Изобретение относится к электронной технике и может найти применение при изготовлении специальных двойных эмиссионно-активных сплавов катодов для электровакуумных приборов СВЧ.
Технические характеристики современных электровакуумных приборов СВЧ, прежде всего обеспечение высокой выходной мощности и низких массогабаритных характеристик, предъявляют соответствующие требования к катодам и соответственно их материалам, а именно обеспечение:
- высокой плотности и стабильности эмиссионного тока Jэ (A/см2),
- высокого коэффициента вторичной электронной эмиссии (КВЭЭ),
- низких (300-500)°С рабочих температур Траб.,
- увеличение срока службы (не менее 5000 часов),
- высокой устойчивости к воздействию электронной и ионной бомбардировки.
Работа выхода электронов (РВЭ) и коэффициент вторичной электронной эмиссии материалов катодов обусловлены, прежде всего, адсорбционными свойствами материала активного элемента катода.
Известны и широко распространены металлопористые термокатоды, представляющие собой металлическую губку из тугоплавкого металла, например вольфрама (W), рения (Re), молибдена (Mo), содержащую соединения эмиссионно-активных материалов, преимущественно бария (Ва) [1].
Известен магнетрон на основе упомянутых катодов, содержащий анод и коаксиально размещенный внутри него катод, содержащий не менее одного автоэлектронного эмиттера и не менее одного термо-вторично-электронного эмиттера, выполненного на основе эмиссионно-активного сплава катода (сплава катода) палладий-бариевого, в котором целью является создание экономичного, надежного магнетрона с рабочей температурой катода 400-800°С, с увеличенным сроком службы, с малым временем готовности [2].
Термо-вторично-электронный эмиттер выполнен в виде прессованной пористой губки, сформированной из смеси порошков эмиссионно-активного палладий-бариевого сплава, по меньшей мере, одного тугоплавкого металла из группы, состоящей из вольфрама (W), молибдена (Mo), тантала (Та), ниобия (Nb), рения (Re), и/или, по меньшей мере, одного платинового металла из группы, состоящей из осмия (Os), иридия (Ir), платины (Pt), рутения (Ru), родия (Rh), палладия (Pd).
Изготовление катодов может быть выполнено одним из известных способов, например прессованием исходных порошков компонентов сплава катода.
Выполнение термо-вторично-электронного эмиттера указанным образом отличается:
- высокой трудоемкостью изготовления (более 40 технологических операций) и соответственно низкой производительностью,
- неустойчивостью катода к электронной бомбардировке из-за вероятности окисления порошков компонентов сплава катода,
- сложностью контролируемости технологического процесса,
- взрывоопасностью из-за необходимости использования водорода,
- сложностью серийного производства.
Известен способ изготовления термо-вторично-эмиссионного катода, содержащий ионно-плазменное напыление на эмиттер слоя на основе палладия толщиной 2-3 мкм и нагрев при температуре 900-1000°С в течение 1-2 ч, в котором с целью повышения коэффициента вторичной электронной эмиссии в области низких энергий первичных электронов в качестве эмиттеров используют сплав палладий-барий, который закрепляют на молибденовом керне диффузионной сваркой, в качестве сплава на основе палладия используют сплав, содержащий 20-22 мас. % оксида магния, а прогрев ведут при давлении не выше 10-4 Па [3].
Отмечено, что данный способ изготовления термо-вторично-эмиссионного катода позволяет увеличить коэффициент вторичной электронной эмиссии более чем в два раза.
Однако данный способ отличается:
- невысокой стойкостью материала катода к электронной бомбардировке, приводящей со временем к деградации эмиссионной активности из-за наличия в нем кислородосодержащего компонента (оксида магния),
- сложностью контролируемости скорости испарения бария и соответственно эмиссионной активности сплава катода из-за блокировки поверхности эмиттера бария напыляемым слоем палладия и оксида магния,
- сложностью контроля технологических операций, обусловленных жесткими требованиями технологических параметров.
Известен катод и способ его изготовления, в котором катод выполнен из четырехкомпонентного сплава - металла из группы платины (Pt), металла из группы щелочноземельных металлов, например бария (Ва), активатора диффузии щелочноземельного металла (активного элемента) из групп элементов молибден (Mo), гафний (Hf), цирконий (Zr), торий (Th) и переходных элементов (иридий (Ir), осмий (Os), рутений (Ru) и др.), обеспечивающего снижение работы выхода электронов.
Способ изготовления катода заключается в приготовлении исходных компонентов сплава катода в заданном соотношении.
Соединение исходных компонентов сплава катода в инертной газовой среде посредством высокотемпературного плавления и последующей кристаллизации с обеспечением формирования заготовки сплава катода при этом, по меньшей мере, трехкратном повторении данной технологической операции.
Обработка заготовки сплава катода с обеспечением его заданного размера и формы посредством обработки ее методом электроискровой резки.
Техническим результатом заявленного изобретения является повышение плотности и стабильности эмиссионного тока, повышение коэффициента вторичной электронной эмиссии, снижение себестоимости, повышение экологичности, обеспечение высокого срока службы катода.
Указанный технический результат достигается заявленным способом изготовления эмиссионно-активного сплава катода для электровакуумных приборов СВЧ, включающим приготовление исходных компонентов сплава заданного соотношения на основе, по меньшей мере, двух компонентов, при этом одного из них - тугоплавкого металла, другого - щелочноземельного металла, соединение исходных компонентов сплава катода в инертной газовой среде посредством высокотемпературного плавления и последующей кристаллизации с обеспечением формирования заготовки сплава катода, при этом, по меньшей мере, двукратного повторения упомянутой технологической операции, обработку заготовки сплава катода с обеспечением ее заданного размера и формы, в котором исходные компоненты сплава катода приготавливают в виде бинарного сплава, состоящего из каждого из двух упомянутых компонентов сплава катода, при этом компонент щелочноземельного металла берут в виде интерметаллического соединения тугоплавкого и щелочноземельного металлов при их стехиометрическом соотношении 5:1, повторение упомянутой операции соединения исходных компонентов сплава катода осуществляют двукратно, при этом в первый раз при избыточном давлении инертной газовой среды (1,1-1,2)×105 Па, во второй раз при пониженном давлении инертной газовой среды не более 5,0×104 Па и при изменении расположения заготовки сплава катода на 180 градусов относительно ее первоначального технологического расположения, а обработку заготовки сплава катода осуществляют посредством ее прокатки, при этом в два этапа, на первом - при температуре 1250-1350°С, с шагом прокатки 0,2-0,3 мм, при изменении после каждого шага прокатки направления заготовки сплава катода на 90 градусов с последующим отжигом в вакууме, при температуре не менее 1000°С, в течение 1-1,5 ч, при давлении остаточных газов не более 1,33×102 Па, на втором - при комнатной температуре, с шагом прокатки не более 0,1 мм до степени деформации заготовки сплава катода 60-70%, далее с шагом прокатки не более 0,05 мм.
Исходные компоненты сплава катода приготавливают, например, в виде бинарного сплава компонентов палладий-барий.
Исходные компоненты сплава катода приготавливают, например, в виде бинарного сплава компонентов платина-барий.
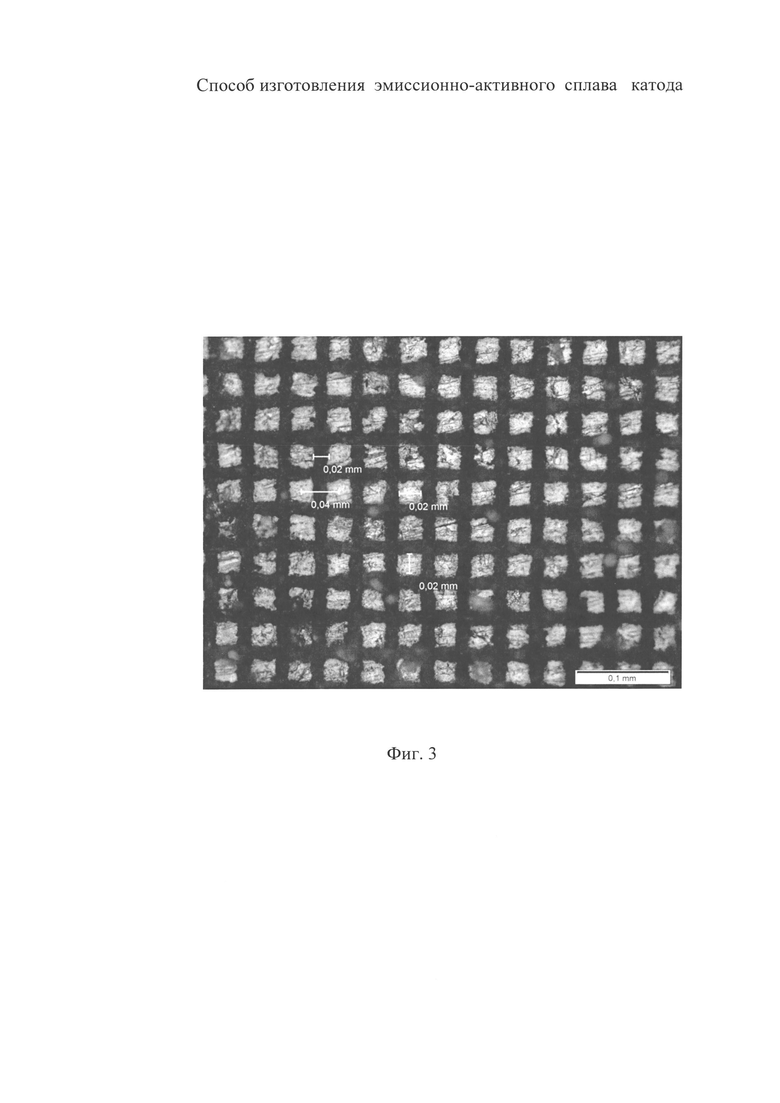
В случае изготовления эмиссионно-активного сплава катода для магнетрона с автоэлектронными эмиттерами после упомянутой обработки заготовки сплава катода дополнительно осуществляют ее микрообработку лазером при мощности излучения не менее 1,5 Вт до заданной степени открытой пористости ее поверхности.
Раскрытие сущности изобретения
Совокупность существенных признаков заявленного способа изготовления эмиссионно-активного сплава катода, а именно когда:
Исходные компоненты сплава катода приготавливают в виде бинарного сплава, состоящего из каждого из двух упомянутых компонентов сплава катода, при этом компонент щелочноземельного металла берут в виде интерметаллического соединения тугоплавкого и щелочноземельного металлов при их стехиометрическом соотношении 5:1.
Это обеспечивает оптимальное содержание щелочноземельного металла (активного элемента-компонента) в сплаве катода и тем самым однородность его распределения.
Повторение операции соединения исходных компонентов сплава катода осуществляют двукратно, при этом:
в первый раз при избыточном давлении инертной газовой среды не менее 1,1×105 Па обеспечивает быстрое (не более 3 мин) соединение компонентов сплава катода, интенсивный отвод избыточного тепла из зоны взаимодействия компонентов сплава катода и тем самым подавление значительной сублимации испарения бария и тем самым оптимальное содержание щелочноземельного металла (активного элемента) компонента сплава катода;
во второй раз при пониженном давлении инертной газовой среды не более 5,0×104 Па и при изменении расположения заготовки сплава катода на 180 градусов относительно расположения на первом этапе обеспечивает:
а) эффективную дегазацию заготовки сплава катода от отравляющих примесей (кислород-, углеродсодержащих и др.),
б) естественное конвекционное перемешивание компонентов жидкого сплава катода без потерь и тем самым однородность распределения щелочноземельного металла компонента сплава катода.
И как следствие выше указанного
во-первых, повышение плотности и стабильности эмиссионного тока,
во-вторых, повышение коэффициента вторичной электронной эмиссии,
в-третьих, снижение себестоимости благодаря исключения из сплава катода компонентов редких металлов (осмия, иридия и др.),
в-четвертых, повышение экологичности благодаря исключению из сплава катода радиоактивных компонентов тория и высокотоксичных компонентов стронция, церия и др.,
в-пятых, достаточно высокий срок службы катода (не менее 5000 часов).
Обработку заготовки сплава катода с обеспечением его заданного размера и формы осуществляют посредством прокатки, при этом в два этапа:
на первом - при температуре 1250-1350°С, с шагом прокатки 0,2-0,3 мм, при изменении после каждого шага прокатки направления заготовки сплава катода на 90 градусов с последующим отжигом в вакууме, при температуре не менее 1000°С, в течение 1-1,5 ч, при давлении остаточных газов не более 1,33×102 Па,
на втором - при комнатной температуре, с шагом прокатки не более 0,1 мм до степени деформации заготовки сплава катода 60-70%, далее с шагом прокатки не более 0,05 мм обеспечивает:
а) изотропность текстуры заготовки сплава катода и тем самым ее однородность,
б) удаление отравляющих примесей из сплава катода (углерода, кислорода, цинка и др.).
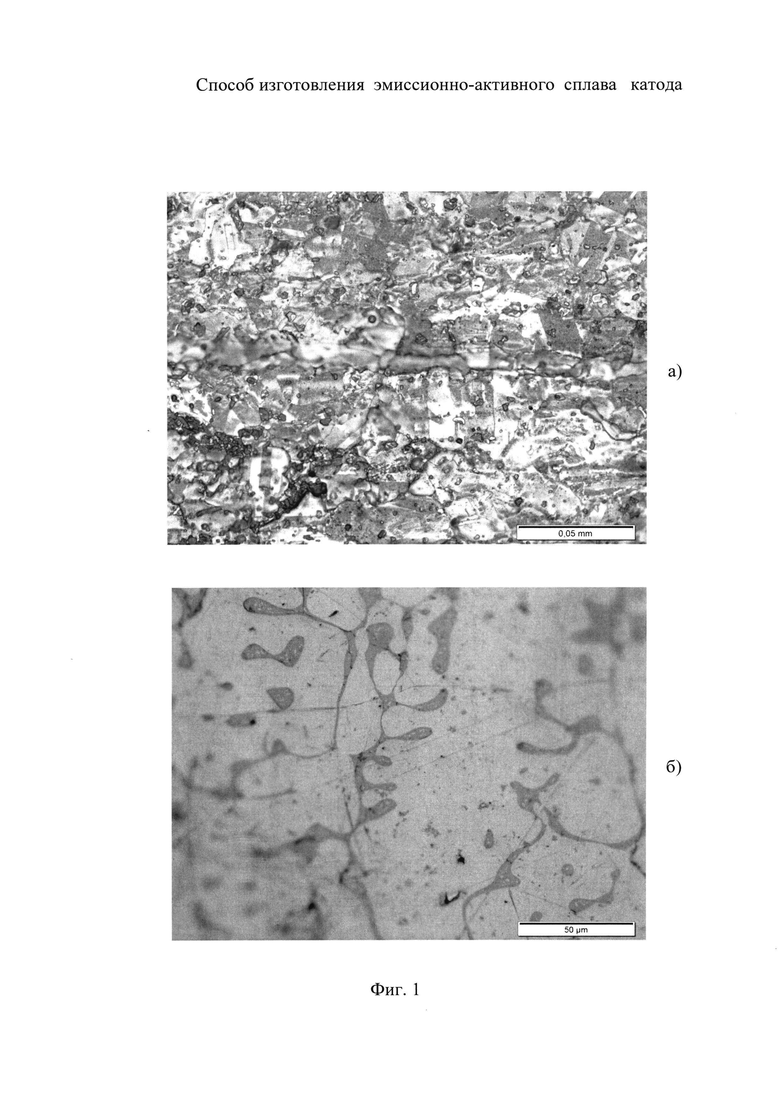
И как следствие этого повышение однородности микроструктуры сплава катода, что иллюстрирует фиг. 1, 2, плотности и стабильности эмиссионного тока.
Исходные компоненты сплава катода в виде бинарного сплава компонентов палладий-барий либо платина-барий, в отличие от других возможных бинарных сплавов указанных компонентов, обладают способностью при их соединении посредством высокотемпературного плавления наиболее активно образовывать термостабильные двухфазные системы интерметаллического соединения и чистого тугоплавкого компонента (палладия либо платины), которые обладают повышенными эмиссионными свойствами.
Дополнительная микрообработка лазером до заданной степени открытой пористости поверхности заготовки сплава катода при мощности излучения не менее 1,5 Вт в случае его использования для магнетрона с автоэлектронными эмиттерами обеспечивает более развитую поверхность сплава катода и тем самым активизирует испарение щелочноземельного компонента, например бария, на автоэлектронный эмиттер магнетрона с безнакальным запуском и тем самым обеспечивает его запуск и работу.
Наличие компонента щелочноземельного металла в виде интерметаллического соединения тугоплавкого и щелочноземельного металлов при их стехиометрическом соотношении 5:1.
Равно как осуществление операции соединения исходных компонентов сплава только двукратно, при технологических параметрах:
в первый раз при избыточном давлении инертной газовой среды не менее 1,1×105 Па,
во второй раз при пониженном давлении инертной газовой среды не более 5,0×104 Па и при изменении расположения заготовки сплава катода на 180 градусов относительно расположения на первом этапе являются оптимальными для обеспечения оптимального содержания компонентов в сплаве катода и однородности компонента щелочноземельного металла.
Обработка заготовки сплава катода посредством прокатки в два этапа:
на первом - как при температуре менее 1250°С, так и более 1350°С, с шагом прокатки как менее 0,2 мм, так и более 0,3 мм, при изменении после каждого шага прокатки направления заготовки сплава на 90 градусов с последующим отжигом в вакууме, при температуре менее 1000°С, в течение как менее 1 часа, так и более 1,5 часа, при давлении остаточных газов не более 1,33×102 Па, не желательна, так как приводит к нарушению однородности и текстуры заготовки сплава катода;
на втором - при комнатной температуре, с шагом прокатки более 0,1 мм до степени деформации заготовки сплава как менее 60, так и более 70%, с шагом прокатки более 0,05 мм не желательна, так как приводит к деформации заготовки сплава катода и образованию трещин.
Изобретение поясняется чертежами.
На фиг. 1 дана микроструктура образца эмиссионно-активного сплава катода, содержащего 2,3 мас.% бария (Ва) и палладий (Pd) - остальное, полученного:
а) заявленным способом,
б) по способу прототипа.
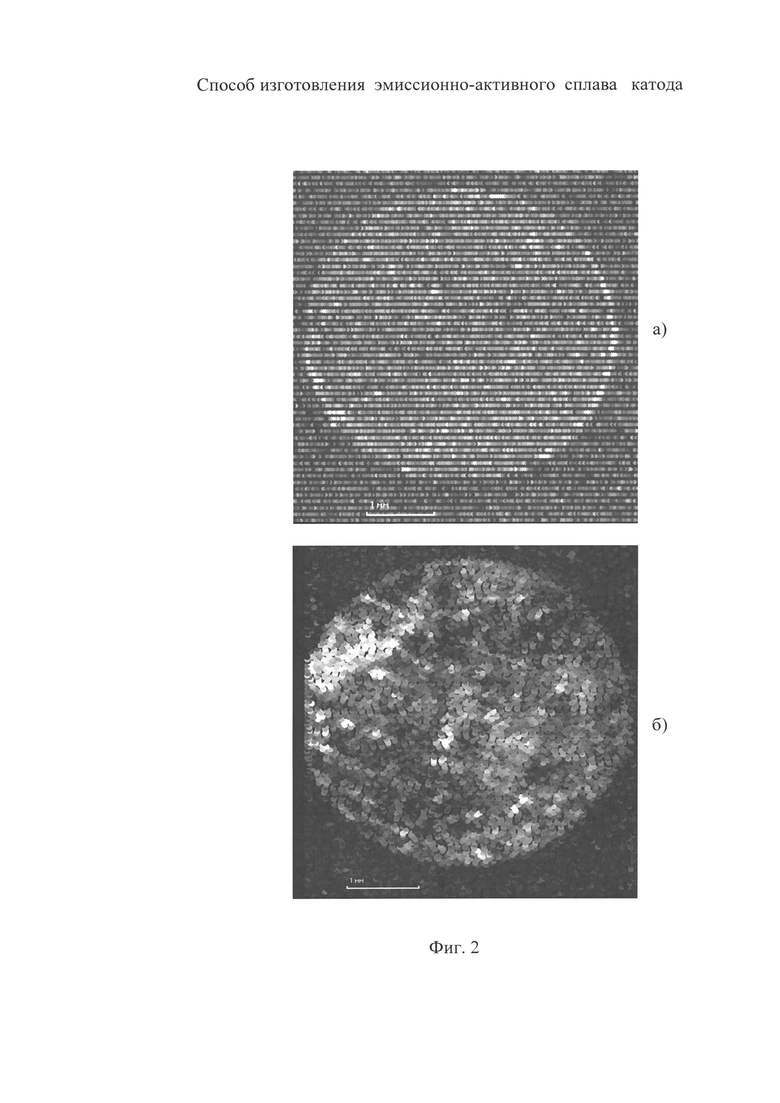
На фиг. 2 дано рентгеновское изображение указанного образца эмиссионно-активного сплава катода после технологической операции - обработка заготовки сплава посредством:
а) прокатки (заявленный способ),
б) метода электроискровой резки (способ прототипа).
На Фиг. 3 дана микроструктура вышеуказанного образца эмиссионно-активного сплава катода, которая дополнительно микрообработана лазером до заданной степени открытой пористости поверхности заготовки сплава катода.
Примеры конкретного выполнения заявленного способа изготовления эмиссионно-активного сплава катода
Пример 1
Приготавливают исходные компоненты сплава катода заданного соотношения на основе двух компонентов, тугоплавкого металла - палладия в количестве 14,92 г (чистотой 99,96%, марка ППд1 ПдАП-1 СТО 00195-2008), другого - щелочноземельного металла - бария в количестве 3,91 г (чистотой 99,0%).
Соединяют исходные компоненты сплава в инертной газовой среде посредством высокотемпературного плавления и последующей кристаллизации с обеспечением формирования заготовки сплава.
Для чего приготовленную шихту исходных компонентов сплава катода размещают в углубление водоохлаждаемого медного пода камеры установки дуговой печи А535.02ТО с нерасходуемым вольфрамовым электродом.
Осуществляют высокотемпературное плавление шихты исходных компонентов сплава катода в течение 3 мин, максимальной силе тока 315 А, повторяя данную операцию двукратно:
при этом в первый раз при избыточном давлении инертной газовой среды 1,15×105 Па,
во второй раз при пониженном давлении инертной газовой среды 2,5×104 Па и при изменении расположения заготовки сплава катода на 180 градусов относительно расположения на первом этапе.
Обрабатывают заготовку сплава катода с обеспечением его заданного размера и формы посредством ее прокатки (четырехвалковый прокатный стан «Кварто»), при этом в два этапа:
на первом - при температуре 1300°С, с шагом прокатки 0,25 мм, при изменении после каждого шага прокатки направления заготовки сплава катода на 90 градусов с последующим отжигом в вакууме, при температуре 1300°С, в течение 75 мин, при давлении остаточных газов 0,66×102 Па,
на втором - при комнатной температуре, с шагом прокатки 0,25 мм до степени деформации заготовки сплава 65 процентов, далее с шагом прокатки 0,02 мм.
Примеры 2-6. Аналогично примеру 1 изготовлены образцы эмиссионно-активного сплава катода, но при других технологических параметрах (примеры 2-5) и для одного типа электровакуумного прибора.
В случае использования эмиссионно-активного сплава катода в катодном узле для магнетрона с автоэлектронными эмиттерами после упомянутой обработки заготовки сплава дополнительно осуществляют микрообработку с использованием автоматизированной лазерной технологической установки «Каравелла-2» на базе лазера на парах меди при мощности не менее 1,5 Вт до заданной степени открытой пористости поверхности заготовки сплава (пример 6).
Пример 7. Данные соответствуют прототипу.
Изготовленные образцы эмиссионно-активного сплава катода были опробованы для изготовления катодного узла ТСЗ 520 364 СБ
в электровакуумном приборе для испытания катодов ТСЗ 309 112 СБ (примеры 1-5),
в электровакуумном приборе магнетроне с автоэлектронными эмиттерами (МИ-463) (пример 6).
При этом измерены:
плотность эмиссионного тока (Jэ) А/см2 согласно КРПГ.25803.000,
коэффициент вторичной электронной эмиссии (КВЭЭ) согласно КРПГ.25803.00042,
рабочая температура Траб (°С) пирометром любого типа со шкалой до 1500°С.
Данные представлены в таблицах.
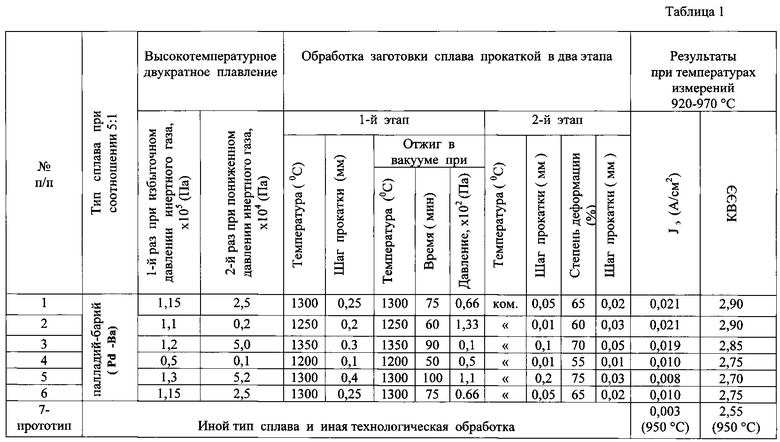
Как видно из таблиц, образцы эмиссионно-активного сплава катода имеют плотность эмиссионного тока (Jэ) А/см2 и коэффициент вторичной электронной эмиссии (КВЭЭ).
1. Для исходных компонентов сплава катода палладий-барий
Jэ - порядка 0,021 А/см2, КВЭЭ - порядка 2,90, выполненные согласно технологическим параметрам заявленной формулы изобретения (примеры 1-3),
Jэ - порядка 0,008 А/см2, КВЭЭ - порядка 2,70, выполненные согласно технологическим параметрам за пределами заявленной формулы изобретения,
Jэ - 0,003 A/см2, КВЭЭ - 2,55 - данные прототипа (Таблица 1).
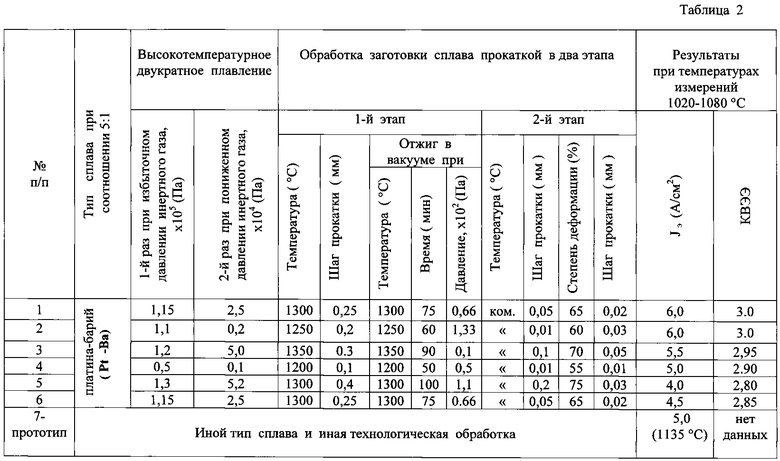
2. Для исходных компонентов сплава катода платина-барий
Jэ - порядка 6,0 А/см2, КВЭЭ - порядка 3,0, выполненные согласно технологическим параметрам заявленной формулы изобретения (примеры 1-3),
Jэ - порядка 4,0 А/см2, КВЭЭ - порядка 2,80, выполненные согласно технологическим параметрам за пределами заявленной формулы изобретения,
Jэ - порядка 5,0 А/см2 (Jэ), КВЭЭ - нет данных - данные прототипа (Таблица 2).
Таким образом, заявленный способ изготовления эмиссионно-активного сплава катода позволит по сравнению с прототипом:
повысить плотность эмиссионного тока примерно в 7 раз в случае эмиссионно-активного сплава катода палладий-барий,
повысить плотность эмиссионного тока примерно на 20% и коэффициент вторичной электронной эмиссии примерно на 14% в случае эмиссионно-активного сплава катода платина-барий,
повысить однородность эмиссионного тока благодаря обеспечению изотропности текстуры сплава катода и его стабильность благодаря исключению отравляющих примесей (углерода, кислорода, цинка и др.) сплава катода,
при обеспечении срока службы не менее 5000 час.
Кроме того, улучшение экологичности и снижение себестоимости способа.
Источники информации
1. Дюбуа Б.Ч., Королев А.Н. Современные эффективные катоды / Электронная техника. Серия 1. СВЧ-Техника, 2011 г., вып. 1 (508), с. 5-24.
2. Патент РФ №2380784, МПК H01J 25/00, приоритет 24.10.2008 г., опубл. 27.01.2010 г.
3. Патент РФ №2069915, МПК H01J 1/32, приоритет 29.12.1990 г., опубл. 27.11.96 г.
4. Патент США №6791251, МПК H01J 1/32, приоритет 29.12.1990 г., опубл. 14.09.2004 г., - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННОГО МЕТАЛЛОСПЛАВНОГО ПАЛЛАДИЙ-БАРИЕВОГО КАТОДА | 2016 |
|
RU2627707C1 |
| МАГНЕТРОН С БЕЗНАКАЛЬНЫМ КАТОДОМ | 2008 |
|
RU2380784C1 |
| ПРЕССОВАННЫЙ МЕТАЛЛОСПЛАВНЫЙ ПАЛЛАДИЙ-БАРИЕВЫЙ КАТОД И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2016 |
|
RU2647388C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОГО МАТЕРИАЛА НА ОСНОВЕ МЕТАЛЛА ПЛАТИНОВОЙ ГРУППЫ И БАРИЯ | 2016 |
|
RU2646654C2 |
| МАГНЕТРОН С БЕЗНАКАЛЬНЫМ КАТОДОМ | 1991 |
|
RU2019877C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОГО СПЛАВА НА ОСНОВЕ МЕТАЛЛА ПЛАТИНОВОЙ ГРУППЫ И БАРИЯ | 2016 |
|
RU2627709C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТОРИЧНО-ЭМИССИОННОГО КАТОДА | 1990 |
|
RU2069915C1 |
| Материал термоэлектронного эмиттера | 1978 |
|
SU734829A1 |
| МАГНЕТРОН С ЗАПУСКАЮЩИМИ ЭМИТТЕРАМИ НА КОНЦЕВЫХ ЭКРАНАХ КАТОДНЫХ УЗЛОВ | 2011 |
|
RU2528982C2 |
| Импульсный магнетрон с безнакальным запуском с трехмодульным активным телом в катодном узле | 2021 |
|
RU2776305C1 |
Изобретение относится к области электронной техники. Способ изготовления эмиссионно-активного сплава катода для электровакуумных приборов СВЧ включает приготовление исходных компонентов сплава заданного соотношения на основе, по меньшей мере, двух компонентов, при этом одного из них - тугоплавкого металла, другого - щелочноземельного металла, соединение исходных компонентов сплава катода в инертной газовой среде посредством высокотемпературного плавления и последующей кристаллизации с обеспечением формирования заготовки сплава катода, при этом, по меньшей мере, двукратного повторения упомянутой технологической операции, обработку заготовки сплава катода с обеспечением ее заданного размера и формы. Исходные компоненты сплава катода приготавливают в виде бинарного сплава, состоящего из каждого из двух упомянутых компонентов сплава катода, при этом компонент щелочноземельного металла берут в виде интерметаллического соединения тугоплавкого и щелочноземельного металлов при их стехиометрическом соотношении 5:1, повторение упомянутой операции соединения исходных компонентов сплава катода осуществляют двукратно, при этом в первый раз при избыточном давлении инертной газовой среды (1,1-1,2)×105 Па, во второй раз при пониженном давлении инертной газовой среды не более 5,0×104 Па и при изменении расположения заготовки сплава катода на 180 градусов относительно ее первоначального технологического расположения, а обработку заготовки сплава катода осуществляют посредством ее прокатки, при этом в два этапа, на первом - при температуре 1250-1350°С, с шагом прокатки 0,2-0,3 мм, при изменении после каждого шага прокатки направления заготовки сплава катода на 90 градусов с последующим отжигом в вакууме, при температуре не менее 1000°С, в течение 1-1,5 ч, при давлении остаточных газов не более 1,33×102 Па, на втором - при комнатной температуре, с шагом прокатки не более 0,1 мм до степени деформации заготовки сплава катода 60-70%, далее с шагом прокатки не более 0,05 мм. Технический результат - повышение плотности и стабильности эмиссионного тока, повышение коэффициента вторичной электронной эмиссии, снижение себестоимости, повышение срока службы катода. 3 з.п. ф-лы, 3 ил., 2 табл.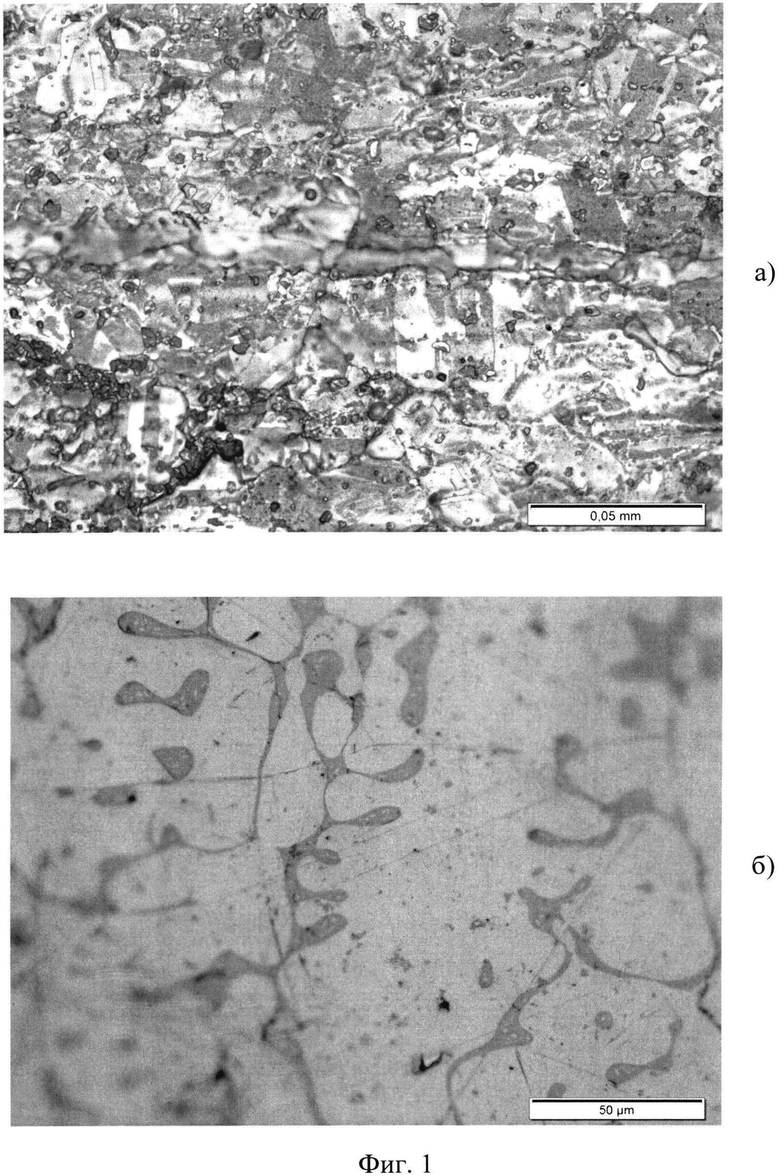
1. Способ изготовления эмиссионно-активного сплава катода для электровакуумных приборов СВЧ, включающий приготовление исходных компонентов сплава заданного соотношения на основе, по меньшей мере, двух компонентов, при этом одного из них - тугоплавкого металла, другого - щелочноземельного металла, соединение исходных компонентов сплава катода в инертной газовой среде посредством высокотемпературного плавления и последующей кристаллизации с обеспечением формирования заготовки сплава катода, при этом, по меньшей мере, двукратного повторения упомянутой технологической операции, обработку заготовки сплава катода с обеспечением ее заданного размера и формы, отличающийся тем, что исходные компоненты сплава катода приготавливают в виде бинарного сплава, состоящего из каждого из двух упомянутых компонентов сплава катода, при этом компонент щелочноземельного металла берут в виде интерметаллического соединения тугоплавкого и щелочноземельного металлов при их стехиометрическом соотношении 5:1, повторение упомянутой операции соединения исходных компонентов сплава катода осуществляют двукратно, при этом в первый раз при избыточном давлении инертной газовой среды (1,1-1,2)×105 Па, во второй раз при пониженном давлении инертной газовой среды не более 5,0×104 Па и при изменении расположения заготовки сплава катода на 180 градусов относительно ее первоначального технологического расположения, а обработку заготовки сплава катода осуществляют посредством ее прокатки, при этом в два этапа, на первом - при температуре 1250-1350°С, с шагом прокатки 0,2-0,3 мм, при изменении после каждого шага прокатки направления заготовки сплава катода на 90 градусов с последующим отжигом в вакууме, при температуре не менее 1000°С, в течение 1-1,5 ч, при давлении остаточных газов не более 1,33×102 Па, на втором - при комнатной температуре, с шагом прокатки не более 0,1 мм до степени деформации заготовки сплава катода 60-70%, далее с шагом прокатки не более 0,05 мм.
2. Способ изготовления эмиссионно-активного сплава катода для электровакуумных приборов СВЧ по п. 1, отличающийся тем, что исходные компоненты сплава катода приготавливают, например, в виде бинарного сплава компонентов палладий-барий.
3. Способ изготовления эмиссионно-активного сплава катода для электровакуумных приборов по п. 1, отличающийся тем, что исходные компоненты сплава катода приготавливают, например, в виде бинарного сплава компонентов платина-барий.
4. Способ изготовления эмиссионно-активного сплава катода для электровакуумных приборов СВЧ по п. 1, отличающийся тем, что в случае изготовления эмиссионно-активного сплава катода для магнетрона с автоэлектронными эмиттерами после упомянутой обработки заготовки сплава катода дополнительно осуществляют ее микрообработку лазером при мощности излучения не менее 1,5 Вт до заданной степени открытой пористости ее поверхности.
| Устройство для транспортировки и сортировки пиломатериалов | 1977 |
|
SU679125A3 |
| МАГНЕТРОН С БЕЗНАКАЛЬНЫМ КАТОДОМ | 2008 |
|
RU2380784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТОРИЧНО-ЭМИССИОННОГО КАТОДА | 1990 |
|
RU2069915C1 |
| US 2010055885A1, 04.03.2010 | |||
| US 2004032195, 19.02.2004. | |||

