Изобретение относится к электронной технике и может быть использовано для изготовления эффективных термо- и вторичноэмиссионных металлосплавных катодов для мощных приборов СВЧ-электроники (ламп бегущей волны, магнетронов и т.п.).
Наиболее близким к предлагаемому способу (прототипом) является способ получения двухфазных сплавов Pt-Ba и Pd-Ba (см.: Н.П. Есаулов. Методы электроплавки при разработке спецсплавов для радиоэлектроники. Электрометаллургия. 2011, №4. - С. 30-33). Указанный способ состоит в следующем. Для проведения процесса плавки используется дуговая вакуумная печь (ДВП). Печь включает форвакуумный насос ВН-2, вакуумный агрегат ВА-0,5; вакуумную камеру, водо-охлаждаемый медный кристаллизатор, нерасходуемый вольфрамовый электрод, баллон аргона марки А. Перед плавкой порошок Pd или Pt компактируют (прессуют), а с поверхности бария удаляют парафин и масло, а также слой оксидов. Очищенный барий помещают непосредственно на дно лунки медного водоохлаждаемого кристаллизатора, а сверху на него загружают металл в компактном виде. Рабочую камеру откачивают, напускают аргон. Подают питание на электрод. Происходит расплавление металлов с образованием сплава.
Полученный сплав является двухфазным и представляет собою матрицу тугоплавкого металла (Pd, Pt) с включениями интерметаллического соединения (Pd5Ba; Pt5Ba).
Основной недостаток настоящего способа - сильно неравномерное распределение фазы интерметаллида в матрице металла платиновой группы. Данный факт приводит к понижению коэффициента вторичной электронной эмиссии (КВЭЭ) сплава, понижению КПД электровакуумных приборов (ЭВП) на его основе и уменьшению процента выхода годных.
Технический результат настоящего изобретения - повышение КПД и процента выхода годных ЭВП с использованием катодов R-Ba (где R - металл платиновой группы) улучшения однородности распределения фазы интерметаллида в матрице металла платиновой группы и повышения за счет этого КВЭЭ.
Указанный технический результат достигается тем, что перед проведением операции компактирования (прессования) порошка металла платиновой группы, проводят механоактивацию (25-70)% навески данного порошка в течение 5-20 минут. После этого механоактивированный порошок смешивают с остатком навески, прессуют, а все дальнейшие операции проводят в соответствии с прототипом.
Сущность изобретения состоит в следующем.
Механоактивация порошка металла платиновой группы приводит к уменьшению среднего размера частиц более, чем в 2 раза после 5 мин активации и в 15-20 раз после 20 мин активации, уменьшению в несколько раз среднемассового размера и повышению в 3-4 раза удельной поверхности частиц порошка. Кроме этого процесс механоактивации приводит к увеличению дефектности и энергонасыщенности активируемого материала за счет пластического деформирования и дробления. Существенно меньшие размеры частиц порошка металла платиновой группы после процесса механоактивации, высокие значения удельной поверхности частиц, а также его повышенная активность еще и за счет выделения в технологическом процессе запасенной энергии позволяют добиться более равномерного распределения интерметаллида Pd5Ba (Pt5Ba) в матрице Pd (Pt) и за счет этого повысить КВЭЭ, КПД и процент выхода годных ЭВП.
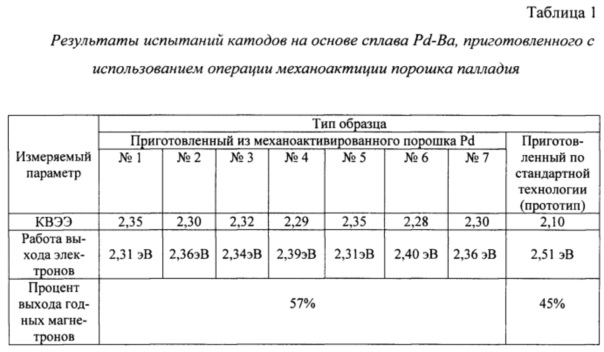
Пример 1. 50% навески порошка Pd марки ППд1 ПдАП-1 СТО 00195200-040-2008 механоактивировали в мельнице АГО-2 в течение 10 мин. В качестве мелющих тел использовались шары из оксида циркония диаметром 5 мм и керамический барабан. После окончания процесса активации контролировали размер частиц порошка Pd. Средний размер частиц уменьшился с 630 мкм до 175 мкм. Далее активированный порошок тщательно смешивали в смесителе с остатком (50%) навески исходного порошка Pd и прессовался в параллелепипед под давлением ~5,0 т/см2. Очищенную от парафина и масла навеску металлического бария помещали на дно лунки медного водоохлаждаемого кристаллизатора установки дуговой плавки А 535.02 ФО, а сверху на него загружали подготовленную прессовку порошка Pd. Производили откачку рабочей камеры установки дуговой плавки до давления 10-2 Па. После чего напускали аргон до давления 1,5 атм. Далее подавали питание на вольфрамовый электрод. Под воздействием концентрированной тепловой энергии, выделяющейся в плазме разряда, происходило расплавление металлов в лунке кристаллизатора с образованием сплава Pd-Ba. Из образовавшегося сплава Pd-Ba прокатывали фольгу толщиной h=200 мкм. Из разных частей прокатанного образца было изготовлено семь катодов для магнетронов. Для каждого катода измеряли КВЭЭ и работу выхода электрона. Полученные результаты сравнивали с результатами испытаний катодов и магнетронов, полученных по технологии прототипа (без применения механоактивации) (см. табл. 1).
Пример 2. 70% навески порошка Pt механоактивировали в течение 20 мин в мельнице АГО-2. Использовался стальной барабан. В качестве мелющих тел использовались стальные шары диаметром 3 мм.
После окончания процесса активации контролировали размер частиц порошка Pt. Измерения показали, что средний размер уменьшался с 560 мкм до 42 мкм.
Далее все операции по получению сплава Pt-Ba проводились аналогично примеру 1.
Результаты испытаний катодов на основе Pt-Ba, приготовленного с использованием операции механоактивации шихты, представлены в табл. 2.
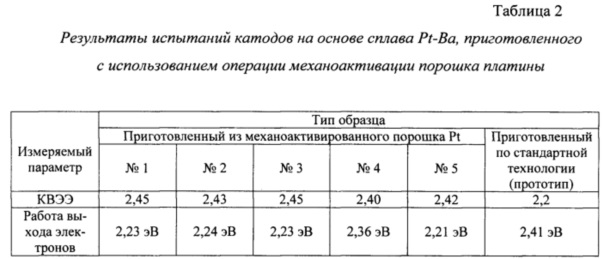
Как видно из табл. 1 и табл. 2, операция механоактивации порошка металла платиновой группы существенно влияет на характеристики катодов Pd-Ba и Pt-Ba.
В частности, для сплава Pd-Ba КВЭЭ повышается на (8,6-11,9)%, а работа выхода электрона уменьшается на (4,4-9,5)%. Процент выхода годных магнетронов при использовании катодов на основе сплава Pd-Ba, изготовленного с использованием механоактивированного порошка Pd, увеличивается на 12%.
Для сплава Pt-Ba механоактивация порошка Pt приводит к росту КВЭЭ на (9,1-11,4)% и уменьшению работы выхода электрона на (3,3-8,3)%.
Ограничения по количеству навески порошка, проходящего операцию механоактивации выбраны исходя из следующих соображений. При механоактивации меньше 25% исходной навески порошка металла платиновой группы эффект от механоактивации не дает заметного результата. В то же время, когда механоактивируют больше 70% навески порошка, дальнейшего качественного роста свойств катодного сплава не наблюдается, но начинает сказываться появление в материале катода материала намола (материала барабана и мелющих тел).
Ограничения по количеству времени механоактивации выбраны исходя из следующих соображений. При механоактивации порошка исходной навески порошка металла платиновой группы меньше 5 мин эффект от механоактивации не дает заметного результата. В то же время, когда время механоактивации больше 20 мин, дальнейшего качественного роста свойств катодного сплава не наблюдается, но начинает сказываться появление в материале катода материала намола (материала барабана и мелющих тел).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОГО МАТЕРИАЛА НА ОСНОВЕ МЕТАЛЛА ПЛАТИНОВОЙ ГРУППЫ И БАРИЯ | 2016 |
|
RU2646654C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННОГО МЕТАЛЛОСПЛАВНОГО ПАЛЛАДИЙ-БАРИЕВОГО КАТОДА | 2016 |
|
RU2627707C1 |
| ПРЕССОВАННЫЙ МЕТАЛЛОСПЛАВНЫЙ ПАЛЛАДИЙ-БАРИЕВЫЙ КАТОД И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2016 |
|
RU2647388C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОДИСПЕРСНОГО ПОРОШКА ИНТЕРМЕТАЛЛИДА PdBa | 2019 |
|
RU2741940C1 |
| МАГНЕТРОН С БЕЗНАКАЛЬНЫМ КАТОДОМ | 2008 |
|
RU2380784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМИССИОННО-АКТИВНОГО СПЛАВА КАТОДА | 2014 |
|
RU2581151C1 |
| Импульсный магнетрон с безнакальным запуском с трехмодульным активным телом в катодном узле | 2021 |
|
RU2776305C1 |
| КАТОД | 1973 |
|
SU387453A1 |
| Способ изготовления лигатур в вакуумной дуговой печи с нерасходуемым электродом | 2020 |
|
RU2734220C1 |
| Способ модифицирования структуры литых заготовок из антифрикционной бронзы для диффузионной сварки со сталью (варианты) | 2021 |
|
RU2778039C1 |
Изобретение относится к изготовлению металлосплавных катодов для приборов СВЧ-электроники. Способ получения катодного сплава на основе металла платиновой группы и бария включает прессование навески порошка металла платиновой группы, очистку поверхности бария от оксидов, совместную дуговую плавку прессовки и бария в атмосфере аргона с использованием нерасходуемого вольфрамового электрода. Перед прессованием навески порошка металла платиновой группы проводят механоактивацию (25-70)% навески порошка в течение 5-20 минут и смешивание с остатком навески порошка. Обеспечивается улучшение однородности распределения фазы интерметаллида в матрице металла платиновой группы. 2 табл., 2 пр.
Способ получения катодного сплава на основе металла платиновой группы и бария, включающий прессование навески порошка металла платиновой группы, очистку поверхности бария от оксидов, совместную дуговую плавку прессовки и бария в атмосфере аргона с использованием нерасходуемого вольфрамового электрода, отличающийся тем, что перед операцией прессования проводят механоактивацию (25-70)% навески порошка в течение 5-20 минут и смешивание механоактивированного порошка с остатком навески порошка.
| ЕСАУЛОВ Н.П | |||
| Методы электроплавки при разработке спецсплавов для радиоэлектроники | |||
| Электрометаллургия, 2011, N 4, с.30-33 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМИССИОННО-АКТИВНОГО СПЛАВА КАТОДА | 2014 |
|
RU2581151C1 |
| МАГНЕТРОН С БЕЗНАКАЛЬНЫМ КАТОДОМ | 2008 |
|
RU2380784C1 |
| Устройство для ускоренного выращивания кристаллов из расплава | 1959 |
|
SU132613A1 |
| US 4752713 A1, 21.06.1988. | |||

