ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к листу анизотропной электротехнической стали, а также к способу производства листа анизотропной электротехнической стали. Приоритет испрашивается по заявке на патент Японии № 2018-054675, поданной 22 марта 2018 г., содержание которой включено сюда по ссылке.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Лист анизотропной электротехнической стали представляет собой лист стали, которая содержит кремний (Si) в количестве примерно 0,5-7 мас.% и имеет ориентации кристаллов, интегрированные в ориентации {110}<001> (ориентации Госса) за счет использования явления, называемого вторичной рекристаллизацией, и используется главным образом для металлических сердечников трансформаторов и т.п. в качестве магнитно-мягкого материала. Поскольку характеристики листов анизотропной электротехнической стали в значительной степени влияют на рабочие характеристики трансформаторов, были проведены интенсивные исследования листов анизотропной электротехнической стали для того, чтобы достичь хороших характеристик возбуждения и низких магнитных потерь.
[0003] Общий способ производства листа анизотропной электротехнической стали заключается в следующем. Сначала стальную заготовку с заданным химическим составом нагревают и подвергают горячей прокатке для того, чтобы получить горячекатаный стальной лист. После выполнения отжига полученного горячекатаного стального листа по мере необходимости горячекатаный стальной лист травят. После травления выполняют холодную прокатку горячекатаного стального листа для того, чтобы получить холоднокатаный стальной лист. Выполняют обезуглероживающий отжиг полученного холоднокатаного стального листа для развития первичной рекристаллизации. После этого на поверхность холоднокатаного стального листа после обезуглероживающего отжига наносят водную суспензию, содержащую сепаратор отжига, содержащий MgO в качестве главного компонента, и сушат ее. После этого стальной лист сматывают в рулон и подвергают окончательному отжигу для развития вторичной рекристаллизации. Во время окончательного отжига, одновременно с протеканием вторичной рекристаллизации в стальном листе, MgO в сепараторе отжига реагирует с SiO2 во внутреннем оксидном слое, образовавшемся на поверхности холоднокатаного стального листа во время обезуглероживающего отжига, так что на поверхности стального листа формируется первичное покрытие (также называемое «стеклянным покрытием»), содержащее форстерит (Mg2SiO4) в качестве главного компонента. После окончательного отжига (после формирования стеклянного покрытия) формируют создающее растягивающее напряжение изоляционное покрытие (также называемое «вторичным покрытием») в качестве дополнительного верхнего слоя путем нанесения раствора, содержащего, например, коллоидный кремнезем и фосфат в качестве главных компонентов, и его обжига.
[0004] Стеклянное покрытие имеет, в дополнение к функции изоляционного покрытия, функцию улучшения адгезии создающего растягивающее напряжение изоляционного покрытия в качестве дополнительного верхнего слоя, формируемого на стеклянном покрытии, и магнитные потери уменьшаются за счет растягивающего напряжения как стеклянного покрытия, так и создающего растягивающее напряжение изоляционного покрытия. Однако стеклянное покрытие представляет собой немагнитную фазу и не является предпочтительным с точки зрения магнитных характеристик. В дополнение, граница раздела между стальным листом и стеклянным покрытием имеет корневидную структуру, в которой корни стеклянного покрытия имеют сложную форму и в некоторых случаях могут вызывать увеличение магнитных потерь за счет ингибирования перемещения стенок доменов. В том случае, когда корневидная структура уменьшается, ухудшается адгезия между стеклянным покрытием и стальным листом, и в результате этого также ухудшается адгезия создающего растягивающее напряжение изоляционного покрытия. Следовательно, в том случае, когда поверхность стального листа выравнивается путем удаления стеклянного покрытия или подавления образования стеклянного покрытия, хотя и получаются превосходные магнитные характеристики, адгезия создающего растягивающее напряжение изоляционного покрытия дополнительно ухудшается.
[0005] В листе анизотропной электротехнической стали, не имеющем такого стеклянного покрытия, в качестве средства улучшения адгезии создающего растягивающее напряжение изоляционного покрытия, например, патентный документ 1 раскрывает метод промывки стального листа погружением его в водный раствор, содержащий серную кислоту или сульфатную соль с концентрацией серной кислоты от 2% до 30%, перед нанесением создающего растягивающее напряжение изоляционного покрытия. Патентный документ 2 раскрывает метод формирования создающего растягивающее напряжение изоляционного покрытия после выполнения предварительной обработки поверхности стального листа с использованием окисляющей кислоты при нанесении создающего растягивающее напряжение изоляционного покрытия. Патентный документ 3 раскрывает лист кремнистой анизотропной стали, имеющий оксидную пленку типа внешнего окисления, в основном содержащую кремнезем и содержащую металлическое железо с долей площади сечения 30% или менее в оксидной пленке типа внешнего окисления. Патентный документ 4 раскрывает лист анизотропной электротехнической стали, имеющий тонкие полосчатые бороздки глубиной 0,05 мкм или более и 2 мкм или менее, нанесенные непосредственно на поверхность основы листа анизотропной электротехнической стали с интервалами 0,05 мкм или более и 2 мкм или менее.
[0006] Создающее растягивающее напряжение изоляционное покрытие, сформированное на поверхности листа анизотропной электротехнической стали, не имеющего стеклянного покрытия, может отслаиваться, если его оставить как оно есть, в том случае, когда адгезия является плохой. С точки зрения достижения устойчивого промышленного производства листа анизотропной электротехнической стали чрезвычайно важно улучшить адгезию создающего растягивающее напряжение изоляционного покрытия. В этой связи, хотя все раскрытые в патентных документах 1-4 методы предназначены для улучшения адгезии создающего растягивающее напряжение изоляционного покрытия, не всегда ясно, получается ли устойчивый эффект уменьшения магнитных потерь с помощью методов, раскрытых в патентных документах 1-4, и все еще остаются возможности для изучения.
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0007] Патентный документ 1: нерассмотренная заявка на японский патент, первая публикация № H5-311453
Патентный документ 2: нерассмотренная заявка на японский патент, первая публикация № 2002-249880
Патентный документ 3: нерассмотренная заявка на японский патент, первая публикация № 2003-313644
Патентный документ 4: нерассмотренная заявка на японский патент, первая публикация № 2001-303215
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0008] Настоящее изобретение было сделано с учетом вышеупомянутых проблем. Задача настоящего изобретения состоит в том, чтобы предложить лист анизотропной электротехнической стали, не имеющий стеклянного покрытия, но имеющий создающее растягивающее напряжение изоляционное покрытие с превосходной адгезией и обладающий превосходными магнитными характеристиками, а также способ производства листа анизотропной электротехнической стали, позволяющий промышленно устойчиво производить лист анизотропной электротехнической стали.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0009] В качестве способа получения листа анизотропной электротехнической стали, не имеющего стеклянного покрытия, известен способ удаления образовавшегося стеклянного покрытия с помощью химического или электролитического полирования и т.п. Однако с точки зрения производительности предпочтительно получать лист анизотропной электротехнической стали, не имеющий стеклянного покрытия, путем подавления образования стеклянного покрытия во время окончательного отжига, вместо того, чтобы удалять образовавшееся стеклянное покрытие. В предшествующем уровне техники считалось, что на магнитные характеристики листов анизотропной электротехнической стали в значительной степени влияют деформации, и формирование механических неровностей вызывает ухудшение магнитных характеристик из-за деформации. Поэтому в том случае, когда образование стеклянного покрытия подавлено, состоянием поверхности стального листа является гладкая поверхность. Однако авторы настоящего изобретения осмелились нанести подходящие механические неровности на поверхность стального листа вместо того, чтобы сохранять гладкое состояние поверхность в листе анизотропной электротехнической стали, не имеющем стеклянного покрытия, как в предшествующем уровне техники. Кроме того, предполагается, что магнитные характеристики улучшаются за счет механических неровностей, которые улучшают адгезию создающего растягивающее напряжение покрытия и увеличивают растягивающее напряжение, прикладываемое создающим растягивающее напряжение изоляционным покрытием, и была исследована возможность реализации этих наблюдений.
[0010] В последние годы привлекает внимание способ жидкостно-абразивной обработки поверхности путем распыления суспензии, в которой смешаны частицы и жидкость, с использованием сжатого воздуха. Этот метод позволяет использовать более мелкие абразивы по сравнению с сухим способом дробеструйной обработки, и применяется, например, для управления поверхностными свойствами стекла и линз. Авторы настоящего изобретения обратили внимание на способ жидкостно-абразивной обработки в качестве способа нанесения механических неровностей на гладкую поверхность и интенсивно исследовали его применение к листу анизотропной электротехнической стали, не имеющему стеклянного покрытия.
[0011] Как было описано выше, в предшествующем уровне техники считалось, что магнитные характеристики листов анизотропной электротехнической стали в значительной степени зависят от деформации, и формирование механических неравномерностей вызывает ухудшение магнитных характеристик из-за деформации. Однако в результате исследования авторами настоящего изобретения было найдено, что жидкостно-абразивная обработка вызывает не только значительное улучшение адгезии создающего растягивающее напряжение изоляционного покрытия, но и дополнительное улучшение магнитных характеристик листа анизотропной электротехнической стали. Причина этого неясна, но предполагается, что механические неровности, которые равномерно сформированы на поверхности с подходящим размером и численной плотностью способом жидкостно-абразивной обработки, вызывают уменьшение ухудшения магнитных характеристик из-за деформации и вместо этого создают якорный эффект, улучшая не только адгезию, но и растягивающее напряжение покрытия, приводя в результате к улучшению магнитных характеристик. В листе анизотропной электротехнической стали, у которого нет никакого стеклянного покрытия ввиду наличия таких механических неровностей, стало ясно, что влияние степени интеграции ориентации стальной основы на магнитные характеристики после формирования создающего растягивающее напряжение изоляционного покрытия и после измельчающей магнитные домены обработки является более сильным, чем ожидалось. Следовательно, авторы настоящего изобретения обнаружили, что управление скоростью повышения температуры во время обезуглероживающего отжига и включение упрочняющих элементов-ингибиторов в стальную заготовку эффективны для дополнительного улучшения магнитных характеристик, тем самым создав настоящее изобретение. Суть настоящего изобретения, созданного на основе вышеописанных находок, заключается в следующем.
[0012] [1] Лист анизотропной электротехнической стали согласно одному аспекту настоящего изобретения включает в себя: стальной лист-основу, включающий в свой химический состав, в мас.%, C: 0,010% или менее, Si: от 2,50% до 4,00%, Mn: от 0,050% до 1,000%, S+Se: 0,005% или менее в сумме, растворимый Al: 0,005% или менее, N: 0,005% или менее, Bi+Te+Pb: от 0% до 0,0300% в сумме, Sb: от 0% до 0,50%, Sn: от 0% до 0,50%, Cr: от 0% до 0,50%, Cu: от 0% до 1,0%, а остальное – Fe и примеси; и создающее растягивающее напряжение изоляционное покрытие, предусмотренное на поверхности стального листа-основы, при этом на поверхности стального листа-основы среднеарифметическая шероховатость Ra вдоль направления под 90° к направлению прокатки, которое является направлением, перпендикулярным направлению прокатки, составляет 0,60 мкм или менее, и, при наблюдении разреза стального листа-основы вдоль направления под 90° к направлению прокатки, углубления, имеющие глубину 0,1 мкм или более и 2,0 мкм или менее, присутствуют на поверхности стального листа-основы числом 1,0/100 мкм или более и 6,0/100 мкм или менее.
[0013] [2] В листе анизотропной электротехнической стали по пункту [1] стальной лист-основа может содержать в своем химическом составе Bi+Te+Pb: от 0,0005% до 0,0300% в сумме.
[0014] [3] Способ производства листа анизотропной электротехнической стали согласно другому аспекту настоящего изобретения включает в себя: стадию горячей прокатки с нагреванием стальной заготовки и после этого горячей прокаткой стальной заготовки для получения горячекатаного стального листа, причем стальная заготовка содержит, в мас.%, C: от 0,020% до 0,100%, Si: от 2,50% до 4,00%, Mn: от 0,050% до 1,000%, S+Se: от 0,005% до 0,080% в сумме, растворимый Al: от 0,010% до 0,070%, N: от 0,005% до 0,020%, Bi+Te+Pb: от 0% до 0,0300% в сумме, Sb: от 0% до 0,50%, Sn: от 0% до 0,50%, Cr: от 0% до 0,50%, Cu: от 0% до 1,0%, а остальное – Fe и примеси; стадию отжига горячекатаного листа с необязательным отжигом горячекатаного стального листа для получения горячекатаного и отожженного стального листа; стадию холодной прокатки с выполнением одной холодной прокатки или множества холодных прокаток с промежуточным отжигом между ними полученного горячекатаного стального листа или горячекатаного и отожженного стального листа для получения холоднокатаного стального листа; стадию обезуглероживающего отжига с выполнением обезуглероживающего отжига холоднокатаного стального листа для получения подвергнутого обезуглероживающему отжигу стального листа; стадию окончательного отжига с нанесением сепаратора отжига на подвергнутый обезуглероживающему отжигу стальной лист и последующим выполнением окончательного отжига; стадию обработки поверхности с выполнением жидкостно-абразивной обработки поверхности при условиях, удовлетворяющих следующей формуле (i), на всей поверхности стального листа после стадии окончательного отжига в направлении по ширине листа; и стадию формирования изоляционного покрытия с образованием создающего растягивающее напряжение изоляционного покрытия на поверхности стального листа после стадии обработки поверхности, при этом сепаратор отжига содержит MgO и Al2O3 в качестве главных компонентов в массовом соотношении MgO:Al2O3 между MgO и Al2O3 в диапазоне от 3:7 до 7:3 и содержит 0,5-15 мас.% хлорида висмута,
0,15 ≤ (S×c×ρ)/(6×v×W) ≤ 3,00 … Формула (i)
причем в формуле (1)
S – расход (л/мин) суспензии, используемой для жидкостно-абразивной обработки,
c – концентрация (об.%) абразива, используемого для жидкостно-абразивной обработки,
ρ – плотность (кг/м3) абразива, используемого для жидкостно-абразивной обработки,
v – относительная скорость (мм/с) между соплом, из которого выбрасывается суспензия, и стальным листом,
W – ширина (мм) сопла, из которого выбрасывается суспензия.
[0015] [4] В способе производства листа анизотропной электротехнической стали по пункту [3] на стадии обезуглероживающего отжига скорость S1 повышения температуры в температурном диапазоне 500°C или выше и ниже 600°C и скорость S2 повышения температуры в температурном диапазоне 600°C или выше и 700°C или ниже может удовлетворять каждой из следующих формул (ii) - (iv):
300 ≤ S1 ≤ 1000 … Формула (ii)
1000 ≤ S2 ≤ 3000 … Формула (iii)
1,0 < S2/S1 ≤ 10,0 … Формула (iv).
[0016] [5] В способе производства листа анизотропной электротехнической стали по пункту [3] или [4] стальная заготовка может включать в свой химический состав Bi+Те+Pb: от 0,0005% до 0,0300% в сумме.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0017] Как описано выше, в соответствии с вышеперечисленными аспектами настоящего изобретения возможно промышленным образом устойчиво производить лист анизотропной электротехнической стали, который не имеет стеклянного покрытия и обладает превосходной адгезией создающего растягивающее напряжение изоляционного покрытия и превосходными магнитными характеристиками.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018] Фиг. 1A – изображение, схематично показывающее строение листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления.
Фиг. 1B – изображение, схематично показывающее строение листа анизотропной электротехнической стали в соответствии с вариантом осуществления.
Фиг. 2 – изображение, схематично показывающее строение листа анизотропной электротехнической стали в соответствии с вариантом осуществления.
Фиг. 3 – изображение, схематично показывающее поверхность стального листа-основы листа анизотропной электротехнической стали в соответствии с вариантом осуществления.
Фиг. 4 – изображение, показывающее глубины углублений на поверхности стального листа-основы в соответствии с вариантом осуществления.
Фиг. 5 – блок-схема, показывающая пример последовательности операций способа производства листа анизотропной электротехнической стали в соответствии с вариантом осуществления.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0019] Далее примерные варианты осуществления настоящего изобретения будут подробно описаны со ссылками на чертежи. В описании настоящего изобретения и на чертежах сходные составляющие элементы, имеющие по существу одинаковую функцию и конфигурацию, обозначены одинаковыми ссылочными цифрами, и их повторное описание опускается.
(Лист анизотропной электротехнической стали)
[0020] Далее будет подробно описан лист анизотропной электротехнической стали в соответствии с одним вариантом осуществления настоящего изобретения (лист анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления).
<Главная конфигурация листа анизотропной электротехнической стали>
[0021] Сначала будет описана главная конфигурация листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления со ссылкой на Фиг. 1A и 1B. Фиг. 1A и 1B представляют собой изображения, схематично показывающие строение листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления.
[0022] Как схематично показано на Фиг. 1A, лист 10 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления включает в себя стальной лист-основу 11 и создающее растягивающее напряжение изоляционное покрытие 13, которое является примером изоляционного покрытия, формируемого на поверхности стального листа-основы 11, и между стальным листом-основой 11 и создающим растягивающее напряжение изоляционным покрытием 13 не имеется никакого стеклянного покрытия. В листе 10 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления создающее растягивающее напряжение изоляционное покрытие 13 может быть сформировано на по меньшей мере одной поверхности стального листа-основы 11, но обычно сформировано на обеих поверхностях стального листа-основы 11, как схематично показано на Фиг. 1B.
[0023] Далее лист 10 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления будет описан с упором на характерную конфигурацию. В следующем описании могут быть опущены подробные описания известных конфигураций, а также некоторых конфигураций, которые могут быть реализованы специалистом в данной области техники.
[Стальной лист-основа 11]
[0024] Стальной лист-основа 11 имеет заданный химический состав за счет того, что он производится из стальной заготовки, имеющей химический состав, подробно описываемый ниже. Поверхность стального листа-основы 11 в соответствии с настоящим вариантом осуществления снабжена мелкими углублениями, подробно описываемыми ниже. Благодаря присутствию таких углублений лист 10 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления имеет превосходную адгезию создающего растягивающее напряжение изоляционного покрытия 13 и демонстрирует превосходные магнитные характеристики. Химический состав стального листа-основы 11 далее будет описан подробно.
[Создающее растягивающее напряжение изоляционное покрытие 13]
[0025] Создающее растягивающее напряжение изоляционное покрытие 13 находится на поверхности стального листа-основы 11 и уменьшает потери на вихревые токи за счет нанесения электрической изоляции на лист 10 анизотропной электротехнической стали, тем самым улучшая магнитные потери листа 10 анизотропной электротехнической стали. В дополнение, помимо вышеописанной электрической изоляции, создающее растягивающее напряжение изоляционное покрытие 13 реализует различные характеристики, такие как коррозионная стойкость, термостойкость и скользкость.
[0026] Кроме того, создающее растягивающее напряжение изоляционное покрытие 13 обладает функцией приложения растягивающего напряжения к листу 10 анизотропной электротехнической стали. Магнитные потери листа 10 анизотропной электротехнической стали могут быть улучшены за счет приложения растягивающего напряжения к листу 10 анизотропной электротехнической стали, облегчая движение стенок доменов в листе 10 анизотропной электротехнической стали.
[0027] Известная измельчающая магнитные домены обработка с использованием луча лазера непрерывного излучения или электронного луча может выполняться на поверхности создающего растягивающее напряжение изоляционного покрытия 13.
[0028] Создающее растягивающее напряжение изоляционное покрытие 13 формируют, например, путем нанесения пленкообразующего раствора, содержащего фосфат металла и кремнезем в качестве главных компонентов, на поверхность стального листа-основы 11 и обжига получившейся пленки.
<Толщина листа 10 анизотропной электротехнической стали>
[0029] Толщина листового продукта (толщина t на Фиг. 1A и 1B) в виде листа 10 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления конкретно не ограничена и может составлять, например, 0,17 мм или более и 0,35 мм или менее. В настоящем варианте осуществления эффект становится заметным в случае материала, имеющего столь малую толщину листа, как менее чем 0,22 мм, после холодной прокатки (то есть тонкого материала), и при этом дополнительно улучшается адгезия создающего растягивающее напряжение изоляционного покрытия 13. Толщина листа после холодной прокатки предпочтительно составляет, например, 0,17 мм или более и 0,22 мм или менее, а предпочтительнее 0,17 мм или более и 0,20 мм или менее.
<Химический состав стального листа-основы 11>
[0030] Далее будет подробно описан химический состав стального листа-основы 11 листа 10 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления. В дальнейшем, если явно не указано иное, обозначение «%» означает «мас.%».
[0031] Стальной лист-основа 11 в соответствии с настоящим вариантом осуществления имеет химический состав, включающий, в мас.%: С: 0,010% или менее, Si: от 2,50% до 4,00%, Mn: от 0,050% до 1,000%, S+Se: 0,005% или менее, растворимый Al: 0,005% или менее, и N: 0,005% или менее, и необязательно Bi+Te+Pb: 0,03% или менее, Sb: 0,50% или менее, Sn: 0,50% или менее, Cr: 0,50% или менее, Cu: 1,0% или менее, а остальное – Fe и примеси.
[C: 0,010% или менее]
[0032] C (углерод) является элементом, эффективным для управления структурой до завершения стадии обезуглероживающего отжига среди производственных стадий. Однако, когда содержание C превышает 0,010%, магнитные характеристики листа анизотропной электротехнической стали, который является листовым продуктом, ухудшаются. Поэтому в стальном листе-основе 11 листа 10 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления содержание C устанавливается равным 0,010% или менее. Содержание C предпочтительно составляет 0,005% или менее. Содержание C предпочтительно является настолько низким, насколько это возможно. Однако, даже если содержание C уменьшается до менее чем 0,0001%, эффект управления структурой насыщается, а производственные затраты увеличиваются. Поэтому содержание C предпочтительно составляет 0,0001% или более.
[Si: от 2,50% до 4,00%]
[0033] Si (кремний) является элементом, который увеличивает электрическое сопротивление стали и уменьшает потери на вихревые токи. В том случае, когда содержание Si составляет менее чем 2,50%, вышеописанный эффект сокращения потерь на вихревые токи не может быть получен в достаточной степени. Поэтому содержание Si устанавливается равным 2,50% или более. Содержание Si предпочтительно составляет 2,70% или более, а предпочтительнее 2,80% или более. С другой стороны, когда содержание Si превышает 4,00%, обрабатываемость стали в холодном состоянии уменьшается. Поэтому в стальном листе-основе 11 листа 10 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления содержание Si устанавливается равным 4,00% или менее. Содержание Si предпочтительно составляет 3,90% или менее, а предпочтительнее 3,80% или менее.
[Mn: от 0,050% до 1,000%]
[0034] Mn (марганец) связывается с S и Se, что будет описано позже, во время производственных стадий с образованием MnS и MnSe. Эти выделения действуют как ингибиторы (ингибиторы нормального роста зерен) и вызывают развитие вторичной рекристаллизации в стали. Mn является элементом, который дополнительно улучшает обрабатываемость стали в горячем состоянии. В том случае, когда содержание Mn составляет менее чем 0,050%, вышеупомянутые эффекты не могут быть получены в достаточной степени. Поэтому содержание марганца устанавливается равным 0,050% или более. Содержание Mn предпочтительнее составляет 0,060% или более. С другой стороны, когда содержание Mn превышает 1,000%, вторичная рекристаллизация не развивается, и магнитные характеристики стали ухудшаются. Поэтому в стальном листе-основе 11 листа 10 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления содержание Mn устанавливается равным 1,000% или менее. Содержание Mn предпочтительнее составляет 0,500% или менее.
[Один или более из S и Se (S+Se): 0,005% или менее в сумме]
[0035] S (сера) и Se (селен) связываются с Mn на производственных стадиях, образуя MnS и MnSe, которые действуют как ингибиторы. Однако в том случае, когда сумма содержания S и содержания Se превышает 0,005%, магнитные характеристики ухудшаются из-за оставшихся ингибиторов. Поэтому в стальном листе-основе 11 в соответствии с настоящим вариантом осуществления общее количество S и Se устанавливается равным 0,005% или менее. Предпочтительно, чтобы общее количество S и Se в листе анизотропной электротехнической стали было настолько низким, насколько это возможно. Однако, если общее количество S и Se в листе анизотропной электротехнической стали уменьшается до менее чем 0,0001%, лишь увеличиваются производственные затраты. Поэтому общее количество S и Se в листе анизотропной электротехнической стали предпочтительно составляет 0,0001% или более.
[Кислоторастворимый Al: 0,005% или менее]
[0036] Кислоторастворимый алюминий (раств. Al) связывается с N во время стадий производства листа анизотропной электротехнической стали, образуя AlN, который действует как ингибитор. Однако, когда количество кислоторастворимого Al в стальном листе-основе 11 превышает 0,005%, избыток ингибитора остается в стальном листе-основе 11, так что магнитные характеристики ухудшаются. Поэтому в стальном листе-основе 11 в соответствии с настоящим вариантом осуществления количество кислоторастворимого Al устанавливается равным 0,005% или менее. Количество кислоторастворимого Al предпочтительно составляет 0,004% или менее. Хотя нижний предел количества кислоторастворимого Al конкретно не установлен, если количество кислоторастворимого Al уменьшается до менее чем 0,0001%, производственные затраты лишь увеличиваются. Поэтому количество кислоторастворимого Al предпочтительно составляет 0,0001% или более.
[N: 0,005% или менее]
[0037] N (азот) связывается с Al на производственных стадиях, образуя AlN, который действует как ингибитор. Однако, когда содержание N превышает 0,005%, избыток ингибитора остается в листе анизотропной электротехнической стали, и магнитные характеристики ухудшаются. Поэтому в стальном листе-основе 11 в соответствии с настоящим вариантом осуществления содержание N устанавливается равным 0,005% или менее. Содержание N предпочтительно составляет 0,004% или менее. С другой стороны, хотя нижний предел содержания N конкретно не установлен, даже если нижний предел уменьшается до менее чем 0,0001%, производственные затраты лишь увеличиваются. Поэтому содержание N предпочтительно составляет 0,0001% или более.
[Остальное: Fe и примеси]
[0038] Химический состав стального листа-основы 11 в соответствии с настоящим вариантом осуществления содержит вышеописанные элементы, а остальное состоит в основном из железа (Fe) и примесей. Однако с целью улучшения магнитных характеристик могут дополнительно содержаться Bi, Те, Pb, Sb, Sn, Cr и Cu в диапазонах, показанных ниже. Здесь примеси означают элементы, которые попадают из руды в качестве сырья, лома, производственной среды и т.п., когда стальной лист-основа 11 производится промышленным способом, и содержание которых допускается в количествах, не оказывающих негативного влияния на лист анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления.
[По меньшей мере один из Bi, Те или Pb (Bi+Те+Pb): от 0% до 0,0300% в сумме]
[0039] Стальной лист-основа 11 в соответствии с настоящим вариантом осуществления может содержать по меньшей мере один элемент из Bi (висмута), Те (теллура) или Pb (свинца) в качестве необязательного элемента вместо части Fe в остальном. За счет включения одного или более из этих элементов магнитные характеристики листа анизотропной электротехнической стали могут быть дополнительно улучшены. В случае получения этого эффекта общая сумма по меньшей мере одного из Bi, Те или Pb (одного или более элементов, выбранных из Bi, Те и Pb) предпочтительно составляет 0,0005% или более, а предпочтительнее 0,0010% или более. С другой стороны, когда общее количество этих элементов превышает 0,0300%, происходит горячее охрупчивание. Поэтому общее количество по меньшей мере одного из Bi, Те или Pb предпочтительно устанавливается равным 0,0300% или менее. Поскольку Bi, Те и Pb не должны содержаться в обязательном порядке, нижний предел их общего количества составляет 0%.
[0040] Стальной лист-основа 11 в соответствии с настоящим вариантом осуществления может содержать в качестве необязательных элементов, в дополнение к вышеупомянутым необязательным элементам, по меньшей мере любой элемент из Sb (сурьмы), Sn (олова), Cr (хрома) или Cu (меди), которые эффективны для улучшения магнитных характеристик листа анизотропной электротехнической стали. В случае включения этих элементов предпочтительно, чтобы их количества были следующими: Sb: 0% или более и 0,50% или менее, Sn: 0% или более и 0,50% или менее, Cr: 0% или более и 0,50% или менее, и Cu: 0% или более и 1,0% или менее. Количество каждого из этих элементов предпочтительнее составляет 0,005% или более, а еще более предпочтительно 0,010% или более.
<Форма поверхности стального листа-основы 11>
[0041] В стальном листе-основе 11 в соответствии с настоящим вариантом осуществления поверхность, служащая границей раздела с создающим растягивающее напряжение изоляционным покрытием 13, имеет заданную среднеарифметическую шероховатость Ra, как было кратко упомянуто ранее, а также имеет углубления с заданной глубиной и с заданной долей.
[0042] Далее характерная форма поверхности стального листа-основы 11 в соответствии с настоящим вариантом осуществления будет подробно описана со ссылкой на Фиг. 2-4. Фиг. 2 представляет собой изображение, схематично показывающее лист анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления. Фиг. 3 представляет собой изображение, схематично показывающее поверхность стального листа-основы листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления. Фиг. 4 представляет собой изображение, показывающее глубины углублений на поверхности стального листа-основы в соответствии с настоящим вариантом осуществления.
[0043] В процессе намагничивания листа анизотропной электротехнической стали в основном перемещаются доменные стенки между магнитными доменами, намагниченность которых ориентирована в направлении прокатки, как схематично показано на Фиг. 2. Направление перемещения доменных стенок в таком случае является направлением, перпендикулярным направлению прокатки (соответствующим направлению по ширине листа на Фиг. 2). В дальнейшем направление, перпендикулярное направлению прокатки, называется «направлением под 90° к направлению прокатки». Поскольку направление перемещения доменных стенок представляет собой направление под 90° к направлению прокатки, это направление становится показателем влияния формы поверхности на магнитные характеристики.
[0044] В листе 10 анизотропной электротехнической стали, который имеет превосходную адгезию создающего растягивающее напряжение изоляционного покрытия несмотря на отсутствие стеклянного покрытия, а значит, обладает превосходными магнитными характеристиками, поверхность стального листа-основы 11 вдоль направления под 90° к направлению прокатки имеет характерную форму поверхности.
[0045] Поверхность стального листа-основы 11 в соответствии с настоящим вариантом осуществления имеет определяемую стандартом JIS B 0601 (2013) среднеарифметическую шероховатость Ra, составляющую 0,60 мкм или менее, в том случае, когда лист 10 анизотропной электротехнической стали (стальной лист-основа 11) разрезан по линии A-A, лежащей в плоскости реза и показанной на Фиг. 2 (то есть параллельно направлению под 90° к направлению прокатки). В том случае, когда среднеарифметическая шероховатость Ra поверхности стального листа-основы 11 вдоль направления под 90° к направлению прокатки превышает 0,60 мкм, это влияет на описанное выше перемещение доменных стенок, и превосходные магнитные характеристики не могут быть реализованы. Среднеарифметическая шероховатость Ra поверхности стального листа-основы 11 вдоль направления под 90° к направлению прокатки предпочтительно составляет 0,30 мкм или более и 0,50 мкм или менее. Среднеарифметическая шероховатость Ra может быть измерена с использованием известного измерителя шероховатости поверхности на основе стандарта JIS B 0601 (2013). Среднеарифметическая шероховатость Ra поверхности стального листа-основы может быть измерена путем погружения листа анизотропной электротехнической стали после формирования создающего растягивающее напряжение изоляционного покрытия в водный раствор, имеющий температуру жидкости от 60°C до 80°C и концентрацию NaOH от 30% до 40%, и измерения поверхности после удаления создающего растягивающее напряжение изоляционного покрытия с использованием известного измерителя шероховатости поверхности на основе стандарта JIS B 0601 (2013).
[0046] Что касается поверхности стального листа-основы 11 в соответствии с настоящим вариантом осуществления, то в случае, когда лист 10 анизотропной электротехнической стали (стальной лист-основа 11) разрезан по линии A-A, лежащей в плоскости реза и показанной на Фиг. 2, как схематично показано на Фиг. 3, углубления 101, имеющие заданную глубину, присутствуют на поверхности стального листа-основы 11 в заданной пропорции. Более конкретно, на поверхности стального листа-основы 11 в случае разрезания в направлении под 90° к направлению прокатки, углубления 101 с глубиной 0,1 мкм или более и 2,0 мкм или менее присутствуют числом 1,0/100 мкм или более и 6,0/100 мкм или менее.
[0047] То есть, на поверхности стального листа-основы 11 в соответствии с настоящим вариантом осуществления число присутствующих углублений 101, которые обладают глубиной 0,1 мкм или более и 2,0 мкм или менее, составляет 1,0 или более и 6,0 или менее в диапазоне длины разреза 100 мкм. В том случае, когда число присутствующих углублений 101 составляет менее чем 1,0/100 мкм, оно слишком мало, и превосходная адгезия создающего растягивающее напряжение изоляционного покрытия 13 и превосходные магнитные характеристики не могут быть реализованы. С другой стороны, в том случае, когда число присутствующих углублений 101 превышает 6,0/100 мкм, хотя адгезия создающего растягивающее напряжение изоляционного покрытия 13 улучшается, превосходные магнитные характеристики не могут быть реализованы. Делая число присутствующих углублений 101 составляющим 1,0/100 мкм или более и 6,0/100 мкм или менее, получается превосходная адгезия создающего растягивающее напряжение изоляционного покрытия 13, и прикладываемое к стальному листу-основе 11 растягивающее напряжение увеличивается, в результате чего проявляются превосходные магнитные характеристики. Число присутствующих углублений 101 предпочтительно составляет 1,0/100 мкм или более и 5,0/100 мкм или менее.
[0048] Углубления 101, как было описано выше, могут наблюдаться с использованием обычного сканирующего электронного микроскопа (SEM) на разрезе в направлении под 90° к направлению прокатки. Более конкретно, разрез стального листа-основы 11 в любом положении в направлении под 90° к направлению прокатки наблюдают при 1000-кратном увеличении и сначала определяют тот участок, где поверхность стального листа-основы 11 является плоской. Такой плоский участок используется в качестве «базовой точки глубины» при измерении глубин, как показано на Фиг. 4.
[0049] В наблюдаемом поле зрения, представляющем интерес, выбирают две или более таких базовых точки глубины, строят линейный сегмент, соединяющий выбранное множество базовых точек глубины, и этот линейный сегмент называется «базовой линией глубины». Как схематично показано на Фиг. 4, глубина углубления 101 в соответствии с настоящим вариантом осуществления определяется как расстояние между «базовой линией глубины», определенной так, как было описано выше, и самой глубокой точкой углубления. Такое наблюдение может быть выполнено в любых трех полях зрения при том же самом увеличении (1000-кратном), и может быть выполнена оценка по среднему значению полученных чисел. Характерная форма поверхности стального листа-основы 11 в соответствии с настоящим вариантом осуществления, как показано на Фиг. 3 и 4, может быть сформирована с использованием способа жидкостно-абразивной обработки, который будет описан позже. Способ жидкостно-абразивной обработки реализуется путем выброса суспензии, в которой примешан абразив, на поверхность стального листа-основы 11. Поскольку механические неровности, формируемые на поверхности стального листа-основы 11, на которую выбрасывается суспензия, являются однородными, формируется характерная плоская поверхность, на которой присутствуют вышеупомянутые плоские участки.
[0050] В стальном листе-основе 11 в соответствии с настоящим вариантом осуществления для создания углублений 101 с глубиной 2,0 мкм или менее выполняют жидкостно-абразивную обработку поверхности при особых условиях, что подробно описывается ниже. Поэтому углубления 101 с глубиной более чем 2,0 мкм не присутствуют на поверхности стального листа-основы 11 в соответствии с настоящим вариантом осуществления. В дополнение, в том случае, когда углубления с глубиной более чем 2,0 мкм присутствуют, лист анизотропной электротехнической стали не демонстрирует превосходных магнитных характеристик. Поэтому нет нужды рассматривать присутствие углублений с глубиной более чем 2,0 мкм. В дополнение к этому, углубления 101 с глубиной менее чем 0,1 мкм и выступы с высотой менее чем 0,1 мкм не влияют на улучшение адгезии создающего растягивающее напряжение изоляционного покрытия 13 и магнитные характеристики. Поэтому их можно не учитывать во время вышеописанного наблюдения, и глубина интересующих углублений 101 устанавливается равной 0,1 мкм или более.
[0051] Техническое значение различается между числом углублений, имеющих глубину 0,1 мкм или более и 2,0 мкм или менее, и среднеарифметической шероховатостью Ra. А именно, число углублений, имеющих глубину 0,1 мкм или более и 2,0 мкм или менее, представляет механические неровности, которые способствуют улучшению адгезии создающего растягивающее напряжение изоляционного покрытия, а также способствуют улучшению магнитных характеристик за счет улучшения растягивающего напряжения покрытия. С другой стороны, среднеарифметическая шероховатость Ra представляет среднее значение нерегулярных состояний на базовой длине, и не всегда совпадает с формой механических неровностей, которые способствуют улучшению адгезии. Даже если значение Ra является высоким, число углублений, имеющих глубину 0,1 мкм или более и 2,0 мкм или менее, не всегда увеличивается.
[0052] В дополнение к этому, как будет подробно описано ниже, описанная выше особая форма поверхности реализуется только в том случае, когда окончательный отжиг выполняют с использованием сепаратора отжига, который не вызывает образования стеклянного покрытия, с последующей жидкостно-абразивной обработкой поверхности, выполняемой при подходящих условиях. В том случае, когда окончательный отжиг выполняют с использованием обычного сепаратора отжига, который вызывает образование стеклянного покрытия, и образовавшееся стеклянное покрытие удаляют путем химического или электролитического полирования, шероховатостью поверхности стального листа-основы 11 невозможно управлять подходящим образом, поверхность становится слишком грубой, и углубления 101, имеющие вышеупомянутую глубину, не могут быть реализованы.
[0053] Выше был подробно описан лист 10 анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления. Различные магнитные характеристики листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления могут быть измерены методом Эпштейна, предусмотренным в стандарте JIS C 2550-1 (2011), или методом измерения магнитных характеристик одиночного листа (прибором для испытания одиночного листа (SST)), предусмотренным в стандарте JIS C 2556 (2015).
(Способ производства листа анизотропной электротехнической стали)
[0054] Далее со ссылкой на Фиг. 5 будет подробно описан способ производства листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления. Фиг. 5 представляет собой блок-схему, показывающую один пример последовательности операций способа производства листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления.
<Общий процесс производства листа анизотропной электротехнической стали>
[0055] Далее будет описан общий процесс производства листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления.
[0056] Общий процесс производства листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления заключается в следующем. Сначала стальную заготовку (сляб) с описываемым ниже химическим составом подвергают горячей прокатке для того, чтобы получить горячекатаный стальной лист. После этого горячекатаный стальной лист отжигают для того, чтобы получить горячекатаный и отожженный стальной лист. Затем полученный горячекатаный и отожженный стальной лист травят, а затем подвергают одной или двум холодным прокаткам с промежуточным отжигом между ними для того, чтобы после холодной прокатки получить холоднокатаный стальной лист, прокатанный до заданной толщины. После этого полученный холоднокатаный стальной лист подвергают обезуглероживанию и первичной рекристаллизации путем отжига во влажной атмосфере водорода (обезуглероживающий отжиг), чтобы получить подвергнутый обезуглероживающему отжигу стальной лист. При таком обезуглероживающем отжиге на поверхности стального листа образуется заданная оксидная пленка. После этого на поверхность подвергнутого обезуглероживающему отжигу стального листа наносят сепаратор отжига, содержащий главным образом MgO и Al2O3, а затем сушат и выполняют окончательный отжиг. Такой окончательный отжиг вызывает вторичную рекристаллизацию, и зеренная структура стального листа интегрируется в ориентации {110}<001>. Поскольку в способе производства листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления используется конкретный сепаратор отжига, который не вызывает образования стеклянного покрытия, никакого стеклянного покрытия на поверхности стального листа после окончательного отжига не образуется, и поверхность становится гладкой. После окончательного отжига выполняют обработку поверхности методом жидкостно-абразивной обработки поверхности стального листа. Посредством этой обработки поверхности описанные выше углубления формируются на поверхности стального листа. Окончательно отожженный лист, подвергшийся поверхностной обработке, промывают водой или травят для удаления порошка, а затем покрывают пленкообразующим раствором, содержащим главным образом фосфат, и обжигают для формирования создающего растягивающее напряжение изоляционного покрытия.
[0057] То есть, как показано на Фиг. 5, способ производства листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления включает в себя: стадию горячей прокатки (стадию S101) с горячей прокаткой стальной заготовки, имеющей вышеупомянутый химический состав, при заданной температуре для получения горячекатаного стального листа; стадию отжига горячекатаного листа (стадию S103) с необязательным отжигом полученного горячекатаного стального листа для получения горячекатаного и отожженного стального листа; стадию холодной прокатки (стадию S105) с выполнением одной холодной прокатки или множества холодных прокаток с промежуточным отжигом между ними полученного горячекатаного стального листа или горячекатаного и отожженного стального листа для получения холоднокатаного стального листа; стадию обезуглероживающего отжига (стадию S107) с выполнением обезуглероживающего отжига полученного холоднокатаного стального листа для получения подвергнутого обезуглероживающему отжигу стального листа; стадию окончательного отжига (стадию S109) с нанесением сепаратора отжига на полученный подвергнутый обезуглероживающему отжигу стальной лист и после этого выполнением окончательного отжига; стадию обработки поверхности (стадию S111) с выполнением поверхностной жидкостно-абразивной обработки при заданных условиях на всей поверхности стального листа после окончательного отжига в направлении по ширине листа; и стадию формирования изоляционного покрытия (стадию S113) с формированием изоляционного покрытия (более конкретно, создающего растягивающее напряжение изоляционного покрытия) на поверхности стального листа после поверхностной обработки.
[0058] Далее эти стадии будут описаны подробно. В нижеследующем описании в том случае, когда какое-либо условие на каждой стадии не описано, каждая стадия может быть выполнена путем соответствующего применения известных условий.
<Стадия горячей прокатки>
[0059] Стадия горячей прокатки (стадия S101) является стадией горячей прокатки стальной заготовки (например, стального слитка, такого как сляб), имеющей заданный химический состав, для того, чтобы получить горячекатаный стальной лист. На такой стадии горячей прокатки стальную заготовку из кремнистой стали, имеющей химический состав, кратко описываемый ниже, сначала термообрабатывают. При этом температура нагрева предпочтительно устанавливается в диапазоне от 1200°C до 1400°C. Температура нагрева более предпочтительно составляет 1250°C или выше и 1380°C или ниже. Затем нагретую до вышеописанной температуры стальную заготовку обрабатывают в горячекатаный стальной лист с помощью последующей горячей прокатки. Толщина горячекатаного стального листа предпочтительно находится, например, в диапазоне 2,0 мм или более и 3,0 мм или менее.
<Химический состав стальной заготовки>
[0060] Химический состав стальной заготовки, подвергаемой стадии горячей прокатки, будет кратко описан ниже. В следующем описании, если явно не указано иное, обозначение «%» означает «мас.%».
[C: от 0,020% до 0,100%]
[0061] C является элементом, эффективным для улучшения магнитных характеристик посредством управления структурой на стадиях производства до завершения стадии обезуглероживающего отжига. В том случае, когда содержание C в стальной заготовке составляет менее 0,020%, или в том случае, когда содержание C в стальной заготовке превышает 0,100%, вышеописанный эффект улучшения магнитных характеристик не может быть получен. Поэтому содержание C в стальной заготовке составляет 0,020-0,100%. Содержание C в стальной заготовке предпочтительно составляет от 0,030% до 0,090%.
[Si: от 2,50% до 4,00%]
[0062] Si является элементом, который увеличивает электрическое сопротивление стали и снижает потери на вихревые токи. В том случае, когда содержание Si в стальной заготовке составляет менее чем 2,50%, эффект снижения потерь на вихревые токи не может быть получен в достаточной степени. Поэтому содержание Si устанавливается равным 2,50% или более. Содержание Si в стальной заготовке предпочтительно составляет 2,70% или более, а предпочтительнее 2,80% или более. С другой стороны, в том случае, когда содержание Si в стальной заготовке превышает 4,00%, обрабатываемость стали в холодном состоянии уменьшается. Поэтому содержание Si в стальной заготовке устанавливается равным 4,00% или менее. Содержание Si в стальной заготовке предпочтительно составляет 3,90% или менее, а предпочтительнее 3,80% или менее.
[Mn: от 0,050% до 1,000%]
[0063] Mn связывается с S и Se во время производственных стадий с образованием MnS и MnSe. Эти выделения действуют как ингибиторы и вызывают развитие вторичной рекристаллизации в стали. Mn также является элементом, который улучшает обрабатываемость стали в горячем состоянии. В том случае, когда содержание Mn в стальной заготовке составляет менее чем 0,050%, эти эффекты не могут быть получены в достаточной степени. Поэтому содержание Mn в стальной заготовке устанавливается равным 0,050% или более. Содержание Mn предпочтительнее составляет 0,060% или более. С другой стороны, в том случае, когда содержание Mn в стальной заготовке превышает 1,000%, вторичная рекристаллизация не развивается, и магнитные характеристики стали ухудшаются. Поэтому содержание Mn в стальной заготовке устанавливается на уровне 0,050-1,000%. Содержание Mn предпочтительнее составляет 0,500% или менее.
[Один или более из S и Se (S+Se): от 0,005% до 0,080% в сумме]
[0064] S и Se связываются с Mn на производственных стадиях, образуя MnS и MnSe, которые действуют как ингибиторы. В том случае, когда суммарное количество S и Se составляет менее чем 0,005%, трудно проявиться эффекту образования MnS и MnSe. Поэтому суммарное количество S и Se в стальной заготовке устанавливается равным 0,005% или более. Суммарное количество S и Se в стальной заготовке предпочтительно составляет 0,006% или более. С другой стороны, в том случае, когда суммарное количество S и Se превышает 0,080%, не только ухудшаются магнитные характеристики, но еще и появляется горячая хрупкость. Поэтому суммарное количество S и Se в стальной заготовке устанавливается равным 0,080% или менее. Суммарное количество S и Se предпочтительно составляет 0,070% или менее.
[Кислоторастворимый Al: от 0,010% до 0,070%]
[0065] Кислоторастворимый Al (растворимый Al) связывается с N во время стадий производства листа анизотропной электротехнической стали, образуя AlN, который действует как ингибитор. В том случае, когда количество кислоторастворимого Al составляет менее чем 0,010%, AlN образуется в недостаточном количестве, и магнитные характеристики ухудшаются. В том случае, когда количество кислоторастворимого Al превышает 0,070%, не только магнитные характеристики ухудшаются, но еще и кислоторастворимый Al вызывает растрескивание во время холодной прокатки. Поэтому количество кислоторастворимого Al в стальной заготовке устанавливается в интервале от 0,010% до 0,070%. Количество кислоторастворимого Al предпочтительно составляет от 0,020% до 0,050%.
[N: от 0,005% до 0,020%]
[0066] N связывается с Al во время стадий производства, образуя AlN, который действует как ингибитор. В том случае, когда содержание N составляет менее чем 0,005%, AlN образуется в недостаточном количестве, и магнитные характеристики ухудшаются. Поэтому содержание N в стальной заготовке устанавливается равным 0,005% или более. С другой стороны, в том случае, когда содержание N превышает 0,020%, AlN становится трудным функционировать в качестве ингибитора, и могут иметь место случаи, когда вторичная рекристаллизация не развивается. Кроме того, AlN вызывает растрескивание во время холодной прокатки. Поэтому содержание N в стальной заготовке устанавливается равным 0,020% или менее. Содержание N предпочтительно составляет 0,012% или менее, а более предпочтительно 0,010% или менее.
[Остальное: Fe и примеси]
[0067] Химический состав стальной заготовки в основном содержит вышеупомянутые элементы, а остальное составляют Fe и примеси. Однако с целью улучшения магнитных характеристик могут дополнительно содержаться Bi, Те, Pb, Sb, Sn, Cr и Cu в диапазонах, показанных ниже. Поскольку эти элементы не должны содержаться в обязательном порядке, нижний предел их содержания составляет 0%. Здесь примеси означают элементы, которые попадают из руды в качестве сырья, лома, производственной среды и т.п., когда стальная заготовка (например, стальной сляб) производится промышленным способом, и которые могут содержаться в количестве, не оказывающем негативного влияния на лист анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления.
[По меньшей мере один из Bi, Те и Pb (Bi+Те+Pb): от 0% до 0,0300% в сумме]
[0068] Стальная заготовка может содержать в качестве необязательного элемента по меньшей мере один из Bi, Те или Pb вместо части Fe в остальном, в суммарном количестве 0,0300% или менее. За счет включения по меньшей мере одного из этих элементов магнитные характеристики листа анизотропной электротехнической стали могут быть дополнительно улучшены. Суммарное количество по меньшей мере одного из Bi, Те или Pb предпочтительно составляет 0,0005% или более, а предпочтительнее 0,0010% или более. Однако в том случае, когда суммарное количество этих элементов превышает 0,0300%, эти элементы вызывают горячее охрупчивание. Поэтому суммарное количество по меньшей мере одного из Bi, Те или Pb в стальной заготовке предпочтительно составляет от 0% до 0,0300%.
[0069] В дополнение к этому, стальная заготовка может дополнительно содержать по меньшей мере любой элемент из Sb, Sn, Cr или Cu, который является эффективным для улучшения магнитных характеристик листа анизотропной электротехнической стали. В случае включения этих элементов предпочтительно, чтобы их количества были следующими: Sb: 0% или более и 0,50% или менее, Sn: 0% или более и 0,50% или менее, Cr: 0% или более и 0,50% или менее, и Cu: 0% или более и 1,0% или менее. Количество каждого из этих элементов более предпочтительно составляет 0,005% или более, а еще более предпочтительно 0,010% или более.
<Стадия отжига горячекатаного листа>
[0070] Стадия отжига горячекатаного листа (стадия S103) является стадией отжига горячекатаного стального листа, произведенного на стадии горячей прокатки, для получения горячекатаного и отожженного стального листа. При выполнении такого отжига в структуре стального листа происходит рекристаллизация, и становится возможным реализовать хорошие магнитные характеристики.
[0071] На стадии отжига горячекатаного листа в соответствии с настоящим вариантом осуществления горячекатаный стальной лист, произведенный на стадии горячей прокатки, может быть отожжен с получением горячекатаного и отожженного стального листа в соответствии с известным способом. Средства для нагревания горячекатаного стального листа во время отжига особо не ограничены, и может использоваться известный способ нагрева. Условия отжига особо не ограничены. Например, горячекатаный стальной лист может быть отожжен в диапазоне температур от 900°C до 1200°C в течение от 10 секунд до 5 минут.
[0072] Такая стадия отжига горячекатаного листа может быть опущена по мере необходимости. В дополнение, после стадии отжига горячекатаного листа и перед стадией холодной прокатки, подробно описываемой ниже, поверхность горячекатаного стального листа может быть подвергнута травлению.
<Стадия холодной прокатки>
[0073] Стадия холодной прокатки (стадия S105) является стадией выполнения одной или двух или более холодных прокаток с промежуточным отжигом между ними горячекатаного стального листа после стадии горячей прокатки или горячекатаного и отожженного стального листа после отжига горячекатаного листа для того, чтобы получить холоднокатаный стальной лист. В дополнение, в том случае, когда выполняется описанный выше отжиг горячекатаного листа, форма стального листа улучшается, так что возможность разрушения стального листа при первой прокатке может быть уменьшена. Холодная прокатка может быть разделена на три или более раза, но предпочтительно выполняется один или два раза, чтобы не увеличивать производственные затраты.
[0074] На стадии холодной прокатки в соответствии с настоящим вариантом осуществления горячекатаный стальной лист или горячекатаный и отожженный стальной лист могут быть подвергнуты холодной прокатке с получением холоднокатаного стального листа в соответствии с известным способом. Например, окончательное обжатие при прокатке может составлять в диапазоне 80% или более и 95% или менее. В том случае, когда окончательное обжатие при прокатке составляет менее чем 80%, возрастает вероятность того, что ядро Госса, имеющее ориентацию {110}<001> с высокой степенью интеграции в направлении прокатки, не сможет быть получено, что является нежелательным. С другой стороны, в том случае, когда окончательное обжатие при прокатке превышает 95%, возрастает вероятность того, что вторичная рекристаллизация станет неустойчивой на последующей стадии окончательного отжига, что является нежелательным. Если окончательное обжатие при прокатке находится в пределах вышеуказанного диапазона, может быть получено ядро Госса, имеющее ориентацию {110}<001> с высокой степенью интеграции в направлении прокатки, и неустойчивость вторичной рекристаллизации может быть подавлена. Окончательное обжатие при прокатке является кумулятивным обжатием при холодной прокатке, и является кумулятивным обжатием при холодной прокатке после промежуточного отжига в том случае, когда промежуточный отжиг выполняется.
[0075] В том случае, когда выполняются две или более холодные прокатки с промежуточным отжигом между ними, предпочтительно, чтобы первая холодная прокатка выполнялась с обжатием примерно от 5% до 50%, а промежуточный отжиг выполнялся при температуре от 950°C до 1200°C в течение примерно от 30 секунд до 30 минут.
[0076] При этом толщина холоднокатаного стального листа (толщина листа после холодной прокатки) обычно отличается от толщины окончательно произведенного листа анизотропной электротехнической стали (толщины листового продукта, включающей толщину создающего растягивающее напряжение изоляционного покрытия). Толщина окончательного листа анизотропной электротехнической стали была описана выше.
[0077] На стадии холодной прокатки, как было описано выше, может проводиться обработка старением для дополнительного улучшения магнитных характеристик. В том случае, когда холодная прокатка выполняется за множество проходов, предпочтительно, чтобы оказывалось термическое влияние выдержки стального листа в диапазоне температур 100°C или выше в течение 1 минуты или дольше на любой промежуточной стадии перед последним проходом. Благодаря такому термическому влиянию, можно сформировать более хорошую текстуру первичной рекристаллизации на последующей стадии обезуглероживающего отжига, и, кроме того, можно в достаточной степени развить хорошую структуру вторичной рекристаллизации с ориентацией {110}<001>, совмещенной с направлением прокатки, на последующей стадии окончательного отжига.
<Стадия обезуглероживающего отжига>
[0078] Стадия обезуглероживающего отжига (стадия S107) является стадией выполнения обезуглероживающего отжига полученного холоднокатаного стального листа для того, чтобы получить подвергнутый обезуглероживающему отжигу стальной лист. В способе производства листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления на стадии обезуглероживающего отжига зеренной структурой вторичной рекристаллизации управляют путем выполнения отжига в соответствии с заданными условиями термической обработки.
[0079] Стадия обезуглероживающего отжига в соответствии с настоящим вариантом осуществления включает в себя два этапа – этап повышения температуры и этап выдержки - для того, чтобы получить желаемую зеренную структуру вторичной рекристаллизации.
[0080] На этапе повышения температуры стадии обезуглероживающего отжига скорость повышения температуры до достижения температуры обезуглероживающего отжига влияет на степень интеграции ориентации Госса после вторичной рекристаллизации посредством изменения в текстуре первичной рекристаллизации. В листе анизотропной электротехнической стали, у которого нет стеклянного покрытия из-за наличия углублений 101, как описано выше, влияние степени интеграции ориентации Госса стальной основы на магнитные характеристики после формирования создающего растягивающее напряжение изоляционного покрытия и после измельчающей магнитные домены обработки является большим, и поэтому предпочтительно подходящим образом управлять скоростью повышения температуры во время обезуглероживающего отжига.
[0081] С точки зрения улучшения текстуры первичной рекристаллизации скорость повышения температуры в температурном диапазоне от 500°C до 700°C может составлять 300°C/с или более. Здесь скорость S1 повышения температуры в процессе повышения температуры при 500°C или выше и ниже 600°C и скорость S2 повышения температуры в процессе повышения температуры при 600°C или выше и 700°C или ниже находятся в различных подходящих диапазонах с точки зрения влияния на текстуру первичной рекристаллизации и влияния на оксидную пленку, образующуюся во время обезуглероживающего отжига. Диапазон температур 500°C или выше и ниже 600°C оказывает влияние не только на текстуру первичной рекристаллизации, но и на образование оксида на основе Mn. Диапазон температур 600°C или выше и 700°C или ниже оказывает влияние не только на текстуру первичной рекристаллизации, но и на образование SiO2.
[0082] В настоящем варианте осуществления, в котором формирование стеклянного покрытия подавляется с использованием описываемого ниже сепаратора отжига, время выдержки в температурном диапазоне 600°C или выше и 700°C или ниже, в котором образуется SiO2, который влияет на реакцию образования стеклянного покрытия, предпочтительно является коротким. Поэтому скорость S2 повышения температуры в процессе повышения температуры при 600°C или выше и 700°C или ниже устанавливается равной 1000°C/с или более и 3000°C/с или менее, и предпочтительно более высокой, чем скорость S1 повышения температуры в процессе повышения температуры при 500°C или выше и ниже 600°C. Как было описано выше, с точки зрения улучшения текстуры первичной рекристаллизации и получения листа анизотропной электротехнической стали, не имеющего стеклянного покрытия, скорости S1 и S2 повышения температуры удовлетворяют формулам (101) - (103). За счет удовлетворения соотношений, представленных формулами (101) - (103), магнитные характеристики (магнитные потери) листа анизотропной электротехнической стали могут быть дополнительно улучшены.
[0083] 300 ≤ S1 ≤ 1000 … Формула (101)
1000 ≤ S2 ≤ 3000 … Формула (102)
1,0 < S2/S1 ≤ 10,0 … Формула (103)
[0084] Что касается формулы (101), то в случае, когда скорость S1 повышения температуры составляет менее чем 300°C/с, существует вероятность ухудшения магнитных характеристик из-за изменения текстуры первичной рекристаллизации, что является нежелательным. С другой стороны, в том случае, когда скорость S1 повышения температуры превышает 1000°C/с, имеется вероятность того, что адгезия между стальным листом-основой 11 и создающим растягивающее напряжение изоляционным покрытием 13 будет недостаточной, что является нежелательным. Скорость S1 повышения температуры в температурном диапазоне 500°C или выше и ниже 600°C предпочтительнее составляет 350°C/с или более и 900°C/с или менее.
[0085] Что касается формулы (102), то в случае, когда скорость S2 повышения температуры составляет менее 1000°C/с, существует вероятность того, что образование SiO2, который влияет на реакцию образования стеклянного покрытия, не сможет быть подавлено в достаточной степени, что является нежелательным. С другой стороны, в том случае, когда скорость S2 повышения температуры превышает 3000°C/с, имеется вероятность превышения температуры обезуглероживающего отжига, что является нежелательным. Скорость S2 повышения температуры в температурном диапазоне 600°C или выше и 700°C или ниже предпочтительнее составляет 1200°C/с или более и 2500°C/с или менее.
[0086] Что касается формулы (103), то в случае, когда соотношение S2/S1 между скоростями повышения температуры составляет 1,0 или менее, существует вероятность того, что магнитные характеристики могут ухудшиться, что является нежелательным. С другой стороны, в том случае, когда соотношение S2/S1 между скоростями повышения температуры превышает 10,0, существует вероятность того, что регулирование температуры может стать затруднительным, что является нежелательным. Соотношение S2/S1 между скоростями повышения температуры предпочтительнее составляет 1,2 или более и 9,0 или менее.
[0087] Предпочтительно нагревать холоднокатаный стальной лист до температуры обезуглероживающего отжига 750°C или выше и 950°C или ниже с вышеописанной скоростью повышения температуры.
[0088] Другие условия (например, атмосфера повышения температуры) на этапе повышения температуры особо не ограничены, и температура холоднокатаного стального листа может повышаться в известной влажной атмосфере, содержащей водород и азот, в соответствии с обычным способом.
[0089] После описанного выше этапа повышения температуры выполняется этап выдержки с поддержанием температуры обезуглероживающего отжига. Этап выдержки особо не ограничен, если удовлетворяются вышеупомянутые условия на этапе повышения температуры. Например, этап выдержки может быть этапом поддержания температуры в диапазоне 750°C или выше и 950°C или ниже в течение 1 минуты или более и 5 минут или менее. Кроме того, атмосфера выдержки особо не ограничена, и этап выдержки может выполняться в известной влажной атмосфере, содержащей водород и азот, в соответствии с обычным способом.
<Стадия окончательного отжига>
[0090] Стадия окончательного отжига (стадия S109) является стадией нанесения заданного сепаратора отжига на подвергнутый обезуглероживающему отжигу стальной лист, полученный при обезуглероживающем отжиге, и последующего выполнения окончательного отжига. При этом окончательный отжиг обычно выполняют в течение длительного периода времени в таком состоянии, когда стальной лист смотан в рулон. Поэтому перед окончательным отжигом наносят сепаратор отжига на подвергнутый обезуглероживающему отжигу стальной лист и сушат с целью предотвращения схватывания между внутренней и внешней сторонами листа в рулоне. В способе производства листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления используется сепаратор отжига, который не образует стеклянное покрытие.
[0091] В качестве сепаратора отжига, который не образует стеклянное покрытие, как описано выше, используется сепаратор отжига, содержащий MgO и Al2O3 в качестве главных компонентов (например, содержащий 85% или более MgO и Al2O3 в сумме) в массовом соотношении (MgO:Al2O3) в диапазоне от 3:7 до 7:3, а также содержащий 0,5-15 мас.% хлорида висмута. При использовании сепаратора отжига, имеющего такие массовое соотношение и содержание хлорида висмута, может быть получен стальной лист-основа, не имеющий стеклянного покрытия и обладающий превосходной гладкостью.
[0092] В том случае, когда доля MgO превышает вышеуказанный диапазон, стеклянное покрытие образуется и остается на поверхности стального листа, так что стальной лист-основа, имеющий хорошую гладкость, не может быть получен. В том случае, когда доля Al2O3 превышает вышеуказанный диапазон, происходит схватывание Al2O3, так что стальной лист-основа, имеющий хорошую гладкость, не может быть получен. Массовое соотношение между MgO и Al2O3 (MgO:Al2O3) предпочтительно составляет в диапазоне от 3,5:6,5 до 6,5:3,5.
[0093] Кроме того, поскольку хлорид висмута оказывает эффект облегчения отслаивания образованного стеклянного покрытия, в том случае, когда содержание хлорида висмута составляет менее чем 0,5 мас.%, стеклянное покрытие остается. С другой стороны, в том случае, когда содержание хлорида висмута превышает 15 мас.%, функция предотвращения схватывания между стальными листами в качестве сепаратора отжига ослабляется. Содержание хлорида висмута предпочтительно составляет 3-7 мас.%.
[0094] Примеры хлорида висмута включают оксихлорид висмута (BiOCl) и трихлорид висмута (BiCl3), но может использоваться любой вид соединения, способного образовывать оксихлорид висмута в результате реакции в сепараторе отжига во время стадии окончательного отжига. Примеры соединения, способного образовывать оксихлорид висмута, включают смесь соединения висмута и соединения хлора с металлом. Примеры соединения висмута включают оксид висмута, гидроксид висмута, сульфид висмута, сульфат висмута, фосфат висмута, карбонат висмута, нитрат висмута, соль органической кислоты и висмута, а также галогенид висмута, а примеры соединения хлора с металлом включают хлорид железа, хлорид кобальта и хлорид никеля.
[0095] Вышеупомянутый сепаратор отжига наносят на поверхность стального листа после обезуглероживающего отжига и сушат, а затем стальной лист подвергают окончательному отжигу. Условия термической обработки на стадии окончательного отжига в соответствии с настоящим вариантом осуществления особо не ограничены, и например, выполняют выдержку в температурном диапазоне 1100°C или выше и 1300°C или ниже в течение 10 часов или более и 30 часов или менее. Атмосфера в печи может быть известной атмосферой азота или азотно-водородной атмосферой. После окончательного отжига предпочтительно удалить избыток сепаратора отжига с поверхности стального листа путем промывки водой или травления.
<Стадия обработки поверхности>
[0096] Стадия обработки поверхности (стадия S111) является стадией выполнения жидкостно-абразивной обработки всей поверхности стального листа после окончательного отжига в направлении по ширине листа при условиях, удовлетворяющих формуле (104). В результате на поверхности стального листа после окончательного отжига формируются углубления 101, имеющие описанное выше характерное распределение.
[0097] 0,15 ≤ (S×c×ρ)/(6×v×W) ≤ 3,00 … Формула (104)
[0098] причем в формуле (104)
S – расход (л/мин) суспензии, используемой для жидкостно-абразивной обработки,
c – концентрация (об.%) абразива, используемого для жидкостно-абразивной обработки,
ρ – плотность (кг/м3) абразива, используемого для жидкостно-абразивной обработки,
v – относительная скорость (мм/с) между соплом, из которого выбрасывается суспензия, и стальным листом,
W – ширина (мм) сопла, из которого выбрасывается суспензия (ширина отверстия выброса суспензии).
[0099] Более конкретно, после подготовки известного устройства жидкостно-абразивной обработки, способного удовлетворять условиям формулы (104), устройство жидкостно-абразивной обработки может быть установлено на линии обработки поверхности в соответствии с обычным способом жидкостно-абразивной обработки, и после окончательного отжига может быть выполнена жидкостно-абразивная обработка стального листа. При этом условия установки и т.п. устройства жидкостно-абразивной обработки особо не ограничены, и количество сопел, из которых выбрасывается суспензия, может быть равно одному или более.
[0100] Значение, представленное центральным членом в формуле (104), соответствует количеству абразива, выбрасываемого на единицу площади. В том случае, когда это представленное центральным членом значение превышает 3,00, на поверхности стального листа формируется чрезмерное число углублений 101 (число углублений 101 с глубиной 0,1 мкм или более и 2,0 мкм или менее превышает 6,0/100 мкм), и магнитные характеристики листа анизотропной электротехнической стали ухудшаются. В дополнение, среднеарифметическая шероховатость Ra превышает 0,60 мкм, и магнитные характеристики ухудшаются. С другой стороны, в том случае, когда это представленное центральным членом значение составляет менее чем 0,15, адгезия создающего растягивающее напряжение изоляционного покрытия и эффект сокращения магнитных потерь за счет приложения растягивающего напряжения становятся недостаточными.
[0101] Что касается переменной v в формуле (104), то в случае, когда суспензия выбрасывается на остановленный стальной лист в то время, как сопла перемещаются, переменная v соответствует скорости перемещения сопел. В том случае, когда суспензия выбрасывается из неподвижного сопла на стальной лист, транспортируемый на непрерывной линии, переменная v соответствует скорости линии.
[0102] Растворитель, содержащийся в суспензии, особо не ограничен, но с точки зрения стоимости может использоваться, например, вода. В дополнение, для того, чтобы получить адгезию создающего растягивающее напряжение изоляционного покрытия и эффект сокращения магнитных потерь за счет формирования желаемых углублений 101, вид абразива, используемого для жидкостно-абразивной обработки, особо не ограничен, но с точки зрения стоимости и получаемых эффектов предпочтительно использовать, например, глинозем, имеющий центральный размер частиц 40-60 мкм.
<Стадия формирования изоляционного покрытия>
[0103] Стадия формирования изоляционного покрытия (стадия S113) является стадией формирования создающего растягивающее напряжение изоляционного покрытия на одной или обеих поверхностях холоднокатаного стального листа после поверхностной обработки. Стадия формирования изоляционного покрытия особо не ограничена, и нанесение и сушка обрабатывающей жидкости могут выполняться известным способом с использованием известной жидкости для нанесения изоляционного покрытия, как будет описано ниже. Формированием создающего растягивающее напряжение изоляционного покрытия на поверхности стального листа можно дополнительно улучшить магнитные характеристики листа анизотропной электротехнической стали.
[0104] Поверхность стального листа, на котором формируется изоляционное покрытие, может быть поверхностью, подвергнутой любой предварительной обработке, такой как обезжиривание щелочью или т.п., или травление соляной кислотой, серной кислотой, фосфорной кислотой или т.п. перед нанесением обрабатывающей жидкости, или может быть поверхностью сразу в состоянии после окончательного отжига, не подвергнутой этим предварительным обработкам.
[0105] При этом изоляционное покрытие, формируемое на поверхности стального листа, особо не ограничено, при условии, что оно служит в качестве изоляционного покрытия листа анизотропной электротехнической стали, и может использоваться известное изоляционное покрытие. Примеры такого изоляционного покрытия включают композитное изоляционное покрытие, которое содержит главным образом неорганическое вещество и дополнительно содержит органическое вещество. При этом композитное изоляционное покрытие представляет собой, например, изоляционное покрытие, содержащее главным образом по меньшей мере любое из неорганических веществ, таких как хромат металла, фосфат металла, коллоидный кремнезем, соединение Zr и соединение Ti, а также содержащее мелкодисперсные органические полимерные частицы, диспергированные в нем. В частности, с точки зрения снижения экологической нагрузки во время производства, что является все более и более востребованным в последние годы, предпочтительно применяется изоляционное покрытие, использующее фосфат металла, связующее вещество с Zr или Ti, или их карбонатные или аммониевые соли в качестве исходного материала.
[0106] Кроме того, после вышеописанной стадии формирования изоляционного покрытия может быть выполнен выравнивающий отжиг для выпрямления формы. За счет выполнения выравнивающего отжига стального листа можно дополнительно уменьшить магнитные потери.
[0107] В способе производства листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления может выполняться измельчающая магнитные домены обработка после стадии окончательного отжига или после стадии формирования изоляционного покрытия. Измельчающая магнитные домены обработка представляет собой обработку облучением поверхности листа анизотропной электротехнической стали лазерным излучением с эффектом измельчения магнитных доменов или формированием бороздок на поверхности. С помощью такой измельчающей магнитные домены обработки может быть произведен лист анизотропной электротехнической стали, имеющий более превосходные магнитные характеристики.
[0108] Посредством описанных выше стадий может быть произведен лист анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления.
[0109] Выше был подробно описан способ производства листа анизотропной электротехнической стали в соответствии с настоящим вариантом осуществления.
[Примеры]
[0110] Далее технические подробности настоящего изобретения будут дополнительно описаны со ссылкой на примеры и сравнительные примеры. Условия в следующих примерах являются примерами условий, используемыми для того, чтобы подтвердить выполнимость и эффекты настоящего изобретения, и настоящее изобретение не ограничено этими примерами условий. Кроме того, настоящее изобретение может использовать различные условия при условии, что достигается цель настоящего изобретения без отступления от сути настоящего изобретения.
(Экспериментальный пример 1)
[0111] Стальной сляб А, содержащий C: 0,082 мас.%, Si: 3,30 мас.%, Mn: 0,082 мас.%, S: 0,023 мас.%, кислоторастворимый Al: 0,025 мас.%, N: 0,008 мас.%, а остальное – Fe и примеси, и стальной сляб B, содержащий C: 0,081 мас.%, Si: 3,30 мас.%, Mn: 0,083 мас.%, S: 0,022 мас.%, кислоторастворимый Al: 0,025 мас.%, N: 0,008 мас.%, Bi: 0,0025 мас.%, а остальное – Fe и примеси, каждый нагрели до 1350°C и подвергли горячей прокатке, получив горячекатаный стальной лист, имеющий толщину 2,3 мм. Каждый из полученных горячекатаных стальных листов отожгли при 1100°C в течение 120 секунд, а затем протравили. Горячекатаные стальные листы после травления довели до толщины 0,23 мм холодной прокаткой, получив холоднокатаные стальные листы. После этого выполнили обезуглероживающий отжиг полученных холоднокатаных стальных листов. При таком обезуглероживающем отжиге каждый из холоднокатаных стальных листов нагревали со скоростью S1 повышения температуры 400°C/с в процессе повышения температуры при 500°C или выше и ниже 600°C, и со скоростью S2 повышения температуры 1100°C/с (S2/S1=2,75) в процессе повышения температуры при 600°C или выше и 700°C или ниже, и выдерживали при 850°C в течение 120 секунд. После этого нанесли и высушили сепаратор отжига с составом, имевшим соотношение между MgO и Al2O3 50%:50% по массе (массовое соотношение 1:1) и содержавшим 5 мас.% BiOCl, а затем стальной лист подвергли окончательному отжигу при 1200°C в течение 20 часов.
[0112] Когда избыточный сепаратор отжига удалили с каждого из полученных стальных листов путем промывки водой, никакого стеклянного покрытия не образовалось ни на одном из стальных листов. Кроме того, при проведении химического анализа после удаления избыточного сепаратора отжига путем промывки водой установили, любой из стальных листов имел содержание C 0,001% или менее, содержание раств. Al 0,005% или менее, содержание S 0,005% или менее и содержание N 0,005% или менее. Кроме того, содержание Si составило 3,30%, содержание Mn составило 0,050-0,083%, а содержание Bi составило 0-0,0025%.
[0113] Вырезали тестовый образец из стального листа, с которого был удален избыточный сепаратор отжига путем промывки водой, и подвергли отжигу для снятия напряжений. После этого абразивные частицы глинозема, имеющие центральный размер частиц 50 мкм, с использованием воды в качестве растворителя замешали в суспензию, и эту суспензию выбрасывали на обе поверхности стального листа при жидкостно-абразивной обработке, зафиксировав условия по скорости v перемещения сопла 200 мм/с и ширине w сопла 250 мм и изменяя расход суспензии и концентрацию абразива. В тестах №№ с 1-10 по 1-13, с 1-22 по 1-25, 1-28 и 1-29, показанных ниже, выбрасываемое количество суспензии изменялось путем многократного выполнения выброса. В Тестах №№ 1-26 и 1-27 жидкостно-абразивная обработка не выполнялась, и поверхности оставались гладкими.
[0114] После этого на каждый тестовый образец нанесли водный раствор, содержащий фосфат алюминия и коллоидный кремнезем в качестве главных компонентов, и подвергли обжигу при 850°C в течение 1 минуты, посредством чего на поверхности тестового образца сформировали создающее растягивающее напряжение изоляционное покрытие с удельным количеством 4,5 г/м2. Полученный тестовый образец облучили лазером для выполнения измельчающей магнитные домены обработки.
<Оценка>
[0115] Каждый из полученных тестовых образцов оценили с точки зрения магнитных характеристик, формы поверхности стального листа-основы и адгезии создающего растягивающее напряжение изоляционного покрытия. Способы оценки были следующими.
[Магнитные характеристики]
[0116] Используя метод измерения магнитных характеристик с помощью тестера одиночного листа, определенный в стандарте JIS C 2556 (2015), оценивали плотность магнитного потока B8 в направлении прокатки (плотность магнитного потока при 800 A/м) и магнитные потери W17/50 (магнитные потери при намагничивании при 1,7 Тл с частотой 50 Гц).
[Форма поверхности стального листа-основы]
[0117] Для углублений, сформированных на поверхности стального листа-основы жидкостно-абразивной обработкой, измеряли среднеарифметическую шероховатость Ra в направлении под 90° к направлению прокатки после жидкостно-абразивной обработки с использованием измерителя шероховатости поверхности (SURFCORDER производства компании Kosaka Laboratory Ltd.). В дополнение, разрез стального листа после жидкостно-абразивной обработки в направлении под 90° к направлению прокатки наблюдали с помощью сканирующего электронного микроскопа (JSM-IT300) и оценивали число углублений, имеющих глубину 0,1 мкм или более и 2,0 мкм или менее. Как было описано выше, наблюдение выполняли в трех полях зрения при 1000-кратном увеличении, и по полученным результатам измерения вычисляли среднее значение.
[Адгезия создающего растягивающее напряжение изоляционного покрытия]
[0118] Адгезию создающего растягивающее напряжение изоляционного покрытия оценивали с использованием тестового образца, взятого с направлением прокатки в качестве продольного направления, путем испытания на изгиб при диаметре изгиба φ10 и φ20 с помощью тестера изгиба с цилиндрической оправкой. Для оценки вычисляли отношение площади оставшегося неотслоенным создающего растягивающее напряжение изоляционного покрытия к площади согнутого участка на поверхности тестового образца после испытания на изгиб (остаточная доля покрытия), и определение было сделано на основе остаточной доли покрытия. Критерии были следующими, и при этом оценки A и B рассматривались как пригодные.
[0119] Оценка A: остаточная доля покрытия 90% или более.
Оценка B: остаточная доля покрытия 70% или более и менее 90%.
Оценка C: остаточная доля покрытия менее 70%.
[0120] Полученные результаты сведены в нижеприведенной таблице 1.
[0121] [Таблица 1]
(6×v×W)
[0122] Как видно из вышеприведенной таблицы 1, в Тестах №№ с 1-1 по 1-7 и с 1-14 по 1-20, в которых условия жидкостно-абразивной обработки были в пределах диапазона по настоящему изобретению, форма поверхности стального листа-основы была в пределах диапазона по настоящему изобретению, и получены хорошие магнитные характеристики и адгезия покрытия. В дополнение, при сравнении Тестов №№ с 1-1 по 1-7 и с 1-14 по 1-20 друг с другом видно, что Тесты №№ с 1-14 по 1-20, в которых стальной сляб имел предпочтительный химический состав, имели лучшие магнитные характеристики.
[0123] В отличие от этого, в сравнительных примерах Тестов №№ с 1-8 по 1-13, с 1-21 по 1-25, 1-28 и 1-29 условия жидкостно-абразивной обработки были вне пределов диапазона по настоящему изобретению, и форма поверхности стального листа-основы также была вне пределов диапазона по настоящему изобретению, так что магнитные характеристики были особенно плохими. Поскольку в Тестах №№ 1-26 и 1-27 жидкостно-абразивная обработка не выполнялась, адгезия создающего растягивающее напряжение изоляционного покрытия была низкой, и отслаивание покрытия происходило не только на согнутых участках, но и на плоских участках, отличающихся от согнутых участков. В дополнение, по сравнению с примерами по изобретению, использующими стали A и B, магнитные потери были более высокими.
(Экспериментальный пример 2)
[0124] Стальные слябы, показанные в нижеприведенной таблице 2, нагревали до 1380°C и подвергали горячей прокатке, получив горячекатаные стальные листы, имеющие толщину 2,3 мм. Некоторые из сталей растрескались и не могли быть использованы на следующей стадии. Горячекатаные стальные листы, которые могли быть использованы на следующей стадии, отожгли при 1120°C в течение 20 секунд, а затем протравили. Однако для Теста № 2-2 травление было выполнено без отжига горячекатаного стального листа. Горячекатаные стальные листы после травления довели до толщины 0,23 мм с помощью холодной прокатки, получив холоднокатаные стальные листы. Некоторые из сталей растрескались во время холодной прокатки и поэтому не могли быть использованы на следующей стадии. Обезуглероживающий отжиг был выполнен для тех холоднокатаных стальных листов, которые могли быть использованы на следующей стадии. При таком обезуглероживающем отжиге каждый из холоднокатаных стальных листов нагревали со скоростью S1 повышения температуры 900°C/с в процессе повышения температуры при 500°C или выше и ниже 600°C, и со скоростью S2 повышения температуры 1600°C/с (S2/S1=1,78) в процессе повышения температуры при 600°C или выше и 700°C или ниже, и выдерживали при 850°C в течение 150 секунд. После этого нанесли и высушили сепаратор отжига с составом, состоявшим из MgO, Al2O3 и хлорида, имевшим соотношение MgO и Al2O3 50%:50% по массе (массовое соотношение 1:1) и содержавшим 6 мас.% BiOCl. После этого подвергнутый обезуглероживающему отжигу стальной лист подвергли окончательному отжигу, при котором стальной лист выдерживали при 1200°C в течение 20 часов.
[0125] Когда избыточный сепаратор отжига удалили с полученных стальных листах путем промывки водой, никакого стеклянного покрытия не образовалось ни на одном из стальных листов. Кроме того, при проведении химического анализа после удаления избыточного сепаратора отжига путем промывки водой установили, что любой из стальных листов имел содержание C 0,001% или менее, содержание раств. Al 0,005% или менее, содержание S+Se 0,005% или менее и содержание N 0,005% или менее. Содержание Si было тем же самым, что и на стадии сляба, содержание Mn составляло 0,050-1,000%, и содержание Bi+Te+Pb (в сумме) составляло 0-0,0300%. Количества Sb, Sn и Cr составляли 0-0,04%, а содержание Cu составляло 0-0,05%.
[0126] Вырезали тестовый образец из стального листа, с которого избыточный сепаратор отжига был удален путем промывки водой, и подвергли отжигу для снятия напряжений. После этого абразивные частицы глинозема, имеющие центральный размер частиц 50 мкм, с использованием воды в качестве растворителя замешали в суспензию, и эту суспензию выбрасывали на обе поверхности стального листа при жидкостно-абразивной обработке, зафиксировав условия по скорости v перемещения сопла 200 мм/с, ширине w сопла 250 мм, расходу S суспензии 15 л/мин и концентрации c абразива 1 об.% ((S×c×ρ)/(6×v×W)) = 0,20). В Тесте №№ 2-24, показанном ниже, жидкостно-абразивная обработка не выполнялась, и поверхности оставались гладкими. После этого на каждый тестовый образец нанесли водный раствор, содержащий фосфат алюминия и коллоидный кремнезем в качестве главных компонентов, и подвергли обжигу при 850°C в течение 1 минуты, посредством чего на поверхности тестового образца было сформировано создающее растягивающее напряжение изоляционное покрытие с удельным количеством 4,5 г/м2.
[0127] [Таблица 2]
[0128] Для каждого из полученных тестовых образцов оценили магнитные характеристики, форму поверхности стального листа-основы и адгезию создающего растягивающее напряжение изоляционного покрытия. Способ оценки формы поверхности стального листа-основы и адгезии создающего растягивающее напряжение изоляционного покрытия был тем же самым, что и в Экспериментальном примере 1. Магнитные характеристики оценивали следующим образом. Полученные результаты сведены в нижеприведенной таблице 3.
[Магнитные характеристики]
[0129] Магнитные характеристики в направлении прокатки оценивали методом измерения магнитных характеристик с использованием тестера одиночного листа, определенным в стандарте JIS C 2556 (2015). Во время оценки измеряли плотность магнитного потока B8 (плотность магнитного потока при 800 A/м), и было определено условие, что при его значении более чем 1,90 Тл развивалась хорошая вторичная рекристаллизация, и тестовый образец облучали лазерным лучом для выполнения измельчающей магнитные домены обработки. После этого оценивали магнитные потери W17/50 (магнитные потери при намагничивании при 1,7 Тл с частотой 50 Гц) после лазерного облучения.
[0130] [Таблица 3]
[0131] Как видно из Таблицы 3, поскольку в Тесте № 2-12 содержание Si превысило верхний предел по настоящему изобретению, произошло разрушение во время холодной прокатки. Поскольку в Тесте № 2-13 содержание Si было ниже нижнего предела по настоящему изобретению, магнитные характеристики были плохими. В Тесте № 2-14 содержание C было ниже нижнего предела по настоящему изобретению, а в Тесте № 2-15 содержание C превысило верхний предел по настоящему изобретению, так чтобы оба этих теста имели плохие магнитные характеристики. В Тесте № 2-16 количество кислоторастворимого Al было ниже нижнего предела по настоящему изобретению, и магнитные характеристики были плохими. В Тесте № 2-17 количество кислоторастворимого Al превысило верхний предел по настоящему изобретению, и произошло разрушение во время холодной прокатки. В Тесте № 2-18 содержание Mn было ниже нижнего предела по настоящему изобретению, а в Тесте № 2-19 содержание Mn превысило верхний предел по настоящему изобретению, так чтобы оба этих теста имели плохие магнитные характеристики. В Тесте № 2-20 суммарное количество S+Se было ниже нижнего предела по настоящему изобретению, и магнитные характеристики были плохими. В Тесте № 2-21 суммарное количество S+Se превысило верхний предел по настоящему изобретению, и произошло растрескивание во время горячей прокатки. В Тесте № 2-22 содержание N превысило верхний предел по настоящему изобретению, и растрескивание произошло во время холодной прокатки. В Тесте № 2-23 содержание N было ниже нижнего предела по настоящему изобретению, и магнитные характеристики были плохими. Поскольку в Тесте № 2-24 жидкостно-абразивная обработка не выполнялась, адгезия покрытия была низкой, и происходило отслаивание покрытия не только на согнутых участках, но и на плоских участках, отличающихся от согнутых участков. В дополнение, по сравнению с другими тестами (№№ с 2-1 по 2-11), в которых выполнялось лазерное облучение, магнитные потери были плохими.
[0132] В отличие от этого, в Тестах №№ с 2-1 по 2-11 и с 2-25 по 2-29, в которых химический состав был в пределах диапазона по настоящему изобретению, форма поверхности стального листа-основы была в пределах диапазона по настоящему изобретению, и магнитные характеристики и адгезия покрытия показали хорошие результаты. В дополнение к этому, Тесты №№ с 2-3 по 2-11 и с 2-25 по 2-29, в которых стальной сляб имел предпочтительный химический состав, имели лучшие магнитные характеристики, чем Тест № 2-1.
(Экспериментальный пример 3)
[0133] Стальные слябы, показанные в нижеприведенной таблице 4, нагревали до 1380°C и подвергали горячей прокатке, получив горячекатаные стальные листы, имеющие толщину 2,3 мм. После этого горячекатаные стальные листы отжигали при 1120°C в течение 120 секунд, а затем травили. Стальные листы после травления подвергали холодной прокатке до толщины 0,23 мм, получив холоднокатаные стальные листы. После этого выполняли обезуглероживающий отжиг полученных холоднокатаных стальных листов. В этом случае холоднокатаные стальные листы нагревали при изменении каждой из скорости S1 повышения температуры (°C/с) в процессе повышения температуры в диапазоне 500°C или выше и ниже 600°C и скорости S2 повышения температуры (°C/с) в процессе повышения температуры в диапазоне 600°C или выше и 700°C или ниже, и выдерживали при 850°C в течение 150 секунд. После этого наносили и высушивали сепаратор отжига, а затем подвергали окончательному отжигу с проведением выдержки при 1200°C в течение 20 часов. Использовали следующие пять видов сепаратора отжига.
[0134] (A) Сепаратор отжига, содержащий MgO и Al2O3 в соотношении 50%:50% по массе и содержащий 5 мас.% BiOCl
(В) Сепаратор отжига, содержащий MgO и Al2O3 в соотношении 80%:20% по массе и содержащий 5 мас.% BiOCl
(С) Сепаратор отжига, содержащий MgO и Al2O3 в соотношении 20%:80% по массе и содержащий 5 мас.% BiOCl
(D) Сепаратор отжига, содержащий MgO и Al2O3 в соотношении 80%:20% по массе и не содержащий BiOCl
(Е) Сепаратор отжига, содержащий MgO и Al2O3 в соотношении 20%:80% по массе и не содержащий BiOCl
[0135] Когда избыточный сепаратор отжига был удален с полученных стальных листов путем промывки водой, никакого стеклянного покрытия не образовалось на стальном листе, в котором использовался сепаратор отжига A. Стальные листы, в которых использовались сепараторы отжига B, C, D и E, не имели гладкой поверхности из-за образовавшегося на поверхности стеклянного покрытия или глинозема, запекшегося на поверхности. Когда стальные листы, в которых использовался сепаратор отжига A, были подвергнуты химическому анализу после удаления избыточного сепаратора отжига путем промывки водой, каждый из них имел содержание C 0,001% или менее, содержание раств. Al 0,005% или менее, содержание S 0,005% или менее и содержание N 0,005% или менее. Содержание Si было тем же самым, что и на стадии сляба, содержание Mn составляло 0,050-0,082%, и содержание Bi+Te+Pb (в сумме) составляло 0-0,0300%.
[0136] Вырезали тестовый образец из стального листа, с которого был удален избыточный сепаратор отжига путем промывки водой, и подвергали отжигу для снятия напряжений. После этого абразивные частицы глинозема, имеющие центральный размер частиц 50 мкм, с использованием воды в качестве растворителя замешали в суспензию, и эту суспензию выбрасывали на обе поверхности стального листа при жидкостно-абразивной обработке, зафиксировав условия по скорости v перемещения сопла 200 мм/с и ширине w сопла 250 мм и изменяя расход S суспензии и концентрацию с абразива. В показанном ниже Тесте № 3-17 жидкостно-абразивная обработка не выполнялась, и поверхности оставались гладкими. После этого на каждый тестовый образец нанесли водный раствор, содержащий фосфат алюминия и коллоидный кремнезем в качестве главных компонентов, и подвергли обжигу при 850°C в течение 1 минуты, посредством чего на поверхности тестового образца было сформировано создающее растягивающее напряжение изоляционное покрытие с удельным количеством 4,5 г/м2. Полученный тестовый образец облучали лазерным лучом для выполнения измельчающей магнитные домены обработки.
[0137] [Таблица 4]
[0138] Каждый из полученных тестовых образцов оценивали с точки зрения магнитных характеристик, формы поверхности стального листа-основы и адгезии создающего растягивающее напряжение изоляционного покрытия. Способ оценки был тем же самым, что и в Экспериментальном примере 1. Полученные результаты сведены в нижеприведенной таблице 5.
[0139] [Таблица 5]
[0140] Тесты №№ с 3-13 по 3-16, в которых сепаратор отжига был вне диапазона по настоящему изобретению, не имели гладкой поверхности из-за образовавшегося на поверхности стеклянного покрытия или глинозема, запекшегося на поверхности. Для удаления стеклянного покрытия или глинозема было необходимо увеличить выбрасываемое количество при жидкостно-абразивной обработке. Однако, поскольку условия жидкостно-абразивной обработки были вне пределов диапазона по настоящему изобретению, форма поверхности стального листа-основы была вне пределов диапазона по настоящему изобретению, так что магнитные характеристики были плохими. В Тестах №№ 3-17 и 3-18 сепаратор отжига был в пределах диапазона по настоящему изобретению, никакого стеклянного покрытия на поверхности после вышеупомянутой промывки водой не образовалось, и поверхность была гладкой. Поскольку в Тесте № 3-17 жидкостно-абразивная обработка не выполнялась, адгезия покрытия была низкой, и происходило отслаивание покрытия не только на согнутых участках, но и на плоских участках, отличающихся от согнутых участков. В Тесте № 3-18 условия жидкостно-абразивной обработки превысили верхний предел по настоящему изобретению, форма поверхности находилась вне пределов диапазона по настоящему изобретению, и магнитные характеристики были плохими. В Тесте № 3-19 условия во время обезуглероживающего отжига были вне пределов предпочтительного диапазона по настоящему изобретению, и магнитные характеристики были немного хуже, чем в других примерах. В Тесте № 3-20 условия жидкостно-абразивной обработки выходили за нижний предел, и адгезия покрытия была плохой.
[0141] В отличие от этого, в Тестах №№ с 3-1 по 3-12, в которых сепаратор отжига был в пределах диапазона по настоящему изобретению, никакого стеклянного покрытия на поверхности после вышеупомянутой промывки водой не образовалось, и поверхность была гладкой. Кроме того, поскольку условия жидкостно-абразивной обработки были в пределах диапазона по настоящему изобретению, форма поверхности стального листа-основы была в пределах диапазона по настоящему изобретению, и были получены превосходные магнитные характеристики и адгезия покрытия. При сравнении Тестов №№ с 3-1 по 3-3, с 3-4 по 3-7 и с 3-8 по 3-12 друг с другом видно, что Тесты №№ с 3-4 по 3-12, в которых стальной сляб имеет предпочтительный химический состав, имели превосходные магнитные характеристики, а Тесты №№ с 3-6 по 3-12, в которых скорость S1 повышения температуры (°C/с) в процессе повышения температуры при 500°C или выше и ниже 600°C и скорость S2 повышения температуры (°C/с) в процессе повышения температуры при 600°C или выше и 700°C или ниже во время обезуглероживающего отжига были в пределах предпочтительного диапазона, имели более превосходные магнитные характеристики.
[0142] Хотя предпочтительные варианты осуществления настоящего изобретения были подробно описаны со ссылками на приложенные чертежи, настоящее изобретение не ограничено такими примерами. Очевидно, что специалисты в данной области техники, к которой принадлежит настоящее изобретение, могут представить различные изменения или модификации в рамках технической идеи, описанной в формуле изобретения, и подразумевается, что они также естественным образом входят в технический объем настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0143] 10 - лист анизотропной электротехнической стали
11 - стальной лист-основа
13 - создающее растягивающее напряжение изоляционное покрытие
101 - углубление
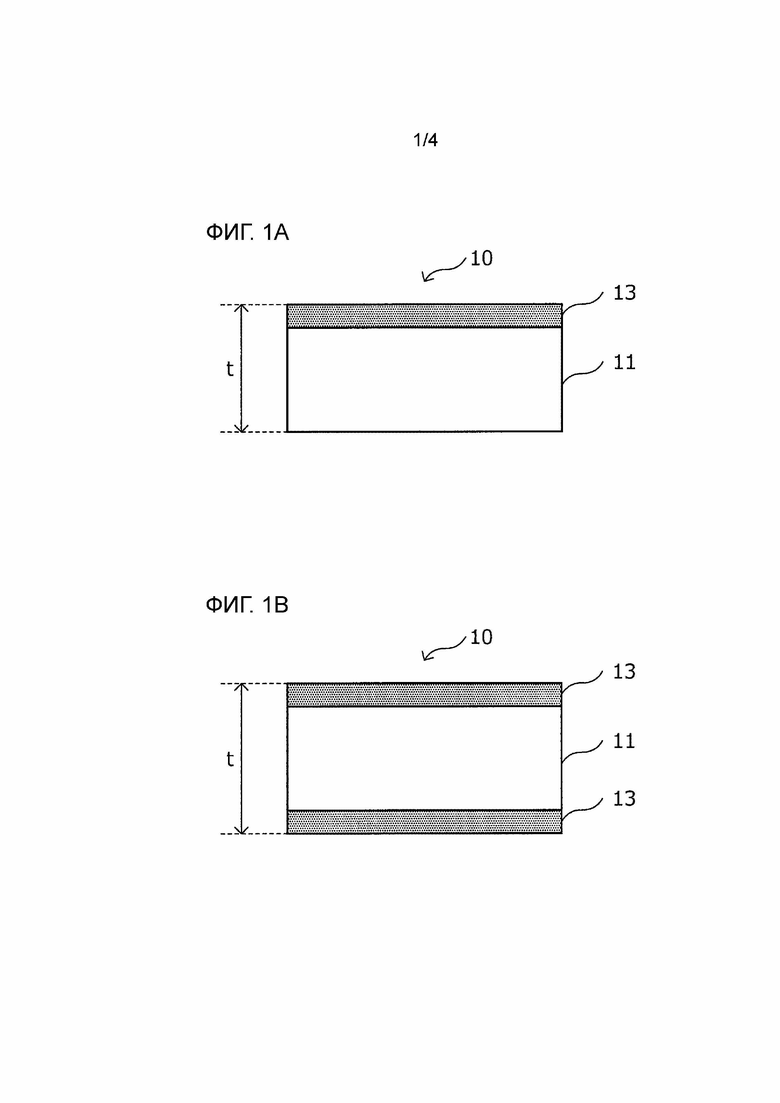
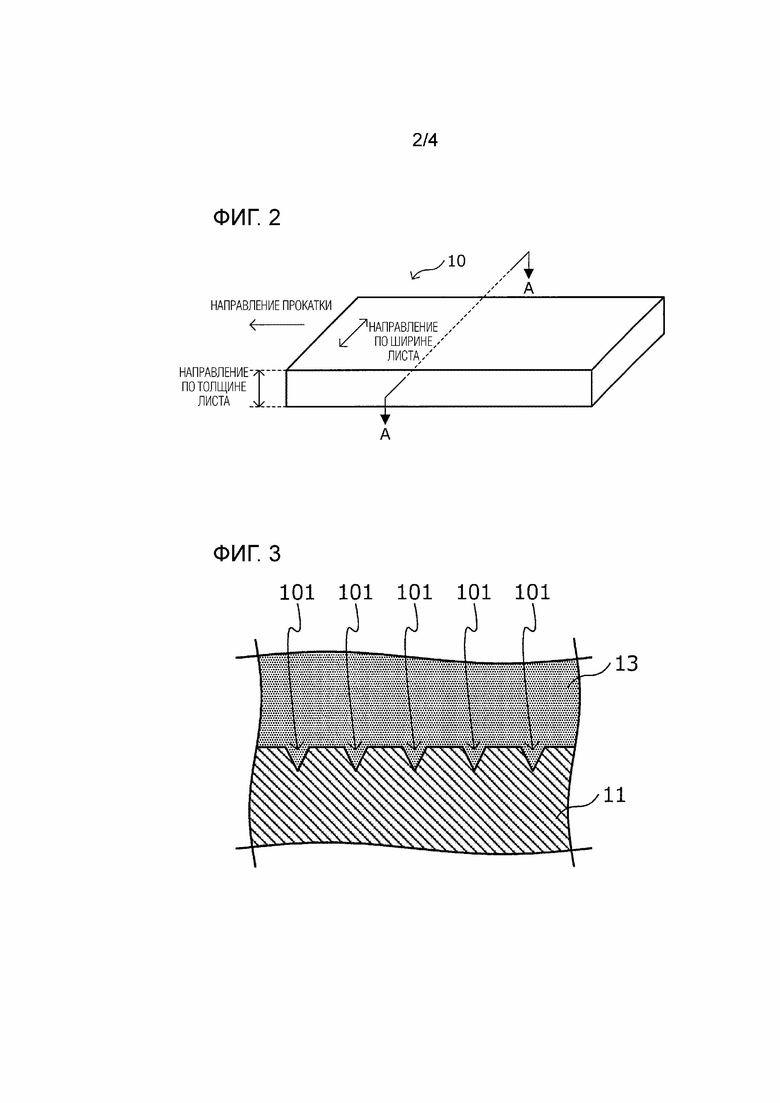
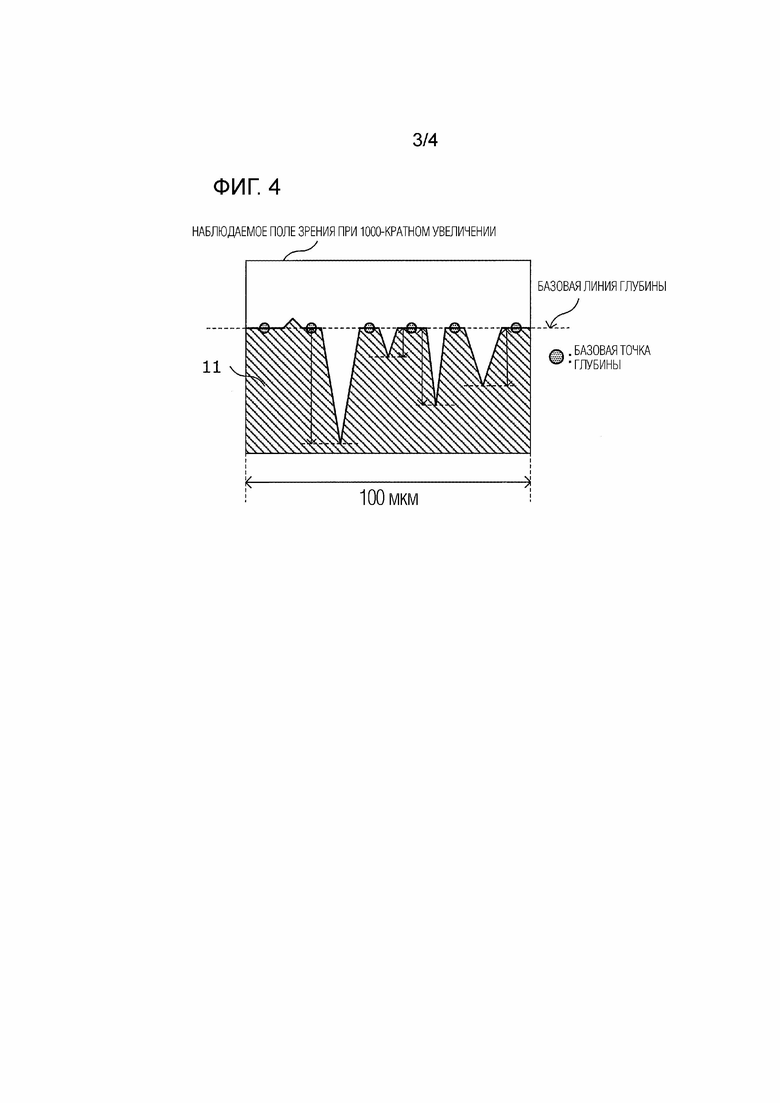
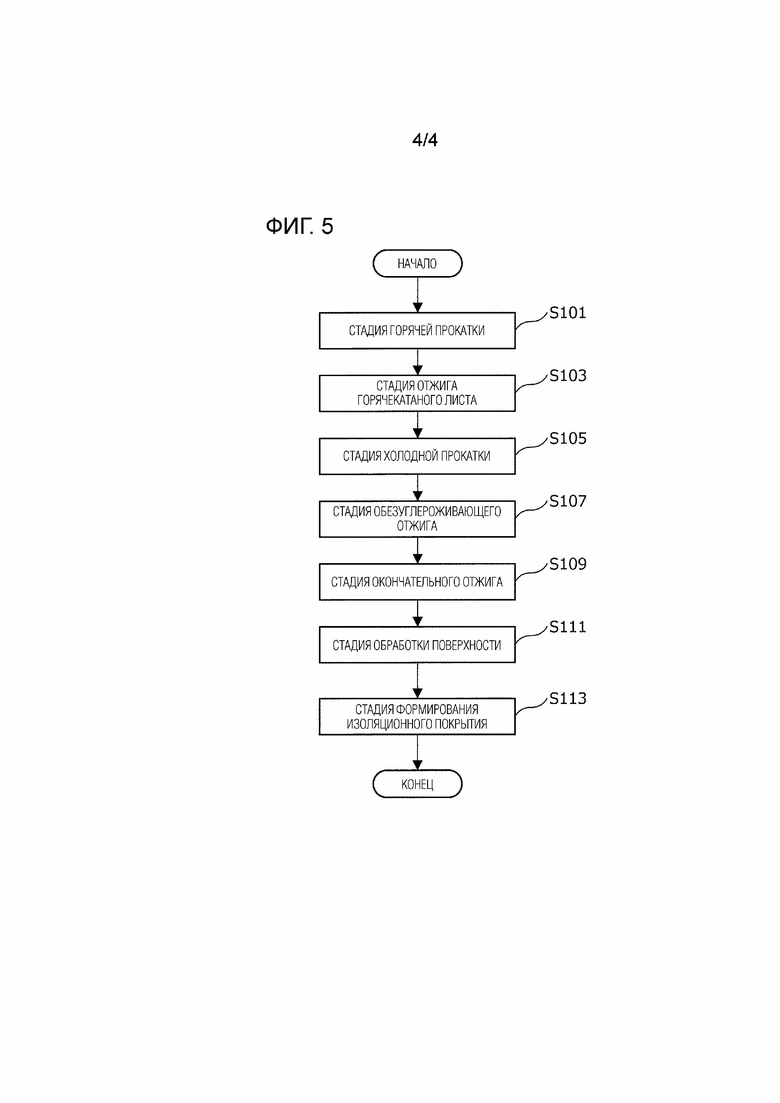
Изобретение относится к области металлургии, а именно к листу анизотропной электротехнической стали, используемому в качестве материала железных сердечников трансформаторов. Лист содержит стальной лист-основу и создающее растягивающее напряжение изоляционное покрытие, нанесенное на поверхность стального листа-основы. Лист-основа имеет химический состав, содержащий в мас.%: C 0,010 или менее, Si от 2,50 до 4,00, Mn от 0,050 до 1,000, S+Se 0,005 или менее в сумме, раств. Al 0,005 или менее, N 0,005 или менее, Bi+Te+Pb от 0 до 0,0300 в сумме, Sb от 0 до 0,50, Sn от 0 до 0,50, Cr от 0 до 0,50, Cu от 0 до 1,0, остальное – Fe и примеси. На поверхности стального листа-основы среднеарифметическая шероховатость Ra вдоль направления под 90° к направлению прокатки, являющегося направлением, перпендикулярным направлению прокатки, составляет 0,60 мкм или менее. На разрезе стального листа-основы вдоль направления под 90° к направлению прокатки углубления, имеющие глубину 0,1 мкм или более и 2,0 мкм или менее, присутствуют на поверхности стального листа-основы в количестве 1,0/100 мкм или более и 6,0/100 мкм или менее. Обеспечиваются высокие магнитные характеристики листа. 2 н. и 3 з.п. ф-лы, 5 ил., 5 табл., 3 пр.
1. Лист анизотропной электротехнической стали, содержащий:
стальной лист-основу, имеющий химический состав, содержащий в мас.%:
создающее растягивающее напряжение изоляционное покрытие, нанесенное на поверхность стального листа-основы,
причем на поверхности стального листа-основы среднеарифметическая шероховатость Ra вдоль направления под 90° к направлению прокатки, являющегося направлением, перпендикулярным направлению прокатки, составляет 0,60 мкм или менее, и,
при наблюдении разреза стального листа-основы вдоль направления под 90° к направлению прокатки, углубления, имеющие глубину 0,1 мкм или более и 2,0 мкм или менее, присутствуют на поверхности стального листа-основы в количестве 1,0/100 мкм или более и 6,0/100 мкм или менее.
2. Лист по п. 1, в котором стальной лист-основа имеет химический состав, содержащий в мас.%: Bi+Te+Pb от 0,0005 до 0,0300 в сумме.
3. Способ производства листа анизотропной электротехнической стали по п.1, включающий:
стадию горячей прокатки путем нагрева стальной заготовки и ее горячей прокатки с получением горячекатаного стального листа, причем стальная заготовка имеет химический состав, содержащий в мас.%: C от 0,020 до 0,100, Si от 2,50 до 4,00, Mn от 0,050 до 1,000, S+Se от 0,005 до 0,080 в сумме, раств. Al от 0,010 до 0,070, N от 0,005 до 0,020, Bi+Te+Pb от 0 до 0,0300 в сумме, Sb от 0 до 0,50, Sn от 0 до 0,50, Cr от 0 до 0,50, Cu от 0 до 1,0, остальное – Fe и примеси;
при необходимости стадию отжига горячекатаного листа с получением горячекатаного и отожженного стального листа;
стадию холодной прокатки горячекатаного стального листа или горячекатаного и отожженного стального листа путем выполнения одной или множества холодных прокаток с промежуточным отжигом между ними с получением холоднокатаного стального листа;
стадию обезуглероживающего отжига холоднокатаного стального листа с получением подвергнутого обезуглероживающему отжигу стального листа;
стадию окончательного отжига с нанесением сепаратора отжига на подвергнутый обезуглероживающему отжигу стальной лист и последующим выполнением окончательного отжига;
стадию обработки поверхности подвергнутого окончательному отжигу стального листа путем выполнения жидкостно-абразивной обработки всей поверхности в направлении по ширине листа при условиях, удовлетворяющих следующему выражению (1); и
стадию формирования создающего растягивающее напряжение изоляционного покрытия на поверхности стального листа,
при этом сепаратор отжига содержит MgO и Al2O3 в качестве главных компонентов в массовом соотношении MgO:Al2O3 в диапазоне от 3:7 до 7:3 и содержит 0,5-15 мас.% хлорида висмута,
0,15≤(S×c×ρ)/(6×v×W)≤3,00 … выражение (1)
где S – расход (л/мин) суспензии, используемой для жидкостно-абразивной обработки,
c – концентрация (об.%) абразива, используемого для жидкостно-абразивной обработки,
ρ – плотность (кг/м3) абразива, используемого для жидкостно-абразивной обработки,
v – относительная скорость перемещения (мм/с) между соплом, из которого выбрасывается суспензия, и стальным листом,
W – ширина (мм) сопла, из которого выбрасывается суспензия.
4. Способ по п. 3, в котором на стадии обезуглероживающего отжига скорость S1 повышения температуры (°С/с) в температурном диапазоне 500°C или выше и ниже 600°C и скорость S2 повышения температуры (°С/с) в температурном диапазоне 600°C или выше и 700°C или ниже удовлетворяют каждому из следующих выражений (2)-(4):
300≤S1≤1000 … выражение (2),
1000≤S2≤3000 … выражение (3),
1,0<S2/S1≤10,0 … выражение (4).
5. Способ по п. 3 или 4, в котором стальная заготовка имеет химический состав, содержащий в мас.%: Bi+Te+Pb от 0,0005 до 0,0300 в сумме.
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ СНИЖЕНИЯ ПОТЕРЬ В ЖЕЛЕЗЕ | 2012 |
|
RU2578296C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2580776C1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

