°C в атмосфере азота.
Затем были определены приведенные в таблице 1 характеристики подготовленной таким образом пробы. И в этом случае видно явное преимущество покрытой изоляционным покрытием соответствующим изобретению способом за два рабочих прохода пробы.
Изобретение относится к области металлургии. Для увеличения на поверхности плоского изделия из электротехнической стали растягивающих напряжений и обеспечения оптимальных магнитных свойств способ изготовления плоского изделия из электротехнической стали с ориентированным зерном с минимальными величинами магнитных потерь состоит из этапов: а) подготовка плоского изделия из электротехнической стали, b) нанесение слоя, содержащего фосфат изоляционного раствора, по меньшей мере, на одну поверхность плоского изделия из электротехнической стали и обжиг нанесенного слоя, после первого проведения этапа b) этот этап b) повторяют, по меньшей мере, один раз, вследствие чего из нанесенных друг за другом друг на друга и обожженных слоев содержащего фосфат изоляционного раствора образуется изоляционное покрытие, при этом при толщине покрытия D до 3 мкм, удельная плотность r покрытия равна ≥ 5 г/м2, а при толщине D больше 3 мкм удельная плотность r покрытия равна r[г/м2]>3/5 г/мкм/м2·D [мкм]. 2 н. и 12 з.п. ф-лы, 1 табл., 2 ил.
1. Способ изготовления плоского изделия из электротехнической стали с ориентированным зерном с минимальными магнитными потерями, включающий этапы:
a) подготовка плоского изделия из электротехнической стали,
b) нанесение слоя содержащего фосфат изоляционного раствора, по меньшей мере, на одну поверхность плоского изделия из электротехнической стали и обжиг нанесенного слоя, причем
после первого проведения этапа b) повторяют этап b), по меньшей мере, один раз и из нанесенных друг за другом и друг на друга и обожженных слоев содержащего фосфат изоляционного раствора образуют изоляционное покрытие, отличающийся тем, что при образовании на плоском изделии из электротехнической стали фосфатного изоляционного покрытия толщиной D до 3 мкм, удельная плотность r этого фосфатного изоляционного покрытия равна ≥ 5 г/м2, а при толщине D больше 3 мкм удельная плотность r фосфатного изоляционного покрытия равна r[г/м2]>3/5 г/мкм/м2 * D [мкм].
2. Способ по п.1, отличающийся тем, что наносимый слой в каждом из этапов b, содержащий фосфат изоляционный раствор, включает коллоидный компонент.
3. Способ по п.2, отличающийся тем, что коллоидный компонент является коллоидным диоксидом кремния.
4. Способ по любому из пп.1-3, отличающийся тем, что изоляционный раствор содержит монофосфат алюминия и/или магния.
5. Способ по п.1 или 2, отличающийся тем, что изоляционный раствор содержит, по меньшей мере, один ингибитор травления и, по меньшей мере, одно смачивающее средство.
6. Способ по п.1 или 2, отличающийся тем, что изоляционный раствор содержит в качестве добавки, по меньшей мере, один стабилизатор (А) коллоидов.
7. Способ по п.1 или 2, отличающийся тем, что при проводимом на этапе b) обжиге температура обжига составляет, по меньшей мере, 300°С.
8. Способ по п.1 или 2, отличающийся тем, что при последнем повторении проводимого на этапе b) обжиге температура обжига составляет, по меньшей мере, 700°С.
9. Способ по п.1 или 2, отличающийся тем, что при проводимом на этапе b) обжиге температура обжига составляет каждый раз не более 900°С.
10. Способ по п.1 или 2, отличающийся тем, что повторное исполнение этапа b) происходит в технологической линии, в которой, следуя друг за другом по одной линии, в соответствующем числу повторений числе установлены устройства для нанесения и отжига изоляционного раствора и через них в непрерывном порядке пропускают предназначенное для нанесения на него покрытия плоское изделие из электротехнической стали.
11. Способ по п.1 или 2, отличающийся тем, что при удельной плотности r имеющегося готового плоского изделия из электротехнической стали фосфатного изолирующего покрытия, равной ≥ 5 г/м2, предел прочности при растяжении покрытия равен Z[MПa]>7/6 МПа*м2/г * r[г/м2].
12. Плоское изделие из электротехнической стали с ориентированным зерном, которое имеет, по меньшей мере, на одной из своих поверхностей обожженное фосфатное изоляционное покрытие, отличающееся тем, что при толщине D фосфатного изоляционного покрытия, равной ≤ 3 мкм, удельная плотность r фосфатного изоляционного покрытия равна ≥ 5 г/м2, а при толщине, равной D>3 мкм, удельная плотность r фосфатного изоляционного покрытия равна: r[г/м2]>3/5 г/мкм/м2 * D [мкм].
13. Плоское изделие по п.12, отличающееся тем, что при удельной плотности r фосфатного изоляционного покрытия, равной ≥ 5 г/м2, предел прочности при растяжении покрытия равен: Z[МПа]>7/6 MПa*м2/г * r[г/м2].
14. Плоское изделие по п.12 или 13, отличающееся тем, что между стальной основой и фосфатным изоляционным покрытием предусмотрен слой форстерита.
| US 3649372 A1, 14.03.1972 | |||
| ГИДРАВЛИЧЕСКИЙ ДЕМПФЕР | 2003 |
|
RU2247269C1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ТЕКСТУРОВАННАЯ ЛИСТОВАЯ СТАЛЬ С ЭЛЕКТРОИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ И СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРОВАННОЙ ЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2288297C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ СО СТЕКЛЯННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2139945C1 |
| ТЕРМОСТОЙКОЕ КЛЕЯЩЕЕ ИЗОЛЯЦИОННОЕ ПОКРЫТИЕ И ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ТАКИМ ПОКРЫТИЕМ, МАГНИТНЫЙ СЕРДЕЧНИК, ГДЕ ИСПОЛЬЗУЕТСЯ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2357994C2 |

